Изобретение относится к области обработки металлов давлением и, в частности, к процессам получения труб с профилированными законцовками, полученными с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ получения труб с профилированными законцовками, включающий размещение конца трубы в разъемной матрице, фиксацию ее от возможного перемещения и последующее формирование кольцевого выступа путем приложения осевого сжимающего усилия к торцу трубы (RU № 2160175, С2, МПК В21D 39/06).
К недостатку известного способа относится необходимость использования гидравлических прессов с большими номинальными усилиями, так как формирование кольцевых выступов осуществляется пластическим течением материала трубы от прикладываемого к ее торцу осевого усилия. Кроме того, определенные трудности составляют вопросы фиксации трубы от осевых перемещений, что особенно важно для длинномерных труб.
Известен также способ получения труб с профилированными законцовками, включающий выполнение подготовительных операций на трубах (правка, резка в меру, зачистка внешней поверхности концов), установку конца трубы в полость разъемной матрицы, содержащей чистовую и предварительную гравюры, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы с переводом обрабатываемого материала в пластическое состояние и последующее дорнование обжатого участка с формированием бандажа в чистовой гравюре матрицы (RU № 2202431 С2, 20.04.2003, В21D 53/08, 41/00, бюл. №11 - прототип).
К недостатку известного способа следует отнести осевое течение материала при радиальном обжиме конца трубы, что объяснимо отсутствием предварительного заполнения чистовой гравюры матрицы. Следовательно, процесс дорнования будет ограничиваться силами трения между рабочей поверхностью разъемной матрицы и внешней поверхностью конца трубы. В результате для качественного формообразования бандажа требуется дорн с большим рабочим зубом по диаметру, а значит будет иметь место утонение полотна законцовки.
Задачей изобретения является разработка такого способа получения труб с профилированными законцовками, который бы обеспечивал качественное формообразование бандажа и не приводил к нерегламентированному утонению полотна законцовки.
Технический результат достигается тем, что в способе получения труб с профилированными законцовками, включающем выполнение подготовительных операций на трубах (правка, резка в меру, зачистка внешней поверхности концов), установку конца трубы в полость разъемной матрицы, содержащей чистовую и предварительную гравюры, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы с переводом обрабатываемого материала в пластическое состояние и последующее дорнование обжатого участка с формированием бандажа в чистовой гравюре матрицы, согласно изобретению, предварительные операции дополняют формированием внутреннего утолщения с одновременной калибровкой конца трубы по внешнему диаметру, для чего конец трубы размещают в полости разъемной матрицы с гладкой рабочей поверхностью, фиксируют трубу от возможных перемещений, в полость конца трубы вводят малую ступень дорна и, перемещая рабочий зуб дорна относительно трубы, вызывают локальную пластическую деформацию обрабатываемого материала с заполнением зазора между внутренним диаметром трубы и малой ступенью дорна, а радиальный обжим выполняют, разместив полученное внутреннее утолщение напротив чистовой гравюры разъемной матрицы, с локальными поперечными сдвигами в полотне, вызывающими предварительное заполнение чистовой гравюры материалом трубы.
Осуществление предлагаемого способа получения труб с профилированными законцовками позволяет получать качественные бандажи, не вызывая нерегламентируемое утонение стенки полотна.
Это объясняется тем, что формирование бандажа производят с предварительным заполнением чистовой гравюры материалом трубы при осуществлении радиального обжима посредством поперечных сдвиговых деформаций в полотне конца трубы. Последнее и устраняет осевое течение материала.
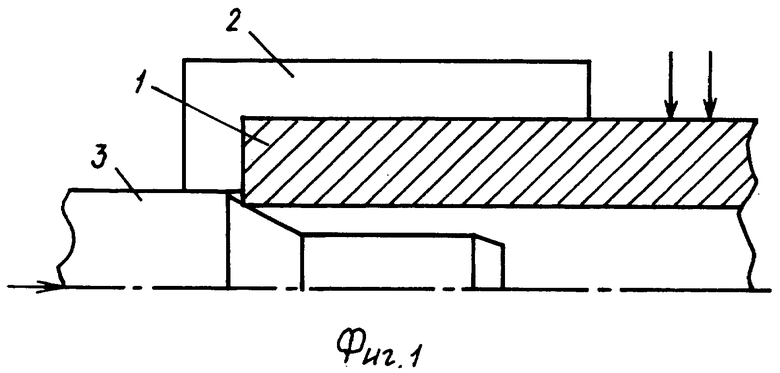
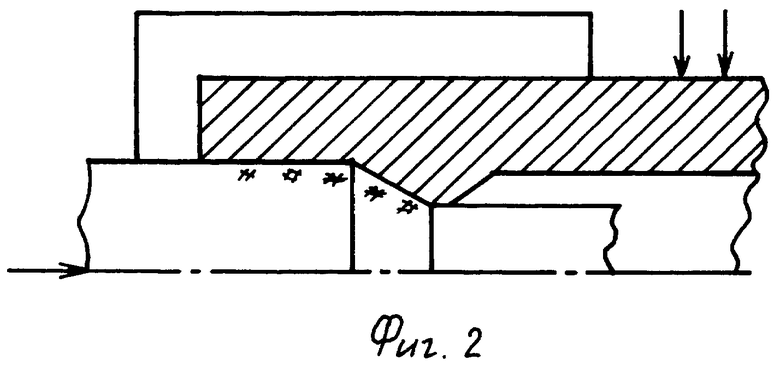
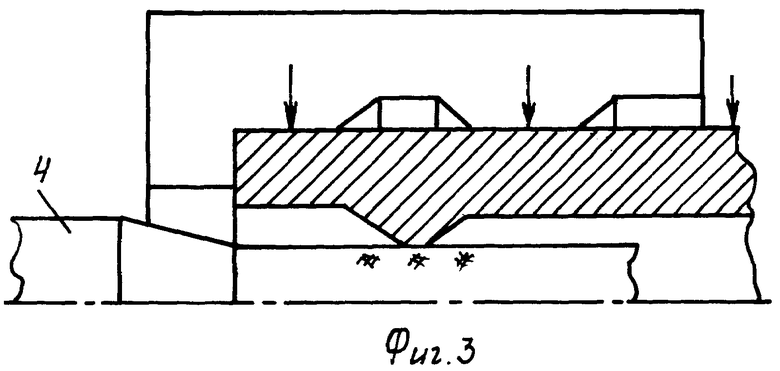
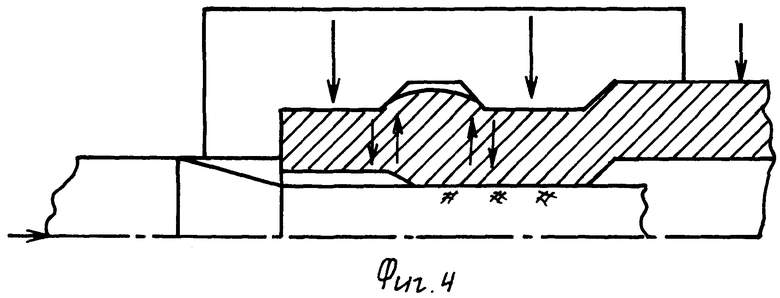
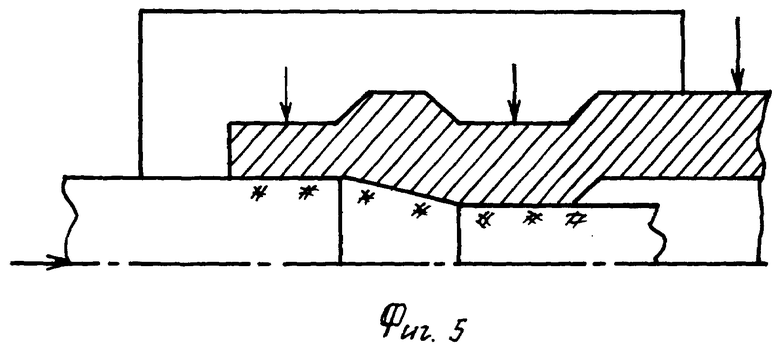
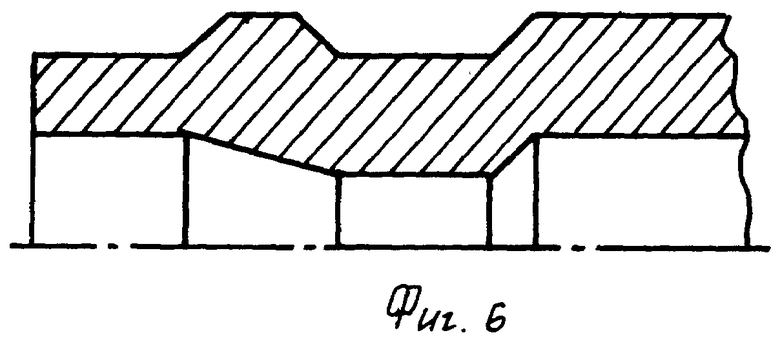
Сущность изобретения поясняется чертежами, где на фиг.1 показаны теплообменная труба и технологическая оснастка перед выполнением внутреннего утолщения на трубе; на фиг.2 - стадия окончания формирования внутреннего утолщения; на фиг.3 - конец теплообменной трубы с внутренним утолщением, размещенным напротив чистовой гравюры разъемной матрицы, перед выполнением операции радиального обжима; на фиг.4 - стадия окончания радиального обжима с предварительным заполнением чистовой гравюры материалом трубы; на фиг.5 - стадия окончательного формообразования бандажа; на фиг.6 - профилированная законцовка.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка труб в косовалковой машине, отрезка мерной длины и зачистка поверхности концов до металлического блеска.
Далее осуществляют профилирование концов трубы.
Конец теплообменной трубы 1 с минимальным зазором вводят в полость разъемной матрицы 2 с гладкой рабочей поверхностью (фиг.1). Трубу фиксируют от возможных перемещений. Ограничение осевого течения трубы устраняют использованием бурта на торце разъемной матрицы. В полость трубы вводят малую ступень дорна 3.
Далее сообщают осевое перемещение дорну, вызывая пластическую деформацию внутренних слоев трубы с образованием утолщения (фиг.2).
После чего профилированный таким образом конец трубы располагают в разъемной матрице, содержащей чистовую и предварительную гравюры. При этом внутреннее утолщение располагают напротив чистовой гравюры. В полость конца трубы вводят малую ступень дорна 4 (фиг.3).
Далее выполняют радиальный обжим конца трубы с предварительным заполнением объема чистовой гравюры поперечными сдвигами стенки трубы (фиг.4).
Окончательное формирование бандажа производят при осевом перемещении дорна 4 (фиг.5). В результате чего конец трубы приобретает требуемую форму поперечного сечения (фиг.6).
Опытно-промышленная проверка разработанного способа прошла в два этапа: с применением компьютерной программы Deform 2D, где определялись силовые характеристики и соответствие стадий формирования профиля законцовки алгоритму, описанному выше. На втором этапе проводилась экспериментальная проверка в производственных условиях на трубе из стали 10, имевшей поперечные геометрические размеры ⌀ 25×19,8 мм, в соответствующей штамповой оснастке. Штамповая оснастка для получения внутреннего утолщения состояла из разъемной матрицы с гладкой рабочей поверхностью и рабочим диаметром, равным внешнему диаметру трубы, и соответствующего дорна, имеющего малую ступень диаметром ⌀ 18,98 мм и рабочим зубом дорна, имевшим диаметр 20,2 мм. Штамповая оснастка для получения бандажа состояла из разъемной матрицы, содержащей чистовую и предварительную гравюры и соответствующего ступенчатого дорна: с диаметром малой ступени, равным ⌀ 18,98 мм, и диаметром рабочего зуба, равным ⌀ 19,6 мм.
Профилирование концов трубы производилось в технологической оснастке гидравлического пресса двойного действия, развивающего максимальное усилие 0,6 МН.
Технологическая оснастка для получения профилированных законцовок изготавливалась из закаленной стали У8 с точностью по 9-му квалитету и твердостью HRC после закалки не менее 56 единиц.
Установлено, что предварительное профилирование концов трубы обеспечивает предварительное заполнение чистовой гравюры матрицы материалом трубы и переводит обрабатываемый материал в пластическое состояние. Операция дорнования полости конца трубы гарантирует воспроизведение кольцевых выступов с размерами, заданными исполнительными размерами штамповой оснастки.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и другими отраслями промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2397837C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2401174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2387515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2430804C1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
Изобретение относится к обработке давлением, в частности к получению труб с профилированными законцовками с использованием эффекта локализованного направленного пластического деформирования материала трубы. После выполнения подготовительных операций конец трубы размещают в полости разъемной матрицы с гладкой рабочей поверхностью. Фиксируют трубу от возможных перемещений и в ее полость вводят малую ступень дорна. Перемещают рабочий зуб дорна относительно трубы и вызывают локальную пластическую деформацию материала трубы с заполнением им зазора между внутренним диаметром трубы и малой ступенью дорна. В результате на внутренней поверхности трубы формируют внутреннее утолщение и одновременно калибруют конец трубы по внешнему диаметру. Затем конец трубы устанавливают в разъемную матрицу с размещением внутреннего утолщения напротив чистовой гравюры и производят радиальный обжим с обеспечением предварительного заполнения материалом трубы упомянутой чистовой гравюры. Далее путем дорнования обжатого участка трубы формируют бандаж в чистовой гравюре матрицы. В результате обеспечивается повышение качества полученных изделий. 6 ил.
Способ получения труб с профилированными законцовками, включающий выполнение на трубах подготовительных операций вида правка, резка в меру и зачистка внешней поверхности концов, установку конца трубы в полость разъемной матрицы, содержащей чистовую и предварительную гравюры, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы с переводом обрабатываемого материала в пластическое состояние и последующее дорнование обжатого участка с формированием бандажа в чистовой гравюре матрицы, отличающийся тем, что подготовительные операции дополняют формированием внутреннего утолщения с одновременной калибровкой конца трубы по внешнему диаметру и конец трубы размещают в полости разъемной матрицы с гладкой рабочей поверхностью, фиксируют трубу от возможных перемещений, в полость конца трубы вводят малую ступень дорна, перемещают рабочий зуб дорна относительно трубы и вызывают локальную пластическую деформацию обрабатываемого материала с заполнением зазора между внутренним диаметром трубы и малой ступенью дорна, а радиальный обжим конца трубы выполняют после размещения полученного внутреннего утолщения напротив чистовой гравюры разъемной матрицы с обеспечением локальных поперечных сдвигов в полотне для предварительного заполнения чистовой гравюры материалом трубы.
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2202431C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2005 |
|
RU2317173C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |
| US 4413395 А, 08.11.1983. | |||

