Изобретение относится к области механической обработки деталей из металлов и сплавов резанием и, в частности, может быть использовано при токарной обработке трудно обрабатываемых материалов.
Известен способ обработки резанием с пропусканием импульсов электрического тока через зону резания, в котором импульсы должны следовать так, чтобы совпадать с промежутками между двумя последовательными адиабатическими сдвигами, а промежуток между импульсами должен совпадать с самим сдвигом, при этом необходимо целенаправленное воздействие на зоны контакта и деформации электрическим током и колебаниями, возникающими вследствие авторезонанса системы инструмент - технологическая среда - деталь (Степанов Ю.С., Зайцев А.И. Современная электротехнология в машиностроении. Вибрационное резание с электрическим подогревом, с.425-431).
Недостатком способа является несогласованность момента подачи импульсов тока с критическим состоянием упругопластического деформирования зоны резания. Рекомендуемое совпадение переднего фронта импульса с прекращением адиабатического сдвига соответствует начальной фазе цикла упругого деформирования зоны резания. К этому моменту в зоне резания не успевает сформироваться необходимая концентрация дислокации и микротрещин, ее отличает достаточно большое удельное сопротивление. Подача импульса в этот момент приведет лишь к нежелательному нагреву зон контакта обрабатываемого материала с задней поверхностью инструмента. Это является причиной ввода избыточной электрической энергии, приводящей к возникновению термических перенапряжений в поверхностных слоях обрабатываемой детали. Кроме этого, совпадение заднего фронта импульса с моментом начала адиабатического сдвига вызывает возникновение активно-индуктивными свойствами. Перечисленные недостатки являются причиной перерасхода энергии, снижения стойкости инструмента и возникновения термических перенапряжений.
Наиболее близким по технической сущности к заявленному является способ обработки металлов с подогревом в зоне резания электрическим током, и периодическим прерыванием его на протяжении процесса обработки, причем длительность рабочих импульсов и пауз между ними регулируют в зависимости от конкретных условий обработки, например режимов резания, времени входа и выхода инструмента из зоны резания (а.а. СССР №306912, МПК B23b 1/00, 1971 г.).
Недостатком данного способа является неоднозначная связь параметров импульсного воздействия: значения энергии, длительности импульсов и момента его формирования с состоянием упругопластического деформирования материала в зоне резания. Отсутствие контроля состояния зоны приводит к несогласованному воздействию на нее основного потока механической энергии и дополнительного потока электрической энергии. Это не позволяет в полной мере реализовать заложенные в этом способе синергетические эффекты. Результатом чего являются чрезмерный расход электроэнергии и возникновение температурных перенапряжений в поверхностных слоях деталей, снижающих их эксплуатационные характеристики, а также уменьшение стойкости инструмента.
Технической задачей предлагаемого способа обработки является снижение энергоемкости, устранение температурных перенапряжений в обрабатываемой поверхности и уменьшение интенсивности износа инструмента за счет (оптимизации условий разрушения зоны резания) управления процессом разрушения материала в зоне резания путем согласования амплитудных и временных параметров импульсов электрического тока с фазой ее упругопластического деформирования.
Способ обработки металлов с подачей электрического тока в зону резания, заключается в том, что ток подводят импульсами и регулируют их длительность и частоту в зависимости от условий обработки, импульсы тока с энергией, равной энергии сублимации обрабатываемого материала в зоне резания, подают в момент максимальной скорости отжима резца, а их длительность выбирают не более четверти периода основной гармоники колебания резца.
Сущность предлагаемого способа поясняется следующими чертежами и диаграммами:
фиг.1 - установка, реализующая способ и блок-схема формирователя импульсов электрического тока;
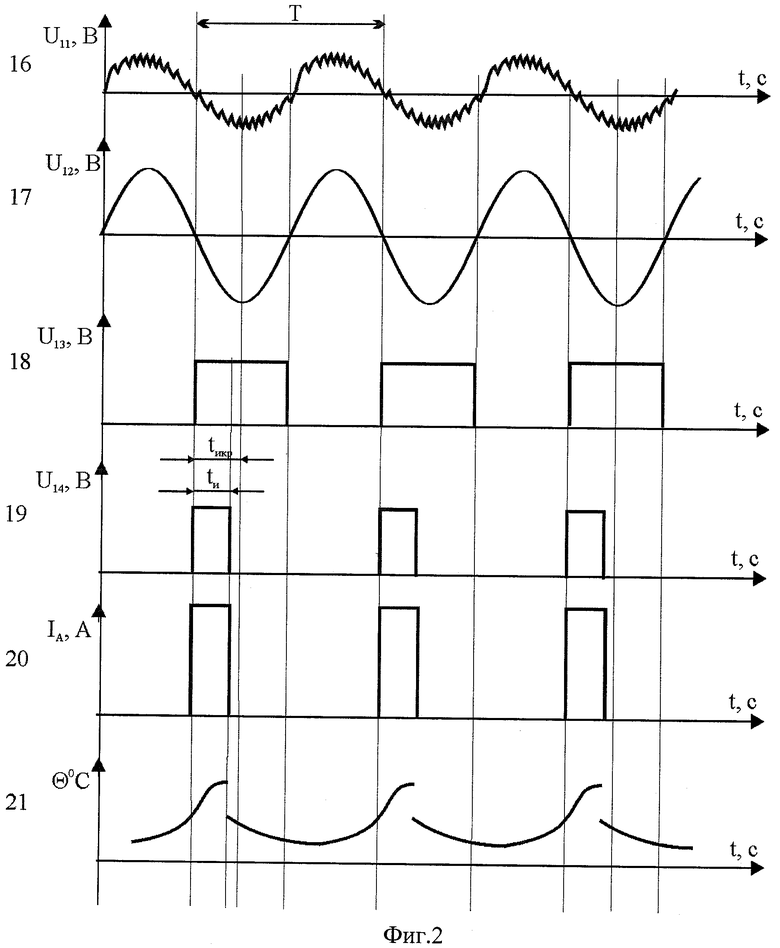
фиг.2 - временная диаграмма способа обработки.
На установке, реализующей способ, изображена передняя бабка 1, на шпинделе которой установлены подвижный токоподвод 2 и патрон 3. В патроне закреплена обрабатываемая заготовка 4. Резец 7, воздействуя на нее, образует зону резания 5. Он установлен на изоляторе 8, на нем размещен датчик вибраций резца 6, соединенный с входной клеммой DV формирователя импульсов электрического тока 10. Одна его выходная клемма А через неподвижный токоподвод 9 подключена к резцу 7, а другая выходная клемма Б соединена с подвижным токоподводом 2, образуя замкнутую электрическую цепь.
Блок-схема формирователя импульсов электрического тока, содержит последовательно соединенные блок предварительного усиления сигналов с датчика вибраций 11, выход которого соединен со входом активного избирательного фильтра 12, обеспечивающий выделение сигналов основной гармоники колебаний резца, выход которого соединен со входом формирователя синхроимпульсов 13, выход которого соединен со входом формирователя длительности импульсов 14, выход которого соединен со входом, формирователя амплитуды импульсов тока 15.
На временной диаграмме способа обработки: U11 - выходное напряжение блока предварительного усиления сигналов с датчика вибраций резца; U12 - напряжение на выходе активного избирательного фильтра; U13 - напряжение на выходе формирователя синхроимпульсов; U14 - напряжение на выходе формирователя длительности импульсов; IA - амплитудное значение тока на выходе формирователя амплитуды импульсов тока; θ° - текущее значение температуры в зоне резания; T - период основной гармоники колебания инструмента; tu, tuкр - заданное и критическое значение длительностей импульса тока.
Способ осуществляется следующим образом.
Предварительно по марке обрабатываемого материала определяется энергия сублимации материала в зоне резания Wc и частота собственных колебаний державки резца fp, а также требуемая амплитуда импульсов тока, пропускаемых через зону резания при критической длительности tuкp  где Rn - переходное сопротивление зоны резания. Производится настройки активного избирательного фильтра 10 на частоту fp и формирователя амплитуды импульсов тока 15 на заданную амплитуду IA.
где Rn - переходное сопротивление зоны резания. Производится настройки активного избирательного фильтра 10 на частоту fp и формирователя амплитуды импульсов тока 15 на заданную амплитуду IA.
В процессе обработки вращательное движение от передней бабки 1 передается через кулачковый патрон 3 на заготовку 4. Резец 7, воздействуя на заготовку 4, вызывает упругопластические деформации материала в зоне резания 5. В результате на резец 7 действует сила резания, имеющая широкий спектр составляющих частот. Она вызывает колебания резца 7 относительно заготовки 4. Наибольшую амплитуду имеет составляющая, соответствующая собственной частоте державки резца 7. Датчик вибраций 6, установленный на резце 7, преобразует его колебания в электрический сигнал, который подается на клемму DV формирователя импульсов электрического тока 10. С этой клеммы внутри блока 10 сигнал поступает на вход блока предварительного усиления сигналов с датчика вибраций резца 11. На его выходе формируется напряжение U11. Пройдя через активный избирательный фильтр 12, в его выходном напряжении выделяется основная гармоническая составляющая, соответствующая заданной настройке fp - напряжение U12. Этот сигнал с помощью формирователя синхроимпульсов 13 преобразуется в прямоугольные импульсы U13, привязанные к фазе колебаний резца. С выхода формирователя синхроимпульсов 13 сигнал поступает на вход формирователя длительности импульсов 14. На его выходе формируются импульсы U14, длительность которых может изменяться от заданного значения tu до tuкp, равного четверти периода основной гармоники колебания резца. Они поступают на вход формирователя амплитуды импульсов тока 15, на его выходе формируются импульсы электрического тока заданной амплитуды IA, соответствующей требуемому значению энергии сублимации Wc. Эти импульсы через выходные клеммы А и Б формирователя импульсов электрического тока 10 поступают в его внешнюю цепь. С одной клеммы А формирователя импульсов электрического тока 10 они, пройдя последовательно через подвижный токоподвод 2, патрон 3 и заготовку 4, попадают в его державку или через зону резания и переднюю поверхность резца 7, или непосредственно через заднюю поверхность резца 7. С державки резца 7, изолированной от корпуса станка, а следовательно, от передней бабки 1 и патрона изолятором 8, импульсы через неподвижный токоподвод 9 попадают на клемму Б формирователя импульсов электрического тока 10, замыкая таким образом контур электрического тока.
При прохождении импульсов тока по нормали к контактируемым плоскостям: передняя поверхность резца - стружка; задняя поверхность резца - заготовка; плоскости сдвига между ними возникают отталкивающие электродинамические силы. Кроме этого, в соответствии с выбранным значением энергии импульсов, равной энергии сублимации, в зоне резания возникают взрывные тепловые процессы, о чем свидетельствует зависимость температуры от времени θ°. В результате этого происходит снижение сил трения на передней и задней поверхностях резца, а также касательных напряжений в плоскости сдвига.
Авторами были проведены следующие эксперименты.
Эксперименты проводились на токарном станке 16К20, оснащенном формирователем импульсов электрического тока 10, щеточно-коллекторным устройством 2, установленным на шпинделе передней бабки 1 и электрически связанным с патроном 3 неподвижным токоподводом 9 к резцу 7, изолированному от корпуса изолятором 8.
В процессе обработки контролировались общая потребляемая станком мощность с помощью электронного ваттметра и температура в зоне резания путем измерения естественной термоЭДС, наводимой между инструментом и заготовкой.
Обрабатывалась заготовка: пруток из стали 30ХРА, ⌀ 34 мм, длиной L=300 мм, удельное значение энергии сублимации материала Wсу≈0.71·104 Дж/г. Инструмент: проходной резец Т15К6, главный угол в плане φ=45°, передний угол γ=10°, размеры державки 20×25 мм, длина вылета инструмента 40 мм. Этим параметрам резца соответствует частота его собственных колебаний, равная fp=1860.0 Гц.
В соответствии с известными рекомендациями были выбраны следующие режимы обработки: глубина резания - t=0.3 мм, подача - S=0.15 мм/об, число оборотов патрона - n=400 об/мин (соответствует скорости резания 1.4 м/с).
Обработка проводилась короткими участками длиной 10…15 мм, чередуя режимы с интенсифицирующим током и без него.
По литературным данным величина переходного сопротивления зоны резания для рассматриваемых условий Rn=0.008 Ом. Критическое значение длительности импульсов tuкр=135 мкс, расчетное значение энергии сублимации зоны резания равно Wc=1.17Дж, а амплитуда импульсов тока IA≈1050 А.
При обработке без тока получены значения потребляемой мощности Рпот=320 Вт, шероховатость поверхности Rz=4,7 мкм, среднее значение термоЭДС Et=12 мB, что соответствует температуре θ=650°С. При обработке с интенсифицирующим током со значениями, приведенными выше, были получены следующие значения потребляемой мощности Рпот=300 Вт, шероховатость поверхности Rz=5,6 мкм, среднее значение термоЭДС Et=14 мВ, что соответствует температуре θ=750°С. При уменьшении длительности импульса до tu=110 мкс и сохранении того же значения энергии были получены следующие значения потребляемой мощности Рпот=270 Вт, шероховатость поверхности Rz=4,2 мкм, среднее значение термоЭДС Et=10 мВ, что соответствует температуре θ=580°С.
Таким образом, использование предлагаемого способа обработки с пропусканием через зону резания импульсов электрического тока, синхронизированных с фазой колебаний инструмента, позволяет снизить энергоемкость процесса точения на 16%, уменьшить температуру в зоне резания и, исключив возникновение микроискрений, повысить качество обработанной поверхности и стойкость инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки металлов с пропусканием через зону резания импульсов электрического тока | 2018 |
|
RU2677565C1 |
| Устройство подачи импульсов электрического тока в зону резания при точении металлов | 2018 |
|
RU2689835C1 |
| Устройство для измерения температуры резца естественной термопарой | 2017 |
|
RU2650827C1 |
| Способ определения оптимальных режимов резания для станков с ЧПУ | 2021 |
|
RU2807258C1 |
| СПОСОБ ИЗМЕРЕНИЯ ВЕЛИЧИНЫ ТЕРМОЭДС ЕСТЕСТВЕННОЙ ТЕРМОПАРЫ ИНСТРУМЕНТ - ДЕТАЛЬ | 1997 |
|
RU2117557C1 |
| Способ поднастройки системы СПИД | 1983 |
|
SU1065092A2 |
| СПОСОБ РАСТАЧИВАНИЯ ОТВЕРСТИЙ В ИЗДЕЛИЯХ ИЗ КОРРОЗИОННОСТОЙКИХ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2787289C1 |
| Устройство для токарной обработки | 2020 |
|
RU2750226C1 |
| СПОСОБ ОБРАБОТКИ ФАСОННЫХ ПОВЕРХНОСТЕЙ ТОЧЕНИЕМ | 2009 |
|
RU2412785C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ИЗНОСА РЕЖУЩИХ КРОМОК ИНСТРУМЕНТА В ПРОЦЕССЕ РЕЗАНИЯ | 2001 |
|
RU2205093C2 |
Способ заключается в том, что ток подводят импульсами и регулируют их длительность и частоту в зависимости от условий обработки. Для снижения энергоемкости, устранения температурных перенапряжений в обрабатываемой поверхности и уменьшения интенсивности износа инструмента импульсы тока с энергией, равной энергии сублимации обрабатываемого материала в зоне резания, подают в момент максимальной скорости отжима резца, а их длительность выбирают не более четверти периода основной гармоники колебаний резца. 2 ил.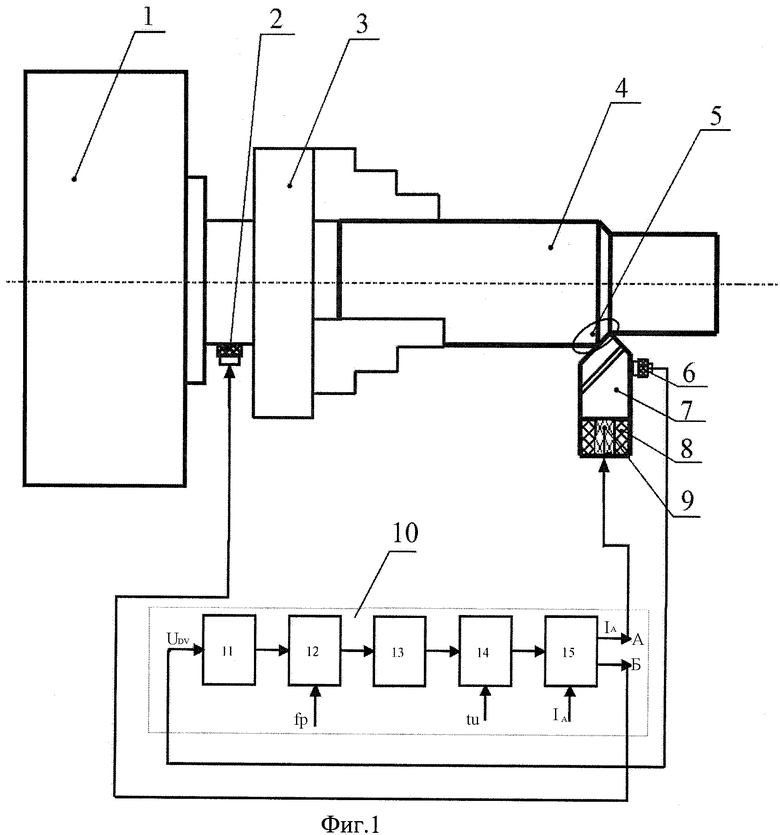
Способ обработки металлов с подачей электрического тока в зону резания, заключающийся в том, что ток подводят импульсами и регулируют их длительность и частоту в зависимости от условий обработки, отличающийся тем, что импульсы тока с энергией, равной энергии сублимации обрабатываемого материала в зоне резания, подают в момент максимальной скорости отжима резца, а их длительность выбирают не более четверти периода основной гармоники колебаний резца.
| 0 |
|
SU306912A1 | |
| Трехфазная полюсопереключаемая обмотка | 1985 |
|
SU1348965A1 |
| Способ механической обработки с нагревом | 1990 |
|
SU1763092A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2030255C1 |
| US 4535216 A, 13.08.1985. | |||

