Область техники, к которой относится изобретение
Настоящее изобретение относится к установке для изготовления изделий типа емкостей из таблеток термопластичного материала способом термоформования. Установка содержит средства для транспортировки таблеток через различные станции установки, в число которых входят станция нагревания таблеток, содержащая нижние средства нагревания и верхние средства нагревания, и станция термоформования, предназначенная для пластической деформации нагретых таблеток посредством растяжения.
Уровень техники
Установка такого типа известна из патентного документа Франции №2766123, в котором излагаются преимущества использования для термоформования изделий типа емкостей таблеток термопластичного материала вместо непрерывной ленты, связанные, в частности, с отсутствием или значительным сокращением отходов.
Существует даже возможность использования таблеток, края которых определяют края изделий, изготовленных термоформованием, что избавляет от необходимости проведения после термоформования дополнительных операций по выравниванию этих краев. Тем не менее это, как правило, подразумевает деформацию краев таблеток перед операцией термоформования или в ходе этой операции. Для удовлетворительного проведения такой деформации желательно, чтобы вся поверхность таблеток была доведена до температуры термоформования в станции нагревания.
Однако в соответствии с патентным документом FR 2766123 таблетки транспортируются в станцию нагревания подставками, содержащими бортики, на которых лежат края таблеток. В результате области таблеток, поддерживаемые этими бортиками, не могут быть нагреты должным образом, по меньшей мере нижними элементами нагревания.
Раскрытие изобретения
Задача, на решение которой направлено настоящее изобретение, заключается в дальнейшем усовершенствовании известных технологий, позволяющем улучшить нагревание таблеток.
В соответствии с изобретением решение поставленной задачи достигается за счет того, что средства транспортировки содержат транспортные элементы, ограничивающие открытые сверху и снизу ячейки, причем каждая ячейка выполнена с возможностью размещения в ней таблетки с оставлением полностью свободными верхней и нижней сторон таблетки, средства размещения таблеток в ячейках, приводные средства для перемещения транспортных элементов в станцию нагревания между нижними средствами нагревания и верхними средствами нагревания, и средства для переноса нагретых таблеток в станцию термоформования, а также за счет того, что нижние средства нагревания взаимодействуют с опорой для таблеток при перемещении транспортных элементов в станцию нагревания.
Как станет видно из последующего описания, эта опора может быть, например, непосредственно образована нижней пластиной нагревателя или конвейерной лентой из теплопроводного материала, которая передает таблеткам тепло, выделяемое нижними средствами нагревания, перемещаясь при этом синхронно с транспортными элементами. В обоих случаях опора находится в термическом контакте с нижними средствами нагревания вследствие термического контакта или вследствие того, что она образована поверхностью пластины нагревателя.
Верхняя и нижняя стороны таблеток полностью свободны, т.к. эти таблетки расположены в ячейках, что позволяет подвергнуть всю нижнюю сторону нагреванию нижними средствами нагревания, а всю верхнюю сторону - нагреванию верхними средствами нагревания. Эти средства нагревания могут быть образованы пластинами нагревателя или средствами нагревания путем излучения.
Перемещаясь в станцию нагревания, транспортные элементы толкают или тянут таблетки, в результате чего они также перемещаются в эту станцию, в которой опора таблеток передает им тепло, выделенное нижними средствами нагревания. В результате происходит высококачественное нагревание таблеток. Кроме того, нижние стороны таблеток могут опираться на опорную поверхность не только на этапе неподвижного пребывания таблеток в установке, но также и в процессе движения указанных таблеток, поскольку в общем случае их перемещение осуществляется в пошаговом режиме.
В соответствии с первым вариантом осуществления нижние средства нагревания содержат нижнюю пластину нагревателя, которая образует опору для таблеток при перемещении транспортных элементов в станцию нагревания.
В предпочтительном варианте установка содержит холодную поддерживающую пластину, расположенную рядом с нижней пластиной нагревателя, причем поверхность поддерживающей пластины находится в той же горизонтальной плоскости, что и поверхность нижней пластины нагревателя. Нижняя пластина нагревателя и холодная поддерживающая пластина могут перемещаться в боковом направлении между первым положением, в котором таблетки поддерживает нижняя пластина нагревателя, и вторым положением, в котором таблетки поддерживает холодная поддерживающая пластина.
В процессе работы установки, когда средства нагревания доведены до высокой температуры, может потребоваться кратковременное выключение установки, например, для удаления дефектных таблеток или для добавления таблеток на вход установки. В зависимости от длительности такой остановки желательно избежать дальнейшего соприкосновения таблеток, остающихся в станции нагревания, с нижней пластиной нагревателя, которое могло бы привести к их чрезмерному нагреву и повреждению.
Благодаря вышеописанным устройствам при такой остановке достаточно сместить нижнюю пластину нагревателя и холодную поддерживающую пластину в боковом направлении так, чтобы таблетки поддерживала холодная поддерживающая пластина.
Если верхние средства нагревания представляют собой средства нагревания путем излучения, для прекращения нагревания таблеток на этапе остановки достаточно прекратить питание этих средств нагревания.
Тем не менее, в оптимальном варианте эти верхние средства нагревания также могут быть сдвинуты в боковом направлении вместе с нижней пластиной нагревателя и холодной поддерживающей пластиной во избежание воздействия указанных верхних средств нагревания на таблетки, когда установка выключена.
В предпочтительном варианте установка дополнительно содержит холодную верхнюю пластину, расположенную над холодной поддерживающей пластиной, причем холодная верхняя пластина и верхние средства нагревания могут перемещаться в боковом направлении между первым положением, в котором над таблетками расположены верхние средства нагревания, и вторым положением, в котором над таблетками расположена холодная верхняя пластина.
Холодная верхняя пластина позволяет при нахождении таблеток между двумя холодными пластинами в период выключения установки не только избежать повышения температуры таблеток, но и защитить их от возможного попадания пыли.
Холодные пластины могут быть изготовлены из изолирующего материала во избежание распространения тепла, выделенного средствами нагревания, в этих пластинах.
Пластины также могут охлаждаться.
В предпочтительном варианте верхние средства нагревания содержат верхнюю пластину нагревателя, нижняя поверхность которой может входить в контакт с верхними поверхностями таблеток.
Этот контакт способствует нагреванию таблеток, обе стороны которых полностью открыты средствами транспортировки и соприкасаются с нижними и верхними средствами нагревания. Верхняя пластина нагревателя может иметь нагревающую поверхность с выступами, которые на этапе нагрева проникают в ячейки транспортных элементов и входят в контакт с верхними поверхностями таблеток.
Тем не менее, предпочтительно, чтобы верхняя пластина нагревателя имела плоскую нижнюю поверхность, и предпочтительно обеспечить выход верхних сторон таблеток за пределы транспортных элементов. Верхняя пластина нагревателя может перемещаться в вертикальном направлении для небольшого удаления от таблеток на этапе перемещения.
В соответствии со вторым вариантом осуществления установка содержит нижнюю конвейерную ленту из теплопроводящего материала и средства передачи тепла указанной конвейерной ленте, выделяемого нижними средствами нагревания. Нижняя конвейерная лента образует опору для таблеток, находящихся на ее верхней поверхности. Эта нижняя конвейерная лента перемещается в станцию нагревания синхронно с транспортными элементами.
В предпочтительном варианте установка содержит верхнюю конвейерную ленту из теплопроводящего материала и средства передачи тепла указанной конвейерной ленте, выделяемого верхними средствами нагревания. Нижняя поверхность этой конвейерной ленты выполнена с возможностью вхождения в контакт с верхними поверхностями таблеток; причем верхняя конвейерная лента перемещается в станцию нагревания синхронно с транспортными элементами.
В предпочтительном варианте транспортные элементы образованы транспортными пластинами.
В предпочтительном варианте толщина пластин по существу меньше или равна толщине таблеток до их обработки способом термоформования.
Эти пластины могут быть удалены на небольшое расстояние от поверхности нижней пластины нагревателя, например, удаление на несколько десятых долей миллиметра было бы достаточным, а также удалены на небольшое расстояние от поверхности верхней пластины нагревателя на этапе нагревания.
Например, если установка предназначена для работы с таблетками заданной толщины, толщина транспортных пластин меньше этой заданной толщины на величину, составляющую от нескольких десятых миллиметра до 1-2 мм.
В предпочтительном варианте каждая ячейка ограничена задней транспортной пластиной и передней транспортной пластиной, расположенными одна за другой в направлении транспортировки таблеток.
Также в предпочтительном варианте контур каждой транспортной пластины содержит передний вогнутый край и задний вогнутый край относительно направления транспортировки таблеток, причем задний вогнутый край первой пластинки и передний вогнутый край второй пластинки, находящейся за первой пластинкой, ограничивают ячейку.
Это облегчает размещение таблеток в ячейках, поскольку таблетка может быть помещена между вогнутыми краями двух пластин до того момента, как эти пластины будут помещены одна напротив другой и замкнут ячейку, образованную двумя вогнутыми краями пластин.
В соответствии с другим вариантом каждая пластина может состоять из одной детали, содержащей целые ячейки.
Установка дополнительно содержит средства для сжатия таблеток при помощи конвейерных лент.
Для сжатия таблеток при помощи конвейерных лент предусмотрены пластины нагревателя.
Она содержит штанги для поддержания нижней конвейерной ленты, которые расположены под указанной лентой.
Нижние средства нагревания содержат нижнюю пластину нагревателя, на верхней поверхности которой выполнены пазы для введения поддерживающих штанг.
Транспортные элементы выполнены в виде транспортных пластин, причем каждая ячейка ограничена задней транспортной пластиной и передней транспортной пластиной, расположенными одна за другой в направлении транспортировки таблеток.
Контур каждой транспортной пластины содержит передний вогнутый край и задний вогнутый край относительно направления транспортировки таблеток, причем задний вогнутый край первой пластины и передний вогнутый край второй пластины, находящейся за первой пластиной, ограничивают ячейку.
Она содержит средства для размещения таблеток, образующих стопку, на входном столе, поверхность которого находится в той же горизонтальной плоскости, что и верхняя поверхность нижней пластины, служащей опорой для таблеток, причем средства транспортировки содержат средства для перемещения транспортной пластины на входной стол в положение ожидания, определяемое как положение, в котором передний вогнутый край пластины расположен напротив стопки, а также средства для перемещения указанной пластины вперед по меньшей мере на расстояние, достаточное для перехода пластины в промежуточное положение, в котором задний вогнутый край пластины расположен перед стопкой.
Средства содержат привод перемещения, совершающий возвратно-поступательное движение между первым положением, в котором он взаимодействует с пластиной, находящейся в положении ожидания, и вторым положением, в котором он перемещает указанную пластину в промежуточное положение, причем после перемещения пластины в промежуточное положение она толкает вперед расположенные перед ней пластины.
Она содержит средства для размещения таблеток в ограниченных транспортными элементами ячейках на верхней поверхности входной опоры и для размещения таблеток в области за станцией нагревания на этапе остановки.
Она содержит направляющие, выполненные с возможностью поддержания пластин с исключением их соприкосновения с пластинами нагревателя.
Она содержит приводные ремни, к которым прикреплены боковые края пластин, для перемещения пластин в станцию нагревания.
Средства для переноса нагретых таблеток в станцию термоформования содержат орган переноса, расположенный после станции нагрева, выполненный с возможностью захвата расположенной в ячейке таблетки.
Средства для переноса нагретых таблеток в станцию термоформования содержат орган переноса, расположенный после станции нагрева, выполненный с возможностью захвата расположенной в ячейке таблетки, причем захватываемая таблетка расположена между передней транспортной пластиной и задней транспортной пластиной, а установка содержит средства для удаления передней транспортной пластины от задней транспортной пластинки перед захватом пластины указанным органом.
Она содержит формовочное устройство, расположенное после станции нагревания, выполненное с возможностью взаимодействия с краями таблеток перед их обработкой способом термоформования.
Формовочное устройство содержит поддерживающий бортик и формовочный зажим, включающий два захвата, выполненные с возможностью открытия при помещении таблетки на поддерживающий бортик и закрытия для образования между ними формовочного контура для таблетки.
Поддерживающий бортик образует формовочный бортик, причем формовочное устройство содержит формовочный пуансон, выполненный с возможностью взаимодействия с формовочным бортиком для формования периферийной области таблетки при сжатии указанной периферийной области в формовочном устройстве.
Формовочное устройство расположено в станции термоформования.
Краткое описание чертежей
Изобретение станет понятным, а его достоинства будут более очевидны из нижеследующего подробного описания одного из вариантов осуществления изобретения, приведенного для примера и не вносящего каких-либо ограничений.
Описание содержит ссылки на прилагаемые чертежи, на которых:
- фиг.1 представляет общий вид установки по изобретению в соответствии с первым вариантом осуществления станции нагревания,
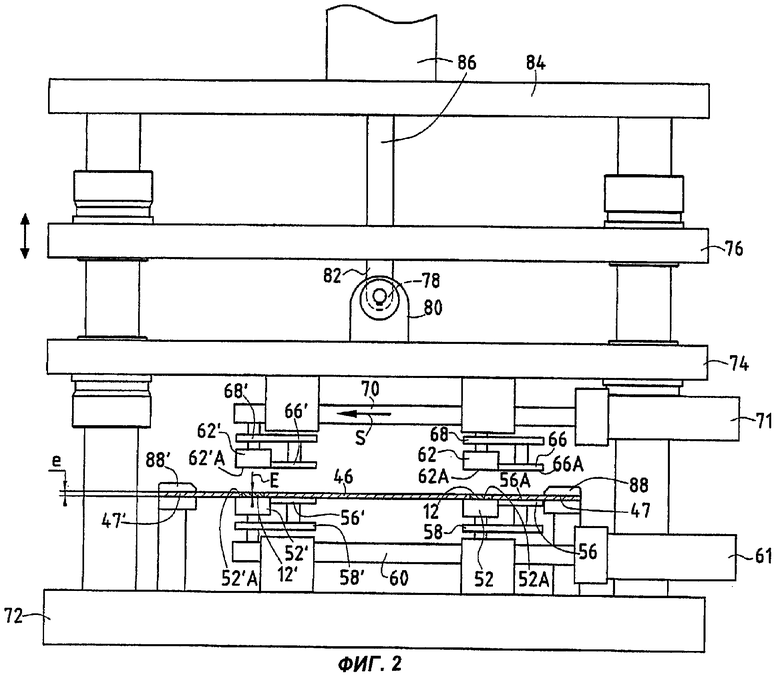
- фиг.2 представляет вид сбоку станции нагревания по фиг.1,
- фиг.3 схематически иллюстрирует перемещение транспортных пластин установки,
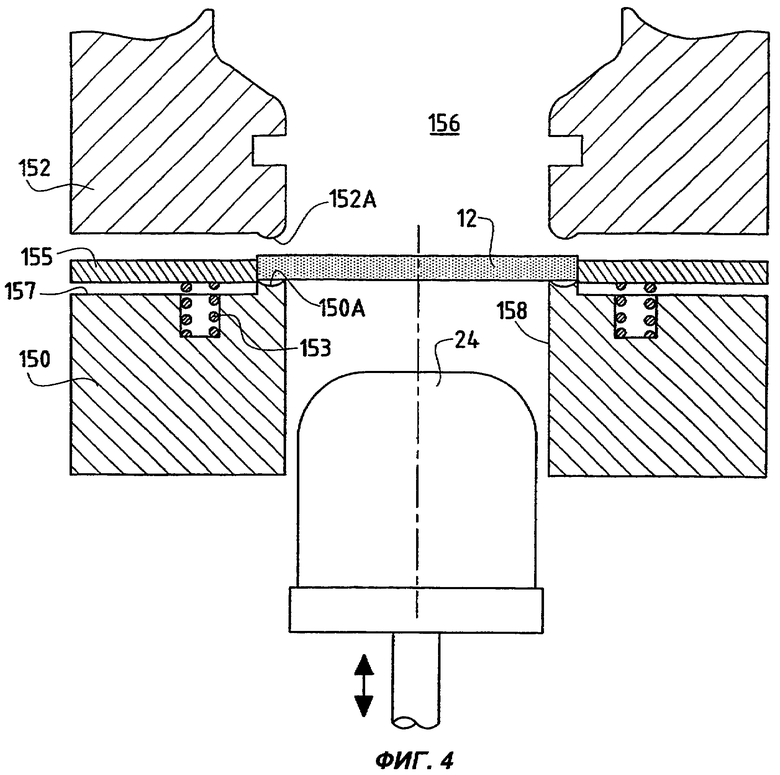
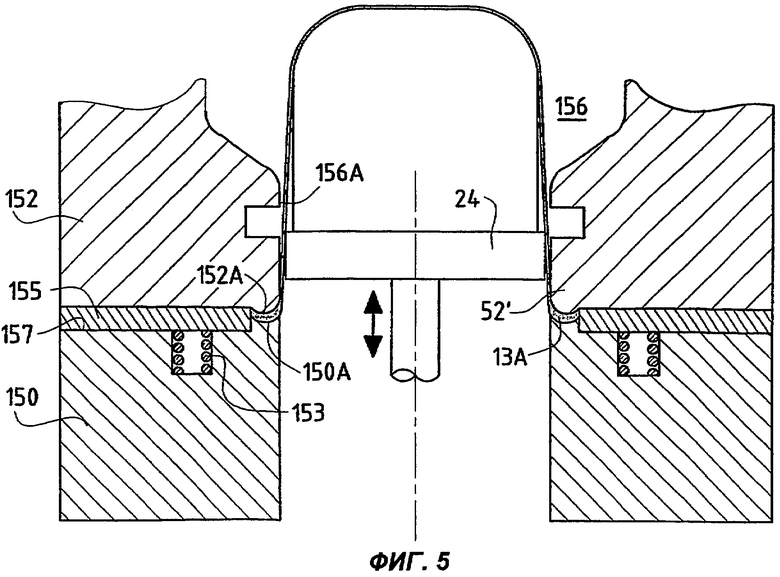
- фиг.4 и 5 схематично изображают в вертикальном разрезе станцию термоформования,
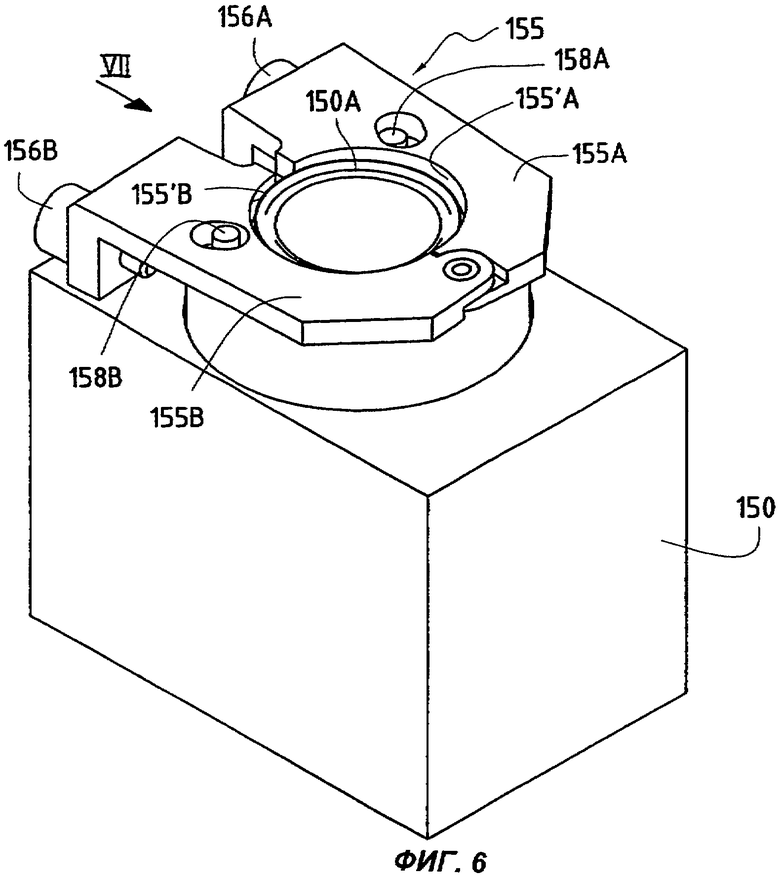
- фиг.6 схематично изображает в перспективе нижний рабочий элемент станции термоформования,
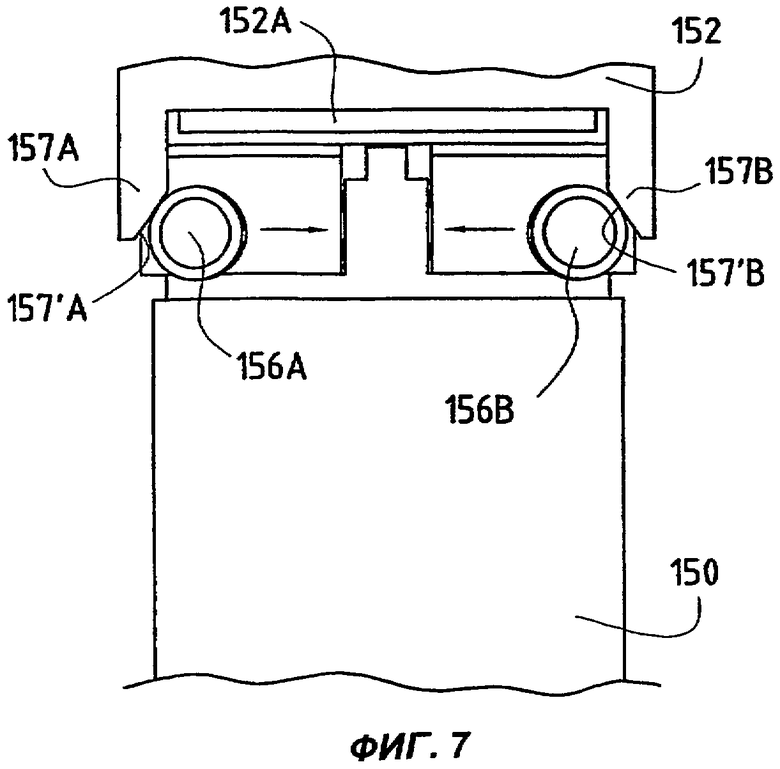
- фиг.7 представляет вид по линии VII фиг.6,
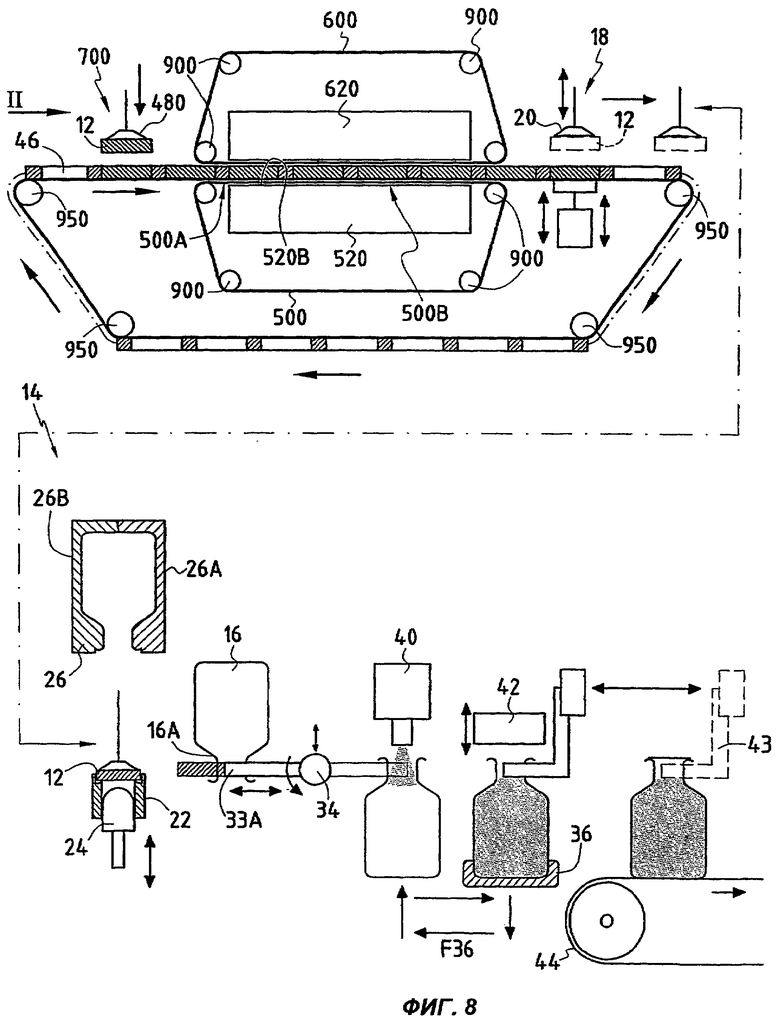
- фиг.8 представляет общий вид установки по изобретению в соответствии со вторым вариантом осуществления станции нагревания,
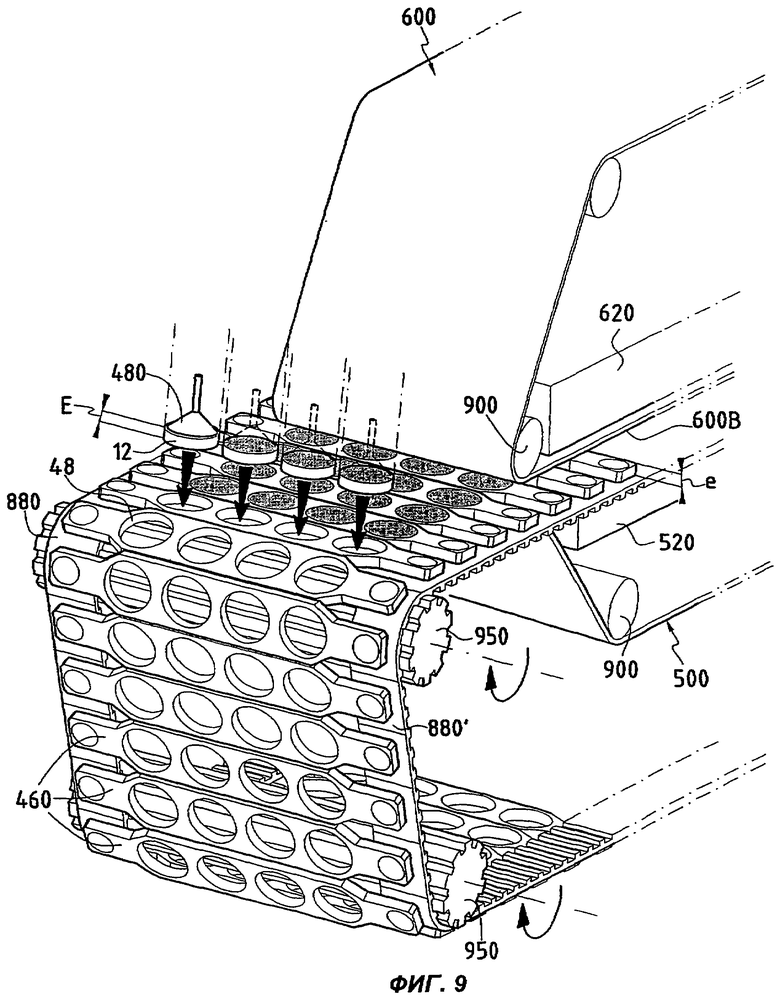
- фиг.9 схематически изображает в перспективе заднюю часть станции термоформования,
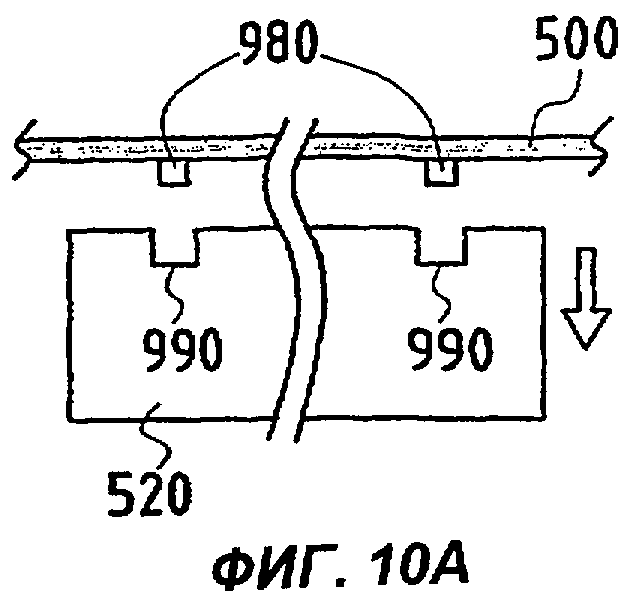
- фиг.10а схематически изображает в вертикальном разрезе нижнюю пластину нагревателя, поддерживающие штанги и нижнюю конвейерную ленту при остановленной установке, и
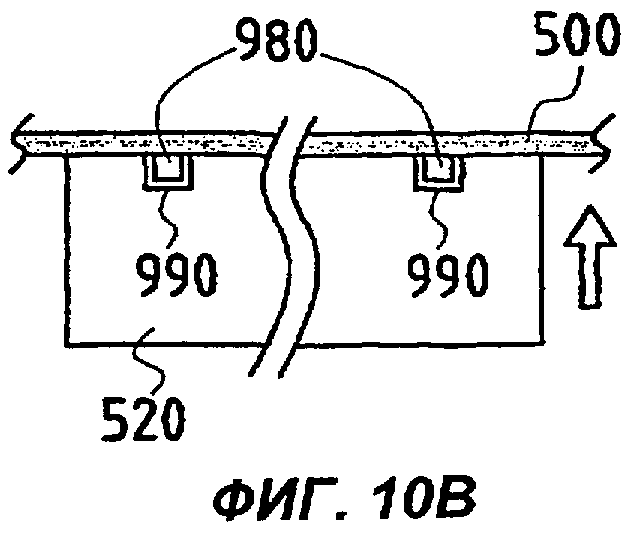
- фиг.10b схематически изображает в вертикальном разрезе нижнюю пластину нагревателя, поддерживающие штанги и нижнюю конвейерную ленту при работающей установке.
Осуществление изобретения
Установка, изображенная на фиг.1, содержит станцию 10 нагревания таблеток 12 термопластичного материала, средства транспортировки таблеток через станцию нагревания до выхода из этой станции и станцию 14 термоформования, в которой горячие таблетки подвергаются пластической деформации для изготовления из них изделий, например емкостей 16.
Горячие таблетки транспортируются от выхода станции нагревания к станции термоформования средствами 18 переноса. Эти средства переноса содержат орган захвата и переноса, например стрелу с присоской 20, который позволяет захватывать горячие таблетки при помощи всасывания, практически не охлаждая их, и транспортировать таблетки к станции термоформования. Например, стрела с присоской может перемещаться по циклу, включающему вертикальное перемещение для захвата таблеток и их подъема при помощи всасывания, горизонтальное перемещение на тележке до тех пор, пока стрела с присоской не окажется над нижним рабочим элементом 22 станции 14 термоформования, опускание в эту станцию и прекращение всасывания для помещения таблетки на нижний рабочий элемент 22, после чего стрела возвращается в исходную позицию.
В данном случае нижний рабочий элемент 22 представляет собой сердечник термоформования, в который вводится поршень 24 термоформования. Этот поршень при смыкании формы 26 термоформования с сердечником начинает поступательное движение с целью деформации таблетки 12 и введения ее материала в камеру формы 26, к стенке которой он прижимается потоком вводимого воздуха. В представленном примере емкости изготавливаются способом термоформования вверх, причем форма является верхним элементом станции термоформования. Кроме того, в представленном примере емкости, изготавливаемые способом термоформования, содержат наклонное горло 16А, а форма 26 содержит части 26А и 26В, которые могут быть отделены друг от друга для выемки изделия из формы.
На выходе из станции термоформования изготовленная способом термоформования емкость захватывается при помощи зажимов 33А. Например, эти зажимы могут быть установлены на свободном конце втягиваемого манипулятора 33, который вытягивается для захвата емкости и втягивается для его удаления.
Манипулятор 33 установлен на поворачивающемся основании 34, что позволяет перевернуть емкость так, чтобы ее горло было направлено вверх, после удаления от станции термоформования. Перевернутая емкость, по-прежнему удерживаемая манипулятором 33, устанавливается в станцию 40 наполнения. Она может быть установлена на нижнюю подставку 36, которая перемещается по сторонам прямоугольника, обозначенным стрелками F36, для того, чтобы оказаться под наполненной емкостью, принять ее и переместить в горизонтальной плоскости к станции 42 установки и уплотнения крышки или пробки. На выходе из этой станции емкость снова принимается манипулятором 33 с зажимом, который помещает ее на конечный конвейер 44, позволяющий вывезти емкость из установки для дальнейшей упаковки.
Как более ясно видно на фиг.3, средства транспортировки содержат элементы транспортировки, состоящие из транспортных пластин 46, которые ограничивают ячейки 48, полностью открытые сверху и снизу. Таблетка 12 может быть помещена в каждую из ячеек без поддерживания снизу или сверху. Для ясности изображения транспортные пластины представлены на фиг.1 в разрезе по линии, проходящей по диаметрам ячеек параллельно направлению F движения.
В данном случае каждая из ячеек, например ячейка 48С, расположена между задней транспортной пластиной 46А и передней транспортной пластиной 46В, расположенными одна за другой в направлении F транспортировки таблеток. Точнее, можно видеть, что каждая из транспортных пластин имеет по меньшей мере один передний вогнутый край 48А и один задний вогнутый край 48В, расположенные соответственно на передней и задней относительно направления F сторонах пластины.
Можно видеть, что, поскольку две соседние пластины расположены так, что передняя сторона задней пластины соприкасается с задней стороной передней пластины, передний вогнутый край задней пластины и задний вогнутый край передней пластины расположены один относительно другого таким образом, что вместе они образуют замкнутую ячейку, в которую может быть помещена таблетка 12.
Эти края, таким образом, формируют непрерывную границу ячейки, например, в форме окружности.
В приведенном примере установка позволяет изготавливать на каждом этапе термоформования две емкости. Поэтому установка работает с двумя стопками таблеток 12 и 12′, расположенными одна рядом с другой в поперечном направлении S установки.
Разумеется, установка также может работать с более чем двумя стопками таблеток для изготовления емкостей способом термоформования, расположенными более чем в два ряда, или работать только с одной такой стопкой.
В дальнейшем действие установки описывается на примере ее элементов, воздействующих на таблетки из одной из таких стопок.
Как видно из фиг.1, установка также содержит входной стол 50, поверхность 50А которого распложена в той же горизонтальной плоскости, что и поверхность 52А нижней пластины 52 нагревателя.
Средства транспортировки содержат средства перемещения транспортной пластины на входной стол в положение ожидания, в котором передний вогнутый край этой пластины находится напротив стопки. Пластина 46С на фиг.1 и 3 находится в этом положении ожидания. Средства транспортировки также содержат средства перемещения этой пластины вперед, в направлении F, таким образом, что передний вогнутый край 48А этой пластины взаимодействует с нижней таблеткой 12 стопки и перемещает эту таблетку вперед по меньшей мере на расстояние, достаточное для размещения пластины в промежуточном положении, в котором задний вогнутый край пластины находится перед стопкой.
На фиг.3 пластина 46D изображена в этом промежуточном положении. Действительно, на предыдущем шаге она занимала положение пластины 46С и была перемещена так, чтобы ее передняя сторона упиралась в заднюю сторону пластины 46Е, расположенной непосредственно перед нею. Аналогичным образом, понятно, что пластина 46С может быть перемещена так, чтобы принять нижние таблетки 12А и 12′А из двух стопок своими передними вогнутыми краями 48А и 48′А, а затем прижать эти таблетки к задним вогнутым краям 48В и 48′В пластины 46D. Когда пластина 46С достигнет промежуточного положения, новые пластины могут быть поданы на входной стол, и новая пластина может занять положение ожидания.
В оптимальном варианте средства перемещения содержат привод перемещения, совершающий возвратно-поступательное движение между первым положением, в котором он может взаимодействовать с пластиной, находящейся в положении ожидания, и вторым положением, в котором он перемещает эту пластину в промежуточное положение. В представленном примере этот привод перемещения образован домкратом 54, который толкает пластину, находящуюся на входном столе в положении ожидания, до тех пор, пока она не окажется в промежуточном положении, а затем отодвигается назад в ожидании поступления следующей пластины в положение ожидания. Когда пластина достигает промежуточного положения, она толкает вперед пластины, расположенные перед нею. Таким образом осуществляется пошаговая транспортировка через станцию установки таблеток, заключенных в ячейки, образованные между пластинами.
Таблетки, заключенные в ячейки, образованные между пластинами, поддерживаются входным столом 50 вплоть до их поступления в станцию 10 нагревания. Начиная с этого момента, таблетки поддерживаются поверхностью нижней пластины 52 нагревателя. На фиг.2 изображена транспортная пластина 46 и две таблетки 12 и 12′, расположенные соответственно на верхних поверхностях 52А и 52′А двух нижних пластин 52 и 52′ нагревателя.
Средства нагревания обеспечивают возможность одновременного нагревания таблеток, поступающих из двух стопок. Для упрощения описания ниже подробно описаны средства нагревания, расположенные в правой части фиг.2, с учетом того, что средства нагревания, расположенные в ее левой части, идентичны и обозначены теми же обозначениями с добавлением символа «′».
Таким образом, видно, что установка содержит холодную поддерживающую пластину 56, расположенную рядом с нижней пластиной 52 нагревателя. Ее верхняя поверхность 56А расположена в той же горизонтальной плоскости, что и верхняя поверхность 52А пластины нагревателя. На фиг.2 нижняя пластина 52 нагревателя и холодная поддерживающая пластина 56 находятся в первом положении, в котором нижняя пластина нагревателя поддерживает таблетку 12. При установке они могут быть совместно смещены в боковом направлении S, перпендикулярном направлению F, во второе положение, в котором таблетку 12 поддерживает холодная поддерживающая пластина 56.
В приведенном примере пластины 52 и 56 опираются на одну и ту же нижнюю плиту 58, причем их положения относительно плиты могут быть отрегулированы таким образом, чтобы поверхности 52А и 56А точно продолжали одна другую. Эта плита установлена на тележке 60, которая совершает возвратно-поступательное движение под воздействием домкрата 61, что позволяет пластинам 52 и 56 оказываться в вышеописанных первом и втором положениях.
Со своей стороны, пластины 52' и 56' установлены на плите 58', перемещаемой той же тележкой 60.
Кроме того, средства нагревания в правой части фиг.2 содержат верхнюю пластину 62 нагревателя и верхнюю холодную пластину 66, расположенную над холодной поддерживающей пластиной 56. Пластины 62 и 66 могут перемещаться в боковом направлении S между первым положением, представленным на фиг.2, в котором верхняя пластина 62 нагревателя находится над таблеткой 12, и вторым положением, в котором над этой таблеткой находится верхняя холодная пластина.
Пластины 62 и 66 поддерживаются одной и той же верхней плитой 68, установленной на тележке 70, которая также поддерживает плиту 68′, на которой установлены верхняя пластина 62′ нагревателя и верхняя холодная пластина 66′ средств нагревания левой части установки по фиг.2. Тележка 70 приводится в возвратно-поступательное движение домкратом 71.
Нижняя тележка 60 поддерживается основанием 72, а верхняя тележка 70 поддерживается несущей балкой или пластиной 74. Эта балка или пластина закреплена относительно базовой несущей пластины 76, относительно которой она может быть несколько смещена в вертикальном направлении. Это смещение может быть осуществлено приведением во вращение эксцентрического вала 78, например, при помощи не показанного вращательного привода, эксцентрик которого поддерживается опорой 80, жестко соединенной с пластиной 74, а часть, симметричная относительно оси вращения, поддерживается опорой 82, жестко соединенной с пластиной 76. Такое вертикальное смещение позволяет перемещать в вертикальном направлении верхнюю пластину или пластины нагревателя. Они также могут быть слегка отведены от верхних поверхностей таблеток в момент их подачи, а затем перемещены вниз таким образом, чтобы их нижние поверхности, соответственно 62А и 62′А, вошли в контакт с верхними поверхностями таблеток.
Базовая несущая пластина 76 поддерживается неподвижной пластиной 84 и может быть перемещена в вертикальном направлении при помощи домкрата 86 для значительного удаления верхних пластин нагревателя от нижних пластин с целью проведения технического обслуживания установки.
Нижняя поверхность 66А верхней холодной пластины может быть расположена в той же горизонтальной плоскости, что и нижняя поверхность 62А верхней пластины нагревателя.
Для большей ясности на фиг.2 пластины 62 и 66 представлены удаленными от таблетки 12. В реальности в процессе нагревания нижняя поверхность 62А пластины 62 находится в контакте с таблеткой и слегка удаляется от нее на этапе перемещения таблеток. Нижняя поверхность 66А пластины 66 может находиться в контакте с таблеткой или быть слегка удалена от нее при остановке.
Толщина «е» транспортной пластины 46 в оптимальном варианте несколько меньше толщины Е таблетки до ее обработки способом термоформования. Это позволяет обеспечить соприкосновение обеих сторон таблетки с поверхностями пластин нагревателя без соприкосновения транспортных пластин с этими поверхностями.
Как видно из фиг.2, установка содержит продольные направляющие 88 и 88′, взаимодействующие с боковыми краями 47 и 47′ пластин при их перемещении.
В оптимальном варианте эти направляющие поддерживают пластины и предотвращают их соприкосновение с пластинами нагревателя. Поскольку нижние пластины нагревателя жестко закреплены, направляющие отрегулированы так, чтобы поддерживать пластины в положении, в котором их нижние поверхности находятся на очень незначительной высоте над поверхностью нижних пластин нагревателя, например на расстоянии порядка нескольких десятых миллиметра. Неодинаковая толщина пластин и таблеток также позволяет обеспечить отсутствие соприкосновения пластин с нижней поверхностью верхней пластины нагревателя, даже когда эта пластина находится в нижнем положении.
Направляющие проходят по всей длине пути перемещения транспортных пластин, от входного стола до выхода из станции нагревания.
Пластины, изготовленные, например, из металла или композитного материала, обладают достаточной жесткостью, чтобы обеспечить возможность их удержания только за боковые края.
На фиг.1 и 3 позицией 46F обозначена последняя, т.е. находящаяся дальше всех в направлении движения, пластина на пути перемещения таблеток. Эта пластина 46F находится чуть далее выхода из станции нагревания. Таблетка 12D, которая должна быть захвачена средствами переноса, может быть перенесена в станцию термоформования и находится между этой пластиной 46F и следующей непосредственно за ней транспортной пластиной 46G.
Элемент переноса, например присоска 20, готов захватить таблетку 12, находящуюся между двумя пластинами. Установка содержит средства удаления передней транспортной пластины 46F от задней транспортной пластины 46G перед захватом таблетки этим элементом переноса. Видно, что пластина 46G отделена от пластины 46G, т.е. ячейка, образованная этой пластиной для таблетки 12, открыта. В этот момент таблетка 12 поддерживается опорой 90. Вследствие нагревания таблетки 12 она может несколько прилипать к вогнутым краям пластин. Операция по отделению пластины 46F от пластины 46G должна привести к отлипанию таблетки 12 от вогнутых краев обеих пластин, что облегчает перенос таблетки элементом 20 переноса.
В оптимальном варианте установка содержит средства вертикального перемещения таблетки 12, расположенной между пластинами 46F и 46G, к элементу 20 переноса. Например, если, как это изображено на чертежах, элемент 20 переноса расположен над таблетками, опора 90, поддерживающая таблетку 20 после ее выхода из станции нагревания, может являться головкой поршня домкрата 92, способной перемещаться в вертикальном направлении на незначительное расстояние. После удаления пластины 46F поршень может быть смещен вверх, чтобы еще надежнее обеспечить отлипание таблетки и облегчить ее перенос элементом 20 переноса.
Средства, которые позволяют отделить пластину 46F от пластины 46G, содержат в данном случае домкрат 94 отделения, который захватывает пластину 46F и удаляет ее от пластины 46G.
Например, головка домкрата 94 может быть образована поперечной штангой 96, размещаемой над пластиной 46F в то время, как она еще находится в соприкосновении с пластиной 46G и поддерживается направляющими 88 и 88′. Поперечная штанга 96 содержит защелки 98, которые отводятся в сторону, когда головка, образованная этой штангой, надвигается на пластину 46F, и естественным образом заходят под воздействием пружины в отверстия 100, выполненные в этой пластине. При перемещении головки в направлении стрелки F пластина также перемещается совместно с этой головкой.
Таким образом, пластина 46F размещается на опоре 102, которая представляет собой подъемник. На фиг.1 эта опора изображена сплошными линями в верхнем положении и пунктиром в нижнем положении.
Опора 102 содержит две поддерживающие части, образованные отрезками направляющих, которые в верхнем положении служат продолжением каждой из двух вышеописанных верхних направляющих 88 и 88′, а в нижнем положении опоры служат продолжением двух нижних направляющих 88 и 88′, аналогичных верхним направляющим.
Когда опора 102 достигает своего нижнего положения, пластина 46F, из отверстий 100 которой естественным образом вышли защелки 98, может быть перемещена головкой домкрата 106 в направлении G, противоположном направлению F, таким образом, чтобы зацепиться за нижние направляющие 88 и 88′.
Последовательно проталкивая пластины 46, перемещенные в нижнее положение опорой 102, домкрат 106 обеспечивает пошаговое перемещение пластин на обратном пути в направлении G.
Когда пластина 46Н доходит до конца обратного пути и оказывается под входным столом 50, она может быть отделена от других пластин, поддерживаемых нижними направляющими 88 и 88′, головкой домкрата 108, аналогичного домкрату 94 и имеющего, как и он, защелки 98. Под воздействием домкрата 108 эта головка может переместиться вперед под пластину 46Н, причем защелки отводятся до тех пор, пока они не будут упруго заведены в отверстия 100. Затем головка домкрата 108 перемещается обратно в направлении G, увлекая за собой пластину 46Н, находящуюся на опоре 110, которая представляет собой подъемник, причем эта опора находится в нижнем положении, изображенном на фиг.1 сплошной линией, в котором две ее поддерживающие части, образованные отрезками направляющих, являются продолжением нижних направляющих 88 и 88′.
Затем опора 110 может быть поднята в верхнее положение, изображенное на фиг.1 пунктиром, в котором ее поддерживающие части располагаются напротив задних концов верхних направляющих 88 и 88′. Пластина, поддерживаемая опорой 110, затем выталкивается вперед на входной стол 50 головкой домкрата 54.
Следует отметить, что головка домкрата 108 проходит между двумя поддерживающими частями опоры 110, чтобы защелки могли захватить пластину 46Н за ее отверстия.
В схематически изображенном примере опоры 102 и 110 установлены на подвижных частях домкратов 104 и 112. Разумеется, могут быть предусмотрены и другие системы вертикального перемещения этих опор. Например, обе опоры могут быть присоединены к одному и тому же горизонтальному валу при помощи системы шатунов, которые при вращении вала одновременно перемещают обе опоры синфазно или в противофазе.
В соответствии со вторым вариантом осуществления, представленным на фиг.8 и 9, установка содержит нижнюю конвейерную ленту 500 из теплопроводящего материала. Как показано на фиг.8, конвейер образован вращающимся ленточным транспортером, движущимся по замкнутой траектории, причем верхняя часть этой траектории проходит через станцию нагревания. Его полезная поверхность, т.е. верхняя приводная поверхность 500В, по существу находится в плоскости нижней поверхности транспортных элементов 460.
Таким образом, таблетки поддерживаются в станции 10 нагревания верхней приводной поверхностью 500В нижней конвейерной ленты 500. Шаговый двигатель (не показан) перемещает вперед конвейерную ленту синхронно с элементами транспортировки, т.е. таким образом, чтобы движение конвейерной ленты сопровождало пошаговое продвижение таблеток, причем движение таблеток относительно верхней поверхности конвейерной ленты отсутствовало. Таким образом, подразумевается, что нижняя конвейерная лента 500 конвейера представляет собой подвижную опору для таблеток 12 при их продвижении через станцию 10 нагревания.
Система нагревания установки дополнительно содержит нижние средства 520 нагревания и средства передачи конвейерной ленте тепла, выделяемого нижними средствами нагревания. Таким образом, нижняя конвейерная лента передает таблеткам, перемещающимся через станцию нагревания, тепло, выделяемое нижними средствами нагревания, которые могут быть образованы, например, металлической пластиной стандартной конструкции, содержащей тепловыделяющие резисторы.
Эта нижние средства нагревания в виде пластины 520 расположены в станции нагревания под приводной поверхностью нижней конвейерной ленты 500 так, что верхняя поверхность 520В нижней пластины нагревателя находится в тепловом контакте с нижней поверхностью 500А конвейерной ленты 500.
В процессе работы станции нагревания тепло, выделенное нижней пластиной 520 нагревателя, передается вследствие теплового контакта сначала конвейерной ленте 500, а затем от конвейерной ленты - таблеткам 12.
Для этого конвейерная лента 500 изготовлена из теплопроводящего материала и имеет относительно небольшую толщину, например от 0,2 до 1 мм. При этом подразумевается, что материал конвейерной ленты должен обладать очень хорошими физическими характеристиками, а именно устойчивостью к растяжению и термической деформации, а также высокой теплопроводностью, не будучи при этом липким. Для удовлетворения этих требований можно использовать композитный материал с возможным усилением.
В оптимальном варианте установка содержит верхнюю конвейерную ленту 600, расположенную над нижней конвейерной лентой 500 и вращающуюся в станции нагревания, через которую проходит нижняя часть ее замкнутой траектории. Эта конвейерная лента расположена таким образом, чтобы ее нижняя приводная поверхность 600А была параллельна верхней поверхности таблеток, находящихся в станции 10 нагревания.
Структура конвейерной ленты 600 может быть идентична структуре конвейерной ленты 500.
Нижняя поверхность конвейерной ленты 600 входит в контакт с верхней поверхностью таблеток 12, проходящих через станцию 10 нагревания. При нормальном режиме работы нижняя поверхность 600А верхней конвейерной ленты слегка нажимает на верхнюю поверхность таблеток 12 таким образом, что между поверхностью конвейерной ленты и верхней поверхностью таблеток практически не остается промежутков.
В приведенном примере средства нагревания содержат верхнюю пластину 620 нагревателя, расположенную таким образом, что нижняя поверхность 620А этой пластины находится в контакте, по существу, без промежутков, с верхней поверхностью 600В верхней конвейерной ленты. Этом контакт позволяет обеспечить теплопроводность между пластиной нагревателя и конвейерной лентой. Впоследствии тепло передается от конвейерной ленты верхней поверхности таблеток, которые, таким образом, нагреваются со стороны верхней поверхности.
Кроме того, верхняя конвейерная лента приводится в движение синхронно с транспортными элементами, как и нижняя конвейерная лента. Это движение обеспечивается шаговым двигателем, не показанным на чертежах.
Таким образом, подразумевается, что две вышеописанные конвейерные ленты выполняют двойную функцию: сопровождают таблетки в станции нагревания, поддерживая их, и нагревают эти таблетки.
Приведем теперь описание прохождения таблеток через станцию нагревания.
Перед станцией 10 нагревания установка содержит средства 700 размещения таблеток на их местах в ячейках, определенных транспортными элементами 460. Эти средства выполнены в виде механизма переноса, оборудованного присоской 480, которая вынимает таблетку из стопки и помещает ее в ячейку 48 транспортного элемента 460, который в это время находится на входной подставке (не показана на фиг.9), например входном столе, расположенном между зубчатыми приводными ремнями, описанными ниже, перед конвейерной лентой 500 или участком конвейерной ленты 500, расположенным перед конвейерной лентой 600. В данном случае каждый транспортный элемент представляет собой пластину 460, содержащую одну или несколько ячеек, в каждой из которых должна размещаться таблетка 12.
Пластина с помещенными в нее таблетками затем перемещается пошаговым движением к станции 10 нагревания при помощи двух приводных ремней 880, 880', установленных на боковых краях пластин 460 и вращающихся по замкнутой траектории. Например, могут использоваться зубчатые приводные ремни, приводимые в движение соответствующими шестернями 950. Это хорошо видно на фиг.9, изображающей заднюю зону выгрузки установки в остановленном состоянии.
В оптимальном варианте транспортные пластины 460 имеют толщину «е», по существу меньшую или равную толщине (Е) таблеток до их обработки способом термоформования, предпочтительно несколько меньшую толщины (Е). Таким образом, когда транспортная пластина 460, содержащая таблетки 12, достигает входа станции 10 нагревания, нижняя и верхняя поверхности таблеток постепенно и одновременно сжимаются нижней конвейерной лентой и верхней конвейерной лентой. На практике вертикальное давление на таблетки посредством конвейерных лент оказывают пластины нагревателя, находящиеся в рабочем положении. Предусмотрены средства, например домкраты (не показаны), позволяющие перемещать пластины нагревателя в вертикальном направлении.
С другой стороны, если средства нагревания образованы несколькими отделенными друг от друга элементами, например несколькими пластинами нагревателя, устройства для оказания давления, прижимающие конвейерные ленты к таблеткам, могут быть расположены между этими элементами. Однако поворотные валики 900 конвейерной ленты, в частности, расположенные после станции нагревания, также могут обеспечить достаточное давление.
Таблетки нагреваются посредством конвейерных лент при прохождении через станцию нагревания. Одновременное воздействие тепла и давления, оказываемое конвейерными лентами, приводит к тому, что таблетки практически «заклепываются» в ячейки.
При остановке пластины 520, 620 нагревателя могут быть смещены в вертикальном направлении для удаления от конвейерных лент во избежание перегрева таблеток. Под нижней конвейерной лентой 500 расположены поддерживающие штанги 980, удерживающие ее приблизительно горизонтально, когда нижняя пластина 520 нагревателя находится в нижнем положении, как показано на фиг.10а. На верхней поверхности нижней пластины нагревателя имеются пазы 990, в которые входят штанги 980, когда нижняя пластина 520 нагревателя находится в верхнем положении, как показано на фиг.10b. Штанги 980 должны предпочтительно быть относительно тонкими, чтобы избежать образования на конвейерной ленте 500 ненагреваемых участков. Они проходят в продольном направлении, например, под зонами пластин между ячейками.
На выходе из станции нагревания нижняя и верхняя конвейерные ленты попадают на поворотные валики 900 раньше, чем приводные ремни, приводящие в движение пластины, доходят до своих поворотных шестерней 950.
Таким образом, горячие таблетки, находящиеся в транспортных пластинах, достигающие конца конвейерных лент, одновременно «счищаются» с них, т.е. нарушается контакт между поверхностью нижней и соответственно верхней конвейерной ленты и нижней и соответственно верхней поверхностью таблеток.
Препятствующие прилипанию свойства материала, из которого изготовлены конвейерные ленты, позволяет счищать их без повреждения или деформации горячих таблеток.
Кроме того, вышеописанное заклепывание таблеток в ячейки пластин позволяет обеспечить перемещение таблеток пластинами в зону, расположенную между станцией нагревания и зоной извлечения.
Средства переноса 18 аналогичны изображенным на фиг.1 и расположены после точки извлечения, как показано на фиг.8.
В оптимальном варианте установка содержит устройство формования, расположенное после станции нагревания и взаимодействующее с краями таблеток 12 перед их обработкой способом термоформования. Как показано на фиг.4-7, это устройство формования содержит поддерживающий бортик 150А и формовочный зажим 155, два захвата которого, соответственно 155А и 155В, открываются (фиг.6) при помещении таблетки 12 на поддерживающий бортик 150А и закрываются, образуя контур формования таблетки 12.
Точнее, поддерживающий бортик 150А образует формовочный бортик матрицы 150. В данном случае матрица 150 ограничивает внутренний цилиндр 158, в котором может вертикально перемещаться поршень 24 термоформования. Таким образом, матрица образована непосредственно сердечником термоформования.
Перед формованием таблетка 12 располагается на формовочном бортике 150А и удерживается в контуре формования между захватами 155А и 155В формовочного зажима 155. Таблетка может быть слегка деформирована после прохождения через станцию нагревания, и открывание этих зажимов, изображенное на фиг.6, способствует установке такой таблетки в формовочное отверстие, несмотря на возможную деформацию. Формовочный зажим установлен на матрице 150 при помощи пружин 153. В свободном состоянии, когда формовочный поршень отведен от матрицы, формовочный зажим находится в верхнем положении. Как видно из сопоставления фиг.4 и 5, формовочный пуансон 152 может быть смещен вниз и взаимодействовать с формовочным бортиком 150А для формования периферийной области 13А таблетки 12, в то время, как эта периферийная область зажата в устройстве формования. Действительно, контур таблетки удерживается контуром формования, определенным захватами 155А и 155В зажима. В результате смещения вниз пуансона 152 формовочный зажим 155 также смещается вниз и прижимается к верхней кромке 157 углубления матрицы 150, в котором расположен этот зажим. Углубление определено как область, находящаяся ниже формовочного бортика 150А.
На фиг.6 и 7 видно, что каждый из двух захватов 155А и 155В зажима содержит кулачковый ролик, соответственно 156А и 156В. Пуансон 152, который в данном случае ограничен нижним краем камеры термоформования, в свою очередь, содержит два пальца 157А и 157В, которые находятся на поверхности этого пуансона, и скосы которых 157′А и 157′В, взаимодействуя с этими кулачковыми роликами, закрывают захваты зажима перед началом формования. Захваты 155А и 155В постоянно возвращаются в исходное открытое положение под воздействием элементов упругости, не показанных на чертежах, причем это положение определено двумя упорами, соответственно 158А и 158В.
Изображенное на фиг.6 и 7 формовочное устройство находится в станции термоформования, что соответствует предпочтительному варианту осуществления. Если емкости изготавливаются способом термоформования вверх, матрица термоформования образована верхней частью сердечника, а пуансон образован нижней частью формы. Разумеется, если емкости изготавливаются методом термоформования вниз, используется обратное расположение, причем матрица и пуансон образованы соответственно верхним краем формы и нижним краем сердечника. В этом случае формовочный зажим 155 установлен на форме.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО И СПОСОБ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЯ С УЧАСТКОМ УМЕНЬШЕННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ | 2003 |
|
RU2317202C2 |
| ПРОИЗВОДСТВО ПОЛУПЛАСТИЧНЫХ ФАРМАЦЕВТИЧЕСКИХ ПРЕПАРАТОВ | 2013 |
|
RU2802429C2 |
| МАШИНА ДЛЯ УПАКОВКИ В МОДИФИЦИРОВАННОЙ ГАЗОВОЙ СРЕДЕ, СКИН-УПАКОВКИ ИЛИ ВАКУУМНОЙ УПАКОВКИ И СПОСОБ УКАЗАННЫХ УПАКОВОК | 2014 |
|
RU2661837C2 |
| ПРОИЗВОДСТВО ПОЛУПЛАСТИЧНЫХ ФАРМАЦЕВТИЧЕСКИХ ПРЕПАРАТОВ | 2013 |
|
RU2695360C2 |
| СПОСОБ ТЕРМОФОРМОВАНИЯ ПЛАСТИКОВЫХ ТОПЛИВНЫХ БАКОВ ИЗ СДВОЕННЫХ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2324593C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ, НАПОЛНЕНИЯ И ЗАКРЫТИЯ КОНТЕЙНЕРОВ ИЗ ВСПЕНЕННОГО ПОЛИМЕРА | 2006 |
|
RU2408458C2 |
| СПОСОБ ТЕРМОФОРМОВАНИЯ ПОГЛОТИТЕЛЯ ДИОКСИДА УГЛЕРОДА | 2019 |
|
RU2739929C1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ПОШТУЧНОЙ ВЫДАЧИ ТАБЛЕТОК | 2000 |
|
RU2157779C1 |
| СПОСОБ МОКРОГО ШЛИФОВАНИЯ ТОПЛИВНЫХ ТАБЛЕТОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2179759C2 |
| Способ получения термоформуемых деталей и установка для его осуществления | 1986 |
|
SU1814616A3 |

Изобретение относится к установке для изготовления изделий типа емкостей из таблеток термопластичного материала способом термоформования. Установка содержит средства транспортировки таблеток через различные станции установки, включающие станцию нагревания и станцию термоформования для пластической деформации нагретых таблеток посредством растяжения. Станция нагревания таблеток содержит нижние и верхние средства нагревания. Средства транспортировки содержат транспортные элементы, ограничивающие открытые сверху и снизу ячейки. Каждая ячейка выполнена с возможностью размещения в ней таблетки с оставлением полностью свободными верхней и нижней сторон таблетки. Средства транспортировки содержат средства размещения таблеток в ячейках, приводные средства для перемещения транспортных элементов в станцию нагревания и средства для переноса нагретых таблеток в станцию термоформования. Нижние средства нагревания, которые взаимодействуют с опорой для таблеток при перемещении транспортных элементов в станцию нагревания. Нижние средства нагревания содержат нижнюю пластину нагревателя, которая образует опору для таблеток при перемещении транспортных элементов в станцию нагревания. Также установка содержит холодную поддерживающую пластину, расположенную рядом с нижней пластиной нагревателя. Технический результат, достигаемый при использовании данной установки, заключается в улучшении качества нагрева таблеток при их транспортировании. 26 з.п. ф-лы, 10 ил.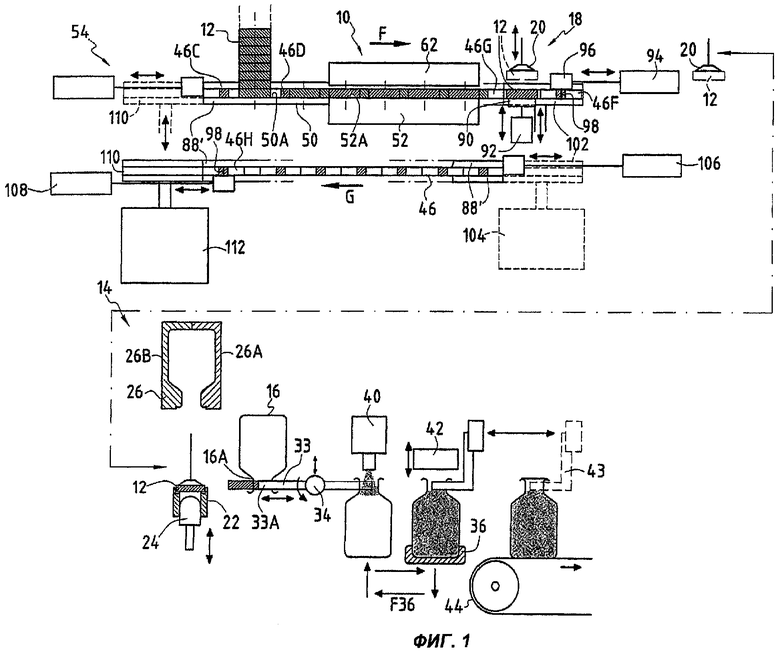
| СПОСОБЫ И УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ УВЕДОМЛЕНИЙ, ПРЕДУПРЕЖДАЮЩИХ ОБ ОПАСНОСТИ, С ПРИМЕНЕНИЕМ КАНАЛОВ С ДИСКРЕТНЫМ ВХОДОМ | 2018 |
|
RU2766123C2 |
| US 4404162 A, 13.09.1983 | |||
| 0 |
|
SU181069A1 | |
| Устройство для дифференциально-фазовой защиты электродвигателя от междуфазных замыканий | 1981 |
|
SU972627A2 |
| Стекло | 1982 |
|
SU1066950A1 |
| US 3964237 A, 22.06.1976 | |||
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФАСОННЫХ УПАКОВОК И ЕМКОСТЬ ДЛЯ ИНДИВИДУАЛЬНОЙ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В УГЛУБЛЕНИЯ | 1996 |
|
RU2174466C2 |

