Изобретение относится к метрологии, может быть использовано в машиностроении, железнодорожном путевом хозяйстве при сборке и эксплуатации конструкций, содержащих рельсовые профили, в металлургии при изготовлении рельсов.
Известен способ контроля геометрии профиля рельса при помощи приспособления в виде шаблона, характеризующегося тем, что грани шаблона конструируются для упора в нижнюю поверхность головки рельса, в шейку и в верхнюю поверхность пяты рельса с целью правильной установки шаблона. Часть шаблона соответствует очертанию профиля головки рельса и снабжена рядом вырезов для промера величин износа головки рельса измерительным клином по точкам в данных прорезях [1].
Данным шаблоном с измерительным клином измеряется величина изменения параметра в каждой конкретной точке профиля, расположенной локально в месте соприкосновения мерительного наконечника и профиля рельса. Для точной установки шаблона предусмотрены три характерные точки соприкосновения с профилем рельса: нижняя поверхность головки, шейка и пята рельса, являющиеся стационарными.
К недостаткам этого приспособления для контроля профиля рельса можно отнести следующее: данная конструкция предусматривает контроль лишь части измеряемой поверхности, определяемой толщиной измерительного клина. Это измерение носит точечный характер и не обеспечивает одновременный контроль геометрии по всей измеряемой поверхности. Таким образом, поскольку большая ее часть не подвергается сплошному контролю и, следовательно, может быть отличной от показаний приспособления, сделанных для одной точки. Следовательно, данное измерение допускает возможность выхода за пределы допуска геометрии поверхности профиля рельса в местах, не соприкасающихся с измерительным клином.
Также известно устройство для измерения геометрии профиля рельса, предусматривающее одновременное измерение ножки и головки рельса, которое определяется с двух сторон. Устройство выполнено в виде раздвижной скобы, имеющей размещенную на штанге, с возможностью передвижения вдоль нее, рамку с нониусом, снабженную установленной напротив первой Г-образной линейки второй Г-образной линейкой с дополнительным отсчетным прибором с мерительным наконечником, а мерительные наконечники и отогнутые концы линеек расположены внутри скобы.
К недостаткам этого устройства можно отнести отсутствие возможности сплошного контроля измеряемой поверхности профиля рельса. Следовательно, данное измерение может быть отличным от действительного состояния изменения геометрии поверхности профиля рельса в местах, не соприкасающихся с мерительными наконечниками отсчетных приборов, и не отражает истинные изменения значения геометрии профиля. Отсутствие базовой точки при установке устройства для замеров геометрии профиля рельса не позволяет достаточно точно закрепить устройство на профиле, подвергающемся замеру, поскольку в конструкции рельса плоскости, соприкасаемые с отогнутыми концами линеек, выполнены при помощи радиусов сопряжений в подголовочной части. Следовательно, контакт при измерении вносит заведомо приблизительный характер и, как следствие этого, имеет погрешность, задаваемую при установке прибора на профиль рельса [2].
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является [1].
Техническая задача, решаемая изобретением, состоит в достижении возможности визуального контроля отклонений от нормы геометрических поверхностей элементов рельсовых профилей методом их сплошного контроля, обеспечивая исключение возможности выхода за пределы допуска поверхности профиля в какой-либо одной точке.
Технический результат достигается путем разработки контролирующего инструмента в виде шаблонов с заданными предельными геометрическими отклонениями, повторяющих контур контролируемых поверхностей элементов рельса, который разделен на конкретные зоны. Предлагаемый способ контроля геометрии рельсов контролирующим инструментом в виде шаблонов включает: контроль отклонений осуществляют методом сплошного контроля по всей контролируемой поверхности двумя типами шаблонов, повторяющих ее контур, где один шаблон изготовлен с учетом минимального, другой - максимального допусков, а оценкой отклонений от допустимых размеров служат наличие или отсутствие зазоров между конкретными контрольными зонами на шаблонах и контролируемыми поверхностями. Зоны на шаблонах выполняют функции индикаторов с контролируемой поверхностью рельса.
Отличие предложенного способа контроля состоит в том, что шаблоны для контроля геометрических поверхностей элемента рельса выполнены в виде контуров поверхностей с заданными предельными отклонениями. Каждый шаблон не имеет дополнительных составных частей для проведения контроля, что упрощает процесс проверки элементов профиля.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным источникам и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволил установить, что заявитель не обнаружил источник, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения. Определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволило установить совокупность существенных по отношению к устанавливаемому заявителем техническому результату отличительных признаков в заявленном способе, изложенных в формуле изобретения.
Следовательно, заявленное изобретение соответствует условию «новизна».
При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и поэтому они обеспечивают заявляемому техническому решению «изобретательский уровень».
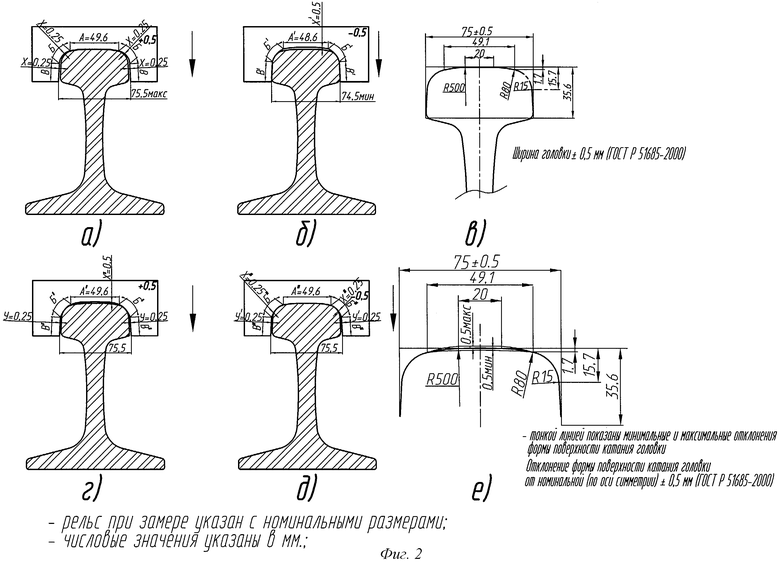
На фиг.1 представлены конструкции шаблонов и способ контроля геометрических отклонений поверхности такого элемента, как головка профиля рельса: допускаемые отклонения по боковым граням головки профиля рельса фиг.1а, 1б и допускаемые отклонения поверхности катания головки профиля фиг.1в, 1г. Зазоры при измерении головки профиля рельса между шаблоном и контролируемыми поверхностями рельса служат индикаторами предельных отклонений этих поверхностей. Данные шаблоны могут быть выполнены из листовой стали толщиной 4-5 мм.
Контроль шаблонами отклонений от заданных максимальных и минимальных значений по ширине боковых граней поверхности головки профиля производится следующим образом:
а) для контроля отклонений от заданных максимальных значений (фиг.1а)
- шаблон с максимальными предельными отклонениями боковых граней головки профиля прикладывается в направлении сверху к поверхности катания головки рельса в зоне А. Происходит соприкосновение по всей указанной поверхности шаблона с соответствующей поверхностью головки рельса. Зоны шаблона Б и В имеют зазор X, характеризующий предельно допустимые максимальные отклонения от номинала. В случае соприкосновения шаблона в зонах Б и В с соответствующими поверхностями профиля рельса, т.е. при исчезновении зазора Х в зоне этих поверхностей, боковые грани профиля рельса достигают величины предельных максимальных отклонений заданных конструкцией шаблона;
б) для контроля отклонений от заданных минимальных значений (фиг.1б)
- шаблон с минимальными предельными отклонениями боковых граней головки профиля прикладывается в направлении сверху к поверхности катания головки рельса в зоне А'. В зонах Б' и В' происходит соприкосновение поверхности шаблона с профилем рельса. Зона шаблона А' имеет зазор X', характеризующий величину допустимого значения минимального отклонения от номинального. В случае соприкосновения шаблона в зоне А' с профилем рельса, т.е. при исчезновении зазора X', боковые грани профиля рельса достигают величины предельных минимальных отклонений заданных конструкцией шаблона.
Контроль шаблонами максимальных и минимальных отклонений от геометрических размеров поверхности катания головки профиля рельса производится следующим образом:
а) для контроля отклонений от заданных максимальных значений (фиг.1в).
- шаблон с максимальным предельным отклонением поверхности катания головки профиля от номинала прикладывается сверху к поверхности катания головки профиля рельса в зоне Б", где происходит соприкосновение поверхности шаблона с профилем рельса в указанной зоне. Зазор X" в зоне шаблона А" характеризует величину максимально допустимого отклонения от номинала. Соприкосновение поверхности шаблона и поверхности катания головки профиля в зоне А" служит индикатором, свидетельствующим о достижении максимального допуска, предусмотренного для отклонения поверхности катания головки профиля от номинала. Появление зазора между шаблоном и профилем головки рельса в зоне Б" свидетельствует, что поверхность катания головки рельса превышает максимальный допуск. Зазор У в зоне В" между шаблоном и профилем головки рельса свидетельствует о том, что конструкция шаблона выполнена с учетом максимальных допустимых геометрических размеров по боковым поверхностям головки рельса с целью обеспечения контроля рельсов с максимальными предельными отклонениями боковым граням головки профиля рельса;
б) для контроля отклонений от заданных минимальных значений (фиг.1г)
- шаблон с минимальным предельным отклонением поверхности катания головки профиля рельса прикладывается в направлении сверху к поверхности катания головки рельса в зоне А"', по которой происходит соприкосновение поверхности шаблона с профилем головки рельса. Зона шаблона Б"' и соответствующая форма поверхности катания головки профиля рельса имеет зазор X"', характеризующий величину до предельно допустимого минимального отклонения. Соприкосновение шаблона с поверхностью рельса по всей длине зоны Б'" служит индикатором, свидетельствующим о достижении минимального допуска, предусмотренного для отклонения поверхности катания головки профиля от номинала. При появлении зазора между шаблоном и профилем головки рельса в зоне А'" поверхность катания головки рельса превышает минимальный допуск предельного геометрического отклонения формы поверхности катания головки рельса от номинала.
Способ контроля геометрических размеров рельсовых профилей реализован в рельсобалочном цехе ОАО «НКМК» при производстве и аттестации железнодорожных рельсов широкой колеи различных типов, а также крановых, остряковых, усовиковых, трамвайных и других типов рельсовой продукции.
Конкретный пример осуществления способа представлен при контроле геометрических поверхностей рельсов типа Р65 ГОСТ Р 51685-2000.
На фиг.2а и 2б представлены шаблоны для контроля отклонений от заданных значений боковых поверхностей головки профиля. Допустимые отклонения от номинала этих поверхностей показаны на фиг.2в.
На фиг.2г и 2д представлены шаблоны для контроля отклонений от заданных значений формы поверхности катания головки профиля. На фиг.2е показано максимальное и минимальное отклонение формы поверхности катания головки профиля от номинала.
Контроль соответствующих поверхностей рельса осуществляют по вышеописанным схемам.
Данный способ контроля рельсовой продукции является высокотехнологичным и высокопроизводительным. Принцип контроля данными шаблонами исключает возможность двусмысленно понимать данные, полученные в результате точечных замеров, что в значительной степени снижает влияние человеческого фактора на погрешность контроля.
Технико-экономические преимущества от данного способа контроля геометрии рельса - это его высокая производительность, позволяющая применять данный способ при массовом производстве и аттестации рельсовой продукции, снижение возможности ошибки контроля.
Источники информации
1. Дьяков П.С. Приспособление для определения износа рельсов. //Патент №5984, заявл. 03.02.1927 г., опубл. 31.07.1928 г.
2. Лукаш И.Е. Устройство для измерения износа рельса.// А.с. на изобретение №286244 СССР, заявл. 20.08.1968 г., опубл. 10.11.1970 г., бюл. 34.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ПОПЕРЕЧНОГО ПРОФИЛЯ ИЛИ РАССТОЯНИЯ МЕЖДУ РЕЛЬСАМИ ПУТИ | 2003 |
|
RU2255873C1 |
| Способ устройства бесстыкового рельсового пути и устройство для его осуществления | 2020 |
|
RU2748622C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р65 | 2009 |
|
RU2409431C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ ТИПА Р50 | 2009 |
|
RU2405638C1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2008 |
|
RU2394660C2 |
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО КОНТРОЛЯ ПРЯМОЛИНЕЙНОСТИ СВАРНЫХ СТЫКОВ РЕЛЬСОВ И СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2520884C1 |
| ПРОФИЛЬ РАБОЧЕЙ ПОВЕРХНОСТИ ЖЕЛЕЗНОДОРОЖНОГО КОЛЕСА | 2016 |
|
RU2698592C2 |
| СПОСОБ ОЦЕНКИ СОСТОЯНИЯ ЖЕЛЕЗНОДОРОЖНОГО ПУТИ | 2008 |
|
RU2394120C2 |
| Способ оценки состояния железнодорожного пути с использованием электронной вычислительной машины (эвм) и измерительных устройств,смонтированых в путеизмерительном вагоне | 1976 |
|
SU618476A1 |
| Способ автоматической компенсации температурных перемещений бесстыкового рельсового пути | 2018 |
|
RU2685491C1 |
Изобретение относится к метрологии и может быть использовано в машиностроении. Способ контроля геометрических размеров поверхностей элементов рельсового профиля осуществляется с учетом допускаемых отклонений при помощи инструмента, изготовленного в виде шаблонов, не имеющих составных частей. Контроль отклонений осуществляют методом сплошного контроля по всей контролируемой поверхности двумя типами шаблонов, повторяющих ее контур. При этом один шаблон изготовлен с учетом минимального, другой - максимального допусков, а оценкой отклонений от допустимых размеров служат наличие или отсутствие зазоров между конкретными контрольными зонами на шаблонах и контролируемыми поверхностями. Технический результат заключается в возможности визуального контроля отклонений от нормы геометрических поверхностей элементов рельсовых профилей методом их сплошного контроля. 2 ил.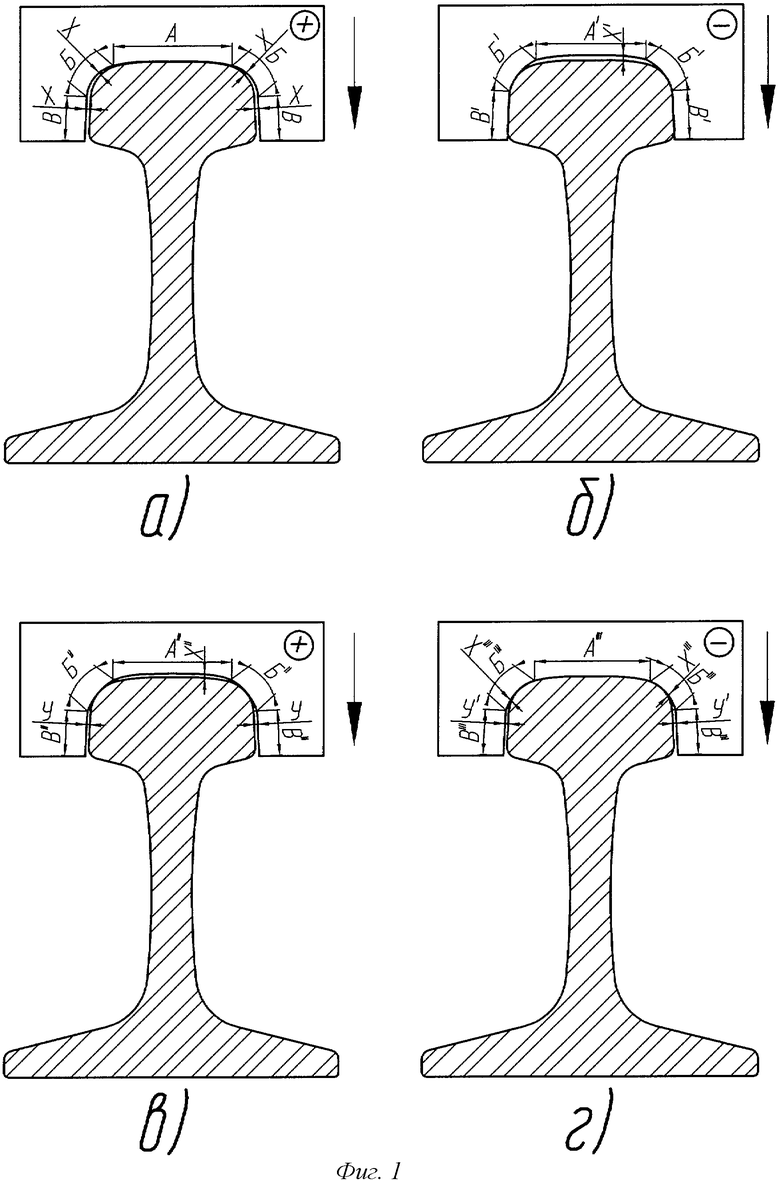
Способ контроля геометрических размеров поверхностей элементов рельсового профиля, выполненных с учетом допускаемых отклонений, при помощи инструмента, изготовленного в виде шаблонов, отличающийся тем, что инструмент не имеет составных частей, контроль отклонений осуществляют методом сплошного контроля по всей контролируемой поверхности двумя типами шаблонов, повторяющих ее контур, где один шаблон изготовлен с учетом минимального, другой - максимального допусков, а оценкой отклонений от допустимых размеров служат наличие или отсутствие зазоров между конкретными контрольными зонами на шаблонах и контролируемыми поверхностями.
| Приспособление для определения износа рельс | 1927 |
|
SU5984A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ИЗНОСА РЕЛЬСА | 0 |
|
SU286244A1 |
| Способ определения срока службы ниточных соединений деталей верха обуви | 1988 |
|
SU1612235A1 |
| US 3861049 А, 21.01.1975. | |||

