Изобретение относится к технологическому оборудованию для покраски внутренней поверхности труб и может быть использовано в машиностроении для покраски внутренней поверхности изделий трубчатой цилиндрической формы, в том числе обечаек, емкостей и частей машин.
Известны: установка для автоматической покраски и сушки изделий в виде тел вращения (СССР, а.с. 242714) и распылительная камера (Российская Федерация, заявка №2004118498/12), содержащие, по крайней мере, одну распылительную форсунку, нагнетающий компрессор и систему управления.
Известна также окрасочная двухколерная установка безвоздушного распыления ОР - 14264-ГОСНИТИ, содержащая две самостоятельные системы подачи материала на распыление, смонтированные на одной тележке (Методы и оборудование для окрашивания и сушки изделий Кантерова Т.И., Сухарева Т.М. и др. Обзорная информация. Серия «Технология лакокрасочных покрытий». - М.: НИИТЭХИМ, 1987, с.4).
Прототипом заявляемого объекта изобретения является установка для нанесения лакокрасочных покрытий на внутреннюю поверхность труб, разработанная в НИИ НПО «Спектр». Она содержит раму с горизонтальной опорной поверхностью и вертикальной монтажной платой, на которой закреплена соосно с окрашиваемой трубой и входящая внутрь ее штанга с форсунками-распылителями, красконагнетательные баки, воздушные магистрали с пневмораспределителями, трубопроводы, механизмы взаимного поворота и перемещения относительно окрашиваемой трубы форсунок и пульт управления (Методы и оборудование для окрашивания и сушки изделий Кантерова Т.И., Сухарева Т.М. и др. Обзорная информация. Серия «Технология лакокрасочных покрытий». - М.: НИИТЭХИМ, 1989, с.2).
Установка, принятая за прототип, позволяет наносить лакокрасочный материал на внутреннюю поверхность труб длиной до 12 м и диаметром 50-2000 мм. Однако вследствие того, что она допускает ручное перемещение штанги с распылительной головкой, трудно добиться равномерного наложения лакокрасочного покрытия на поверхность изделия по его длине, т.е. качество покрытия напрямую зависит от человеческого фактора, что является недостатком прототипа.
Задачей изобретения является усовершенствование указанной установки, дальнейшая автоматизация процесса покраски труб, повышение качества покраски и улучшение условий труда рабочих, занятых в производстве.
Поставленная цель достигается тем, что в установке для покраски внутренней поверхностей труб (или изделий трубчатой формы), содержащей раму с горизонтальной опорной поверхностью и вертикальной монтажной платой, на которой закреплена соосно с окрашиваемой трубой и входящая внутрь ее штанга с форсунками-распылителями, красконагнетательные баки, воздушные магистрали с пневмораспределителями, трубопроводы, механизмы взаимного поворота и перемещения относительно окрашиваемой трубы форсунок и пульт управления, на опорной поверхности рамы выполнены связанные между собой поперечной балкой направляющие, на которых установлены защитный экран П-образной формы с возможностью ручного продольного перекатывания по ним и транспортная тележка с двумя ложементами, снабженными опорными роликами, на которых при помощи технологических колец закреплена окрашиваемая труба, при этом высота экрана превышает высотный габарит тележки с размещенной на ней трубой, на одном из ложементов тележки размещен фрикционный привод вращения трубы, выполненный, например, в виде мотор-редуктора, а на поперечной балке рамы смонтирован реверсивный канатный привод перемещения тележки вдоль штанги, выполненный в виде электрической лебедки, на барабан которой намотан и закреплен канат, пропущенный через отверстия, выполненные в ложементах, огибающий ролик, смонтированный на монтажной плате рамы, и соединенный с тележкой, при этом на направляющих рамы смонтированы датчики конечных положений тележки, электрически связанные с пультом управления, а на штанге, дополнительно размещен узел протирки, выполненный в виде снабженных пневмодвигателями вращения и пневмоцилиндрами радиального подвода - отвода к внутренней поверхности трубы цилиндрических барабанов со щетками, при этом воздушные магистрали и трубопроводы проложены внутри штанги, которая выполнена полой и снабжена монтажными окнами, расположенными на ее поверхности.
Кроме того, щетки выполнены из отрезков водопоглощающей антистатической ткани, закрепленных на поверхности цилиндрических барабанов.
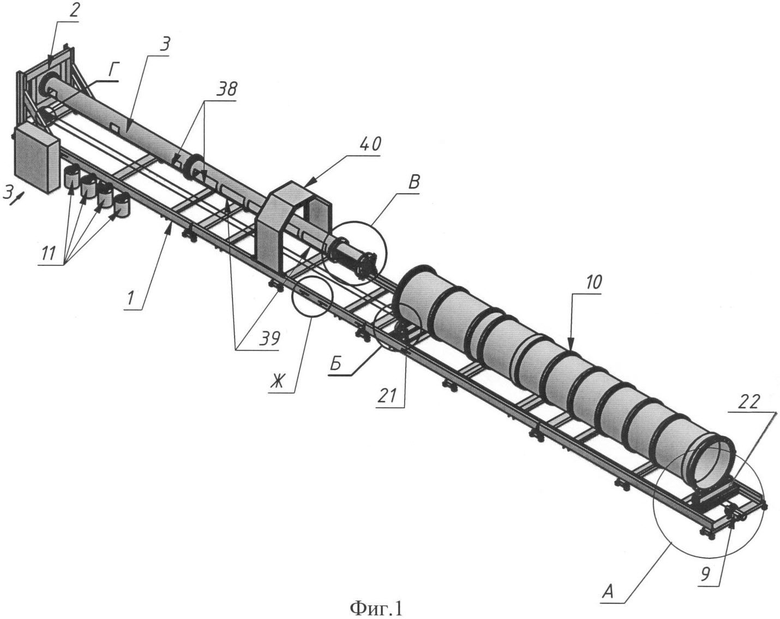
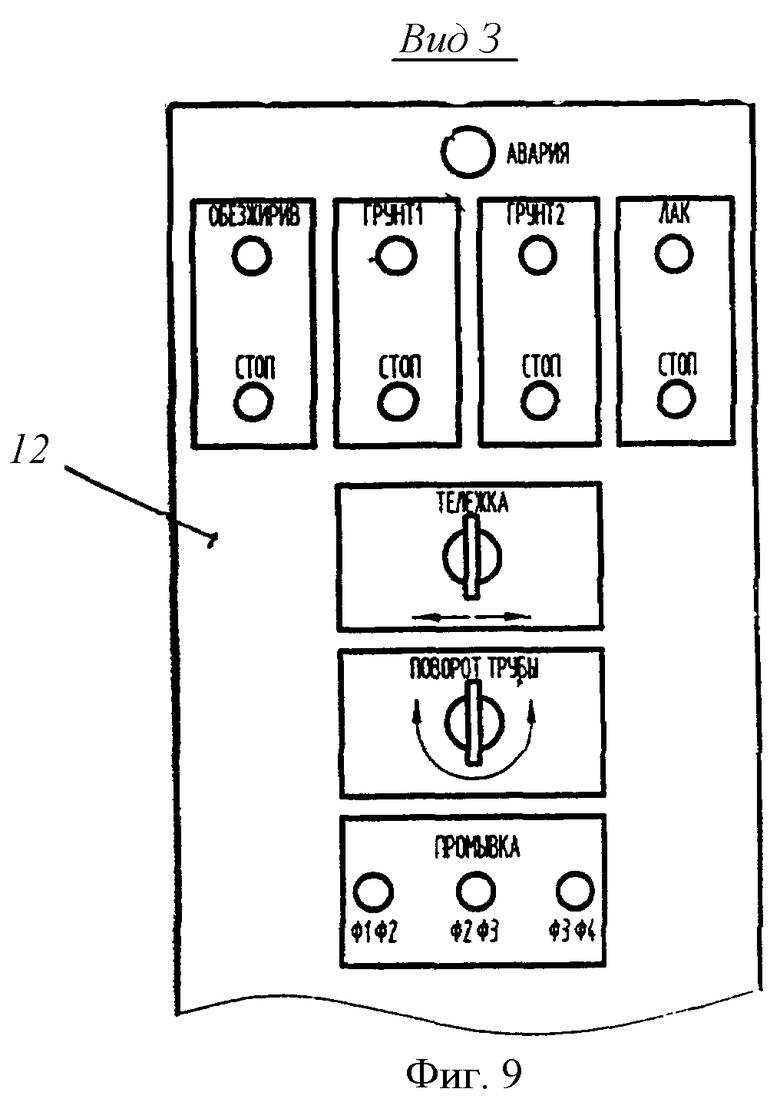
Сущность изобретения поясняется чертежами, где на фиг.1 показан общий вид заявляемого устройства, на фиг.2 - выносной элемент А на фиг.1, на фиг.3 - выносной элемент Б на фиг.1, на фиг.4 - выносной элемент В на фиг.1, на фиг.5 - выносной элемент Г на фиг.1, на фиг.6 - выносной элемент Д на фиг.3, на фиг.7 - выносной элемент Е на фиг.3, на фиг.8 - выносной элемент Ж на фиг.1, на фиг.9 - вид 3 на фиг.1.
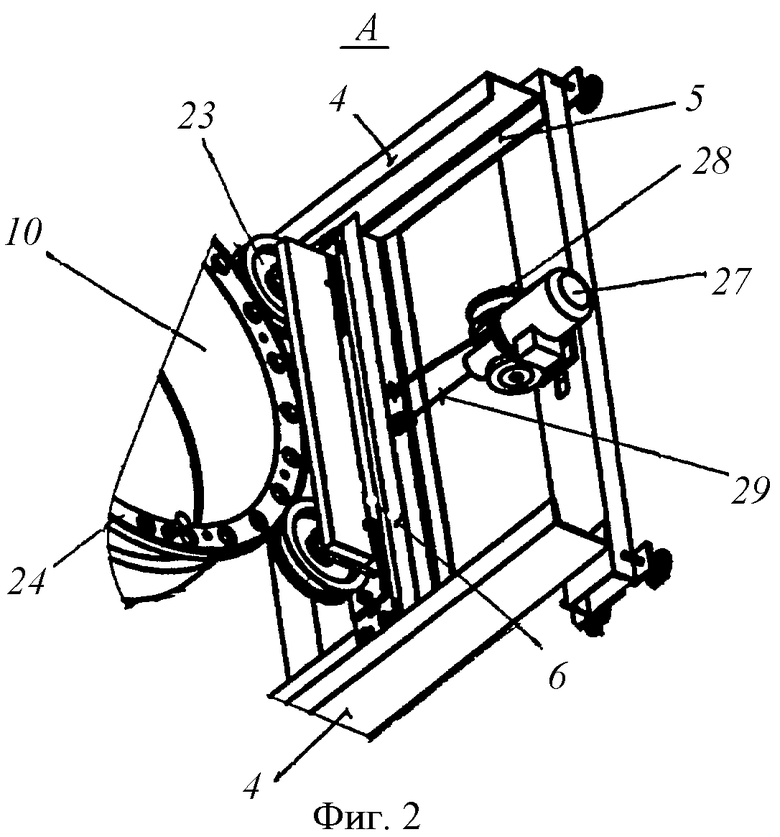
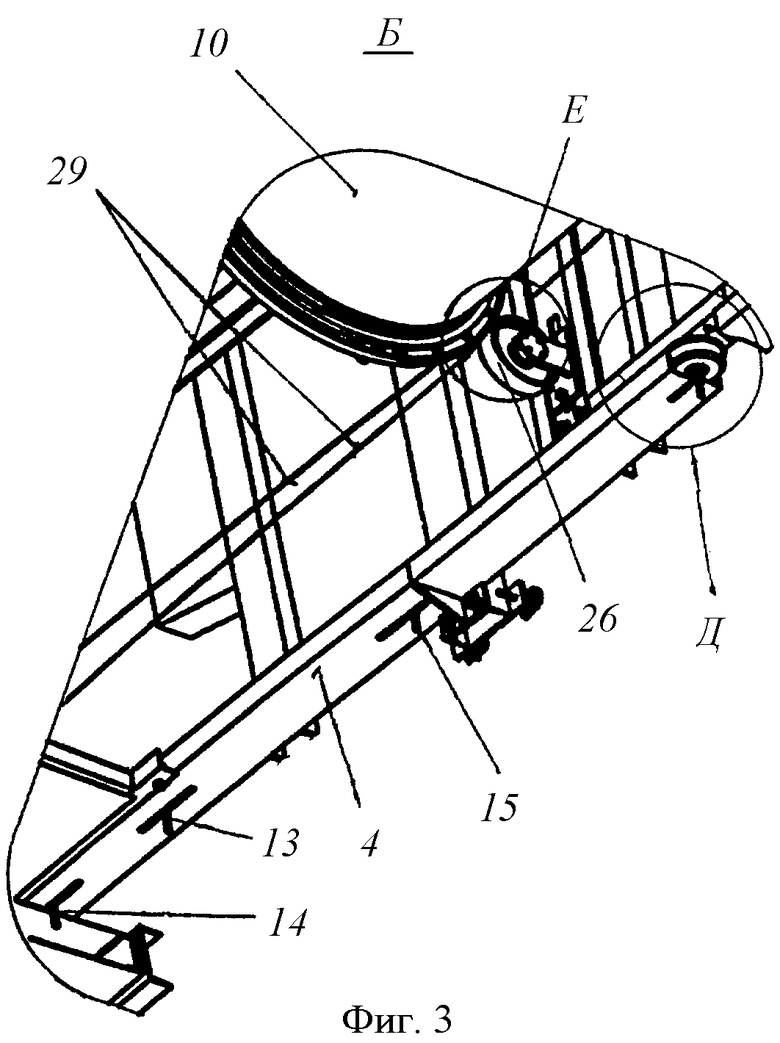
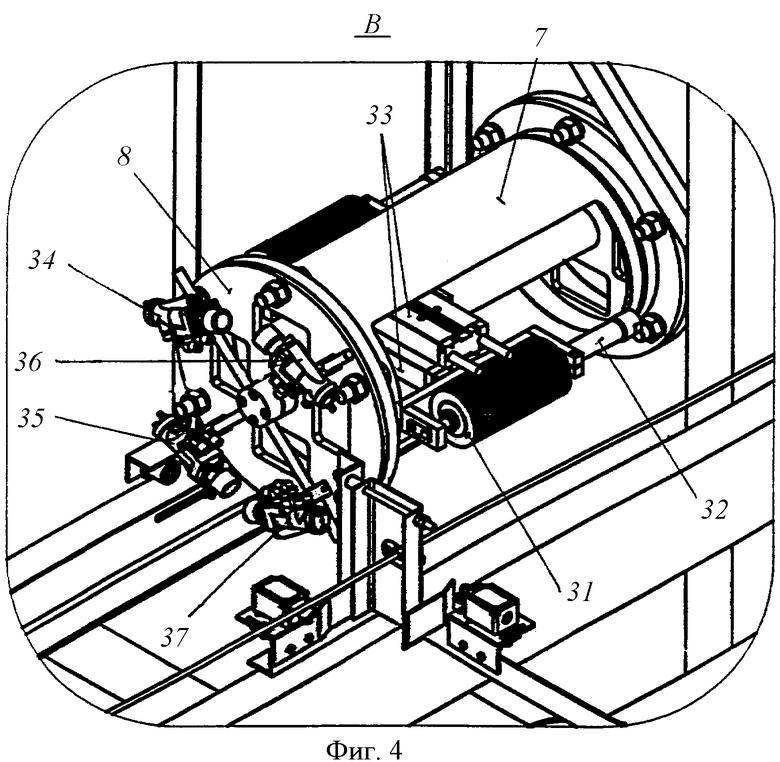
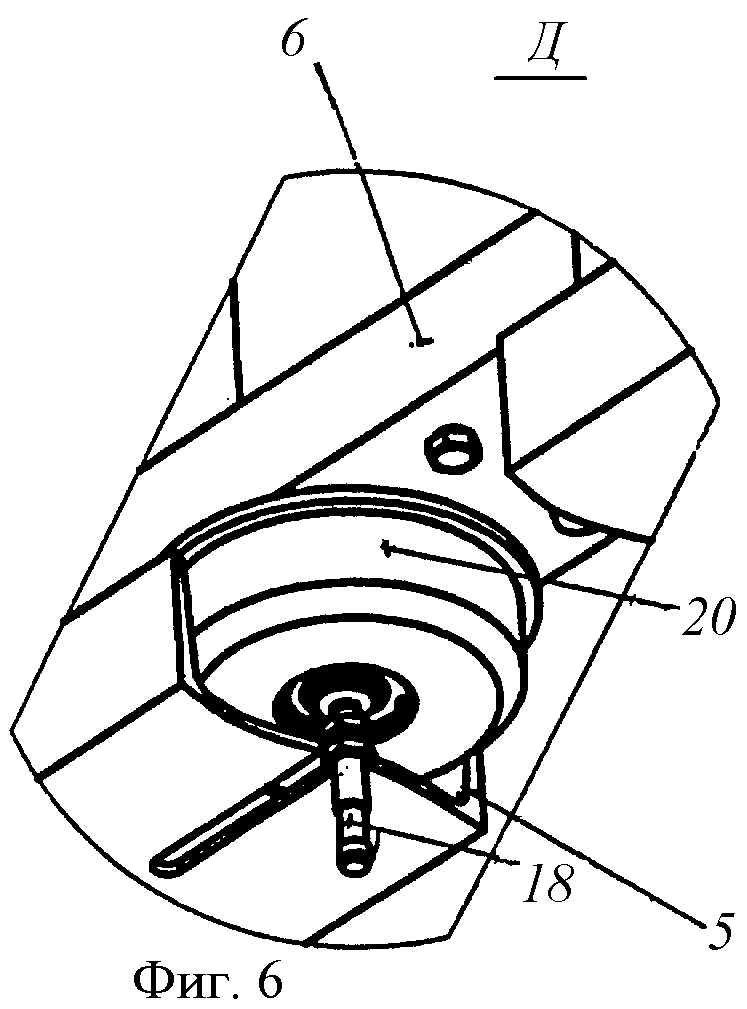
Установка включает в себя следующие основные детали и сборочные единицы: раму 1, на вертикальной монтажной плате 2 которой закреплена штанга 3 (фиг.1), а на горизонтальной 4 опорной поверхности выполнены связанные между собой поперечной балкой направляющие 5, на которых установлена тележка 6 (фиг.2). На штанге 3 (фиг.1) закреплены устройство протирки 7 (фиг.4) и распылительная головка 8. На поперечной балке рамы 1 установлен привод 9 (фиг.1) продольного перемещения тележки 6 (фиг.2). Компоненты, необходимые для покраски изделия 10, размещены в красконагнетательных баках 11 (фиг.1). Управление процессом покраски обеспечивается автоматически пультом 12 (фиг.9) системы управления, электрически связанным с элементами пневмо-гидроавтоматики, индуктивными датчиками конечных положений 13, 14, 15 (фиг.3), 16, 17 (фиг.8) и 18 (фиг.6) тележки 6 на раме 1. Активатором датчиков 13…18 является колесо 20 тележки 6 (фиг.6).
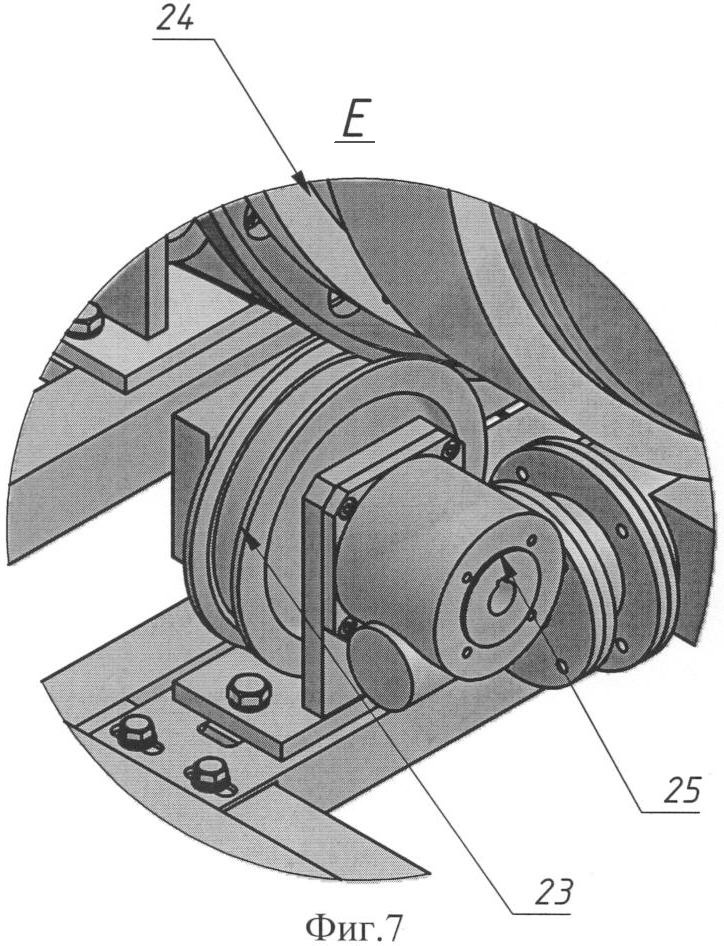
Тележка 6 имеет передний 21 и задний 22 (фиг.1) ложементы. На ложементах смонтированы опорные ролики 23 (фиг.2 и фиг.7), на которые при помощи технологических колец 24 установлено окрашиваемое изделие 10 (фиг.7). На переднем 21 ложементе тележки установлен также привод вращения 25 (фиг.1 и фиг.7), включающий мотор-редуктор, на вал которого насажен ролик 26, обеспечивающий фрикционную связь с технологическим кольцом 24 и передачу вращающего момента на изделие 10 (фиг.2.
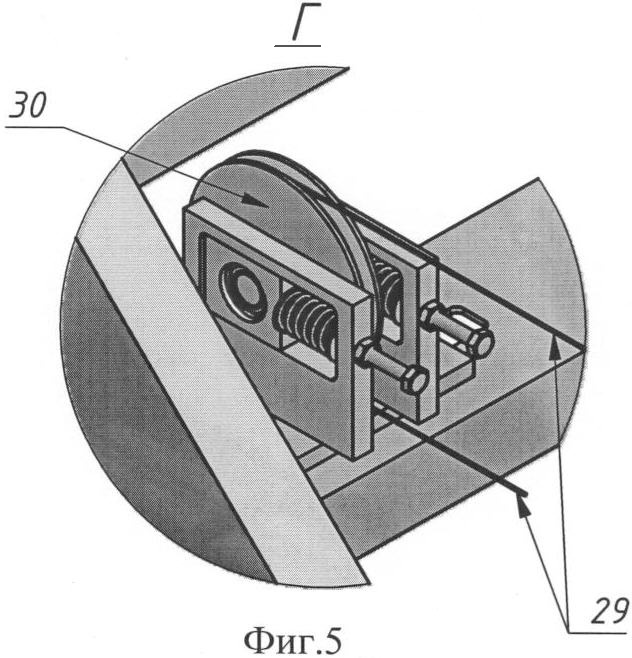
Привод 9 (фиг.1) продольного перемещения тележки 6 (фиг.2) выполнен в виде электрической лебедки 27 (фиг.2), на барабан 28 которой намотан и закреплен канат 29, пропущенный через отверстия (на чертеже не показаны), выполненные в ложементах 21 и 22 (фиг.1) тележки 6, (фиг.2) огибающий смонтированный на монтажной плате 2 рамы 1 ролик 30 (фиг.5) и соединенный с тележкой 6.
Устройство для протирки 7 (фиг.4) включает два диаметрально противоположно расположенных цилиндрических барабана 31 со щетками и привод, выполненный в виде пневмоцилиндров 32 и пневмодвигателей 33, обеспечивающих диаметральное перемещение барабанов 31, соответственно поджатие их к внутренней поверхности изделия 10 и вращение. Щетки выполнены из отрезков водопоглощающей диэлектрической ткани и закреплены на поверхности барабанов.
Распылительная головка 8 (фиг.4) включает четыре форсунки, одна из которых, например, 34, предназначена для распыления растворителя, необходимого для обезжиривания окрашиваемой поверхности, две другие 35 и 36 - для последовательного нанесения грунтовки, а четвертая 37 - для нанесения лакокрасочного покрытия. Лакокрасочное покрытие может подаваться также через две форсунки - 36 и 37.
Штанга 3 (фиг.1) выполнена из нескольких соединенных между собой трубчатых секций, в которых проложены трубопроводы (или шланги) 38 подвода компонентов и рабочих тел, необходимых для покраски изделия 10. Для удобства прокладки трубопроводов 38 на боковой поверхности штанги сделаны окна 39.
Для предотвращения распыления компонентов лакокрасочного покрытия в пространство рабочего помещения в зонах начального и конечного положений изделия 10, на направляющих 5 (фиг.2) рамы 1 установлен экран 40 (фиг.1), который имеет П-образную форму, снабжен колесами (на чертеже не показаны) и имеет возможность ручного перекатывания по раме 1. Высота экрана 40 превышает высотный габарит тележки 6 с размещенным на ней изделием 10, а ширина выбрана равной 300…500 мм.
Процесс покраски изделия предусматривает последовательное выполнение следующих операций: обезжиривание внутренней поверхности изделия растворителем, нанесение первого слоя грунтовки, нанесение второго слоя грунтовки, нанесение основного лакокрасочного покрытия - эмали. После выполнения каждой операции производится сушка. Покраске подвергаются последовательно четыре изделия. Сначала изделие №1 обезжиривается, затем переправляется на участок сушки, на его место устанавливается изделие №2, производится его обезжиривание и последующая сушка. Операции обезжиривания повторяются аналогично на изделиях №3 и 4. Затем после окончания сушки изделие №1 вновь устанавливается на тележку 6, производится его грунтовка первым слоем и последующая сушка на участке сушки. Аналогичные операции производятся на изделиях №2, 3 и 4. После этого производятся операции по нанесению 2-го слоя грунтовки, его сушка и, наконец, нанесение и сушка основного лакокрасочного покрытия - эмали на каждое изделие и последующая сушка покрытия. По окончании покраски производится промывка трубопроводов 38 и форсунок 34…37 растворителем.
Работа в режиме обезжиривания.
Исходное положение тележки 6 с установленным на ней изделием 10 (фиг.1) - крайнее правое. Оператор на пульте 12 (фиг.9) системы управления включает кнопку «ОБЕЗЖИРИВАНИЕ». При этом включается привод 9 (фиг.1) продольного перемещения, который при помощи троса 29 (фиг.2) перемещает тележку 6 вдоль штанги 3. Одновременно включается привод 25 (фиг.7) вращения окрашиваемого изделия 10 (фиг.1). При достижении колесом 20 тележки 6 датчика 13 (фиг.3), установленного в прорези направляющих 5 (фиг.2 и фиг.6), последний включает в работу систему подачи растворителя в форсунку 34 (фиг.4), которая наносит растворитель на внутреннюю поверхность изделия 10. При достижении колесом 20 (фиг.6) датчика 14 (фиг.3) подается давление на пневмоцилиндры 33 (фиг.4), штоки которых выдвигаются, барабаны 31 со щетками прижимаются к внутренней поверхности изделия 10, начинают вращаться и производят ее протирку. При достижении колесом 20 датчика 16 (фиг.1 и фиг.8) выключается система подачи растворителя в форсунку 34 (фиг.4), а при достижении колесом 20 датчика 17 выключается пневмодвигатель 33(фиг.4), барабаны 31 прекращают вращаться, штоки пневмоцилиндров 32 возвращаются в исходное положение. Выключается привод 25 вращения изделия. Система управления 12 (фиг.9) переключает привод 9 (фиг.1) продольного перемещения тележки 6 на обратный ход. Тележка вместе с изделием начинает перемещение в исходное положение. При достижении колесом 20 датчика 18 (фиг.6) тележка 6 останавливается. Производят перегружение изделия 10 с тележки 6 в камеру сушки (на чертеже не показана) и загрузку на нее очередного изделия.
Работа в режиме нанесения 1-го слоя грунтовки.
Исходное положение тележки 6 с установленным на ней изделием 10, как и при обезжиривании - крайнее правое.
Оператор на пульте 12 (фиг.9) системы управления включает кнопку «ГРУНТ 1». При этом включается привод 9 (фиг.1) продольного перемещения, который при помощи троса 29 (фиг.2 и фиг.3) перемещает тележку 6 вдоль штанги 3 (фиг.1). Одновременно включается привод 25 (фиг.1 и фиг.7) вращения изделия. При достижении колесом 20 тележки 6 датчика 14 (фиг.3), включается в работу система подачи растворителя в форсунки 35 и 36 (фиг.4), которые наносят грунт на внутреннюю поверхность изделия 10 (фиг.1). При достижении колесом 20 датчика 13 (фиг.3) выключается система подачи грунта на форсунку 35 (фиг.4), а при достижении колесом 20 датчика 16 (фиг.8) выключается система подачи грунта на форсунку 36 (фиг.4). Выключается привод 25 (фиг.1 и фиг.7) вращения изделия. Система управления переключает привод 9 (фиг.1). продольного перемещения тележки 6 на обратный ход. Тележка вместе с изделием начинает перемещение в исходное положение. При достижении колесом 20 датчика 18 (фиг.6) тележка 6 останавливается. Производят перегружение изделия 10 с тележки 6 в камеру сушки и загрузку на нее очередного изделия.
Работа в режиме нанесения 2-го слоя грунтовки.
Работа установки в режиме нанесения 2-го слоя грунтовки аналогична работе в режиме нанесения 1-го слоя грунтовки. Оператор на пульте 12 (фиг.9) системы управления включает кнопку «ГРУНТ 2». Далее система управления отрабатывает предыдущую программу.
Работа в режиме нанесения эмали.
Оператор на пульте 12 (фиг.9) системы управления включает кнопку «ЛАК». Работа установки в режиме нанесения эмалевого покрытия аналогична работе в режиме нанесения 1-го слоя грунтовки. В этом случае включается подача эмали к форсунке 37 (фиг.4), нанесение ее на окрашиваемую поверхность изделия 10 (фиг.1) и возврат изделия в исходное положение после окончания покраски.
В процессе выполнения операций по обезжириванию и нанесению слоев грунта и эмали экран 40 устанавливается в зоне размещения распылительных головок 8 (фиг.4), при выполнении перегрузочных работ с окрашиваемыми изделиями его вручную перекатывают по направляющим на необходимое расстояние. Перед началом очередного цикла работы экран 40 вновь устанавливают в зону размещения распылительных головок 8 (фиг.4).
Работа в режиме промывки элементов гидросистемы.
Промывка элементов гидросистемы производится после окончания рабочей недели. Для этого на красконагнетательных баках 11 (фиг.1) перекрывают краны подачи продукта и закрывают краны подачи воздуха, открывают краны подачи растворителя и включением на пульте управления 12 (фиг.8) режима «ПРОМЫВКА». Промывают все элементы гидросистемы. После промывки гидросистемы из баков 11 (фиг.1) извлекают специальные ведра-вкладыши (на чертеже не показаны), сливают из них остатки компонентов лакокрасочного покрытия и также промывают ведра и трубку подачи продукта растворителем.
Предложенная установка для покраски внутренней поверхности труб позволяет, практически полностью, автоматизировать процесс покраски, повысить качество лакокрасочного покрытия изделий и улучшить условия труда рабочих, занятых покраской.
В настоящее время заявитель разрабатывает установку для покраски внутренней поверхности труб диаметром 900 мм длиной до 6000 мм.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЛАКОКРАСОЧНЫХ МАТЕРИАЛОВ И БИТУМНО-МАСТИЧНЫХ ЭМУЛЬСИЙ | 2015 |
|
RU2591163C1 |
| Установка для окраски полых изделий | 1981 |
|
SU1031528A1 |
| Участок обезжиривания, очистки и грунтовки тонколистового и гофрированного проката | 1985 |
|
SU1329859A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА МАТЕРИАЛАХ И ИЗДЕЛИЯХ ИЗ ПОЛИКАРБОНАТА | 2014 |
|
RU2561406C1 |
| Способ реставрации повреждений лакокрасочных покрытий транспортных средств | 2022 |
|
RU2774511C1 |
| Линия для окраски крупногабаритных изделий | 1977 |
|
SU654302A1 |
| СПОСОБ ЦИФРОВОЙ ПЕЧАТИ НА КУЗОВЕ ТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2659039C1 |
| Способ получения покрытий | 1978 |
|
SU786119A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБОПРОВОДОВ | 2001 |
|
RU2215592C2 |
| СПОСОБ БЕСШОВНОГО ОКРАШИВАНИЯ ОКОННЫХ ИЗДЕЛИЙ | 2021 |
|
RU2766072C1 |
Изобретение относится к технологическому оборудованию, предназначенному для покраски внутренней поверхности труб, и может быть использовано в машиностроении для покраски внутренней поверхности изделий трубчатой цилиндрической формы, в том числе обечаек, емкостей и частей машин. В установке для покраски внутренней поверхности труб на опорной поверхности рамы выполнены связанные между собой поперечной балкой направляющие. На направляющих установлены защитный экран П-образной формы с возможностью ручного продольного перекатывания по ним и транспортная тележка с двумя ложементами, снабженными опорными роликами. На роликах при помощи технологических колец установлена окрашиваемая труба. Высота экрана превышает высотный габарит тележки с размещенной на ней трубой. На одном из ложементов тележки размещен фрикционный привод вращения трубы, выполненный в виде мотор-редуктора. На поперечной балке рамы смонтирован реверсивный канатный привод перемещения тележки вдоль штанги, выполненный в виде электрической лебедки. На барабан лебедки намотан и закреплен одним концом канал, пропущенный через отверстия, выполненные в ложементах, огибающий смонтированный на монтажной плите рамы блок и смонтированный другим концом с тележкой. На направляющих смонтированы датчики конечных положений решетки, электрически связанные с пультом управления. На штанге дополнительно размещен узел протирки, выполненный в виде снабженных пневмодвигателями вращения и пневмоцилиндрами радиального подвода-отвода к внутренней поверхности трубы цилиндрических барабанов со щетками. Воздушные магистрали и трубопроводы проложены внутри штанги, которая выполнена полой и снабжена монтажными окнами, расположенными на ее поверхности. Установка позволяет автоматизировать процесс покраски внутренней поверхности труб, повысить качество покраски и улучшить условия труда рабочих, занятых покраской. 1 з.п. ф-лы, 9 ил.
1. Установка для покраски внутренней поверхности труб, содержащая раму с горизонтальной опорной поверхностью и вертикальной монтажной платой, на которой закреплена соосно с окрашиваемой трубой и входящая внутрь ее штанга с форсунками-распылителями, красконагнетательные баки, воздушные магистрали с пневмораспределителями, трубопроводы, механизмы взаимного поворота и перемещения относительно окрашиваемой трубы форсунок и пульт управления, отличающаяся тем, что на опорной поверхности рамы выполнены связанные между собой поперечной балкой направляющие, на которых установлены защитный экран П-образной формы с возможностью ручного продольного перекатывания по ним и транспортная тележка с двумя ложементами, снабженными опорными роликами, на которых при помощи технологических колец установлена окрашиваемая труба, при этом высота экрана превышает высотный габарит тележки с размещенной на ней трубой, на одном из ложементов тележки размещен фрикционный привод вращения трубы, выполненный в виде мотор-редуктора, а на поперечной балке рамы смонтирован реверсивный канатный привод перемещения тележки вдоль штанги, выполненный в виде электрической лебедки, на барабан которой намотан и закреплен одним концом канат, пропущенный через отверстия, выполненные в ложементах, огибающий смонтированный на монтажной плате рамы блок и соединенный другим концом с тележкой, при этом на направляющих смонтированы датчики конечных положений тележки, электрически связанные с пультом управления, а на штанге дополнительно размещен узел протирки, выполненный в виде снабженных пневмодвигателями вращения и пневмоцилиндрами радиального подвода-отвода к внутренней поверхности трубы цилиндрических барабанов со щетками, при этом воздушные магистрали и трубопроводы проложены внутри штанги, которая выполнена полой и снабжена монтажными окнами, расположенными на ее поверхности.
2. Установка по п.1, отличающаяся тем, что щетки выполнены из закрепленных на поверхности цилиндрических барабанов отрезков водопоглощающей антистатической ткани.
| КАНТЕРОВА Т.И | |||
| и др | |||
| Методы и оборудование для окрашивания и сушки изделий | |||
| Обзорная информация | |||
| Серия «Технология лакокрасочных покрытий | |||
| - М.: НИИГЭХИМ, 1989 с.2 | |||
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1988 |
|
RU2017546C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ИЗДЕЛИЙ ТИПА ТРУБ | 1991 |
|
RU2029635C1 |
| US 4368219 A, 11.01.1983 | |||
| Устройство для свч-сушки диэлектрических лент | 1977 |
|
SU658375A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |

