Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для изготовления контейнеров термоформованием и наложения на них декоративной полосы. Установка содержит по меньшей мере один комплект из камеры термоформования и камеры ввода, связанной с камерой термоформования, а также средства для подачи ленты в область камеры ввода, средства для отрезки декоративной полосы от указанной ленты, средства для размещения полосы в камере ввода и средства для передачи полосы в камеру термоформования.
Уровень техники
Установка такого типа известна, например, из патентных документов Франции А-2759320 и А-2482558.
В устройствах, известных из указанных двух документов, в каждом комплекте, содержащем камеру термоформования и камеру ввода, камера ввода расположена под камерой термоформования. Ее стенка снабжена щелью, через которую лента вводится в камеру ввода. Лента сворачивается петлей в камере ввода и передается в камеру термоформования средствами передачи, которые перемещают ее вертикально.
В устройстве по документу FR-A-2759320 средства передачи образованы пальцами, которые во время сворачивания ленты в петлю находятся в нижнем положении, так что их верхние концы расположены не выше уровня нижней кромки ленты. Когда формирование петли закончено, пальцы перемещаются вверх, так что их верхние концы поддерживают ленту и переносят ее в камеру термоформования. Далее лента удерживается в камере термоформования, например, присасыванием к стенке этой камеры, где осуществляется термоформование контейнера, так что лента прикрепляется к стенке контейнера.
В решении по документу FR-A-2482558 в камере ввода расположена петлеобразующая всасывающая форма. Когда лента поступает в камеру ввода, она присасывается к стенке формы, которая поворачивается вокруг своей оси для облегчения образования петли и формирования полосы. Свернутая в петлю полоса остается прижатой к форме, которая перемещается вверх для передачи полосы в камеру термоформования. В этом положении всасывание воздуха в форму прекращается, и полоса освобождается для размещения вдоль стенки камеры термоформования и удержания на ней в процессе термоформования.
В решении по FR-A-2482558 последовательность операций по сворачиванию ленты в петлю сложна в осуществлении, поскольку требует реализации трех основных действий: всасывание воздуха формами, вращение форм и их вертикальное перемещение. Соответственно существует риск неполадок. Кроме того, формы являются тяжелыми деталями, поскольку их наружный диаметр лишь немного меньше диаметра петлеобразующих камер и камер термоформования.
Установка по документу FR-A-2759320 проще в конструктивном отношении. В частности, для передачи полосы из камеры ввода в камеру термоформования не требуется всасывания, так как полоса может просто продвигаться транспортирующими пальцами.
Полосы сворачиваются в петли в камерах ввода за счет принудительной подачи лент приводными средствами, расположенных снаружи камер ввода. В результате режущие инструменты для отрезки полос должны быть расположены очень близко к стенкам камер ввода, чтобы лента была продвинута в камеру почти на всю свою длину до того момента, как будет отрезана заподлицо со стенкой камеры. Если камеры сгруппированы в ряды из двух камер, можно организовать ввод лент с двух сторон комплекта, образованного двумя рядами, путем расположения режущих инструментов на каждой стороне. Когда же установка содержит больше двух рядов камер ввода, невозможно расположить режущие инструменты в непосредственной близости к камерам внутреннего ряда или рядов. В этом случае необходимо использовать систему по патентному документу FR-A-2482558 для сворачивания полос с помощью форм, а резку лент производить со сторон блока камер ввода на удалении от камер внутреннего ряда или рядов.
Кроме того, в решении по FR-A-2759320 невозможно выбирать положение области соединения, где сходятся два конца полосы, так как эта область всегда находится в непосредственной близости к щели для введения ленты в камеру ввода.
Раскрытие изобретения
Задача изобретения заключается в усовершенствовании известных решений за счет создания установки, конструктивно более простой по сравнению с установкой согласно FR-A-2759320, но дающей по существу те же преимущества.
В соответствии с изобретением решение поставленной задачи достигается за счет того, что средства для размещения полосы в камере ввода содержат приводное колесо, расположенное в камере ввода и выполненное с возможностью приведения во вращение и взаимодействия со стенкой указанной камеры для зажима полосы между колесом и стенкой и принудительной подачи полосы в камеру ввода.
Таким образом, в установке по изобретению каждая полоса сворачивается в петлю в камере ввода за счет приведения в движение в этой камере. Приводные и петлеобразующие средства чрезвычайно просты, поскольку они содержат колесо, использующее стенку камеры ввода в качестве ответного элемента для сворачивания полосы в петлю. Даже если лента отрезается на удалении от камеры ввода, например в том случае, когда камера ввода находится во внутреннем ряду комплекта камер из трех или четырех рядов, отрезанная от ленты полоса может быть надежно и полностью свернута в петлю в камере ввода по всей своей длине, пока ее задний конец не окажется внутри камеры. Кроме того, процесс образования петли может быть продолжен на ход, достаточный для размещения концов полосы в желаемом месте. Так например, при изготовлении контейнера, который потом войдет в комплект из четырех или восьми контейнеров, можно обеспечить расположение концов полос внутри этих комплектов контейнеров, так что концы не видны при покупке контейнеров.
Форма, придаваемая камере ввода, может быть чрезвычайно простой, а ее боковая стенка может быть непрерывной и только должна быть снабжена щелью для ввода ленты.
Поскольку приводное колесо находится внутри камеры ввода, эта камера может быть расположена в непосредственной близости к другой камере ввода. Известно, что целесообразно изготавливать контейнеры термоформованием на участках полосы термопластичного материала, максимально сближенных для снижения отходов. Данное изобретение позволяет расположить камеры ввода под камерами термоформования, расположенными вплотную друг к другу, при этом полосы сворачиваются в петли в камерах ввода с помощью приводных колес, расположенных во всех соответствующих камерах ввода.
Предпочтительно установка содержит средства для перемещения приводного колеса между нерабочим положением, в котором оно отстоит от стенки камеры ввода, и рабочим положением, в котором приводное колесо прижато к указанной стенке.
Приводное колесо прижимается к стенке для зажима полосы между колесом и стенкой и сворачивания полосы в петлю в камере ввода. По окончании сворачивания в петлю приводное колесо перемещается в свое нерабочее положение, в котором оно отстоит от стенки, для облегчения передачи полосы в камеру термоформования. Эта передача производится, например, транспортирующими пальцами, как описано в документе А-2759320. Предпочтительно приводное колесо зафиксировано по вертикали и может приводиться для выполнения очень простых движений, а именно вращения с требуемой скоростью и перемещения в горизонтальной плоскости, чтобы отодвигаться от стенки камеры ввода или прижиматься к этой стенке.
Предпочтительно приводное колесо закреплено на опорной плите, перемещаемой перпендикулярно оси вращения колеса.
В предпочтительном варианте установка содержит ряд комплектов, каждый из которых содержит камеру термоформования и камеру ввода, а приводные колеса, расположенные в камерах ввода комплектов этого ряда, закреплены на общей подвижной опорной плите.
Таким образом, для того, чтобы перевести приводные колеса из нерабочего положения в рабочее положение, необходимо только переместить эту опорную плиту в горизонтальной плоскости. Все приводные колеса могут приводиться одновременно с помощью очень простых средств, что обеспечивает надежность установки.
Предпочтительно приводное колесо установлено на вертикальном валу, взаимодействующим с горизонтальным ведущим валом посредством конической зубчатой передачи.
Таким образом, в предпочтительном варианте установка содержит по меньшей мере один ряд комплектов, каждый из которых содержит камеру термоформования и камеру ввода, а приводные колеса, расположенные в камерах ввода комплектов этого ряда, установлены каждое на соответствующем вертикальном валу, при этом вертикальные валы взаимодействуют с общим горизонтальным ведущим валом посредством конических зубчатых передач.
В предпочтительном варианте внутри камеры ввода расположен формующий сердечник, снабженный продольной канавкой, открытой с периферии сердечника, а приводное колесо расположено в этой канавке.
Полоса сворачивается в петлю естественным образом в кольцевом зазоре между формующим сердечником и стенкой камеры ввода. Сердечник представляет собой неподвижный элемент, направляющий сворачивание полосы в петлю.
Предпочтительно установка содержит множество рядов камер термоформования, под каждой из которых расположена соответствующая камера ввода. Так например, ряды могут включать два наружных ряда и по меньшей мере один внутренний ряд. Резка на полосы, предназначенные для размещения в камерах ввода внутреннего ряда, производится на боковой стороне блока камер ввода. Расстояние между режущими средствами, расположенными снаружи блока, и приводными колесами, расположенными в камерах внутреннего ряда, меньше длины полосы, так что приводное колесо взаимодействует с передним концом ленты до того, как ее разрезают для образования полосы.
Краткое описание чертежей
Другие свойства и достоинства настоящего изобретения станут ясны из нижеследующего описания, содержащего ссылки на прилагаемые чертежи, которые иллюстрируют примеры осуществления изобретения, не вносящие каких-либо ограничений. На чертежах:
фиг.1 изображает схему установки по изобретению,
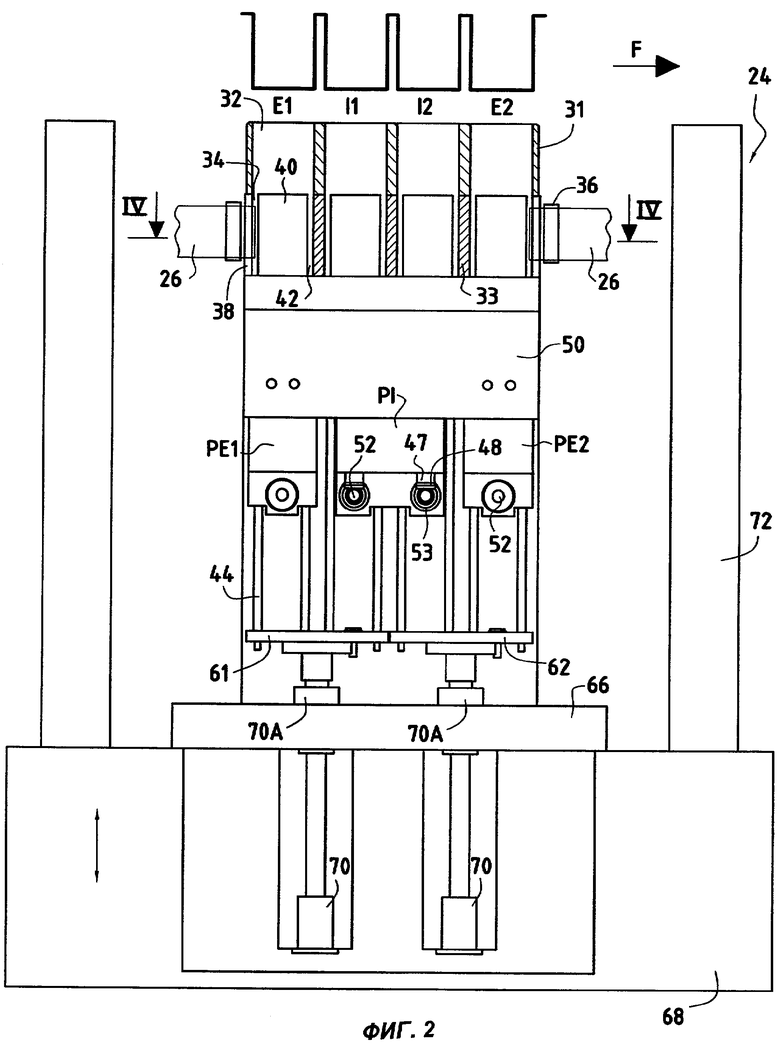
фиг.2 изображает в продольном разрезе блок установки, содержащий камеры термоформования и камеры ввода полосы,
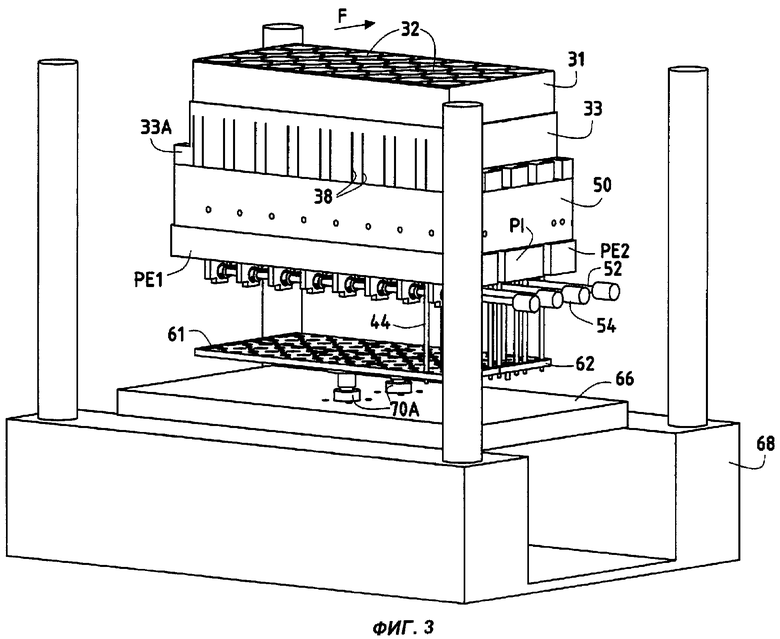
фиг.3 изображает этот же блок на виде в перспективе,
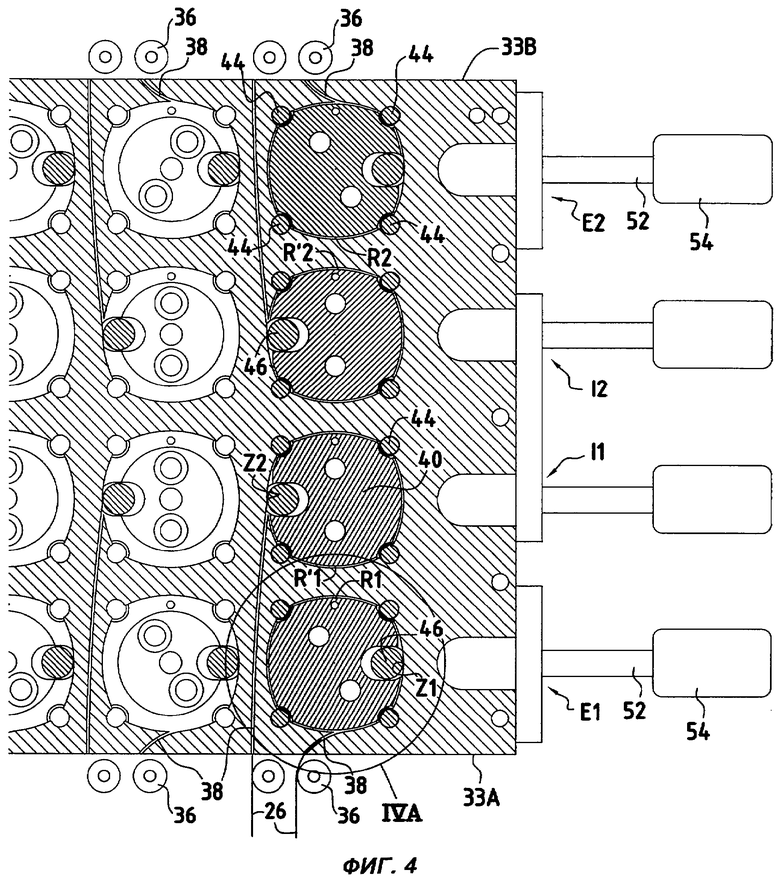
фиг.4 изображает часть блока установки в разрезе по линии IV-IV на фиг.2,
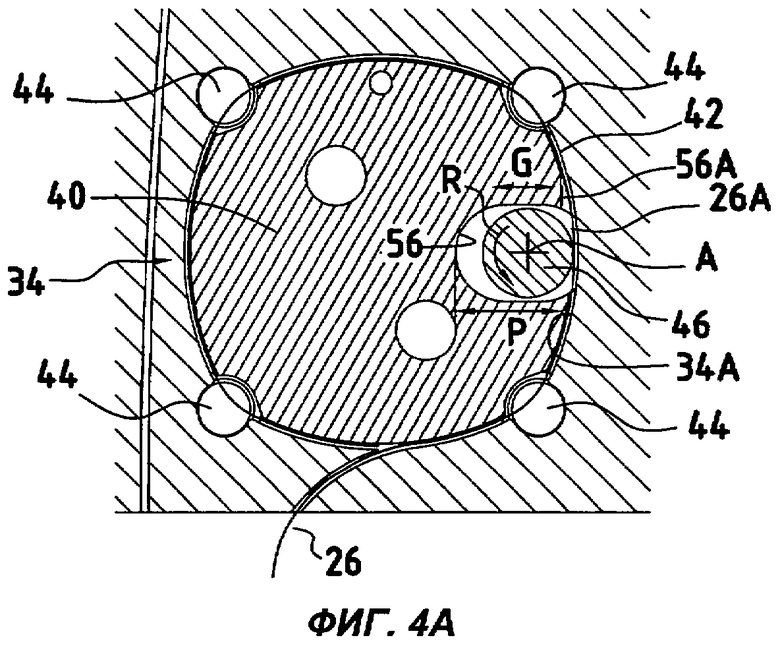
фиг.4А изображает в увеличенном виде зону IVA по фиг.4, и
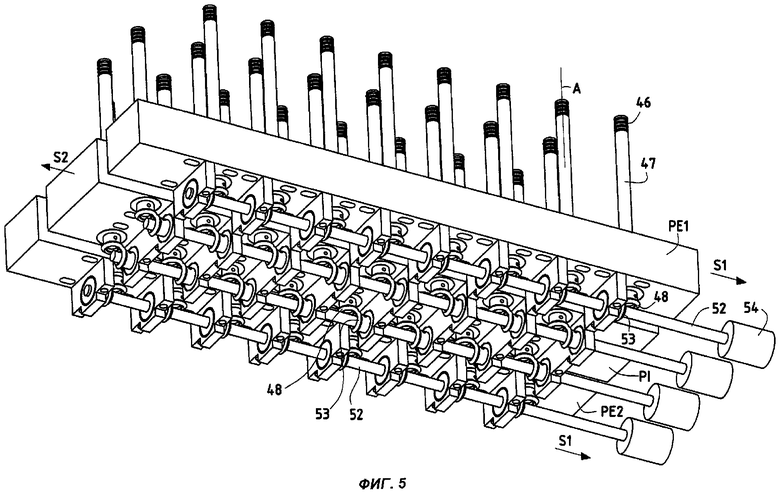
фиг.5 изображает часть устройства по фиг.3.
Осуществление изобретения
Показанная на фиг.1 установка содержит ряд станций, через которые полоса 10 из термопластичного материала подается приводными средствами 12. В направлении по стрелке F движения ленты установка содержит станцию 14 нагрева, станцию 16 термоформования, заливочную станцию 18 для заполнения контейнеров, изготовленных термоформованием, и укупорочную станцию 20 для закрытия отверстий контейнеров запечатывающей лентой 22.
Известная как таковая станция 16 термоформования содержит блок 24 камер термоформования и блок 33 камер ввода для введения ленты в камеры термоформования, а также блок 28 поршней 30 термоформования, которые могут перемещаться в этих камерах.
Камеры 32 термоформования схематично показаны на фиг.1, а фиг.2 изображает блок 24 более подробно. В показанном примере выполнения блок содержит четыре ряда камер 32 термоформования. Каждая камера 32 связана с соответствующей камерой 34 ввода. Декоративные ленты 26 подаются в область камер с помощью подающих средств, которые, в частности, содержат приводные ролики 36.
Для упрощения на фиг.2 показаны только две ленты 26, причем каждая из них подается к соответствующей камере 34 ввода наружных рядов Е1 и Е2 блока 24. Как показано на фиг.4, лента 26 подается в каждую камеру ввода, в том числе в камеры внутренних рядов I1 и I2. Стенки камер 34 ввода снабжены щелевыми проходами или щелями 38, в которые могут быть введены передние концы лент. Камеры 32 образованы в блоке 31 камер термоформования, а камеры 34 образованы в блоке 33 камер ввода, расположенном под блоком 31.
Ленты разрезаются в области указанных щелей посредством подходящих режущих средств с образованием полосы между свободным концом каждой ленты и местом разреза, которая сворачивается петлей внутри камеры ввода. Например, средства для подачи лент в камеры ввода и режущие средства для резки ленты раскрыты в патентном документе Франции №А-2759320. Внутри каждой камеры ввода расположен формующий сердечник 40 таким образом, что между ним и внутренней стенкой камеры остается кольцевой петлевой зазор 42. Полосы сворачиваются в петли в этих кольцевых зазорах. После сворачивания в петли в камерах ввода полосы могут быть переданы в камеры термоформования посредством вертикального перемещения. Для этого блок снабжен средствами переноса. В данном примере выполнения они образованы подвижными пальцами 44, которые установлены с возможностью перемещения из нижнего положения ожидания по фиг.2 в верхнее положение, в котором они проходят через камеры ввода и переносят полосы своими верхними концами в камеры термоформования. Например, такие средства передачи раскрыты в патентном документе Франции №А-2759320.
Для каждой камеры ввода 34 средства для размещения полосы в камере ввода содержат приводное колесо 46. Оно может приводиться во вращение с возможностью взаимодействия со стенкой 34а камеры 34 ввода для зажима ленты 26 между колесом и стенкой. Из чертежа по фиг.4А понятно, что когда колесо 46 вращается в направлении R вокруг своей оси А, оно протягивает отрезок ленты, образующий полосу 26А, в камеру 34, пока полоса не свернется в петлю в этой камере.
Для каждой камеры 34 ввода приводное колесо 46 образовано концом (в данном случае верхним концом) вертикального приводного вала. Колеса 46 могут быть снабжены покрытием, создающим силы трения для взаимодействия с полосами. Так например, концы валов 47, образующие колеса, могут быть снабжены уплотнительными кольцами из резины или подобного материала.
Формующие сердечники 40 установлены на опорной плите 50. Валы 47 проходят через эту плиту, а нижние концы валов снабжены коническими шестернями 48, как показано на фиг.2. Как видно более ясно на фиг.5, вертикальные валы 47 приводятся во вращение горизонтальными ведущими валами 52 через конические зубчатые передачи. Один горизонтальный ведущий вал 52 предусмотрен для каждого ряда комплектов из одной камеры 32 термоформования и одной камеры 34 ввода, расположенных одна над другой. Ведущие валы 52 приводятся двигателями 54 любого известного типа, например бесщеточными электродвигателями. На определенном расстоянии друг от друга в соответствии с расстоянием между валами 47 на валах 52 укреплены конические шестерни 53, взаимодействующие с шестернями 48.
Для каждой камеры ввода приводное колесо 46 может перемещаться в направлении G между рабочим положением (показано на чертежах), в котором оно взаимодействует со стенкой камеры ввода для прижима полосы 26а к стенке, и нерабочим положением, в котором оно отодвинуто от стенки для освобождения полосы. Когда приводное колесо занимает нерабочее положение, полоса, свернутая в камере 34 ввода, может быть перенесена в камеру 32 термоформования, расположенную над камерой 34 ввода.
В каждой камере 34 ввода формующий сердечник 40 имеет продольную (вертикальную) канавку 56, в которой размещено приводное колесо 46. Горизонтальная глубина Р канавки 56 позволяет приводному колесу 46 перемещаться между рабочим и нерабочим положениями. Канавка 56 проходит вниз в плиту 50 для прохода вала 47, несущего приводное колесо 46.
Предпочтительно канавка 56 заканчивается на небольшом расстоянии от вершины формующего сердечника 40, так что его верхний торец может служить дном камеры 32 термоформования, которая расположена над данной камерой ввода.
На своем нижнем конце по направлению подачи полосы в камеру ввода канавка 56 имеет скос 56А, который направляет полосу в кольцевой зазор 42, предотвращая блокировку полосы в канавке, когда ее передний конец входит в контакт со скосом 56А.
Приводные колеса 46 закреплены на опорных плитах, которые могут перемещаться перпендикулярно осям вращения колес для перевода этих колес между рабочим и нерабочим положениями.
Как показано на фиг.2, если рассматривать один ряд комплектов, каждый из которых содержит камеру 32 термоформования и камеру 34 ввода, расположенную под камерой 32, приводные колеса 46 расположены в камерах 34 ввода этих комплектов и закреплены на общей подвижной плите. Более конкретно в показанном примере выполнения приводные колеса, расположенные в камерах ввода двух наружных рядов Е1 и Е2, закреплены соответственно на первой наружной опорной плите РЕ1 и второй наружной опорной плите РЕ2. Приводные колеса, расположенные в камерах ввода двух внутренних рядов I1 и I2, закреплены на общей внутренней опорной плите PI.
На фиг.5 блоки 31, 33 и 50 не показаны, чтобы яснее были видны валы 47 и опорные плиты.
Внутренняя опорная плита PI и наружные опорные плиты РЕ1 и РЕ2 перемещаются в противофазе. На фиг.5 опорные плиты показаны в рабочем положении приводных колес, когда конические шестерни 48 и 53 находятся в зацеплении и валы 47 и 52 взаимодействуют друг с другом. Из этого чертежа понятно, что для перевода в нерабочее положение приводных колес 46, закрепленных на наружных опорных плитах РЕ1 и РЕ2, необходимо перемещение этих плит в направлении S1, а для перевода в нерабочее положение приводных колес 46, закрепленных на внутренней плите PI, необходимо перемещение этой плиты в направлении S2, противоположном направлению S1.
Валы 52 расположены горизонтально и перпендикулярно направлению F, в котором полоса 10 проходит через установку. Таким образом, если рассматривать один ряд комплектов, каждый из которых содержит камеру 32 термоформования и расположенную над ней камеру 34 ввода, каждое из приводных колес, расположенных в камерах ввода этого ряда, установлено на вертикальном валу 47, при этом все вертикальные валы взаимодействуют с общим горизонтальным валом 52 посредством упомянутых конических шестерен. Понятно, что ряды Е1, I1, I2 и Е2 расположены перпендикулярно направлению F.
В показанном примере выполнения все камеры 34 ввода расположены в одном блоке 33 камер ввода. В каждой камере конец ленты, от которой должна быть отрезана полоса, вводится в камеру через щель, расположенную на одной стороне блока. Таким образом, для каждого ряда камер ввода блок имеет группу щелей для введения лент.
В показанном примере выполнения блок 24 содержит четыре ряда комплектов, каждый из которых содержит камеру 32 термоформования и камеру 34 ввода, расположенные одна над другой. Таким образом, блок 33 камер ввода имеет четыре группы щелей, связанных с соответствующими камерами четырех рядов. По две группы щелей 38, сообщающихся с соответствующими камерами наружного ряда и с камерами смежного с ним внутреннего ряда, расположены на двух противоположных сторонах блока 33.
Если следовать по направлению F прохода термопластичной полосы, блок 33 камер ввода имеет переднюю сторону 33А и заднюю сторону 33В. Щели для ввода полос в камеры первого наружного ряда Е1 и щели для ввода полос в камеры первого внутреннего ряда I1 выходят на переднюю сторону 33А, а остальные щели выходят на заднюю сторону 33В.
На фиг.4 показан разрез в плоскости, которая проходит через формующие сердечники 40 и транспортирующие пальцы 44 четырех правых камер. Пальцы 44 находятся, например, в своем верхнем положении. Для наглядности чертежа на нем опущены формующие сердечники и транспортирующие пальцы других камер и показаны только цилиндрические опоры для сердечников.
В камерах наружных рядов Е1 и Е2 зона Z1 контакта между приводным колесом 46 и стенкой камеры отстоит от прохода для введения полосы, образованного щелью 38. На чертеже видно, что концы лент 26 проходят расстояние почти в четверть оборота в камерах наружных рядов до места контакта с приводными колесами 46. Следует отметить, что для этих камер длина прохода, образованного щелью 38, очень невелика и значительно меньше длины полосы, так как эти камеры расположены близко к стороне 33А или 33В блока камер ввода, на которых расположены средства для резки ленты.
В противоположность описанному в камерах внутренних рядов I1 и I2 приводные колеса 46 расположены в области входов, через которые полосы вводятся в камеры. Для этих камер проходы, образованные щелями 38, намного длиннее, так как эти камеры расположены на удалении от боковых сторон 33А, 33В блока камер ввода. Передний конец ленты должен достичь колеса 46 до того момента, как лента будет отрезана для образования полосы. Длина пути между входом щели 38 на одной стороне блока камер и зоной Z2 контакта между приводным колесом 46 и стенкой камеры внутреннего ряда, с которой взаимодействует данное колесо, должна быть меньше общей длины полосы, которая сама незначительно превышает периметр камеры 34 ввода.
Контейнеры, изготавливаемые в установке, могут упаковываться в группы из нескольких контейнеров, например в группы по четыре контейнера. В этом случае желательно, чтобы зоны соединения, где сходятся концы полос, были расположены внутри групп и не были видны снаружи. Таким образом, после того как полоса полностью обогнула петлей камеру 34 наружного ряда Е1 или Е2, предпочтительно, чтобы расположенное в этой камере приводное колесо продолжало вращаться и повернуло ее на четверть оборота, чтобы зона соединения была расположена в зоне R1 для ряда Е1 и в зоне R2 для ряда Е2.
Что касается камер внутренних рядов, после того как полоса полностью обогнула петлей одну из этих камер, предпочтительно, чтобы расположенное в этой камере приводное колесо продолжало приводиться и повернуло ее на три четверти оборота, чтобы зона соединения была расположена в зоне R'1 для ряда I1 и в зоне R'2 для ряда I2.
Изобретение может использоваться в установке, имеющей только два ряда камер термоформования и камер ввода, расположенных одна над другой. В этом случае предпочтительно, чтобы камеры ввода были расположены в одном блоке камер ввода, и чтобы этот блок имел для каждого ряда группу щелей для введения полос в каждую камеру, расположенных на противоположных сторонах блока камер.
На фиг.2 показано, что транспортирующие пальцы 44 установлены на транспортирующих плитах, соответственно на плите 61 для пальцев рядов Е1 и I1 и на плите 62 для пальцев рядов Е2 и I2. Эти плиты 61 и 62 опираются на головки 70А исполнительных устройств 70, поддерживаемых опорной плитой 66. Исполнительные устройства 70 управляются таким образом, чтобы перемещать пальцы 44 вертикально в камеры 34 ввода. Сама опорная плита 66 опирается на стол 68, который несет также опорный блок 50, несущий формующие сердечники, блок 33 камер ввода и блок 31 камер термоформования. Он несет также плиты РЕ1, PI и РЕ2, валы 52 и их двигатели 54. Для выполнения термоформования блок камер термоформования должен быть перемещен вверх, чтобы взаимодействовать с полосой термопластичного материала, и вниз, чтобы сформованные контейнеры отделились от формы, а полоса могла быть подана на следующий шаг.
Стол 68, который несет весь блок 24, перемещается вертикально и направляется стойками 72.
Фиг.3 схематично изображает установку, где транспортирующие пальцы 44 не показаны для наглядности. На фиг.2 показано, что блоки 31, 33 и 50 поддерживаются плитой 66. Эта опорная плита также не показана на фиг.3.
Изобретение относится к установке для изготовления контейнеров термоформованием и наложения на них декоративных полос. Установка по изобретению содержит по меньшей мере один комплект из камеры термоформования и камеры ввода, связанной с камерой термоформования, и средства для подачи ленты в область камеры ввода для целей отрезки декоративной полосы от этой ленты. Также имеются средства для размещения декоративной полосы в камере ввода и передачи полосы в камеру термоформования. Средства для размещения полосы в камере ввода содержат приводное колесо, расположенное в камере ввода и выполненное с возможностью приведения во вращение и взаимодействия со стенкой этой камеры, для зажима декоративной полосы между колесом и стенкой и ее подачи в камеру. Установка также имеет средства для перемещения приводного колеса между нерабочим положением, в котором оно отстоит от стенки камеры ввода, и рабочим положением, в котором приводное колесо прижато к стенке. Технический результат, который достигается при использовании данной установки, заключается в том, что она конструктивно более проста в конструктивном решении и при передаче полосы из камеры ввода в камеру термоформования не требуется всасывания, т.к. полоса может продвигаться просто транспортирующими пальцами. 13 з.п. ф-лы, 5 ил.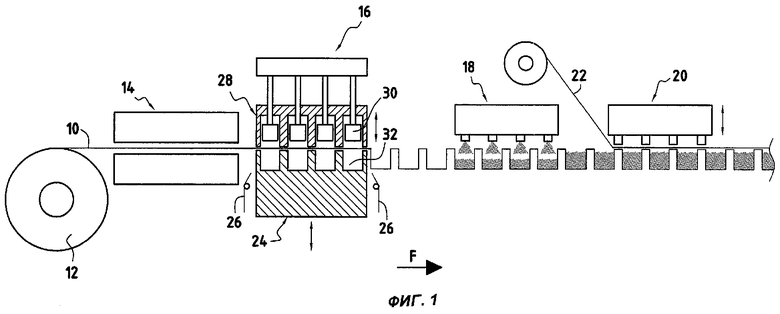
| Распылитель жидкости | 1982 |
|
SU1065040A1 |
| US 4394115 А, 19.07.1983 | |||
| 3-ЗАМЕЩЕННЫЕ 4-(ФЕНИЛ-N-АЛКИЛ)-ПИПЕРИДИНЫ, ФАРМАЦЕВТИЧЕСКАЯ КОМПОЗИЦИЯ НА ИХ ОСНОВЕ И СПОСОБЫ ЛЕЧЕНИЯ | 2000 |
|
RU2265013C2 |
| ТЕРМОФОРМУЮЩЕЕ УСТРОЙСТВО ДЛЯ ТЕРМОФОРМУЕМЫХ МАТЕРИАЛОВ В ФОРМЕ ЛЕНТЫ ИЛИ ЛИСТА | 1995 |
|
RU2159181C2 |

