Изобретение относится к области металлургии сплавов на основе алюминия, в частности к сварочным материалам, предназначено для изготовления сварочной проволоки для сварки плавлением конструкций из деформируемого термически неупрочняемого экономнолегированного скандием сплава системы Al-Mg-Sc в различных областях техники: судостроении, авиакосмической промышленности и др.
В настоящее время существует ряд деформируемых термически неупрочняемых сплавов системы алюминий-магний-скандий, используемых для изготовления алюминиевой сварочной проволоки. Известен деформируемый термически неупрочняемый сплав на основе алюминия для сварки плавлением (патент РФ №2082808) следующего химического состава (мас.%):
Однако совокупность механических свойств, характеризующихся прочностью и пластичностью сварных соединений, получаемых при использовании существующего сплава в качестве присадочного материала, в частности для сварки деформируемого термически неупрочняемого алюминиевого сплава, экономнолегированного скандием, например сплава марки 1575-1 (патент №2268319), недостаточна.
Наиболее близким аналогом, принятым за прототип, является деформируемый термически неупрочняемый скандийсодержащий сплав на основе алюминия (патент РФ №2082809) следующего химического состава, (мас.%):
Однако наплавленный металл с использованием присадочного материала вышеуказанного состава в связи с отсутствием в нем такого важного упрочняющего элемента, как марганец, в составе сварных соединений конструкций из термически неупрочняемого (экономнолегированного скандием) скандийсодержащего алюминиевого сплава не позволяет реализовать высокие значения прочности и пластичности основного металла в металле сварного соединения. Следует отметить высокую стоимость сварочной проволоки-прототипа в связи с высоким уровнем легирования дорогостоящим скандием.
Технический результат предлагаемого изобретения заключается в повышении прочности и пластичности наплавленного металла и сварного соединения из термически неупрочняемого (экономнолегированного скандием) скандийсодержащего алюминиевого сплава, который достигается тем, что в сплав на основе алюминия, содержащий магний, цирконий, скандий, титан, хром, ванадий, бериллий, бор, церий, дополнительно введен марганец, понижено содержание скандия, ограничено суммарное содержание марганца, скандия, титана и циркония в пределах 0,95÷1,3. Компоненты взяты в следующих соотношениях, (мас.%):
причем суммарное содержание марганца, скандия, титана и циркония 0,95÷1,3.
Указанный технический результат обеспечивается формированием гомогенной и мелкозернистой структуры наплавленного металла с однородным распределением дисперсных интерметаллидных выделений и отсутствием крупных кристаллитов.
Предлагаемый состав сварочной проволоки может быть использован для сварки плавлением деформируемых алюминиевых сплавов с различным содержанием скандия.
Магний и марганец в сплаве являются упрочнителями. За счет пластичной матрицы, представляющей собой, в основном, твердый раствор магния и марганца в алюминии, повышаются пластические характеристики металла сварного шва и сварного соединения в целом. При содержании марганца в предлагаемом сплаве менее 0,5% прочность и пластичность сварных соединений находятся на уровне прочности и пластичности сварных соединений, полученных с использованием в качестве присадочного материала сплава-прототипа. При содержании марганца более 0,8% снижается пластичность сварных соединений.
Известно, что церий и ванадий, введенные только в малых количествах, способствуют измельчению структуры металла шва, повышению сопротивляемости к образованию кристаллизационных трещин. При содержании ванадия более 0,04% снижается пластичность сварных соединений.
Скандий, являясь эффективным модификатором, в количествах 0,25-0,50% способствует повышению прочностных свойств металла шва в сварных соединениях из термически неупрочняемого скандийсодержащего алюминиевого сплава. Однако использование присадочного материала из высоколегированного скандием алюминиевого сплава для сварки конструкций из термически неупрочняемого экономнолегированного скандийсодержащего алюминиевого сплава является технически и экономически нецелесообразным.
Экспериментальными исследованиями показано, что комбинированное содержание в алюминиевом сплаве многокомпонентной системы легирующих элементов, представленных в определенном соотношении упрочнителями и модификаторами, в частности марганца, скандия, титана и циркония, с суммарным содержанием 0,95-1,3, способствует повышению прочности и пластичности наплавленного металла и сварного соединения из термически неупрочняемых алюминиевых сплавов высокой прочности, а при сварке экономнолегированного скандийсодержащего алюминиевого сплава позволяет максимально реализовать свойства основного металла.
Комплексное легирование алюминиевого сплава переходными элементами, включая марганец, позволяет сохранить высокую прочность металла шва при существенном уменьшении содержания скандия до 0,25-0,35% и уменьшить стоимость сварочной проволоки.
При суммарном содержании марганца, скандия, титана и циркония менее 0,95 не обеспечивается достижения требуемой прочности сварных соединений из деформированных полуфабрикатов экономнолегированного скандием алюминиевого сплава на уровне не менее 0,9 от временного сопротивления основного металла из-за недостаточной прочности наплавленного металла, при этом разрушение стыковых образцов происходит по шву.
При суммарном содержании марганца, скандия, титана и циркония более 1,3 пластичность сварных соединений из листов экономнолегированного скандием алюминиевого сплава при испытаниях на статический изгиб показывает значительно более низкие результаты, чем соединения, выполненные с использованием сплава-прототипа, несмотря на высокие прочностные свойства сварного соединения в целом.
Пример
С использованием технического алюминия А85, магния МГ90, двойных лигатур алюминия со всеми легирующими элементами, входящими в состав сплава, в электропечи готовили расплав и методом полунепрерывного литья отливали слитки из предлагаемого сплава, а также из известного сплава-прототипа (табл.1) размером 6×240×700 мм.
После гомогенизации при 375°С в течение 24 часов из слитков в продольном направлении вырезали цилиндрические заготовки диаметром 41 мм и длиной 71 мм. Цилиндрические заготовки после нагрева в электропечи при температуре 400-420°С в течение 1 часа помещались в обогреваемую пресс-форму и прессовались на вертикальном гидравлическом прессе усилием 250 т на прутки диаметром 10 мм, затем прутки после отжига при температуре 420°С в течение 1 часа вхолодную проковывались на ротационно-ковочной машине за 12 проходов на диаметр 3 мм.
Полученные прутки после химической очистки использовали в качестве присадки при многослойной наплавке, а также при сварке стыковых соединений из листов деформируемого термически неупрочняемого алюминиево-магниевого сплава с содержащем скандия 0,12-0,20%, толщиной 6 мм.
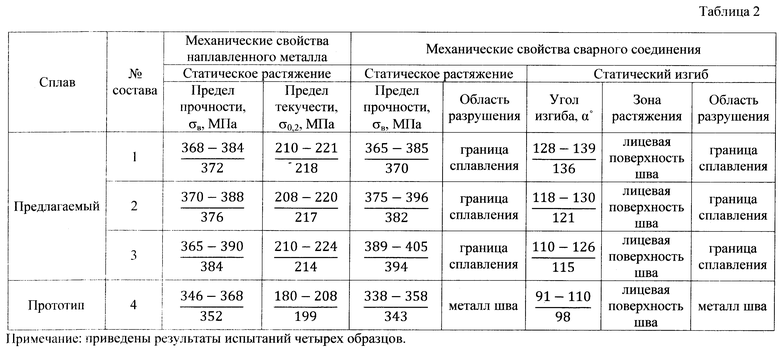
Ручную аргоно-дуговую многослойную наплавку производили на торец алюминиевой пластины толщиной 50 мм размером 200×250 мм, наплавляли валики последовательными слоями. Всего было изготовлено четыре наплавки. Высота наплавок 20 мм, ширина 40 мм, длина 200 мм. В качестве критерия прочностных характеристик наплавленного металла брали пределы прочности (σB) и текучести (σ0,2), которые определяли путем испытания на статическое растяжение цилиндрических образцов с диаметром рабочей части 5 мм. Темплеты для изготовления образцов вырезались из наплавок механическим способом.
Для определения прочности сварных соединений производили ручную аргоно-дуговую сварку неплавящимся электродом стыковых соединений листов. Подготовка листов под сварку производилась механическим способом - V-образная разделка кромок с общим углом раскрытия кромок 70°. Сварку вели за 3 прохода с выборкой корня сварного шва, сила сварочного тока 200-250А. Из сварных пластин механическим способом вырезали стандартные плоские образцы для испытаний на статическое растяжение, определяли предел прочности сварного образца (σв св), усиление сварного шва не удаляли.
В качестве характеристики пластичности сварного соединения брали угол изгиба (α°) плоского образца при статических испытаниях на оправке диаметром, равным двум толщинам образца. Испытания проводили до появления первой трещины. Образцы для испытания на статический изгиб изготавливали механическим способом из сварных пластин, усиление шва снималось механически до уровня основного металла.
Как видно из таблицы 2, механические свойства наплавленного металла предлагаемого сплава выше, чем у известного сплава (предел прочности выше на 20-32 МПа, предел текучести на 15-19 МПа). Применение предлагаемого сплава в качестве присадочного материала позволяет повысить прочность сварного соединения сплава 1575-1 на 27-51 МПа. Пластичность сварного соединения также повышается, угол изгиба увеличился на 17-38°.

| название | год | авторы | номер документа |
|---|---|---|---|
| ДЕФОРМИРУЕМЫЙ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1995 |
|
RU2082809C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1999 |
|
RU2148101C1 |
| ДЕФОРМИРУЕМЫЙ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1995 |
|
RU2082807C1 |
| Сплав на основе алюминия для сварочной проволоки | 2017 |
|
RU2663446C1 |
| КОНСТРУКЦИОННЫЙ ДЕФОРМИРУЕМЫЙ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2003 |
|
RU2233345C1 |
| АЛЮМИНИЕВЫЙ СПЛАВ | 1994 |
|
RU2081933C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2022 |
|
RU2800435C1 |
| ДЕФОРМИРУЕМЫЙ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 2004 |
|
RU2268319C1 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2000 |
|
RU2184165C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ ЭТОГО СПЛАВА | 2010 |
|
RU2431692C1 |
Изобретение относится к области металлургии сплавов на основе алюминия, в частности к сварочным материалам, предназначено для изготовления сварочной проволоки для сварки плавлением конструкций из деформируемого термически неупрочняемого сплава системы Al-Mg-Sc. Сплав содержит, мас.%: магний 5,5÷6,5; марганец 0,50÷0,80; скандий 0,25÷0,35; цирконий 0,10÷0,20; титан 0,02÷0,05; хром 0,10÷0,20; ванадий 0,005÷0,04; церий 0,01÷0,05; бор 0,004÷0,01; бериллий 0,002÷0,005; алюминий остальное, причем Mn+Sc+Ti+Zr=0,95-l,3. Повышается прочность и пластичность наплавленного металла и сварного соединения из термически неупрочняемого экономнолегированного скандием алюминиевого сплава. 2 табл.
Состав сварочной проволоки на основе алюминия, содержащий магний, скандий, цирконий, титан, хром, ванадий, церий, бор, бериллий, отличающийся тем, что он дополнительно содержит марганец, при следующем соотношении компонентов, мас.%:
при этом суммарное содержание марганца, скандия, титана и циркония находится в пределах 0,95-1,3.
| ДЕФОРМИРУЕМЫЙ ТЕРМИЧЕСКИ НЕУПРОЧНЯЕМЫЙ СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ | 1995 |
|
RU2082809C1 |
| СОСТАВ ПРИСАДОЧНОЙ ПРОВОЛОКИ | 2004 |
|
RU2265674C1 |
| CN 101380703 A, 11.03.2009 | |||
| US 6315948 B1, 13.11.2001 | |||
| ЕР 1217085 A1, 21.12.2000. | |||

