Изобретение относится к способу изготовления структурированных, проводящих электрический ток поверхностей на не проводящей электрический ток подложке.
Предложенный в соответствии с изобретением способ пригоден, к примеру, чтобы изготавливать токопроводящие полоски на печатных платах, антенн радиочастотной идентификации, антенн ретрансляторов или других антенных структур, модулей чип-карт, плоских кабелей, нагревателей для сидений, пленочных проводников, токопроводящих полосок в солнечных элементах или в LCD или плазменных экранах, или для изготовления гальванически покрытых изделий любой формы. Также способ пригоден для изготовления декоративных или функциональных поверхностей на изделиях, которые могут применяться для защиты от электромагнитного излучения, для теплопроводности или в качестве упаковки.
Для получения возможности реализации комплексных схем часто необходимо изготавливать несколько лежащих друг над другом токопроводящих полосок с лежащим между ними изолирующим слоем. Для этого с одной стороны существует возможность предусмотреть несколько печатных плат, на которых соответственно выполнены токопроводящие полоски и уложить их друг над другом в стопку, причем соответственно две печатные платы отделены друг от друга с помощью соответственно дополнительного голоэдрического изолирующего слоя. Чтобы иметь возможность соединения отдельных токопроводящих полосок друг с другом, в печатных платах предусматриваются изготовление металлизированных отверстий, через которые токопроводящие полоски соединяются друг с другом. В качестве альтернативы, к примеру, из Hans-Jochim Hanke, Baugruppentechnologie der Elektronik, Hybridtrager, Seiten 41-45, Verlag Technik Berlin, 1994 известно предусматривать на одной печатной плате несколько уровней для токопроводящих полосок, которые соответственно в местах пересечения отделены друг от друга изолирующим слоем. С помощью до сих пор известных способов такого рода, при которых изолирующий слой предусмотрен соответственно только в области, в которой находится лежащая ниже токопроводящая полоска, максимально возможно четыре проводящие полоски.
Изготовление подобного рода токопроводящих полосок осуществляется в общем с помощью того, что первоначально на подложку наносится структурированный слой с хорошей адгезией к подложке. На этом слое с хорошей адгезией к подложке фиксируется металлическая фольга или металлический порошок. В качестве альтернативы также известно нанесение по всей поверхности на подложку из синтетического материала металлической фольги или слоя металла, запрессовка с помощью структурированного нагретого штампа в подложку и фиксация с помощью последующего отверждения. Структурирование слоя металла осуществляется с помощью механического удаления областей металлической фольги или металлического порошка, не соединенных со слоем с хорошей адгезией к подложке или подложкой. Подобного рода способ, к примеру, описан к заявке на патент ФРГ DE-A 10145749. Недостатком этого способа является то, что после нанесения токопроводящего слоя необходимо снова удалять большое количество материала. К тому же с помощью этого способа невозможно наносить изолирующий слой.
К другим недостаткам способов, известных из уровня техники, относятся плохое сцепление, а также отсутствующие однородность и проницаемость слоя металла, осажденного с помощью обесточенной и/или гальванической металлизации. Это чаще всего ведет к тому, что проводящие электрический ток частицы запрессовываются в материал матрицы и поэтому только небольшая часть их свободно лежит на поверхности и таким образом в распоряжении для обесточенной и/или гальванической металлизации имеется только небольшая часть этих частиц. Эта проблема имеет место, прежде всего при применении очень маленьких частиц (частицы в диапазоне микрометров и нанометров). Из-за этого получение однородного проницаемого металлического покрытия весьма затруднительно или даже вообще не возможно, так как нет надежности процесса. Вследствие наличия окислительного слоя на проводящих электрический ток частицах этот эффект еще более усиливается.
Другим недостатком уже известных способов является медленная обесточенная и/или гальваническая металлизация. Благодаря запрессовки проводящих электрический ток частиц в материале матрицы число частиц открытых на поверхности, имеющихся в распоряжении для обесточенной и/или гальванической металлизации, мало. Кроме прочего, причиной этого является то, что при применении, к примеру, дисперсии давления более тяжелые частицы металла погружаются в материал матрицы и таким образом только небольшое количество металлических частиц остается на поверхности.
Другим недостатком уже известных способов, в особенности при изготовлении печатных плат, к примеру, многоуровневых печатных плат, является требующая затрат многослойная конструкция. В связи ограниченностью места (на определенной поверхности может быть реализовано только определенное количество токопроводящих полосок и монтажных соединений), а также с учетом дизайна печатных плат при изготовлении многоуровневых печатных плат должны соединяться между собой, например, ламинированием всегда несколько внутренних слоев, в частности 18 штук или более, и два внешних слоя. К тому же регулярно необходимо также еще укладывать соответственно изолирующий слой между двумя внутренними слоями или между внутренним и внешним слоем. С целью обеспечения контакта, к примеру, двух токопроводящих полосок на двух различных внутренних слоях они должны, как правило, также еще и соединяться друг с другом, что также требует затрат. Для этого в этих внутренних слоях, к примеру, при изготовлении так называемых скрытых или заглубленных переходных соединений должны, к примеру, выполняться отверстия и осуществляться их металлизация, что также требует затрат. Существуют также электрические соединения между внешними слоями и лежащим под ними внутренним слоем, это так называемые микроканалы, к примеру, маленькие глухие отверстия. Они, требуя затрат, сверлятся механическим путем или с применением лазерной техники, при их изготовлении используется фотохимический способ или процесс плазменного травления.
Другим недостатком способов, описанных в уровне техники, является большая общая толщина изготовленных таким образом печатных плат.
Задачей настоящего изобретения является разработка способа, с помощью которого на не проводящую электрический ток подложку на нескольких уровнях просто и, не требуя больших затрат, могут наноситься проводящие электрический ток поверхности, и который позволяет иметь высокую плотность токопроводящих полосок, а также позволяет изготовление плоских печатных плат.
Задача решается с помощью способа изготовления структурированных и/или голоэдрических, проводящих электрический ток поверхностей на не проводящей электрический ток подложке, который включает следующие этапы.
a) Нанесение структурированных и/или голоэдрических, проводящих электрический ток поверхностей первого уровня на не проводящую электрический ток подложку.
b) Нанесение изолирующего слоя на места, в которых структурированные и/или голоэдрические, проводящие электрический ток поверхности второго уровня пересекают структурированные и/или голоэдрические проводящие электрический ток поверхности первого уровня и не должно осуществляться какого-либо электрического контакта между структурированными и/или голоэдрическими, проводящими электрический ток поверхностями первого уровня и второго уровня.
c) Нанесение структурированных и/или голоэдрических, проводящих электрический ток поверхностей второго уровня в соответствии с этапом а).
d) При необходимости повторение этапов b) и с).
В качестве подложки, на которую наносится проводящая электрический ток, структурированная или голоэдрическая поверхность, годятся, к примеру, жесткие или гибкие подложки. Предпочтительно подложка не проводит электрический ток. Это означает, что удельное сопротивление составляет свыше 109 Ом×см. Подходящими подложками, к примеру, являются усиленные и не усиленные полимеры, как они обычно применяются для печатных плат. Подходящими полимерами являются эпоксидные смолы или модифицированные эпоксидные смолы, к примеру, бифункциональный или полифункциональный бисфенол А или смола бисфенола F, эпоксидные новолачные смолы, бромированные эпоксидные смолы, усиленные арамидным волокном или стекловолокном или бумажными волокнами эпоксидные смолы (к примеру, FR4), усиленные стекловолокном синтетические вещества, жидкокристаллические полимеры (LCP), полифениленсульфиды (PPS), полиоксиметилены (РОМ), полиарилэфиркетоны (РАЕК), полиэфирэфиркетоны (PEEK), полиамиды (РА), поликарбонаты (PC), полибутиленэфирфталаты (РВТ), полиэтиленэфирфталаты (PET), полимиды (РI), полимидные смолы, сложные эфиры цианата, бисмалеймид-триазин-смолы, смолы винилового сложного эфира, нейлон, полиэфир, полиэфирные смолы, полиамиды, полианилины, феноловые смолы, полипирролы, полиэтиленнафталат (PEN), полиметилметакрилат, полиэтилендиокситиофен, покрытая фенольной смолой арамидная бумага, политетрафторэтилен (PTFE), меламиновые смолы, силиконовые смолы, фтористые смолы, аллированный полифенилен-эфир (АРРЕ), полиэфироимиды (РЕI), полифениленоксиды (РРО), полипропилены (РР), полиэтилены (РЕ), полисульфоны (PSU), полиэфирсульфоны (PES), полиариламиды (РАА), поливинилхлориды (PVC), полистиролы (PS), акрилнитрилбутадиенстиролы (ABS), акрилнитрилстиролакрилаты (ASA), стиролакрилнитрилы (SAN), а также смеси (сочетания) двух или более названных выше полимеров, которые могут существовать в различных формах. Подложки для специалистов могут иметь известные дополнения как, например, средство защиты от огня.
Принципиально могут также применяться для материала матрицы все приведенные ниже полимеры. Годятся также другие равным образом обычные в производстве печатных плат подложки.
Далее являются пригодными композиционные материалы, вспененные полимеры, стиропор®, стиродур®, полиуретаны (PU), керамические поверхности, текстильные материалы, картон, бумага, бумага с полимерным покрытием, дерево, минеральные материалы, кремний, стекло, ткани растительного происхождения, а также ткани животного происхождения.
Подложка при этом может быть как жесткой, так и гибкой.
Структурированная или голоэдрическая, проводящая электрический ток поверхность первого слоя, к примеру, наносится, тем что сначала наносится основной слой с дисперсией, который содержит проводящие электрический ток частицы, и по меньшей мере, частично подвергается сушке и/или твердению, затем частицы, по меньшей мере, частично раскрываются и потом с помощью обесточенного и/или гальванического покрытия снабжаются слоем металла.
На первом этапе на подложку наносится структурированный или голоэдрический основной слой с дисперсией, который в материале матрицы содержит проводящие электрический ток частицы. Проводящие электрический ток частицы могут состоять из частиц с любой геометрией, из любого проводящего электрический ток материала, из смеси различных, проводящих электрический ток материалов или из смесей проводящих электрический ток и не проводящих электрический ток материалов. Пригодными проводящими электрический ток материалами, к примеру, являются углерод в виде сажи, графита или нанотрубочек из углерода, проводящие электрический ток металлические комплексы, проводящие электрический ток органические соединения и проводящие ток полимеры или металлы, преимущественно цинк, никель, олово, кобальт, марганец, железо, магний, свинец, хром, висмут, серебро, золото, алюминий, титан, палладий, платина, тантал, а также сплавы или смеси металлов, которые, по меньшей мере, содержат один из этих металлов. Подходящими сплавами являются, например, CuZn, CuSn, CuNi, SnPb, SnBi, NiPb, ZnFe, ZnNi, ZnCo и ZnMn, в частности предпочтительными являются алюминий, железо, медь, никель, цинк, олово, углерод, а также их смеси.
Преимущественно проводящие электрический ток частицы имеет средний диаметр частицы от 0,001 до 100 µм, предпочтительно от 0,005 до 50 µм и особенно предпочтительно от 0,01 до 10 µм. Средний диаметр частицы может определяться с помощью измерения лазерной дифракции на приборе «Микротрак Х100». Распределение диаметров частиц зависит от способа изготовления. Типично распределение диаметров имеет только максимум, однако возможно несколько максимумов.
Поверхность проводящей электрический ток частицы может быть снабжена, по меньшей мере, частично покрытием ("покрывающим слоем"). Подходящие покрывающие слои могут иметь неорганическую (к примеру, SiO2, фосфаты) или органическую природу. Разумеется, проводящие электрический ток частицы могут быть покрыты металлом или оксидом металла. Равным образом металл может быть в частично окисленной форме.
Если проводящую электрический ток частицу должны образовывать два или более различных металла, то это осуществляется с помощью смеси этих металлов. В частности, предпочтительно, если выбраны металлы из группы, состоящей из алюминия, железа, меди, никеля и олова.
Проводящие электрический ток частицы могут, однако, содержать первый металл и второй металл, причем второй металл представлен в форме сплава (с первым металлом или одним или несколькими другими металлами), или проводящие электрический ток частицы содержат два различных сплава.
Наряду с выбором проводящих электрический ток частиц форма проводящих электрический ток частиц оказывает влияние на свойства дисперсии после покрытия. В отношении формы возможны известные специалисту многочисленные варианты. Форма проводящих электрический ток частиц может быть, например, игольчатая, цилиндрическая, пластинчатая, трубчатая или шаровидная. Это идеализированные формы форм частиц, причем фактическая форма, например, обусловленная изготовлением, более или менее сильно отклоняется от них. Так, например, частицы, имеющие форму горшка, в рамках настоящего изобретения представляют собой реальное отклонение от идеализированной формы шара.
Проводящие электрический ток частицы с различными формами имеются в коммерческой продаже.
Если применяются смеси проводящих электрический ток частиц, то отдельные составляющие смеси могут иметь также различную форму частиц и/или величину частиц. Также могут применяться смеси только одного сорта проводящих электрический ток частиц с различными размерами частиц и/или формами частиц. В случае различных форм частиц и/или размеров частиц точно также предпочтительны металлы: алюминий, железо, медь, никель, цинк и олово, а также углерод.
Как уже излагалось выше, проводящие электрический ток частицы в форме их порошков могут прибавляться к дисперсии. Подобного рода порошки, к примеру металлические порошки, являются доступными коммерческими товарами или могут легко изготавливаться с помощью известных способов, примерно с помощью электролитического осаждения или химического восстановления из растворов металлических солей или восстановлением оксидного порошка, например водородом, распылением или разбрызгиванием металлического расплава, в частности, в охлаждающих средах, например газах или воде. Предпочтительным является распыление, а также восстановление оксидов металлов. Металлические порошки могут изготавливаться с предпочтительной величиной зерна, а также достигать ее с помощью помола более крупных металлических порошков. Для этого годится, к примеру, шаровая мельница.
В случае железа наряду с газовым и водяным распылением и восстановлением оксидов железа предпочтительным является процесс изготовления порошка карбонильного железа. Это осуществляется путем термического разложения пентакарбонила железа. Это, например, описывается в Ullman's Encyclopedia of Industrial Chemistry, 5th Edition, Vol.A14, Seite 599. Разложение пентакарбонила железа может, например, осуществляться при повышенных температурах и повышенном давлении в обогреваемом аппарате для разложения, который включает трубу из жаростойкого материала, как кварцевое стекло или У2А-сталь, преимущественно в вертикальном положении, которая окружена нагревательным устройством, состоящим, например, из нагревательной бани, нагревающих проволок или оболочки, через которую пропускается нагревающая среда.
Имеющие форму пластинок проводящие электрический ток частицы с помощью оптимизированных условий могут контролироваться в процессе изготовления или дополнительно получаться с помощью механической обработки, например с помощью обработки в шаровой мельнице с мешалкой.
В отношении общего веса высушенного покрытия доля проводящих электрический ток частиц составляет в диапазоне от 20 до 98% по весу. Предпочтительный диапазон доли проводящих электрический ток частиц в отношении общего веса высушенного покрытия составляет от 30 до 95% по весу.
В качества материала матрицы годятся, к примеру, связующие вещества с очищенной пигментной вяжущей группой, естественные или синтетические полимеры и их дериваты, природные смолы, а также синтетические смолы и их дериваты, природный каучук, протеины, производные целлюлозы, высыхающие и не высыхающие масла и нечто подобное. Они могут, однако не должны, твердеть под воздействие химического или физического способа, например, под воздействием воздуха, облучения или температуры.
В случае материала матрицы речь преимущественно идет о полимере или смеси полимеров.
В качестве материала матрицы предпочтительными полимерами являются ABS (акрилонитрил-бутадиен-стирол); ASA (акрилонитрил-стирол-акрилат); акрилированные акрилаты; алкидные смолы; алкилвинилацетаты; алкиленвинилацетат-сополимеры, в частности, метиленвинилацетат, этиленвинилацетат; бутиленвинилацетат; алкиленвинилхлорид-сополимеры; аминосмолы; альдегидные и кетоновые смолы; целлюлоза и производные целлюлозы, в частности, гидроксиалкилированная целлюлоза, сложные эфиры целлюлозы, как ацетаты, пропионаты, бутираты, карбоксиалкилированная целлюлоза, нитрат целлюлозы, эпоксиакрилаты; эпоксидные смолы; модифицированные эпоксидные смолы, к примеру, бифункциональный или полифункциональный бисфенол-А или смола бисфенола F, эпокси-новолачная смола, бромированная эпоксидная смола, циклоалифатические эпоксидные смолы, алифатические эпоксидные смолы, глицидный простой эфир, виниловый простой эфир, сополимеры этиленакриловой кислоты, углеводородные смолы; MABS (прозрачный ABS с единицами акрилата); меламиновые смолы, ангидридные сополимеры малеиновой кислоты; метакрилаты; натуральный каучук; синтетический каучук; хлоркаучук; природные смолы; смолы коллофония; шеллак; фенольные смолы; полиэфир; полиэфирные смолы такие как: смолы сложных фениловых эфиров; полисульфоны, сульфоны простых полиэфиров; полиамиды; полимиды; полианилины: полипироллы; полииутилентерефталат (РВТ); поликарбонат (к примеру, Макролон® Байер АГ); полиэфиракрилаты, акрилаты простого полиэфира; полиэтилены; полиэтилентиофены; полиэтиленнафталаты; полиэтилентеренфталаты (PET); полиэтилентеренфталат-гликоль (PETG); полипропилены; полиметилметакрилат (РММА); полифенилоксид (РРО); полистиролы (PS), политетрафторэтилен (PTFE); политетрагидрофуран; полиэфир (к примеру полиэтиленгликоль, полипропиленгликоль), соединения поливинила, в частности, поливинилхлорид (PVC), PVC-сополимеры, PVdC, поливинлацетат и его сополимеры, при необходимости частично гидролизованный поливиниловый спирт, поливинилацеталы, поливинилацетаты, поливинилпирролидон, поливиниловый эфир, поливинилакрилаты и -метакрилаты в растворе и в виде дисперсии, а также их сополимеры, эфир полиакриловой кислоты и сополимеры полистирола: полистирол (ударопрочная и не ударопрочная модификация); полиуретаны, несшитые или сшитые с изоцианатами; полиуретанакрилаты; стирол-акрил-сополимеры; стирол-бутадиен-блоксополимеры (к примеру Стирофлекс® или Стиролюкс® БАСФ АГ, К-Резин™ СРС); протеины, как, к примеру казеин; SIS; триазиновая смола, бисмалеймид-триазин-смола (ВТ), смола цианатного эфира (СЕ), аллированный полифениленэфир (АРРЕ). Далее материал матрицы могут образовывать смеси двух или нескольких полимеров.
Особенно предпочтительны в качестве материала матрицы акрилаты, акрилатные смолы, производные целлюлозы, смолы метакрилатов, меламин и смолы карбаматов, полиалкилены, полимиды, эпоксидные смолы, модифицированные эпоксидные смолы, к примеру, бифункциональный и полифункциональный бисфенол-А или смолы бисфенола F, эпокси-новолачные смолы, бромированные эпоксидные смолы, циклоалифатические эпоксидные смолы, алифатические эпоксидные смолы, глицидовый эфир, виниловый эфир и смолы фенола, полиуретаны, сложные эфиры, поливинилацеталы, поливинилацетаты, полистиролы, сополимеры полистирола, полистиролакрилаты, стирол-бутадиен-блоксополимеры, алкиленвинилацетаты и сополимеры винидхлорида, полиамиды и их сополимеры.
При изготовлении проводящих ток пластин в качестве материала матрицы для дисперсии применяются предпочтительно отверждающиеся термически или облучением смолы, к примеру, модифицированные эпоксидные смолы, как бифункциональный или полторафункциональный бисфенол-А или смолы бисфенола F, эпокси-новолачные смолы, бромированные эпоксидные смолы, циклоалифатические эпоксидные смолы, алифатические эпоксидные смолы, глицидовый эфир, цианатный эфир, виниловый эфир, фенольные смолы, полимиды, меламиновые смолы и аминовые смолы, полиуретаны, полиэфир и производные целлюлозы.
По отношению к общему весу высушенного покрытия доля органических вяжущих компонентов составляет от 0,01 до 60% по весу. Преимущественно доля составляет от 0,1 до 45% по весу, еще более предпочтительно от 0,5 до 35% по весу.
Для получения возможности нанесения проводящих электрический ток частиц и дисперсию, содержащую материал матрицы, на подложку, к дисперсии может быть добавлен растворитель или смесь растворителей, чтобы для соответствующего способа нанесения подобрать соответствующую вязкость дисперсии. Подходящими растворителями, к примеру, являются алифатические и ароматические углеводороды (к примеру, n-октан, циклогексан, толул, ксилол), спирты (к примеру, метанол, этанол, 1-пропанол, 2-пропанол, 1-бутанол, 2-бутанол, амиловый спирт), многовалентные спирты, как глицерин, этиленгликоль, пропиленгликоль, неопентилгликоль, алкиловый эфир (к примеру, метилацетат, этилацетат, пропилацетат, бутилацетат, изобутилацетат, изопропилацетат, 3-метилбутанол), алкоксильные спирты (к примеру, метоксипропанол, метоксибутанол, этоксипропанол, алкилбензолы (к примеру, этилбензол, изопропилбензол), бутилдигликоль, алкилгликоацетаты (к примеру, бутилгликоацетат, бутилдигликоацетат, диацетоновый спирт, дикликолдиалкиловый эфир, дикликолмоноалкиловый эфир, дипропиленгликольдиалкиловый эфир, ацетат дигликольалкилового эфира, ацетат дикликольалкилового эфира, ацетат дипропиленгликольалкилового эфира, диоксан, дипропиленгликоль и -эфир, диэтилен гликоль и -эфир, DBE (двухосновный сложный эфир), простой эфир (к примеру, диэтиленовый эфир, тетрагидрофуран), этиленхлорид, этиленгликоль, этиленгликольацетат, этиленгликольдиметиловый сложный эфир, кресол, лактоны (к примеру, бутиролактон), кетоны (к примеру, ацетон, 2-бутанон, циклогексанон, метилэтилкетон (МЕК), метилизобутилкетон (MIBK)), метилдигликоль, метиленхлорид, метиленгликоль, метилгликольацетат, метилфенол (орто-, мета-, пара-кресол), пирролидоны (к примеру, N-метил-2-пирролидон), пропиленгликоль, пропиленкарбонат, тетрахлоруглерод, толуол, триметилопропан (ТМР), ароматические углеводороды и смеси, алифатические углеводороды и смеси, спиртовые монотерпены (как, например, терпинеол), вода, а также смеси из двух или нескольких этих растворителей.
Предпочтительными растворителями являются спирты (к примеру, этанол, 1-пропанол, 2-пропанол, бутанол), алкоксильные спирты (к примеру, метоксипропанол, этоксипропанол, бутилгликоль, бутилдигликоль, бутиролактон, дигликольдиалкиловый простой эфир, дигликольмоноалкиловый простой эфир, дипропиленгликольдиалкиловый простой эфир, дипропиленгликольмоноалкиловый простой эфир, сложный эфир (к примеру, этилацетат, бутилацетат, бутилгликольацетат, бутилдигликольацетат, дигликольалкилэфироацетат, дипропиленгликольалкилэфирацетат, (DBE), простой эфир (к примеру, тетрагидрофуран) многовалентные спирты как глицерин, этиленгликоль, пропиленгликоль, неопентилгликоль, кетоны (к примеру ацетон, метилэтилкетон, метилизобутилкетон, циклогексанон) углеводороды (к примеру, циклогексан, этилбензол, толуол, ксилол), N-метил-2-пирролидон, вода и смеси из них.
Если дисперсия на подложку наносится ink-jet способом, в качестве растворителей особенно предпочтительны алкоксильные спирты (к примеру, этоксипропанол, бутилгликоль, бутилд и гликоль) и многовалентные спирты как глицерин, сложный эфир (к примеру, бутилдигликольацетат, бутилгликольацетат, дипропиленгликольметилэфироацетаты), вода, циклогексан, бутиролактон, М-метил-пирролидон, DBE, а также смеси из них. При жидких матричных материалах (к примеру, жидкие эпоксидные смолы, акрилатовый сложный эфир) соответствующая вязкость в качестве альтернативы может регулироваться при нанесении также с помощью температуры, или посредством комбинации растворителей и температуры.
Дисперсия далее может содержать компоненты средства диспергирования. Оно состоит из одного или нескольких средств диспегрования.
В принципе пригодны все известные специалисту для применения в дисперсии и описанные в уровне техники средства диспергирования. Предпочтительные средства диспергирования представлены поверхностно-активными веществами или смесями поверхностно-активных веществ, например, анионными, катионными, амфотерными или неионогенными поверхностно-активными веществами.
Катионные и анионные поверхностно-активные вещества описаны, например, в "Encyclopedia of Polymer Science and Technology", Wiley & Sons (1966), Band 5, Seiten 816-818, и в "Emulsion Polymerisation and Emulsion Polymers". Herausgeber P.Lovell und M.EI-Asser, Verlag Wiley & Sons (1997), Seiten 224-226.
Примерами для анионных поверхностно-активных веществ являются соли щелочных металлов органических карбоновых кислот с длинами цепочек от 8 до 30 С-атомов, предпочтительным образом от 12 до 18 С-атомов. Они в общем обозначаются как мыло. Как правило, они применяются в виде солей натрия, калия или аммония. К тому же алкилсульфаты и алкилсульфонаты или алкиларилсульфонаты с от 8 до 30 С-атомов, предпочтительно от 12 до 18 С-атомов, могут применяться в качестве анионных поверхностно-активных веществ. Особо подходящими соединениями являются алкалидодецилсульфаты, например, додецилсульфат натрия или додецилсульфат калия и соли щелочных металлов C12-C16-сульфонопарафиновых кислот. Далее пригодны додецилбензолсульфонат нартия и диоктилсульфонсукцинат натрия.
Примерами подходящих для катионных поверхностно-активных веществ являются соли аминов или диаминов, четвертичные соли аммония, как, к примеру, гексадецилтрметиламмонийбромид, а также соли имеющих длинную цепочку, замещенных, циклических аминов, как пиридин, морфолин, пипередин. В частности, применяются четвертичные соли аммония, как, к примеру, гексадецилтриметиламмонийбромид, из триалкиламинов. Остатки алкила имеют в этом преимущественно от 1 до 20 С-атомов.
Согласно изобретению, в частности, неионогенные поверхностно-активные вещества могут применяться в качестве компонентов средств диспергирования. Неионогенные поверхностно-активные вещества описываются в CD Rompp Chemie Lexikon - Version 1.0 Stuttgart/New York: Georg Thieme Verlag 1995, Stichwort "Nichtionische Tenside".
Подходящими неионогенными поверхностно-активными веществами являются вещества, содержащие в основе полиэтиленоксиды или полипропиленоксиды, как плуроник® или тетроник® БАСФ АГ.
Подходящие в качестве неионогенных поверхностно-активных веществ полиалкиленгликоли имеют в общем усредненный молекулярный вес Mn в диапазоне от 1000 до 15000 г/мол, предпочтительно от 2000 до 13000 г/мол, особо предпочтительно от 4000 до 11000 г/мол. Предпочтительными неионогенными поверхностно-активными веществами являются полиэтиленгликоли.
Полиалкиленгликоли сами по себе известны и могут в соответствии с известными способами изготавливаться с помощью анионной полимеризации с алкалигидроксидами, как гидроксид натрия или калия, или алкалиновые алкоголяты, как метилат натрия, метилат натрия - или калия или изпропилата калия, в качестве катализаторов и при добавке, по меньшей мере, одной стартовой молекулы, которая содержит, связывая, от 2 до 8, преимущественно от 2 до 6, реактивных атомов водорода, или с помощью катионной полимеризации с кислотами Льюса, как антимонпентахлорид, борофторидэфират или отбеливающая глина, в качестве катализаторов из одного или нескольких алкиленоксидов с 2 до 4 атомов углерода в алкиловом остатке.
Подходящими алкиленоксидами являются, например, тетрагидрофуран, 1,2 или 2,3- бутиленоксид, стиролоксид и преимущественно этиленоксид и/или 1,2-пропиленоксид. Алкиленоксиды могут применяться по отдельности, чередуясь друг с другом, или в виде смесей. В качестве стартовых молекул могут быть, например, рассмотрены: вода, дикарбоновые кислоты, такие как кислоты Бернштейна, адипиновые кислоты, фталиевые кислоты или терефталиевые кислоты, алифатические или ароматические, при необходмости N-моно-, N,N- или N,N1-диалкилзамещенные диамины с 1 до 4 атомов углерода в алкиловом остатке, как при необходимости моно- и диалкилзамещенный этилендиамин, диэтилентриамин, триэтилентерамин, 1,3-пропилендиамин, 1,3-или 1,4-бутилендиамин, 1,2-, 1,3-, 1,4-, 1,5- или 1,6-гексаметилендиамин.
В качестве стартовых молекул далее рассматриваются: аканоламины, к примеру, этаноламин, N-метил- и N-этилэтаноламин, диалканоламин, к примеру, диэтаноламин, N-метил- и N-этилдиэтаноламин, и триалканоламин, к примеру, триэтаноламин, и аммиак. Преимущественно применяются многовалентные, в частности, двух-трехвалентные или многовалентные спирты, как этандиол, пропандиол 1,2 и 1,3, диэтиленгликоль, дипропиленгликоль, бутатдиол-14, гександиол - 1,6, глицерин, триметилопропан, пентаэритрит, и сахароза, сорбит и сорбитол.
Для компонентов средств диспергирования также годятся этерифицированные полиалкиленгликоли, например, моно-, ди-, три- или полиэфир названных полиалкиленгликолей, которые могут быть получены известным способом с помощью реакции концевых OH-групп названных полиалкиленгликолей с органическими кислотами, предпочтительно адипиновыми кислотами или терефталиевыми кислотами.
Неионогенные поверхностно-активные вещества представляют собой вещества, изготовленные алкоксилированием соединений с активными атомами водорода, например, продуктами присоединения алкиленового оксида к спиртам жирного ряда, кетоновым спиртам или алкилфенолам. Таким образом, могут, например, для алкоксилирования применяться этиленоксид или 1,2-пропиленоксид.
Другими возможными неионогенными поверхностно-активными веществами являются алкоксилированные или не алкоксилированные сложные сахарные эфиры или простые сахарные эфиры.
Простые сахарные эфиры представляют собой алкилгликозиды, полученные с помощью реакции обмена сахаров с жирными кислотами. Необходимые для изготовления названные вещества сахар, спирты жирного ряда и жирные кислоты известны специалисту.
Подходящие сахара описываются, например, в Beyer/Walter, Lehrbuch der organischen Chemie, S.Hirzel Verlag Stuttgart, 19. Auflage, 1981, S. 392-425. Возможные сахара представляют собой D-сорбит и сорбитаны, полученные из D-сорбита с помощью дегидратации.
Подходящими жирными кислотами являются насыщенные или однократно или многократно ненасыщенные неразветвленные или разветвленные карбоновые кислоты с от 6 до 26, предпочтительно от 8 до 22, особо предпочтительно от 10 до 20 С-атомами, как они, например, называются в CD Rompp Chemie Lexikon, Version 1.0, Stuttgart/New York: Georg Thime Verlag 1995, ключевое слово "жирные кислоты ". Возможны жирные кислоты, как лауриновые кислоты, пальмитиновые кислоты, стеариновые кислоты или масляные кислоты.
Подходящие спирты жирного ряда имеют одинаковый углеродный каркас как соединения, описанные в качестве подходящих жирных кислот.
Простые сахарные эфиры, сложные сахарные эфиры и способы их получения известны специалисту. Предпочтительные простые сахарные эфиры получаются известным способом с помощью реакции обмена названных сахаров с названными спиртами жирного ряда. Предпочтительные сложные сахарные эфиры получаются известными способами с помощью реакции обмена названных сахаров с названными жирными кислотами. Подходящие сложные сахарные эфиры являются моно-, ди-, триэфирами сорбитанов с жирными кислотами, в частности, сорбитанмонолаурат, сорбитандилаурат, сорбитантрилаурат, сорбитанмоноолеат, сорбитандиолеат, сорбитантриолеат, сорбитанмонопальмитат, сорбитандипальмитат, сорбитанмоностеарат, сорбитандистеарат, сорбитантристеарат и сорбитанполутораолеат, смесь сорбитанмоноэфиров и сорбитандиэфиров масляной кислоты.
Таким образом, в качестве диспергирующих средств возможны алкоксилированные простые и сложные эфиры сахара, которые получаются путем алкоксилирования названных простых и сложных эфиров сахара. Предпочтительными средствами алкокслирования являются этиленоксид и 1,2-пропиленоксид. Степень алкоксилирования лежит, как правило, между 1 и 20, предпочтительно 2 и 10, особо предпочтительно 2 и 6. Примерами этого являются полисорбаты, которые получаются при этоксилировании описанных выше сорбитанэфиров, например, описанных в CD Rompp Chemie Lexikon-Version 1.0, Stuttgart/New York: Georg Thieme Verlag 1995, ключевое слово «полисорбаты». Подходящими полисорбатами являются полиэтоксисорбитанлаурат, - стеарат, - пальмитат, - тристеарат, - олеае, - триолеат, в частности, полиэтоксисорбитанстеарат, который, к примеру, имеется в продаже как Tween® 60 der ICI America Inc. (например, описан в CD Rompp Chemie Lexikon - Version 1.0, Stuttgart/New York: Georg Tieme Verlag 1995, ключевое слово "Tween®").
Применение полимеров в качестве диспергирующих средств равным образом возможно.
Диспергирующее средство может применяться в отношении к общему весу дисперсии в диапазоне от 0,01 до 50% по весу. Преимущественно доля составляет от 0,1 до 25% по весу, особо предпочтительно от 0,2 до 10% по весу.
Далее предложенная в соответствии с изобретением дисперсия может содержать компонент наполнителя. Он может состоять из одного или нескольких наполнителей. Так компонент наполнителя может содержать металлизируемую массу в форме волокон, слоев или частиц наполнителей или их смеси. При этом речь идет о преимущественно имеющихся в продаже продуктах, как, например, углерод и минеральные наполнители.
Далее наполнители или усиливающие вещества будут применяться в виде порошка стекла, минеральных волокон, нитевидных кристаллов, оксида алюминия, оксида металлов, как оксид алюминия или оксид железа, слюды, кварцевой муки, карбоната кальция, сульфата бария, оксида титана или волластонита.
Далее могут применяться другие добавки как тиксотропные средства, к примеру, кремневая кислота, силикаты, как, например, аэросилы или бентониты, или органические тиксотропные средства и сгуститель, как, например, полиакриловая кислота, полиуретаны, гидрированное рициновое масло, красящие вещества, жирные кислоты, амиды жирных кислот, пластификаторы, смачивающие средства, противопенные средства, смазочный материал, сиккативы, средство, образующее поперечные связи, фотоинициаторы, комплексообразующее вещество, воск, пигменты, проводящие электрический ток полимерные частицы.
Доля составляющей наполнителя в отношении к общему весу сухого покрытия составляет преимущественно от 0,01 до 50% по весу. Далее предпочтительно от 0,1 до 30% по весу, особо предпочтительно от 0,3 до 20% по весу.
Далее в предложенной в соответствии с изобретением дисперсии могут иметься вспомогательные средства для обработки и стабилизаторы как ультрафиолетовые стабилизаторы, смазочные средства, ингибиторы коррозии и средства защиты от огня. Обычно их доля составляет в отношении к общему весу дисперсии от 0,01 до 5% по весу. Преимущественно составляет доля от 0,05 до 3% по весу.
После нанесения на подложку структурированного или голоэдрического основного слоя с дисперсией, который содержит проводящие электрический ток частицы в материале матрицы, и сушки или отверждения материала матрицы частицы большей частью находятся внутри матрицы, так что еще не создана какая-либо сплошная проводящая электрический ток поверхность. Для создания сплошной проводящей электрический ток поверхности необходимо покрыть структурированный или голоэдрический основной слой, нанесенный на подложку, проводящим электрический ток материалом. Это покрытие осуществляется с помощью обесточенной и/или гальванической металлизации.
Чтобы иметь возможность обесточенно и/или гальванически осуществить покрытие структурированного или голоэдрического основного слоя, требуется сначала, по меньшей мере, частично высушить или подвергнуть твердению нанесенный с дисперсией структурированный или голоэдрический основной слой. Сушка или твердение структурированной или голоэдрической поверхности осуществляется обычными методами. Например, материал матрицы отверждается химическим путем, к примеру, путем полимеризации, ступенчатой полимеризации или поликондесации материала матрицы, например, с помощью ультрафиолетового облучения, облучения электронами, облучения микроволнами, инфракрасного излучения или воздействием температуры, или чисто физическим путем с помощью испарения растворителей. Также возможна комбинация сушки с использованием физических и химических способов. После, по меньшей мере, частичного высыхания или твердения согласно изобретению содержащиеся в дисперсии проводящие электрический ток частицы, по меньшей мере, частично раскрываются, чтобы получить уже проводящие электрический ток зачаточные места, на которые при последующей обесточенной и/или гальванической металлизации могли осаждаться ионы металлов при образовании металлического слоя. Если частицы состоят из материалов, которые слегка окислены, при необходимости дополнительно требуется прежде удалить, по меньшей мере, частично оксидный слой. В зависимости от осуществления способа, к примеру, при применении кислых растворов электролита, удаление оксидного слоя имеет место уже одновременно с применяющейся металлизацией, так что не требуется дополнительного этапа процесса.
Преимущество того, что частица перед обесточенной и/или гальванической металлизацией должна раскрыться, заключается в том, благодаря раскрытию частиц в покрытии должна содержаться на примерно от 5 до 10% меньшая доля проводящих электрический ток частиц, чтобы получить сплошную проводящую электрический ток поверхность, что не было бы в случае, когда частицы не подвергаются раскрытию. Другими преимуществами являются однородность и проницаемость полученного покрытия и высокая надежность процесса.
Раскрытие проводящих электрический ток частиц может осуществляться как механически, к примеру, очисткой щеткой, шлифованием, фрезерованием, обработкой струями песка или обработкой струями надкритической окисью углерода, физически, к примеру, нагреванием, лазером, ультрафиолетовым светом, коронным или плазменным разрядом, или химически. В случае химического раскрытия предпочтительно применяются химические реактивы или смеси химических реактивов, подходящие материалу матрицы. В случае химического раскрытия материал матрицы может либо растворяться, по меньшей мере, частично, на поверхности с помощью растворителя и смываться, либо с помощью подходящих реакций может, по меньшей мере, частично разрушаться химическая структура материала матрицы, благодаря чему раскрываются проводящие электрический ток частицы. Реакции, которые позволяют разбухать материалу матрицы, также годятся для раскрытия проводящих электрический ток частиц. Через полости, образующиеся вследствие разбухания, могут внедряться подлежащие осаждению ионы металла из раствора электролита, благодаря чему может металлизироваться большее количество проводящих электрический ток частиц. Адгезия, однородность и проницаемость осажденного в итоге обесточенным и/или гальваническим способом слоя металла существенно лучше, чем при способах, описанных в уровне техники. Благодаря большему количеству раскрытых проводящих электрический ток частиц может быть также достигнута значительно более высокая скорость процесса металлизации, что позволяет получить преимущества в части экономии.
Если материал матрицы представлен, к примеру, эпоксидной смолой, эпоксидной новолачной смолой, сложным эфиром полиакриловой кислоты, ABS, стирол-бутадиен-сополимером или полиэфиром, раскрытие проводящих электрический ток частиц осуществляется преимущественно с помощью окислительного средства. С помощью окислительного средства разрушаются связи материала матрицы, в результате чего может удаляться вяжущее средство и частицы раскрываются. Подходящими окислительными средствами являются, к примеру, манганаты, как например, перманганат калия, манганат калия, перманганат натрия, манганат натрия, перекись водорода, кислород, кислород в присутствии катализаторов, как, к примеру, соли марганца, молибдена, висмута, вольфрама и кобальта, озон, пероксид ванадия, диоксид селена, раствор полисульфида аммония, сера в присутствии аммиака или аминов, двуокись марганца, феррат калия, дихромат/серная кислота, хромовая кислота в серной кислоте или уксусной кислоте или асетангидриде, азотная кислота, иодистоводородная кислота, бромистоводородная кислота, пиридиниумдихлорат, пиридиновый комплекс хромовой кислоты, аргидрит хромовой кислоты, хром (VI) оксид, периодическая кислота, тетраацетат свинца, хинон, метилхинон, аетрахинон, бром, хлор, железо(III)-соляные растворы, перкарбонат натрия, соли оксогалогеновых кислот, как, к примеру, хлораты или броматы или иодаты, соли оксогалогенперовых кислот как, к примеру, периодат натрия или перхлорат натрия, перборат натрия, дихроматы, как, к примеру, дихромат натрия, соли надсерной кислоты, как пероксодисульфат калия, пероксомоносульфат калия, пиридиниумхлорохромат, соли гипогалогенных кислот, к примеру, гипохлорид натрия, диметилсульфоксид в присутствии электрофильных реакций, трет-бутилгидропероксид, 3-хлорпенбензойная кислота, 2,2-диметилпропанал, дес-мартин-периодиан, оксалилхлорид, аддукт мочевино-водородопероксида, мочевинопероксид, 2-иодоксибензойная кислота, пероксомоносульфат калия, m-хлорпербензойная кислота, N-метилморфолин-N-оксид, 2-метилпроп-2-ил-гидропероксид, надуксусная кислота, пивальдегид, тетраоксид осьмия, оксоний, рутений (III)- и (IV)-соли, кислород в присутствии 2,2,6,6-тетраметилпиперидинил - N-оксид, триацетоксипериодинан, трифторнадуксусная кислота, триметилацеталдегид, нитрат аммония. В качестве опции для улучшения процесса раскрытия во время процесса может повышаться температура.
Предпочтительны манганаты, как, к примеру, перманганат калия, манганат калия, перманганат натрия, манганат натрия, перекись водорода, N-метил-морфолин-N-оксид, перкарбонаты, к примеру, перкарбонат натрия или калия, пербораты, к примеру, преборат натрия или калия; персульфаты, к примеру, персульфат натрия или калия; пероксид аммония, натрия или калия и моносульфаты аммония, гирохлорид натрия, мочевино-водородопероксидаддукт, соли оксогалогеновой кислоты, как, к примеру, хлораты или броматы или иодаты, соли галогеновых кислот, как, к примеру, периодат натрия или перхлорат натрия, тетрабутиламмоний, пероксидисульфат, хиноны, железо(III)-солевые растворы, пентоксид ванадия, пиридиниумдихромат, соляная кислота, бром, хлор, дихроматы.
Особо предпочтительны перманганат калия, манганат калия, пермаганат натрия, манганат натрия, перекись водорода и ее аддукты, пербораты, перкарбонаты, персульфаты, пероксидисульфаты, гипохлорид натрия и перхлораты.
Для раскрытия проводящих электрический ток частиц в материале матрицы, который, к примеру, содержит структуры сложных эфиров, как полиэфирные смолы, акрилаты сложных полиэфиров, акрилаты простых полиэфиров, уретаны сложных полиэфиров, предпочтительно применять, к примеру, кислые или щелочные химические реактивы и/или смеси химических реактивов. Предпочтительны кислые химические реактивы и/или смеси химических реактивов, к примеру, концентрированные или разбавленные кислоты, как соляная кислота, серная кислота, фосфорная кислота или азотная кислота. Также в зависимости от материала матрицы могут годиться органические кислоты, как муравьиная кислота или уксусная кислота. Пригодными щелочными химическими реактивами и/или смесями химических реактивов являются, к примеру, основания, как раствор едкого натра, раствор едкого калия, гидроксид аммония или карбонаты, к примеру, карбонат натрия или карбонат калия. В качестве опции для улучшения процесса раскрытия во время процесса может повышаться температура.
Для раскрытия проводящих электрический ток частиц в материале матрицы могут также применяться растворители. Растворитель должен быть согласован с материалом матрицы, так как материал матрицы должен растворяться в растворителе или разбухать под воздействием растворителя. Если применяется растворитель, в котором растворяется материал матрицы, основной слой вступает в контакт с растворителем только на короткое время, чтобы слегка растворился и отделился верхний слой материала матрицы. В принципе могут применяться все перечисленные выше растворители. Предпочтительными растворителями являются ксилол, толуол, галогенированные углеводороды, ацетон, метилэтилкетон (МЕК), метилизобутилкетон (MIBK), диэтиленгликольмонобутилэфир. В качестве опции для улучшения условий растворения во время процесса растворения может повышаться температура.
Далее также существует возможность раскрытия проводящих электрический ток частицы с помощью механического способа. Подходящими механическими способами являются, к примеру, очистка щетками, шлифование, полировка шлифовальными средствами или струями под давлением, водяными струями, струями песка или пескоструйная обработка с накритическим диоксидом углерода. С помощью такого механического способа удаляется соответственно самый верхний слой отвердевшего, надпечатанного структурированного основного слоя. Таким образом, раскрываются содержащиеся в материале матрицы, проводящие электрический ток частицы.
В качестве шлифовальных средств могут применяться все известные специалисту шлифовальные средства. Подходящим шлифовальным средством, к примеру, является мука пемзы. Чтобы с помощью струй под давлением, в частности, водяных струй удалить самый верхний слой отвердевшей дисперсии, водяная струя содержит преимущественно мелкие частицы твердого вещества, к примеру, муку пемзы (Al2O3) со средним гранулометрическим распределением от 40 до 120 µм, преимущественно от 60 до 80 µм, или кварцевую муку (SiO2) с величиной зерна >3 µм.
Если проводящие электрический ток частицы содержат материал, который может легко окисляться, в предпочтительном варианте способа перед образованием металлического слоя на структурированном или голоэдрическом основном слое, по меньшей мере, частично, удаляется оксидный слой. Удаление оксидного слоя при этом, к примеру, может происходить химическим и/или механическим способом. Подходящими веществами, которыми может обрабатываться основной слой, чтобы химическим способом удалить оксидный слой с проводящих электрический ток частиц, являются, к примеру, кислоты, как концентрированная или разбавленная серная кислота или концентрированная или разбавленная соляная кислота, лимонная кислота, фосфорная кислота, сульфаминовая кислота, муравьиная кислота, уксусная кислота.
Подходящие механические способы для удаления оксидного слоя с проводящих электрический ток частиц в целом подобны механическим способам для раскрытия частиц.
Чтобы дисперсия, которая наносится на подложку, прочно держалась на подложке, она в предпочтительном варианте осуществления перед нанесением структурированного или голоэдрического основного слоя очищается сухим способом, жидкостно-химическим способом и/или механическим способом. С помощью жидкостно-химического и механического способа, в частности, также возможно ворсование поверхности подложки, чтобы дисперсия лучше сцепилась с ней. В качестве жидкостно-химического способа годится, в частности, промывка подложки кислыми или щелочными реактивами или пригодными растворителями. Также может применяться вода в сочетании с ультразвуком. Подходящие кислые или щелочные реактивы представлены, к примеру, соляной кислотой, серной кислотой или азотной кислотой, фосфорной кислотой или едким щелочным натром, едким щелочным калием или карбонатами, как карбонат калия. Подходящие растворители являются подобными тем, как они могут содержаться также в дисперсии для нанесения основного слоя. Предпочтительными растворителями являются спирты, кетоны и углеводороды, причем они должны выбираться в зависимости от материала подложки. Также могут применяться окислительные средства, которые уже были названы при активации.
Механические способы, которыми может очищаться подложка перед нанесением структурированного или голоэдрического основного слоя, в целом подобны тем, которые могут применяться также для раскрытия проводящих электрический ток частиц и для удаления оксидного слоя с частиц.
Для удаления пыли и других частиц, наличие которых может отрицательно сказаться на сцеплении дисперсии с подложкой, а также для придания шероховатости, годятся, в частности, сухие способы очистки. К ним относится, к примеру, удаление пыли щетками и/или деионизированным воздухом, коронным разрядом или разреженной плазмой, а также удаление частиц с помощью роликов и/или валиков, которые снабжены клеящим слоем.
Под воздействием коронного разряда и разреженной плазмы поверхностное натяжение подложки избираемым образом повышается, поверхность подложки очищается от органических остатков и таким образом улучшается как увлажнение с дисперсией, так и сцепление дисперсии.
Преимущественно структурированный и/или голоэдрический основной слой с дисперсией надпечатывается любым способом печати на подложке. Способ печати, с которым печатается основной слой, это, к примеру ролевой или листовой способ печати, к примеру, трафаретная печать, глубокая печать, печать с упругих форм, типографская печать, тампонная печать, печать струйками чернил, способ Lasersonik®, как описано в немецком патенте DE 10051850, или офсетная печать. Однако, применимы также любые другие известные специалисту способы печати. Также возможно наносить поверхность с помощью другого обычного и в целом известного способа покрытия. К подобного рода способам покрытия относятся, к примеру, литье, кистевая окраска, нанесение равномерного слоя с ракли, крашение кистью, распыление, окунание, накатывание, опудривание, покрытие вихревым слоем и подобное. Толщина слоя структурированной или голоэдрической поверхности, созданной надпечаткой или способом покрытия, варьируется преимущественно между 0,01 и 50 µм, далее предпочтительно между 0,05 и 25 µм и, в частности, предпочтительно между 0,1 и 15 µм. Слои могут наносится как голоэдрически, так и структурированно.
В зависимости от способа печати могут надпечатываться структуры различной тонкости.
Преимущественно дисперсия перед нанесением на подложку перемешивается в емкости для предварительной выдержки или перекачивается. С помощью перемешивания и/или перекачивания предотвращается возможная седиментация частиц, содержащихся в дисперсии. Далее, что является предпочтительным, если дисперсия в емкости для предварительной выдержки сохраняет равномерную температуру. Таким образом, может быть достигнут улучшенный отпечаток на подложке, так как благодаря поддержанию равномерной температуры может регулироваться постоянная вязкость. Поддержание равномерной температуры, в частности, необходимо тогда, когда дисперсия, к примеру, из-за перемешивания и/или перекачивания на основе энергетической загрузки или действия насоса нагревается, вследствие чего изменяется ее вязкость.
Для повышения гибкости и из экономических соображений в случае применения печати особенно годятся цифровые способы печати, к примеру, струйная печать, LaserSonik®.
При этих способах в общем отпадают затраты при изготовлении сетчатых шаблонов, к примеру, печатных валиков или трафаретов, а также их постоянная смена, если несколько различных структур должны печататься последовательно друг за другой. При цифровых способах печати можно сразу же переключиться на новый дизайн, не теряя время на переналадку и остановки.
В случае применения дисперсии с помощью ink-jet способа предпочтительно применяются проводящие электрический ток частицы с максимальным размером 15 µм, особо предпочтительно 10 µм, чтобы предотвратить забивку ink-jet форсунок. Для предотвращения образования осадка в ink-jet головке дисперсия может перекачиваться, циркулируя при перекачивании, чтобы не происходило оседания частиц. Далее предпочтительно, если система может обогреваться, чтобы регулировать вязкость дисперсии с целью получения пригодности к печати.
Наряду с односторонним нанесением дисперсии на подложку с помощью способа, предложенного в соответствии с изобретением, также возможно снабжать подложку на ее верхней и ее нижней стороне проводящим электрический ток, структурированным или голоэдрическим основным слоем. С помощью сквозных контактов структурированные или голоэдрические, проводящие электрический ток основные слои на верхней и нижней поверхностях подложки могут электрически соединяться друг с другом. Для образования сквозного контакта, к примеру, стенка отверстия в подложке снабжается проводящей электрический ток поверхностью. Для получения сквозного контакта, к примеру, можно образовать в подложке отверстия, на стенки которых при печати наносится структурированный или голоэдрический слой дисперсии, которая содержит проводящий электрический ток частицы. При достаточно тонкой подложке не требуется стенки отверстия покрывать дисперсией, так как при обесточенном и/или гальваническом покрытии при достаточном времени покрытия также внутри отверстия образуется металлический слой, за счет того, что встречаются металлические слои, прорастающие с верхней и нижней стороны подложки в отверстие, вследствие чего создается электрическое соединение проводящих электрический ток структурированных или голоэдрических поверхностей верхней и нижней сторон подложки. Наряду с предложенным согласно изобретению способом для металлизации отверстий и/или глухих отверстий могут применяться другие способы известные из уровня техники.
Для получения механически стойкого структурированного или голоэдрического основного слоя на подложке, предпочтительно, что дисперсия, с которой на подложку наносится структурированный или голоэдрический основной слой, после нанесения, по меньшей мере, частично, отверждается. В зависимости от материала матрицы отверждение осуществляется, как описано выше, к примеру, путем воздействия тепла, света (ультрафиолетовым/видимым) и/или облучения, к примеру, инфракрасными лучами, электронами, гамма частицами, рентгеновскими лучами, микроволнами. Для инициирования реакции отверждения при необходимости должен присаживаться соответствующий активатор. Также отверждение может достигаться с помощью комбинации различных способов, к примеру, комбинацией тепла и ультрафиолетового облучения. Комбинация способов отверждения может осуществляться одновременно или последовательно. К примеру, с помощью ультрафиолетового облучения слой сначала только схватывается, образовавшиеся структуры не могут больше растекаться. После этого слой отверждается с помощью теплового воздействия. Тепловое воздействие может осуществляться при этом прямо после (утверждения ультрафиолетовым облучением и/или после гальванической металлизации. После, по меньшей мере, частичного отверждения - как уже описано выше - в предпочтительном варианте проводящие электрический ток частицы, по меньшей мере, частично раскрываются. Чтобы создать сплошную, проводящую электрический ток поверхность, после раскрытия проводящих электрический ток частицах на структурированном, голоэдрическом основном слое с помощью обесточенного и/или гальванического покрытия образуется, по меньшей мере, один металлический слой. При этом покрытие может осуществляться любым, известным специалисту способом. Также может с помощью способа для покрытия наноситься любое обычное металлическое покрытие. При этом состав раствора электролита, который применяется для покрытия, зависит от того, каким металлом должны покрываться проводящие электрический ток частицы на подложке. В принципе для обесточенного и/или гальванического покрытия могут применяться все металлы, более благородные или менее благородные и совсем неблагородные металлы. Обычными металлами, которые осаждаются с помощью гальванического покрытия на проводящие электрический ток поверхности являются, к примеру, золото, никель, палладий, платина, серебро, олово, медь или хром. Толщина одного или нескольких осажденных слоев лежит в обычном, известном специалисту диапазоне и не существенна для изобретения.
Подходящими растворами электролита, которые могут применяться для покрытия проводящих электрический ток структур, известны специалисту, к примеру, из Werner Jiliek, Gusti Keller, Handbuch der Leiterplattentechnik. Eugen G. Leuze Verlag, 2003, Bsnd 4, Seiten 332-352.
Для покрытия проводящей электрический ток структурированной или голоэдрической поверхности на подложке подложка сначала направляется в ванну с электролитным раствором. Потом подложка транспортируется через ванну, причем проводящие электрический ток частицы, содержащиеся в нанесенном ранее структурированном или голоэдрическом основном слое, контактируют с, по меньшей мере, одним катодом. При этом может применяться любой обычный, известный специалисту подходящий катод. В то время как катоды контактируют со структурированной или голоэдрической поверхностью, ионы металла из раствора электролита осаждаются на поверхности с образованием металлического слоя.
Соответствующее устройство, в котором гальванически покрывается структурированный или голоэдрический основной слой, проводящий электрический ток, включает в общем, по меньшей мере, ванну, анод и катод, причем ванна содержит раствор электролита, в котором содержится соль металла. Из раствора электролита ионы металла осаждаются с образованием слоя металла на проводящие электрический ток поверхности подложки. По меньшей мере, один катод при этом приведен в контакт с подлежащим покрытию основным слоем подложки, в то время как подложка транспортируется через ванну.
Для гальванического покрытия годятся все известные специалисту способы гальваники. К подобным способам гальваники относятся, к примеру, такие, при которых катод образован одним или несколькими валиками, которые контактируют с подлежащим покрытию материалом. Также катоды могут быть образованы в форме сегментированных валиков, при которых соответственно, по меньшей мере, сегмент валика, который соединен с подлежащей покрытию подложкой, подключен как катод. Чтобы удалить металл, осаждающийся на валике, в случае сегментированных валиков возможно, сегменты, которые не контактируют с подлежащим покрытию основным слоем, подключить в качестве анода, благодаря чему осажденный на нем металл снова уйдет в раствор электролита.
В примере осуществления, по меньшей мере, один катод включает, по меньшей мере, одну ленту с, по меньшей мере, одним проводящим электрический ток участком, которая может вращаться вокруг, по меньшей мере, двух валов. Валы выполнены с соответствующим, согласованным с соответствующей подложкой поперечным сечением. Предпочтительно валы образованы цилиндрической формы и могут, к примеру, быть снабжены канавками, в которых движется, по меньшей мере, одна лента. Для электрического контакта ленты предпочтительно, что, по меньшей мере, один из валов подключен как катод, причем вал выполнен таким образом, что ток с поверхности вала передается на ленту. Если валы снабжены канавками, в которых движется, по меньшей мере, одна лента, подложка одновременно может поддерживать контакты через валы и ленту. Но проводящими электрический ток могут быть только канавки, а области валов между канавками изготовлены из изолирующего материала, чтобы воспрепятствовать электрическому контакту подложки также через валы. Питание током валов осуществляется, к примеру, с помощью контактного кольца, но может применяться любое другое подходящее приспособление, которым ток может передаваться на вращающиеся валы. Благодаря тому, что катод включает, по меньшей мере, одну ленту с, по меньшей мере, одним проводящим электрический ток участком, могут подложки с короткими проводящими электрический ток структурами, прежде всего, если смотреть в направлении транспортирования подложки, снабжаться достаточно толстыми покрытиями. Это возможно, так как благодаря конструкции катода в виде ленты даже короткие проводящие электрический ток структуры длительное время находятся в контакте с катодом.
Чтобы осуществить покрытие области проводящих электрический ток структур, на которые для обеспечения контакта опирается выполненный в виде ленты катод, преимущественно со смещением друг за другом расположены, по меньшей мере, две ленты. Расположение при этом в общем выполнено таковым, что вторая лента, расположенная со смещением позади первой ленты, контактирует с проводящей электрический ток структурой в области, в которой уже произошло осаждение металла во время контакта с первой лентой. Большая толщина покрытия может достигаться благодаря тому, что следом одна за другой устанавливается более чем две ленты.
Более короткая, если смотреть в направлении транспортирования, конструкция может быть достигнута за счет того, что соответственно расположенные со смещением ленты, следующие одна за другой, направляются с помощью, по меньшей мере, одного общего вала.
По меньшей мере, одна лента может, к примеру, иметь также сетевую структуру, таким образом лентой перекрываются на подложке только небольшие области подлежащих покрытию проводящих электрический ток структур. Покрытие осуществляется соответственно в ячеях сети. Чтобы осуществить покрытие проводящих электрический ток структур также в областях, в которых прилегает сеть, и также в случае, когда ленты выполнены в виде сетевых структур, предпочтительно, соответственно, по меньшей мере, две ленты расположить со смещением одна за другой.
Также можно, что, по меньшей мере, одна лента содержит попеременно проводящий и не проводящий участки. В этом случае можно направлять ленту дополнительно вокруг, по меньшей мере, одного включенного как анод вала, причем следует обратить внимание на то, что длина проводящих участков меньше, чем участок между смежными соседними валами, из которых один является катодом, а другой - анодом. Таким образом, области ленты, которые находятся в контакте с покрытой подложкой, подключаются к катоду, а области ленты, которые не находятся в контакте с подложкой, подключаются к аноду. Преимуществом этой схемы заключается в том, что металл, который во время катодного подключения ленты осаждается на ленте, во время анодного подключения удаляется снова. Чтобы удалить весь металл, который собрался на ленте, в то время как она была подключена к катоду, подключенная к аноду область более длинная или, по меньшей мере, равна по длине области, подключенной к катоду. Это может достигаться с одной стороны с помощью того, что подключенный к аноду вал имеет больший диаметр, чем вал, подключенный к катоду, с другой стороны также возможно при равном или меньшем диаметре подключенных к аноду валов, предусмотреть из этого, по меньшей мере, точно также много как подключенных к катоду валов, причем расстояние подключенных к катоду и расстояние подключенных к аноду валов преимущественно равно по величине.
В качестве альтернативы возможно, что катод вместо лент включает, по меньшей мере, два установленных с возможностью вращения соответственно на валу диска, причем диски находятся в зацеплении один в другом. Таким образом, также становится возможным, что короткие проводящие электрический ток структуры, если смотреть, прежде всего в направлении транспортирования подложки, могут снабжаться достаточно толстым и однородным покрытием. Диски в общем выполнены поперечным сечением, согласованным с соответствующей подложкой. Предпочтительно диски имеют поперечное сечение круглой формы. Валы могут иметь любое поперечное сечение. Преимущественно, однако, валы образованы цилиндрической формы.
Для получения возможности покрытия структур, которые шире, чем два лежащие рядом диска, в зависимости от ширины подложки на каждом валу располагается несколько лежащих рядом друг с другом дисков. Между отдельными дисками предусмотрено соответственно достаточное расстояние, в котором могут входить в зацепление с последующим валом. В предпочтительном варианте осуществления расстояние между двумя дисками на валу соответствует, по меньшей мере, ширине диска. Таким образом, появляется возможность того, что в расстоянии между двумя дисками на валу диск может входить в зацепление с другим валом.
Питание током дисков осуществляется, к примеру, через вал. Таким образом, к примеру, можно вал соединить с источником напряжения вне ванны. Такое соединение в общем осуществляется с помощью контактного кольца. Однако возможно также всякое другое соединение, с которым передача напряжения осуществляется от стационарного источника напряжения к вращающемуся элементу. Наряду с питанием напряжением от источника также возможно обеспечить контактный диск током через его наружный периметр. Так, к примеру, скользящие контакты, как щетки, могут контактировать с контактными дисками на стороне, обращенной от подложки.
Чтобы диски обеспечить током, к примеру, через валы, валы и диски преимущественно, по меньшей мере, частично изготовлены из материала, проводящего электрический ток. Наряду с этим, однако, также можно изготавливать валы также из электрически изолирующего материала и подвод тока к отдельным дискам, к примеру, осуществлять по электрическим проводам, к примеру, по проволокам. В этом случае тогда отдельные проволоки соединяются с платами с контактами, так что платы с контактами снабжаются напряжением.
В предпочтительном варианте осуществления диски имеют распределенные по периметру электрически изолированные друг от друга участки. Преимущественно изолированные друг от друга участки могут быть подключены как к катоду, так и аноду. Таким образом, благодаря этому можно, что участок, который находится в контакте с подложкой, подключается к катоду, и как только он перестает контактировать с подложкой, подключается анод. Таким образом, металл, осевший на участок во время подключения катода, удаляется снова во время подключения анода. Подача напряжения отдельным сегментам в общем осуществляется через валы.
Наряду с удалением металла, осевшего на вал и диски, или на ленты, путем изменения полярности валов или лент возможны также другие варианты очистки, к примеру, химическая или механическая очистка.
Материал, из которого выполнены проводящие электрический ток части дисков или лент является преимущественно материалом, проводящим электрический ток, который при работе устройства не переходит в раствор электролита. Подходящими материалами являются, к примеру металлы, металлы с покрытием, графит, проводящие ток полимеры, как политиофены или композиционные материалы металл/искусственный материал. Предпочтительными материалами являются нержавеющая сталь и/или титан, титан с покрытием, как титан, покрытый смесью окислов иридия, тантала, рутения или титан с платиновым покрытием.
Также имеется возможность создания друг за другом нескольких ванн с различными растворами электролита, чтобы, таким образом, осадить на подлежащий покрытию основной слой несколько различных металлов. Далее также возможно сначала осаживать металл на основной слой обесточенным образом и после этого электролитическим способом. При этом с помощью обесточенного и/или гальванического осаждения могут осаживаться различные металлы или даже одинаковый металл.
Устройство для гальванического покрытия может дальше быть оборудовано устройством, с которым подложка может вращаться. Ось вращения устройства, с которым может вращаться подложка, при этом расположена перпендикулярно к подлежащей покрытию поверхности. Благодаря вращению проводящие электрический ток структуры, которые, сначала, если смотреть в направлении транспортирования подложки, являются широкими и короткими, ориентируются таким образом, что они после вращения, если смотреть в направлении транспортирования, получаются узкими и длинными.
Толщина слоя металла, осаженного на проводящую электрический ток структуру с помощью предложенного согласно изобретению способа, зависит от времени контакта, которое получается из скорости прохождения подложки через устройство и количества расположенных друг за другом катодов, а также силы тока, с которой работает устройство. Большее время контакта может достигаться, к примеру, с помощью того, что в, по меньшей мере, одной ванне последовательно друг за другом включаются несколько предложенных в соответствии с изобретением устройств.
Чтобы иметь возможность одновременного покрытия верхней и нижней стороны основного слоя, могут быть, к примеру, таким образом расположены соответственно два валика или два вала с установленными на них дисками или две ленты, что подлежащая покрытию подложка может проводиться между ними.
Если должна покрываться гибкая фольга, длина которой превышает длину ванны - так называемая бесконечная фольга, которая сначала должна сматываться с ролика, затем пропускается через устройство для гальванического покрытия и после этого снова наматывается - она может проводиться через ванну, к примеру в зигзагообразной форме или в форме меандра вокруг нескольких устройств для гальванического покрытия, которые в этом случае могут располагаться одно над другим или рядом друг с другом. Устройство для гальванического покрытия в зависимости от потребности может быть оборудовано известным каждому специалисту дополнительным устройством. Такие дополнительные устройства представлены, к примеру, насосами, фильтрами, устройствами подвода химических реактивов, наматывающими или разматывающими устройствами и т.д.
Для сокращения периодичности технического обслуживания могут применяться все известные специалисту методы поддержания раствора электролита. Такие методы поддержания являются, к примеру, системой, при которой происходит саморегенерация раствора электролита.
Предложенное в соответствии с изобретением устройство может эксплуатироваться также в известном из Werner Jiliek, Gusti Keller, Handbuch der Leiterplattentechnik, Eugen G. Verlag, Band 4, Seiten 192, 260, 349, 351, 352, 359 пульсирующем способе.
После нанесения структурных и/или голоэдрических, проводящих ток поверхностей первого уровня на места, в которых токопроводящие полоски второй проводящий ток поверхности пересекаются с токопроводящими полосками первой структурированной, проводящей электрический ток поверхности и между первой и второй поверхностями не должно возникать какого-либо контакта, наносится изолирующий слой. Нанесение изолирующего слоя осуществляется при этом, преимущественно, способом печати или покрытия. В качестве способов печати для нанесения изолирующего слоя годятся способы печати, что уже были описаны выше для надпечатки первой структурированной и/или голоэдрической поверхности с пастой, содержащей проводящие электрический ток частицы. Предпочтительно изолирующий слой наносится в виде надпечатки на подложку любым способом печати. К предпочтительным способам печати относятся: глубокая печать, печать с упругих форм, офсетная печать, трафаретная печать, печать чернильными струями или тампонная печать. В частности, для изготовления тонких структур, как, например, для изготовления печатных плат, годится способ печати с помощью чернильных струй. Изолирующий слой также может наноситься с помощью другого обычного и, в общем, известного способа покрытия. Подобные способы покрытия это, к примеру, литье, окрашивание, нанесение равномерного слоя с ракли, окрашивание кистью, окунание, накатка, опудривание, с использованием вихревого слоя и т.д.
В качестве материала для изолирующего слоя годятся, к примеру, связующие вещества с рафинированной в части пигментов связывающей группой, естественные и синтетические полимеры и их дериваты, природные смолы, а также синтетические смолы и их дериваты, природный каучук, синтетический каучук, протеины, дериваты целлюлозы, высыхающие и не высыхающие масла и тому подобное. Они могут - однако не должны - отверждаться химически или физически, например, отверждаться на воздухе, под воздействием облучения или температуры. Преимущественно в случае материала для изолирующего слоя речь идет о полимере или смеси полимеров.
Предпочтительными полимерами в качестве материала для изолирующего слоя являются: ABS (акрилнитрил-бутадиен-стрилол); (акринитрил-стирол-акрилат); акрилированные акрилаты; алкидные смолы; алкилвинилацетаты; алкиленвинилацетат-сополимеры) в частности, метиленвинилацетат, этиленвинилацетат, бутиленвинлацетат; алкиленвинилхлорид-сополимеры, аминовые смолы, альдегидные и кетоновые смолы; целлюлоза и дериваты целлюлозы, сложные эфиры целлюлозы, как -ацетаты, -пропионаты, -бутираты, сложный эфир целлюлозы, карбоксилалкилцеллюлозы, нитрат целлюлозы; эпоксиакрилаты; эпоксидные смолы, сополимеры этиленакриловой кислоты; углеводородные смолы; MABS (содержащий единицы метакрилата транспарентного ABS); ангидридсополимеры малеиновой кислоты; метакрилаты, при необходимости с функциональными группами аминов; природный каучук; синтетический каучук; хлоркаучук, природные смолы, смолы коллофониума; шеллак; полиэфир, полиэфирные смолы, как смолы фенилового эфира, полисульфоны, полиамиды; полиимиды; полианалины; полипирролы; полибутилентерефталат (РВТ); поликарбонат (к примеру, Макролон® Bayer AG); полиэстеракрилаты; полиэфиракрилаты; полиэтилентиофены; полиэтиленнафталаты; полиэтилентерефталат (PET); полиэтилентерфталатгликоль (PETG); полипропилен; полиметиленметакрилат (РММА); полифенилоксид (РРО); политетрафторэтилен (PTFE); политетрагидрофуран: поливиниловые соединения, в частности, поливинилхлорид (PVC), PVC-сополимеры, PVdC, поливинилацетат, а также из сополимеры, при необходимости частично гидролизированный поливиниловый спирт, поливинилацетаты, поливинилпирролидон, поливиниловый эфир, поливинилакрилаты и -метакрилаты в растворе и в виде дисперсии, а также их сополимеров, сложный эфир полиакриловой кислоты и сополимеры полистирола; полистирол (ударопрочный или модифицированный не ударопрочнный); полиуретаны, несшитые или сшитые с изоцианатами; акрилаты полиуретанов; стирол-акрил-сополимеры; стирол-бутадиен-блоксополимеры (к примеру, Стирофлекс® или Стиролюкс® BASF AG, K-Resin™ CPC); протеины, как например, казеин; SIS; SPS-блоксополимеры. Далее материал для изолирующего слоя могут образовывать смеси из двух или нескольких полимеров.
Особенно предпочтительными полимерами для изолирующего слоя являются: акрилаты, акрилатовые смолы, дериваты целлюлозы, метакрилаты, метакрилатные смолы, меламин и аминовые смолы, полиалкилены, полиимиды, эпоксидные смолы, модифицированные эпоксидные смолы, к примеру бифункциональный или полифункциональный бисфенол А или смолы бисфенола-F, эпокси-новолачные смолы, бромированные эпоксидные смолы, циклоалифатические эпоксидные смолы, алифатические эпоксидные смолы, глицидный эфир, виниловый эфир и фенольные смолы, полиуретаны, полиэфир, поливинилацетаты, полистиролы, сополимеры полистирола, полистиролакрилаты, стирол-бутадиен-блоксополимеры, алкиленвинилацетаты и сополимеры винилхлорида, полиамиды и их сополимеры.
При изготовлении печатных плат в качестве материала для изолирующего слоя предпочтительно применяются смолы, отверждаемые термически или с помощью облучения, к примеру, модифицированные эпоксидные смолы, как бифункциональный или полифункциональный бисфенол А или смолы бисфенола F, эпокси-новолачные смолы, бромированные эпоксидные смолы, циклоалифатические эпоксидные смолы, глицидный эфир, эфир цианата, виниловый эфир, фенольные смолы, полимиды, меламиновые смолы и аминовые смолы, полиуретаны, полиэфир, а также дериваты целлюлозы.
В предпочтительном варианте осуществления материал для изолирующего слоя одинаков с материалом матрицы первой, структурированной, проводящей электрический ток поверхности.
После нанесения изолирующего слоя на третьем этапе наносятся структурированная и/или голоэдрическая, проводящая электрический ток поверхность второго уровня. Нанесение структурированной и/или голоэдрической, проводящей электрический ток поверхности второго уровня соответствует нанесению структурированной и/или голоэдрической, проводящей электрический ток поверхности первого уровня.
После нанесения структурированной и/или голоэдрической, проводящей электрический ток поверхности второго уровня существует возможность соответственно попеременного нанесения на подложку других изолирующих слоев и структурированных и/или голоэдрических, проводящих электрический ток поверхностей других уровней.
Предложенный согласно изобретению способ изготовления проводящих электрический ток, структурированных или голоэдрических поверхностей на подложку может осуществляться при непрерывном, частично непрерывном или прерывном режиме. Также возможно, что отдельные этапы способа осуществляются непрерывно, в то время как другие этапы проводятся при прерывном режиме.
Преимущество предложенного в соответствии с изобретением способа изготовления заключается в том, что при многослойных печатных платах необходимо меньшее число внутренних слоев, так как на определенной поверхности может быть выполнено большее число токопроводящих полосок и соединений проводами. Так как согласно уровню техники отдельные слои прослаиваются друг с другом, то по причине исключения слоев уменьшается также число этапов прослаивания. Если способом, предложенным согласно изобретению, на подложке будут нанесены все токопроводящие полоски, то даже возможно, что вообще больше не понадобится какого-либо этапа для прослаивания.
Также благодаря предложенному в соответствии с изобретением способу уменьшается число отверстий в печатных платах, которые необходимы для обеспечения контактов токопроводящих полосок в различных слоях. В зависимости от дизайна печатных плат даже возможно, что вообще нет необходимости в каких-либо отверстиях. Также возможно, что требуются только отверстия, которые служат монтажными отверстиями, однако никаких отверстий больше не требуется, через которые токопроводящие полоски отдельных слоев электрически соединяются друг с другом.
Дальнейшее изобретение заключается также в том, что количество изолирующего материала может уменьшаться. Так по уровню техники необходимо, что между отдельными многослойными внутренними слоями наносится голоэдрический изолирующий материал. В случае этого изолирующего материала речь, к примеру, идет о стеклоткани, смоле или препреге. В зависимости от дизайна печатных плат полностью отпадают эти промежуточные слои, благодаря чему лишней остается подложка, в качестве одной единственной подложки всех плоскостей коммутации.
Благодаря уменьшению слоев получают в итоге более плоское конечное изделие.
Существует также возможность комбинирования традиционного способа изготовления структурированных поверхностей с предложенным согласно изобретению способом. Так, например, сначала подложка может изготавливаться традиционным способом, к примеру, нанесением слоя резиста или травлением. Изготовленная традиционным способом структурированная и/или проводящая электрический ток поверхность на подложке в этом случае затем далее обрабатывается способом, предложенным в соответствии с изобретением. Следующим этапом в этом случае после изготовления на подложке первой структурированной и/или проводящей ток поверхности является нанесение изолирующего слоя и потом нанесение проводящей электрический ток печатной пасты. Затем печатная паста подвергается сушке и/или твердению и затем при необходимости покрывается обесточенно и/или гальванически.
Предложенный в соответствии с изобретением способ позволяет не требующее больших затрат изготовление токопроводящих полосок на не проводящей электрический ток подложке. К тому же в случае предложенного согласно изобретению способа речь идет о гибком способе, благодаря чему становится возможной быстрая смена топологии печатной платы.
Предложенный в соответствии с изобретением способ пригоден, к примеру, для изготовления печатных плат. Подобного рода печатные платы являются, к примеру, платами с многослойными внутренними и наружными платами, микрополосками, встроенными чипами, гибкими и жесткими печатными платами и, к примеру, встраиваются в изделия как процессор, телефон, телевизор, электрические конструктивные элементы автомобилей, клавиатура, радио, видео-, CD-, CD-ROM и DVD-плейер, музыкальные консоли, измерительные и регулирующие приборы, сенсоры, электрические кухонные агрегаты, электрические игрушки и т.д.
Также с помощью предложенного согласно изобретению способа проводящие электрический ток структуры могут наноситься на гибкие схемные носители. Такие гибкие схемные носители представляют собой пленку искусственного вещества из материалов, названных выше для подложки, на которых напечатаны проводящие электрический ток структуры. Далее предложенный в соответствии с изобретением способ годится для изготовления антенн радиочастотной идентификации, антенн ретрансляторов или других антенных структур, модулей чип-карт, плоских кабелей, нагревателей для сидений, пленочных проводников, токопроводящих полосок в солнечных элементах или в LCD-или плазменных экранах, конденсаторах, пленочных конденсаторах, сопротивлениях, конвекторах или электрических предохранителях. Далее с помощью предложенного способа, к примеру, может изготовляться 3-х мерное фасонное устройство.
Также возможно изготовление антенн с контактами для органических конструктивных элементов электроники, а также покрытий на поверхностях, состоящих из непроводящих электрический ток материала для электромагнитной защиты (экранирования).
Далее возможно применение в области спектра обтекания биполярных плат для применения в топливных элементах.
Широта применения предложенного согласно изобретению способа дает возможность экономного изготовления металлизированных, собственно не проводящих электрический ток подложек, в частности, для применения переключателей, сенсоров, абсорберов для электромагнитного излучения или газовых барьеров или декоративных деталей, в частности декоративных деталей в области автомобилей, санитарии, игрушек, домашнего и офисного хозяйства, упаковки, а также пленки. Изобретение также может найти применение в области защиты при печати для денежных знаков, кредитных карт, документов и т.д. Текстильные изделия с помощью предложенного согласно изобретению способа могут быть сделаны проводящими электрический ток или магнитными (антенны, передающие устройства, антенны для ретрансляторов и антенны радиочастотной идентификации, нагревательные элементы, антистатики (также для синтетических материалов) экранизации и т.д.).
Далее возможно изготовление мест контактирования, например, контактных площадок или проводного монтажа на интегрированном электрическом конструктивном элементе.
Предложенная согласно изобретению снабженная металлизированной поверхностью подложка может предпочтительно применяться в качестве печатной платы, антенны радиочастотной идентификации, антенны ретрансляторов, нагревателя сидений, плоского кабеля, пленочного проводника, токопроводящих полосок в солнечных элементах или LCD-или плазменных экранах, бесконтактных чип-карт или в качестве декоративного оформления, к примеру упаковочных материалов.
После гальванического покрытия подложка может обрабатывается дальше согласно всем известным специалисту этапам. К примеру, с помощью промывки с подложки могут удаляться имеющиеся остатки электролита и/или подложка может быть подвергнута сушке. Равным образом, к примеру, многослойные внутренние слои, изготовленные согласно предложенному в соответствии с изобретением способом, могут перерабатываться в многослойные печатные платы. Далее, к примеру, в печатных платах могут быть затем проделываться и металлизироваться также отверстия, дорожки, глухие отверстия и т.д. с целью получения сквозного контакта между верхней и нижней сторонами печатной платы.
Преимущество предложенного согласно изобретению способа заключается в том, что даже при применении материалов для проводящих электрический ток частиц, которые легко окисляются, возможно достаточное покрытие.
Ниже изобретение более подробно описывается с помощью чертежа. Фигуры в качестве примера показывают только возможный вариант осуществления. Помимо приведенного варианта осуществления изобретение, естественно, также может реализоваться в других варианты осуществления или комбинациях этих вариантов.
Где показывают
Фиг.1 - 3-мерное изображение структурированной, проводящей электрический ток поверхности первого слоя.
Фиг.2 - 3-мерное изображение структурированной, проводящей электрический ток поверхности согласно фиг.1 с изолирующим слоем.
Фиг.3 - 3-мерное изображение фиг.2 с дополнительной, проводящей электрический ток поверхностью второго уровня.
Фиг.4 - Изображение разреза двух перекрещивающихся, проводящих электрический ток поверхностей с расположенным между изолирующим слоем.
На фиг.1 показан примерно в 3-мерном изображении фрагмент подложки 1, на которую нанесена структурированная, проводящая электрический ток поверхность 3 первого уровня. Изображенная здесь в качестве примера структурированная, проводящая электрический ток поверхность первого уровня включает токопроводящую полоску 5 и контактную поверхность 7, на которой структурированная, проводящая электрический ток поверхность 3 первого уровня может контактировать со структурированной, проводящей электрический ток поверхностью второго уровня.
Структурированная, проводящая электрический ток поверхность 3 первого уровня преимущественно как указано выше наносится на подложку 1. Предпочтительно нанесение структурированной, проводящей электрический ток поверхности 3 первого уровня на подложку 1 осуществляется так, что сначала на структурированную, проводящую электрический ток поверхность 3 надпечатывается паста, которая в материале матрицы содержит проводящие электрический ток частицы, и на ней затем частицы, по меньшей мере, частично раскрываются и затем с помощью обесточенного и/или гальванического покрытия снабжаются металлическим слоем.
После нанесения структурированной, проводящей электрической ток поверхности 3 первого уровня, как изображено на фиг.2, наносится изолирующий слой 9. В представленном здесь варианте осуществления изолирующий слой 9 закрывает часть токопроводящей полоски 5 структурированной, проводящей электрический ток поверхности 3. При этом изолирующий слой 9 наносится в местах, в которых токопроводящая полоска 5 структурированной, проводящей электрический ток поверхности 3 первого уровня пересекается токопроводящей полоской структурированной, проводящей электрический ток поверхности второго уровня. Равным образом изолирующий слой 9 наносится как указано выше. Предпочтительно изолирующий слой 9 надпечатывается.
После нанесения изолирующего слоя 9, как, к примеру, изображено на фиг.3, наносится структурированная, проводящая электрический ток поверхность 11 второго уровня. Структурированная, проводящая электрический ток поверхность 11 второго уровня также включает токопроводящую полоску 13 и контактную поверхность 15. В представленном здесь трехмерном, являющимся примером варианте осуществления токопроводящая полоска структурированной, проводящей электрический ток поверхности 11 второго уровня выполнена в виде U. Первая полка 17 выполненной в виде U токопроводящей полоски пересекает токопроводящую полоску 5 структурированной, проводящей электрический ток поверхности 3 первого уровня в месте, в котором был нанесен изолирующий слой 9. Вторая полка 19 заканчивается с контактной поверхностью 15 в месте, в котором находится контактная поверхность 7 структурированной, проводящей электрический ток поверхности 3 первого уровня. Контактная поверхность 15 структурированной, проводящей электрический ток поверхности 11 второго уровня и контактная поверхность 7 структурированной, проводящей электрический ток поверхности 3 первого уровня вступают друг с другом в контакт, так что через контактные поверхности 7, 15 ток от структурированной, проводящей электрический ток поверхности 3 первого уровня может передаваться к структурированной, проводящей электрический ток поверхности 11 второго уровня. Контактные поверхности 7, 15 преимущественно образованы таким образом, что площадь поперечного сечения нижней контактной поверхности, здесь контактная поверхность 7 первого уровня, больше, чем площадь поперечного сечения верхней контактной поверхности, здесь контактная поверхность 15 второго уровня. Для предотвращения короткого замыкания в месте, в котором вторая полка 17 выполненной в виде U токопроводящей полоски 13 структурированной, проводящей электрический ток поверхности 11 второго уровня пересекает токопроводящую полоску 5 структурированной, проводящей электрический ток поверхности 3 первого уровня, изолирующий слой 9 образован таким образом, что он находится между токопроводящей полоской 5 структурированной, проводящей электрический ток поверхности 3 первого уровня и токопроводящей полоской 13 структурированной, проводящей электрический ток поверхности 11 второго уровня.
Структурированная, проводящая электрический ток поверхность 11 второго уровня преимущественно наносится совершенно также, как структурированная, проводящая электрический ток поверхность 3 первого уровня. Однако также возможно наносить первый уровень традиционным способом, к примеру, способом травления, и второй уровень с помощью предложенного согласно изобретению. Далее возможно наносить структурированные, проводящие электрический ток поверхности отдельных уровней различными способами.
На фиг.4 показан вид разреза подложки 1, на котором перекрещиваются структурированная, проводящая электрический ток поверхность 3 первого уровня и структурная, проводящая электрический ток поверхность 11 второго уровня. Чтобы от структурированной, проводящий электрический ток поверхности 3 первого уровня к структурированной, проводящей электрический ток поверхности 11 второго уровня не передавался электрический ток, между структурированными, проводящими электрический ток поверхностями 3, 11 образован изолирующий слой 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОПРОВОДЯЩИХ ПОВЕРХНОСТЕЙ НА НОСИТЕЛЕ | 2007 |
|
RU2436266C2 |
| ДИСПЕРСИЯ ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО СЛОЯ | 2006 |
|
RU2405222C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДОВ ДЛЯ СОЛНЕЧНЫХ БАТАРЕЙ | 2009 |
|
RU2505889C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ | 2007 |
|
RU2420616C2 |
| Однослойная или многослойная печатная плата и способ ее изготовления | 1990 |
|
SU1816344A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОСЛОЙНОЙ ИЛИ МНОГОСЛОЙНОЙ ПЕЧАТНОЙ ПЛАТЫ | 1990 |
|
RU2078405C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЗИРОВАННОГО ТЕКСТИЛЬНОГО ИЗДЕЛИЯ ПЛОСКОЙ ФОРМЫ, МЕТАЛЛИЗИРОВАННОЕ ТЕКСТИЛЬНОЕ ИЗДЕЛИЕ ПЛОСКОЙ ФОРМЫ И ЕГО ПРИМЕНЕНИЕ | 2006 |
|
RU2439230C2 |
| МНОГОСЛОЙНАЯ ПЛАТА ПЕЧАТНОЙ СХЕМЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2129763C1 |
| СПОСОБ СОЗДАНИЯ ЭЛЕКТРОПРОВОДНЫХ СКРЕПЛЕНИЙ МЕЖДУ СОЛНЕЧНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2553774C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТРУКТУРИРОВАННОГО МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ | 2010 |
|
RU2574344C2 |
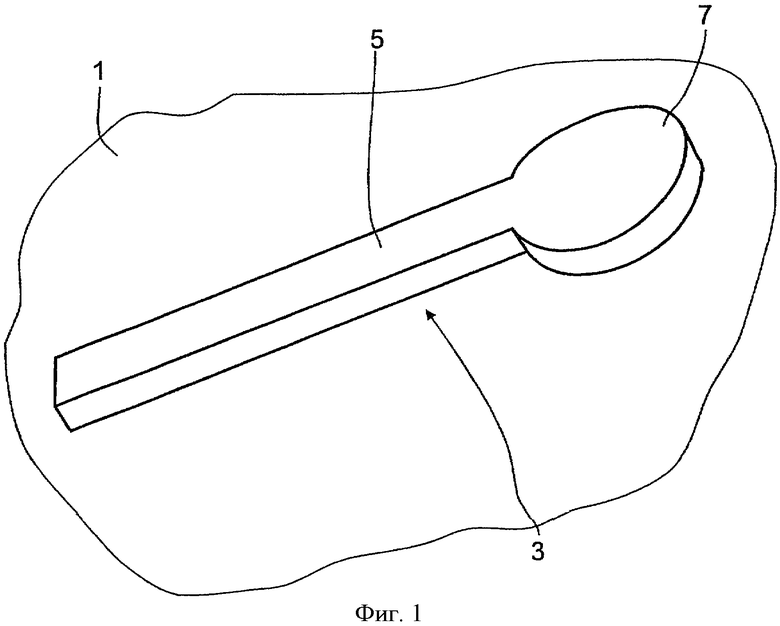
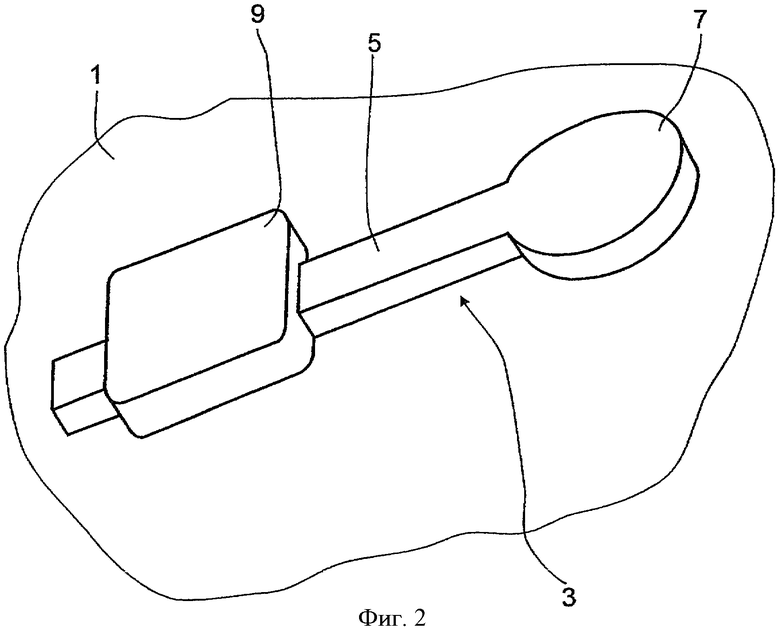
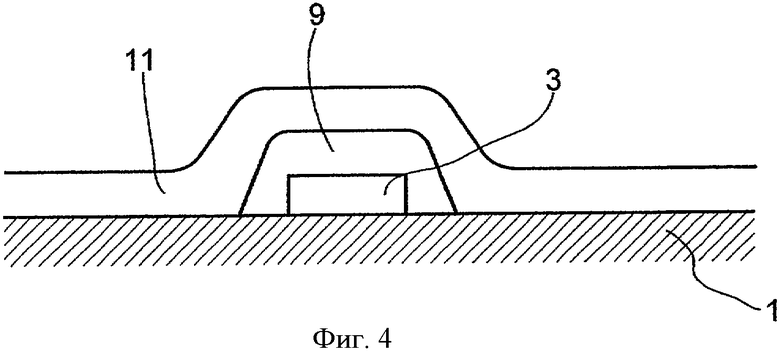
Изобретение относится к способу изготовления структурированных и/или голоэдрических, проводящих ток поверхностей (3, 11), расположенных на не проводящей электрический ток подложке, при котором на первом этапе наносятся на подложку (1) поверхности (3) первого уровня, на втором этапе наносится изолирующий слой (9) на места, на которых структурированные и/или голоэдрические, проводящие электрический ток поверхности (11) второго уровня пересекают структурированные и/или голоэдрические проводящие электрический ток поверхности (3) первого уровня, при этом не должно осуществляться никакого электрического контакта между структурированными и/или голоэдрическими, проводящими электрический ток поверхностями первого уровня (3) и второго уровня (11), на третьем этапе в соответствии с первым этапом наносятся структурированные и/или голоэдрические, проводящие электрический ток поверхности (11) второго уровня и при необходимости повторяются второй и третий этапы. Кроме того, структурированные и/или голоэдрические проводящие электрический ток поверхности имеют толщину слоя в диапазоне от 0,05 до 25 µм. Техническим результатом изобретения является разработка способа получения плоских печатных плат с проводящими поверхностями более высокой плотности с меньшей общей толщиной при простоте изготовления. 2 н. и 20 з.п. ф-лы, 4 ил.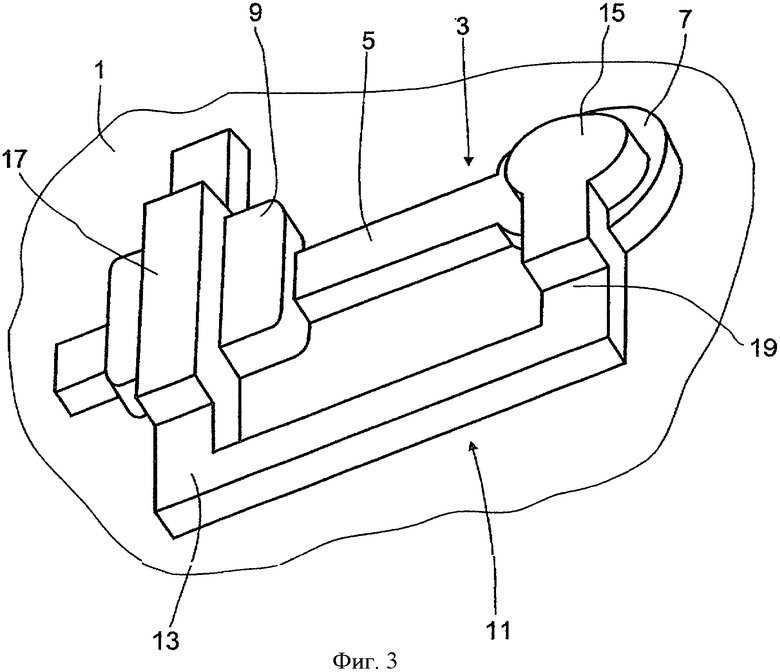
1. Способ изготовления структурированных и/или голоэдрических, проводящих электрический ток поверхностей (3, 11) на не проводящей электрический ток подложке (1), который включает следующие этапы:
a) нанесение структурированных и/или голоэдрических, проводящих электрический ток поверхностей (3) первого уровня на не проводящую электрический ток подложку (1),
b) нанесение изолирующего слоя (9) на места, в которых структурированные и/или голоэдрические, проводящие электрический ток поверхности (11) второго уровня пересекают структурированные и/или голоэдрические, проводящие электрический ток поверхности (3) первого уровня и не должно осуществляться какого-либо электрического контакта между структурированными и/или голоэдрическими, проводящими электрический ток поверхностями первого уровня (3) и второго уровня (11),
c) нанесение структурированных и/или голоэдрических, проводящих электрический ток поверхностей (11) второго уровня в соответствии с этапом а),
d) при необходимости, повторение этапов b) и с),
причем структурированные и/или голоэдрические, проводящие электрический ток поверхности имеют толщину слоя в диапазоне от 0,05 до 25 мкм.
2. Способ по п.1, отличающийся тем, что структурированные и/или голоэдрические, проводящие электрический ток поверхности наносятся на этапе а), тем что сначала наносится и, по меньшей мере, частично отверждается и/или высушивается основной слой с дисперсией, который содержит проводящие электрический ток частицы в материале матрицы, при этом в заключение частицы, по меньшей мере, частично раскрываются, и затем с помощью обесточенного и/или гальванического покрытия снабжаются слоем металла.
3. Способ по п.2, отличающийся тем, что раскрытие проводящих электрический ток частиц осуществляется химически, физически или механически.
4. Способ по п.2, отличающийся тем, что раскрытие проводящих электрический ток частиц осуществляется окислительным средством.
5. Способ по п.4, отличающийся тем, что окислительное средство представлено перманганатом калия, манганатом калия, перманганатом натрия, манганатом натрия, перекисью водорода или ее продуктами присоединения, перборатом натрия, перкарбонатом натрия, персульфатом натрия, пероксодисульфатом натрия, гипохлоридом натрия или перхлоратом натрия.
6. Способ по п.1, отличающийся тем, что раскрытие проводящих электрический ток частиц осуществляется воздействием веществ, которые могут произвести легкое растворение на поверхности, поверхностное травление и/или разбухание материала матрицы.
7. Способ по п.6, отличающийся тем, что вещество, которое может произвести легкое растворение на поверхности, поверхностное травление и/или разбухание материала матрицы, представлено кислотным или щелочным химическим реактивом или смесью химических реактивов или растворителем.
8. Способ по п.2, отличающийся тем, что перед обесточенным и/или гальваническим покрытием структурированного и/или голоэдрического основного слоя при необходимости с проводящих электрический ток частиц удаляется оксидный слой.
9. Способ по п.1, отличающийся тем, что подложка перед нанесением структурированной и/или голоэдрической, проводящей электрический ток поверхности очищается сухим способом, жидкостным химическим способом и/или механическим способом.
10. Способ по п.9, отличающийся тем, что сухой способ представляет собой удаление пыли щетками и/или деионизированным воздухом, разреженной плазмой, коронным разрядом или удаление частиц с помощью роликов или валиков, снабженными клеящим слоем, жидкостной химический способ представляет собой промывку кислотными или щелочными химическими реактивами или смесью химических реактивов или растворителем и механический способ представляет собой очистку щеткой, шлифование, полировку или обработку струями под давлением струей воздуха или воды, содержащей при необходимости частицы.
11. Способ по п.1, отличающийся тем, что материал изолирующего слоя представлен полимером или смесью полимеров.
12. Способ по п.1, отличающийся тем, что основной слой наносится способом покрытия.
13. Способ по п.1, отличающийся тем, что основной слой печатается на подложке любым способом печати, преимущественно способом печати чернильными струйками, ролевым способом печати, трафаретным способом печати, тампонным способом печати или офсетным способом печати.
14. Способ по п.1, отличающийся тем, что изолирующий слой печатается любым способом печати, преимущественно способом печати чернильными струйками, ролевым способом печати, трафаретным способом печати, тампонным способом печати или офсетным способом печати.
15. Способ по п.1, отличающийся тем, что изолирующий слой после нанесения, по меньшей мере, частично подвергается сушке и/или, по меньшей мере, частично отверждается физическим и/или химическим способом.
16. Способ по п.1, отличающийся тем, что структурированные и/или голоэдрические, проводящие ток поверхности наносятся на верхнюю и на нижнюю сторону подложки.
17. Способ по п.16, отличающийся тем, что структурированные, проводящие электрический ток поверхности на верхней стороне и на нижней стороне подложки электрически соединяются друг с другом, тем что в подложке предусмотрены отверстия, стенки которых снабжены слоем металла с помощью гальванического покрытия.
18. Способ по п.1, отличающийся тем, что не проводящий электрический ток материал, из которого изготовлена подложка, представляет собой пропитанную смолой ткань или усиленный стекловолокном синтетический материал, который спрессован в плиты или ролики, пленку искусственного материала, керамический материал, стекло, кремний или текстильный материал.
19. Способ по п.1 для изготовления токопроводящих плосок на печатных платах, антенн радиочастотной идентификации, антенн ретрансляторов или других антенных структур, модулей чип-карт, плоских кабелей, нагревателей сидений, пленочных проводников, токопроводящих полосок в солнечных элементах или в ЖК-дисплеях или плазменных дисплеях или для изготовления гальванически покрытых изделий любой формы.
20. Способ по п.1 для изготовления декоративных или функциональных поверхностей на изделиях, которые применяются для защиты от электромагнитного излучения, для теплопроводности или в качестве упаковки.
21. Устройство, включающее не проводящую электрический ток подложку с расположенными на ней проводящими электрический ток поверхностями, причем проводящие электрический ток поверхности расположены, по меньшей мере, в двух уровнях и в местах пересечения проводящих электрический ток структур, по меньшей мере, двух уровней может быть образован изолирующий слой, причем проводящие электрический ток поверхности содержат основную структуру из проводящих электрический ток частиц в материале матрицы, которые покрыты слоем металла, и изолирующий слой состоит из позволяющего осуществлять печать, электрически изолирующего материала, отличающееся тем, что проводящие электрический ток поверхности имеют толщину слоя в диапазоне от 0,05 до 25 мкм.
22. Устройство по п.21, изготовленное способом по одному из пп.1-20.
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО МОДУЛЯ ПЕЧАТНОЙ ПЛАТЫ С ВЫСОКОЙ ПЛОТНОСТЬЮ РАЗМЕЩЕНИЯ ЭЛЕМЕНТОВ | 2002 |
|
RU2279770C2 |
| ОБЪЕМНАЯ ПЕЧАТНАЯ ПЛАТА | 2000 |
|
RU2173945C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МАТРИЦЫ УПРАВЛЯЕМЫХ ТОНКОПЛЕНОЧНЫХ ЗЕРКАЛ | 1997 |
|
RU2187212C2 |
| МНОГОСЛОЙНАЯ ПЛАТА ПЕЧАТНОЙ СХЕМЫ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 1996 |
|
RU2129763C1 |
| МНОГОСЛОЙНАЯ ГИБРИДНАЯ ИНТЕГРАЛЬНАЯ СХЕМА СВЧ | 1992 |
|
RU2071646C1 |
| JP 06224529 A, 12.08.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ ДИМЕТИЛСУЛЬФИДА | 0 |
|
SU322997A1 |
| МАКСИМАЛЬНЫЙ ТЕПЛОВОЙ РАСЦЕПИТЕЛЬ ТОКА | 2000 |
|
RU2186436C2 |

