Изобретение относится к области обработки металлов давлением и, в частности, к процессам получения теплообменных труб с профилированными законцовками, полученными с использованием эффекта локализованного направленного пластического деформирования материала трубы в условиях имеющейся несоосности между осью плунжера гидравлического пресса и осью разъемной матрицы.
Известен способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, размещение конца трубы в полости разъемной матрицы, фиксацию ее от возможных перемещений и последующее формирование компенсационного объема в виде кольцевого выступа путем приложения осевого сжимающего усилия к торцу трубы (RU №2160175, С2, МПК В21D 39/06).
К недостаткам известного способа относятся:
- необходимость использования гидравлических прессов больших номинальных усилий, так как формирование кольцевых выступов осуществляют пластическим течением материала трубы от прикладываемого к части поперечного сечения торца осевого усилия. Приведенный недостаток усугубляется возможной несоосностью оси плунжера гидравлического пресса к оси разъемной матрицы, когда наблюдается изгибная деформация дорна. В результате процесс формирования кольцевого выступа сопровождается упругой деформацией дорна, накапливающего упругую энергию в процессе рабочего хода плунжера пресса;
- совершение обратного холостого хода данного плунжера сочетается с растяжением дорна из-за сил трения между законцовкой и рабочим зубом, а также при наличии упомянутой изгибной деформации и происходит разрушение дорна. Весьма отрицательное влияние несоосности элементов оснастки проявляется на трубах с относительно малой толщиной стенки (например, ⌀20×2,0 мм). В этом случае из-за отмеченной несоосности наблюдается локальное утонение стенки законцовки, что в условиях холодной деформации материала трубы при ее закреплении в трубном отверстии вызывает утонение стенки, дополнительное упрочнение обрабатываемого материала и, наконец, разрушение законцовки.
Известен также способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, размещение трубы в полости разъемной матрицы, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы и последующее формирование внешнего и внутреннего профиля законцовки путем выдавливания материала трубы при выполнении операции дорнования в пределах части длины обжатого участка дорном, закрепленным в плунжере гидравлического пресса, с удалением дорна из матрицы в процессе обратного холостого хода плунжера гидравлического пресса (RU 2317173 С2 20.02.2008, В21D 51/16, 41/00, бюл. №5 - прототип).
К недостаткам известного способа относят его чувствительность к соосности элементов технологической оснастки к оси плунжера гидравлического пресса, так как:
- из-за неравномерного давления в технологической оснастке на обрабатываемый материал трубы наблюдается раскрытие сегментов матрицы в процессе рабочего хода, что ухудшает точность выполнения кольцевых выступов. Сегменты матрицы в процессе рабочего хода могут смещаться и образовывать неравномерный зазор (зазоры), что приводит к формированию продольного заусенца (или продольных заусенцев). Удаление этих заусенцев с поверхности законцовки является достаточно трудоемкой ручной операцией;
- производительность технологического процесса относительно небольшая, так как требуется дополнительное время на совершение прямого холостого хода плунжера гидравлического пресса;
- из-за упомянутой несоосности имеет место интенсивный износ технологической оснастки, что удорожает себестоимость изготовления профилированных законцовок.
Задачей изобретения является разработка такого способа получения теплообменных труб с профилированными законцовками, который бы обеспечивал симметричное давление в технологической оснастке, приводящее к возможности обработки любых марок труб с произвольными геометрическими размерами поперечного сечения, а также имел повышенную производительность из-за устранения прямого холостого хода плунжера гидравлического пресса.
Технический результат достигается тем, что в способе получения труб с профилированными законцовками, включающем подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, размещение трубы в полости разъемной матрицы, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы и последующее формирование внешнего и внутреннего профиля законцовки путем выдавливания материала трубы при выполнении операции дорнования в пределах части длины обжатого участка дорном, закрепленным в плунжере гидравлического пресса, с удалением дорна из матрицы в процессе обратного холостого хода плунжера гидравлического пресса, согласно изобретению, крепление дорна в плунжере гидравлического пресса осуществляют с применением переходника, сборку дорна и переходника выполняют посредством муфты при размещенном дорне в полости сомкнутых сегментов матрицы, и штамповку профилированной законцовки осуществляют в условиях имеющейся несоосности оси дорна к оси переходника (оси плунжера гидравлического пресса), для чего свободные торцы сегментов матрицы снабжают буртами, смыканием которых образуют направляющую полость диаметром, равным исходному внутреннему диаметру трубы, а рабочий зуб дорна выполняют с максимальным диаметром, соответствующим посадке движения по отношению к диаметру упомянутой направляющей полости, и в процессе обратного холостого хода плунжера гидравлического пресса из разъемной матрицы удаляют только рабочий зуб дорна.
Осуществление предлагаемого способа позволяет получать трубы с профилированными законцовками с высокой точностью их геометрических размеров, возможностью обработки различных марок труб с произвольным поперечным сечением, а также высокой производительностью технологического процесса.
Это объясняется тем, что равномерность и симметричность давления в технологической оснастке достигается минимальным односторонним зазором между рабочим зубом дорна и полостью разъемной матрицы в сомкнутом состоянии ее сегментов. Предельная величина упомянутого зазора определяется посадкой движения между этими элементами технологической оснастки. Для чего дорн дополняют переходником, закрепляемым в плунжере гидравлического пресса, и соединение дорна с переходником производят посредством муфты. В этом случае, из-за переходника, длина дорна уменьшается, и становится возможным создать направленное осевое его движение посредством дополнительной направляющей полости. Последнюю формируют путем выполнения на свободных торцах сегментов разъемной матрицы буртов. Смыкание сегментов разъемной матрицы приводит к образованию направляющей полости. Таким образом, исчезает необходимость полного выведения дорна из матрицы. Сказанное обеспечивает условие, когда в технологическом процессе отсутствует прямой холостой ход плунжера гидравлического пресса.
В предлагаемой сборке технологической оснастки присутствует лишь один зазор, определяемый посадкой движения между рабочим зубом дорна и направляющей полостью сомкнутых сегментов матрицы. Для сравнения, по прототипу аналогичная сборка технологической оснастки содержала бы три зазора, совокупность которых приводит к искажению исполнительных размеров профилированной законцовки.
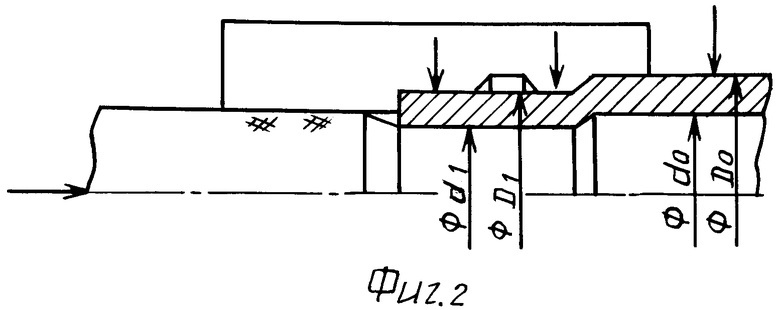
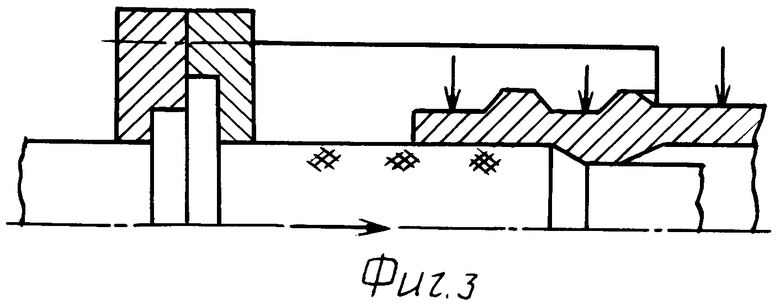
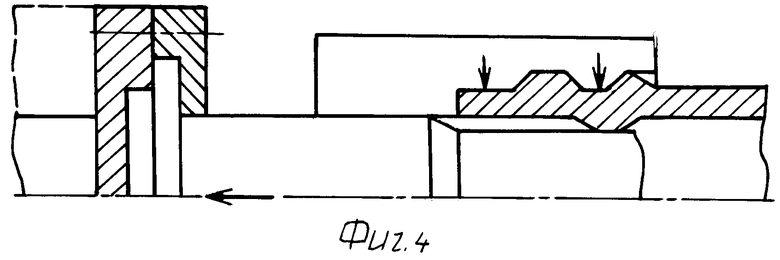
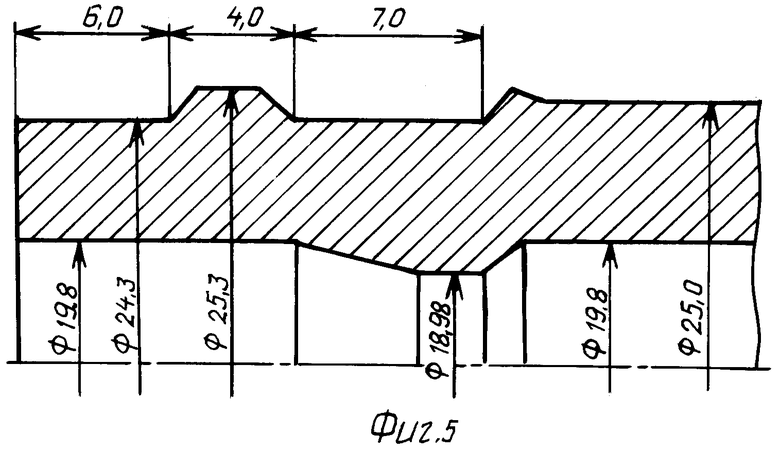
Сущность изобретения поясняется чертежами, где на фиг.1 приведены теплообменная труба 1, технологическая оснастка, содержащая разъемную матрицу 2 и дорн 3, который соединен жестко посредством муфты 4 с переходником 5, находящемся в резьбовом отверстии плунжера гидравлического пресса 6 перед выполнением радиального обжима конца трубы. Несоосность элементов технологической оснастки определяется величиной Δ; на фиг.2 - окончание радиального обжима конца трубы до поперечного его размера ⌀D1×⌀d1. Данная стадия является исходной перед выполнением операции дорнования, приводящей к формированию профилированной законцовки; на фиг.3 - окончание стадии формирования профилированной законцовки; на фиг.4 - окончание стадии обратного холостого хода плунжера гидравлического пресса; на фиг.5 - пример профилированной законцовки для трубы с исходными поперечными размерами (⌀25×19,8 мм) после извлечения конца трубы из полости разъемной матрицы.
Вариант осуществления изобретения состоит в следующем.
Выполняют подготовительные операции на трубах путем их правки, резки в меру и зачистки внешней поверхности концов.
На этапе подготовки технологической оснастки к штамповке профилированных законцовок проводят качественное направление движения дорна. Сегменты разъемной матрицы, образующие ее направляющую и формующую полости, раскрыты. Отметим, что формующая полость матрицы содержит чистовую гравюру трапециевидного поперечного сечения и предварительную гравюру. Дорн его малой ступенью вводят в формующую полость матрицы. Производят смыкание сегментов матрицы с образованием буртами направляющей полости. При этом зазор между стенками направляющей полости и максимальным диаметром зуба дорна определяется посадкой движения.
Затем посредством муфты выполняют жесткое крепление дорна и переходника, свободно размещенного в резьбовом отверстии гидравлического пресса. Затем производят окончательное закрепление переходника в упомянутом резьбовом отверстии. Ось дорна и ось переходника, а значит ось плунжера гидравлического пресса, образуют несоосность величиной Δ (фиг.1).
Этап подготовки технологической оснастки к работе завершается раскрытием сегментов матрицы.
Затем, прикладывая сжимающее радиальное усилие к сегментам матрицы, вызывают радиальный обжим конца трубы, придавая ему калиброванный внешний диаметр ⌀D1 (фиг.2). Диаметр малой ступени дорна выполнен с обеспечением минимального зазора по отношению к диаметру ⌀d1. Это следует из условия, что технологический процесс не содержит прямого холостого хода плунжера гидравлического пресса.
Не разгружая сегменты матрицы, приступают к холодной объемной штамповке профилированной законцовки. Для чего плунжер гидравлического пресса перемещают в осевом направлении, вызывая пластическую деформацию материала трубы в условиях практически симметричного зазора между элементами технологической оснастки. Рабочий ход плунжера гидравлического пресса завершают образованием контакта между муфтой 4 и торцем направляющей полости разъемной матрицы (крайнее правое положение) (фиг.3). Профилированная законцовка содержит утолщение, как на внешней (кольцевой выступ), так и внутренней поверхностях.
Затем, также при неразгруженных сегментах матрицы, производят обратный холостой ход плунжера гидравлического пресса с перемещением дорна в крайнее левое положение (до обеспечения контакта между муфтой и креплением плунжера гидравлического пресса). Малую ступень дорна размещают в формующей полости разъемной матрицы (фиг.4).
После раскрытия сегментов матрицы производят удаление из нее трубы и выполняют контроль геометрических размеров профилированной законцовки (фиг.5).
Опытно-промышленная проверка разработанного способа проводилась на теплообменных трубах из стали 10 с поперечным сечением ⌀25×19,8 мм.
Дорн выполнялся с диаметром малой ступени, равной 18,9 мм, а рабочий зуб дорна - с ⌀19,8 мм. Несоосность оси переходника к оси дорна составляла 0,5 мм. Зазор между рабочим зубом дорна и отверстием направляющей полости при сомкнутых сегментах разъемной матрицы для посадки движения составлял 0,009 мм. Отметим, что разъемная матрица в ее формующей полости содержала чистовую гравюру трапециевидного поперечного сечения с размерами: большое основание 4 мм, малое - 2 мм, глубина - 0,5 мм, и предварительную гравюру глубиной 0,5 мм.
Апробирование предлагаемого способа получения теплообменных труб с профилированными законцовками производилось на гидравлическом горизонтальном прессе двойного действия, развивающем максимальное усилие, равное 0,6 МН.
Технологическая оснастка выполнялась из стали Х12М по 9-му квалитету точности с твердостью после закалки HRCЭ=58÷60 единиц.
Отштампованные профилированные законцовки имели исполнительные геометрические размеры, соответствующие 9÷10 квалитета точности. Отсутствовали какие-либо поломки дорнов. Время изготовления законцовок на трубе сократилось с 60 секунд до 45 секунд (с учетом подготовительно-заключительного времени).
Подчеркнем, что на внешней поверхности законцовок отсутствовали заусенцы, а полотно законцовки не содержало локально утоненных сечений. Закрепление полученных законцовок в трубных отверстиях (фланцах), не вызывало разрушение законцовок, в том числе и для труб с поперечными размерами ⌀20×2,0 мм.
Предлагаемый способ получения профилированных законцовок обеспечивает повышенные гарантированные служебные характеристики прочности и плотности неразъемных механических соединений теплообменных труб с отверстиями трубных решеток.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и другими отраслями промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРИЗОНТАЛЬНЫЙ ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ДЕФОРМИРОВАНИЯ КОНЦОВ ДЛИННОМЕРНЫХ ТРУБНЫХ ЗАГОТОВОК | 2010 |
|
RU2438822C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2387515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2401174C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2397837C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2009 |
|
RU2395362C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
Изобретение относится к обработке давлением, в частности к получению теплообменных труб с профилированными законцовками с использованием эффекта локализованного направленного пластического деформирования материала трубы. После выполнения подготовительных операций конец трубы размещают в полости разъемной матрицы. Трубу фиксируют от возможных перемещений и производят радиальный обжим ее конца. Затем формируют внешний и внутренний профили законцовки выдавливанием материала трубы посредством дорна. Дорн закрепляют в плунжере гидравлического пресса с помощью переходника. Сборку дорна с переходником производят посредством муфты при размещенном в полости матрицы дорне. Формирование профилей законцовки ведут при несоосности оси дорна и оси переходника и плунжера пресса. Свободные торцы сегментов матрицы имеют бурты, образующие направляющую полость. Диаметр этой полости равен исходному внутреннему диаметру трубы. Дорн выполнен с рабочим зубом, максимальный диаметр которого соответствует посадке движения по отношению к диаметру направляющей полости. В процессе обратного холостого хода плунжера пресса из разъемной матрицы удаляют только рабочий зуб дорна. В результате обеспечивается расширение технологических возможностей способа и повышение производительности. 5 ил.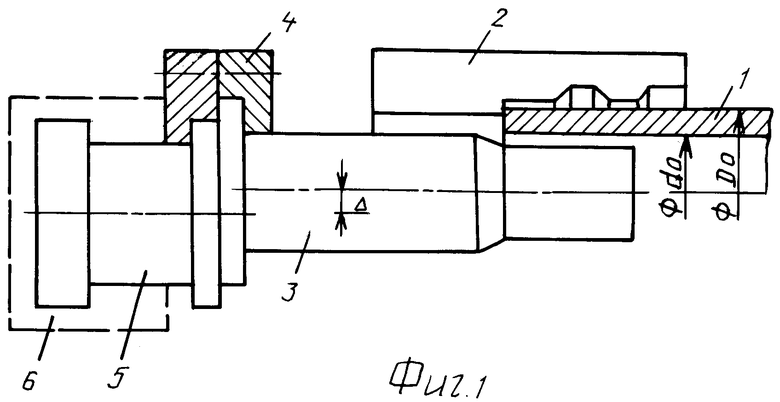
Способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем их правки, резки в меру и зачистки внешней поверхности концов, размещение трубы в полости разъемной матрицы, фиксацию трубы от возможных перемещений, радиальный обжим конца трубы и последующую штамповку профилированной законцовки путем формирования внешнего и внутреннего профилей законцовки выдавливанием материала трубы при выполнении операции дорнования в пределах части длины обжатого участка дорном, закрепленным в плунжере гидравлического пресса, с удалением дорна из матрицы в процессе обратного холостого хода плунжера гидравлического пресса, отличающийся тем, что крепление дорна в плунжере гидравлического пресса осуществляют с применением переходника, сборку дорна и переходника выполняют посредством муфты при размещенном в полости разъемной матрицы, образованной ее сомкнутыми сегментами, дорне и штамповку профилированной законцовки осуществляют в условиях несоосности оси дорна и оси переходника и плунжера гидравлического пресса, причем свободные торцы сегментов матрицы снабжают буртами, смыканием которых образуют направляющую полость диаметром, равным исходному внутреннему диаметру трубы, рабочий зуб дорна выполняют с максимальным диаметром, соответствующим посадке движения по отношению к диаметру упомянутой направляющей полости, а в процессе обратного холостого хода плунжера гидравлического пресса из разъемной матрицы удаляют только рабочий зуб дорна.
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2005 |
|
RU2317173C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2202431C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |
| US 4413395 A, 08.11.1983. | |||

