Изобретение относится к области обработки металлов давлением, в частности к процессам получения теплообменных труб с профилированными законцовками, полученными с использованием эффекта локализованного направленного пластического деформирования материала трубы.
Известен способ получения теплообменных труб с профилированными законцовками, включающий размещение конца трубы в разъемной матрице, фиксацию ее от возможного перемещения и последующее формирования кольцевого выступа путем приложения осевого сжимающего усилия к торцу трубы (RU №2160175 С2, МПК В21D 39/06).
К недостаткам известного способа относятся необходимость использования гидравлических прессов с большими номинальными усилиями, так как формирование кольцевых выступов осуществляется пластическим течением материала трубы от прикладываемого к ее торцу осевого усилия.
Известен также способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем правки, резки в меру, зачистки внешней поверхности концов, установку конца трубы в полость разъемной матрицы, имеющей чистовую и предварительную гравюры, внешний и внутренний цилиндрические пояски, фиксирование трубы от возможных перемещений, радиальный обжим конца трубы сегментами разъемной матрицы и формирование на трубе кольцевого выступа путем заполнения ее материалом чистовой гравюры матрицы (RU 2202431 С2, 20.04.2003, В21D 53/08, 41/00, бюл. №11 - прототип).
К недостатку известного способа следует отнести осевое течение материала при радиальном обжиме конца трубы, что не приводит к предварительному заполнению чистовой гравюры матрицы. Следовательно, процесс дорнования будет ограничиваться силами трения между рабочей поверхностью разъемной матрицы и внешней поверхностью конца трубы. В результате для качественного формообразования кольцевого выступа требуется дорн с большим рабочим зубом по диаметру, а значит будет иметь место утонение полотна законцовки.
Задачей изобретения является разработка такого способа получения теплообменных труб с профилированными законцовками, который бы обеспечивал качественное формообразование кольцевого выступа и не приводил к нерегламентированному утонению полотна законцовки.
Технический результат достигается тем, что в способе получения труб с профилированными законцовками, включающий подготовку труб путем правки, резки в меру, зачистки внешней поверхности концов, установку конца трубы в полость разъемной матрицы, имеющей чистовую и предварительную гравюры, внешний и внутренний цилиндрические пояски, фиксирование трубы от возможных перемещений, радиальный обжим конца трубы сегментами разъемной матрицы и формирование на трубе кольцевого выступа путем заполнения ее материалом чистовой гравюры матрицы, согласно изобретению используют разъемную матрицу с торцевым буртом, установку конца трубы в полость разъемной матрицы осуществляют с обеспечением контакта торца конца трубы с упомянутым торцевым буртом, после фиксирования трубы от возможных перемещений в ее полость вводят дорн, имеющий рабочий и формующий зубья, с расположением рабочего зуба в контакте с кромкой отверстия трубы, а внешней кромки формующего зуба - напротив внешней кромки внутреннего цилиндрического пояска матрицы, радиальный обжим конца трубы сегментами разъемной матрицы производят на дорне с получением осевых сжимающих усилий на обжимаемом участке трубы между рабочим и формующим зубьями дорна, обеспечивающих предварительное заполнение материалом трубы чистовой гравюры матрицы, затем осуществляют дорнование обжатого участка трубы с заполнением ее материалом оставшегося объема чистовой гравюры матрицы и с последующим выдавливанием материала трубы в предварительную гравюру матрицы с формированием утолщенного полотна законцовки.
Осуществление предлагаемого способа получения труб с профилированными законцовками позволяет получать качественные кольцевые выступы, не вызывая нерегламентируемое утонение стенки полотна.
Это объясняется тем, что создают условия эффективного ограничения очага деформации трубы в осевом ее направлении. В частности, производя радиальный обжим трубы на формующем зубе дорна, сдвиговыми поперечными деформациями стенки трубы образуют кольцевую жесткость. Последнее представляет собой упрочненное кольцо, выполняющее роль подпора при последующем дорновании обжатой части конца трубы.
Следует подчеркнуть, что радиальный обжим конца трубы сопровождается как утолщением стенки, так и удлинением обжимаемой части. Применительно к трубе с поперечным сечением ⌀ 25×19,8 мм, объем трубы, перемещаемый в осевом направлении, составляет не менее 25 мм3. Или 20,8% объема чистовой гравюры матрицы. Следовательно, применение закрытого радиального обжима конца трубы приводит к осевой сжимающей силе, воздействующей на обжимаемый участок. Если учесть, что материал трубы в процессе обжима переходит в пластическое состояние, то осевое сжатие позволяет выдавить материал трубы в состоянии пластичности в чистовую гравюру матрицы. При этом на внутренней поверхности обжатого участка трубы формируется каверна (на чертежах условно не показана), а кромки чистовой гравюры контактируют с выдавленным обрабатываемым материалом.
Таким образом, перед дорнованием полости обжатого участка конца труба фиксируется на стенках разъемной матрицы, что способствует качественному формированию кольцевого выступа на внешней поверхности конца трубы. Отсутствие нерегламентируемых течений материала трубы обусловливает минимальное утонение полотна законцовки.
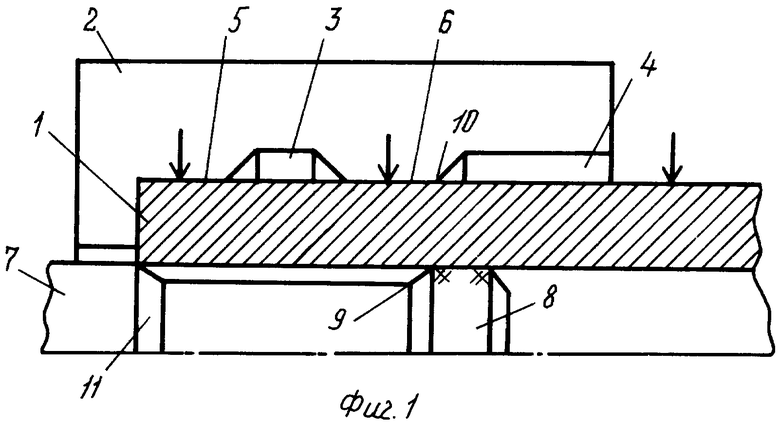
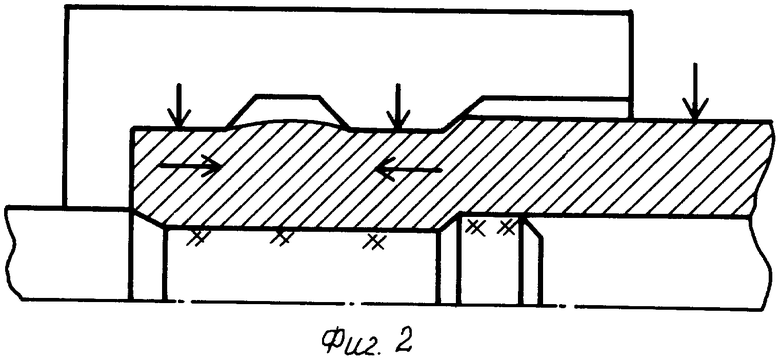
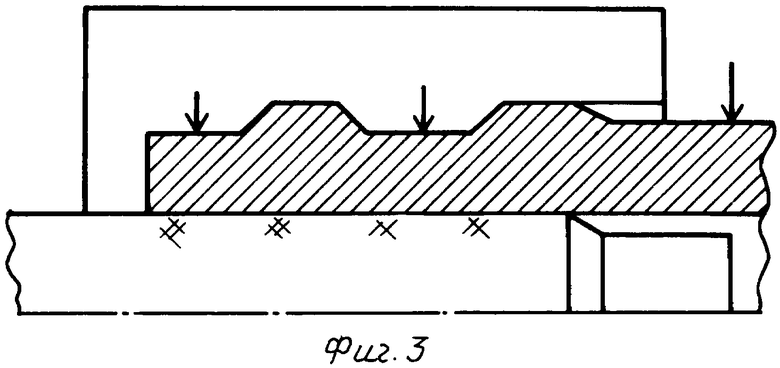
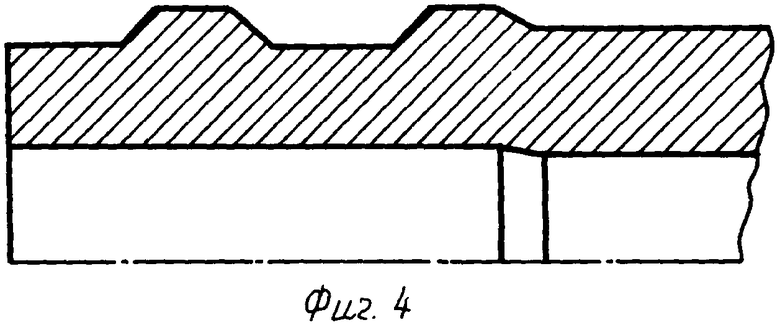
Сущность изобретения поясняется чертежами, где на фиг.1 показано исходное положение конца теплообменной трубы и штамповой оснастки перед выполнением операции закрытого радиального обжима; на фиг.2 - стадия окончания закрытого радиального обжима с частичным заполнением объема чистовой гравюры; на фиг.3 - стадия окончания операции дорнования обжатой части конца трубы; на фиг.4 - профилированная законцовка, содержащая кольцевой выступ и утолщение в полотне.
Вариант осуществления изобретения состоит в следующем.
На теплообменной трубе 1 выполняют операции с целью подготовки внешней поверхности ее концов к профилированию: правка труб в косовалковой машине, отрезка мерной длины и зачистка поверхности концов до металлического блеска.
Далее осуществляют профилирование концов трубы.
Теплообменную трубу 1 вводят в полость разъемной матрицы 2, содержащей чистовую 3 и предварительную 4 гравюры, а также внешний 5 и внутренний 6 цилиндрические пояски, до обеспечения контакта с торцовым буртом (фиг.1). Трубу фиксируют от возможных перемещений (показано стрелкой за пределами матрицы). Далее в полость трубы вводят двузубый дорн 7, располагая формующий зуб 8 его внешней кромкой 9 напротив внешней кромки внутреннего цилиндрического пояска 10. Рабочий зуб дорна 11 контактирует с кромкой отверстия трубы.
Прикладывая радиальное сжимающее усилие к сегментам матрицы, вызывают закрытый радиальный обжим конца трубы. При этом наблюдаются поперечные сдвиги в стенке трубы, приводящие к запрессовыванию обжимаемого участка между рабочим и формующим зубьями дорна. Если учесть, что при радиальном обжиме имеет место удлинение обжимаемого участка, то закрытый обжим сопровождается наличием сжимающих осевых усилий. В результате сказанного имеет место частичное заполнение чистовой гравюры матрицы материалом трубы. Другими словами, выдавленным металлом труба будет зафиксирована на стенках матрицы посредством кромок чистовой гравюры (фиг.2).
Подчеркнем, что поперечные сдвиги в стенке трубы приводят к образованию кольцевой жесткости, отличающейся повышенными механическими свойствами. В определенной степени кольцевая жесткость выполняет функцию подпора от осевого течения материала при его дорновании, что обеспечивает сохранение очага деформации на стадии дорнования обжатой части конца трубы.
Затем, не разгружая матрицу от радиальных усилий, выполняют операцию дорнования обжатой части конца трубы. В этом случае рабочий зуб дорна, перемещаясь относительно обжатой части конца трубы, последовательно вызывает заполнение недостающего объема чистовой гравюры матрицы, а также заполнение металлом доли объема предварительной гравюры. Наличие кольцевой жесткости способствует формированию утолщенного полотна законцовки в предварительной гравюре (фиг.3).
Освободив трубу от дорна и раскрыв сегменты матрицы, извлекают законцовку из технологической оснастки. При этом геометрические размеры законцовки определяются точностью исполнительных размеров технологической оснастки (фиг.4).
Опытно-промышленная проверка разработанного способа прошла в два этапа: с применением компьютерной программы Deform 2D, где определялись силовые характеристики и соответствие стадий формирования профиля законцовки алгоритму, описанному выше. На втором этапе проводилась экспериментальная проверка в производственных условиях на трубе из стали 10, имеющей поперечные геометрические размеры ⌀ 25×19,8 мм, и соответствующей штамповой оснастке. Штамповая оснастка состояла из разъемной матрицы и ступенчатого дорна с диаметрами рабочего и формующего зубьев, равных ⌀ 19,6 мм. Разъемная матрица имела торцовый бурт шириной 5 мм и внутренний диаметр ⌀ 20 мм, внешний и внутренний цилиндрические пояски шириной 7 мм, чистовую гравюру трапециевидного поперечного сечения с геометрическими размерами: большое основание - 4 мм, малое - 2 мм и предварительную гравюру в виде цилиндрической выемки.
Профилирование концов трубы производилось в технологической оснастке гидравлического пресса двойного действия, развивающего максимальное усилие 0,6 МН. После операции радиального обжима обжатый участок трубы имел следующие геометрические размеры: внешний диаметр - 24,3 мм, внутренний - 18,98 мм, длиной 7 мм. Ширина переходного конического участка составляла 2 мм. Усилие обжима на завершающей стадии составило 275 кН. Моделирующая программа Deform 2D позволила оценить объем удлинения материала трубы при обжиме, составивший 25 мм3. Это дает возможность более качественно предварительно заполнить свободный объем чистовой гравюры разъемной матрицы. Интенсивность напряжений в материале трубы, находящемся в чистовой гравюре разъемной матрицы, на этапе предварительного заполнения не ниже предела текучести. Усилие дорнование составило 14,4 кН.
Технологическая оснастка для получения профилированных законцовок изготавливалась из закаленной стали У8 с точностью по 9 квалитету и твердостью HRC после закалки не менее 56 единиц.
Установлено, что предварительное профилирование концов трубы обеспечивает предварительное заполнение чистовой гравюры матрицы материалом трубы и переводит обрабатываемый материал в пластическое состояние. Операция дорнования полости конца трубы гарантирует воспроизведение кольцевых выступов с размерами, заданными исполнительными размерами штамповой оснастки.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и другими отраслями промышленности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2445183C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2387515C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2385199C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2379147C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2009 |
|
RU2395362C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2397837C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2010 |
|
RU2430804C1 |
| СПОСОБ КАЛИБРОВКИ КОНЦОВ ДЛИННОМЕРНЫХ ТЕПЛООБМЕННЫХ ТРУБ | 2010 |
|
RU2457056C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении теплообменных труб. После подготовки трубы ее конец устанавливают в полость разъемной матрицы. Матрица имеет чистовую и предварительную гравюры, внешний и внутренний цилиндрические пояски и торцевой бурт. Конец трубы устанавливают в полость матрицы с обеспечением контакта торца трубы с торцевым буртом. После фиксирования трубы от перемещений в ее полость вводят дорн с рабочим и формующим зубьями. Рабочий зуб размещают в контакте с кромкой отверстия трубы. Внешнюю кромку формующего зуба располагают напротив внешней кромки внутреннего цилиндрического пояска матрицы. Производят радиальный обжим конца трубы сегментами разъемной матрицы на дорне. Получают сжимающие усилия на обжимаемом участке трубы между рабочим и формующим зубьями дорна. Эти усилия обеспечивают предварительное заполнение материалом трубы чистовой гравюры матрицы. Затем производят дорнование обжатого участка трубы. При этом обеспечивается заполнение материалом трубы оставшегося объема чистовой гравюры матрицы и последующее выдавливание материала трубы в предварительную гравюру матрицы с формированием утолщенного полотна законцовки. В результате обеспечивается повышение качества полученных изделий. 4 ил.
Способ получения теплообменных труб с профилированными законцовками, включающий подготовку труб путем правки, резки в меру, зачистки внешней поверхности концов, установку конца трубы в полость разъемной матрицы, имеющей чистовую и предварительную гравюры и внешний и внутренний цилиндрические пояски, фиксирование трубы от возможных перемещений, радиальный обжим конца трубы сегментами разъемной матрицы и формирование на трубе кольцевого выступа путем заполнения ее материалом чистовой гравюры матрицы, отличающийся тем, что используют разъемную матрицу с торцевым буртом, установку конца трубы в полость разъемной матрицы осуществляют с обеспечением контакта торца конца трубы с упомянутым торцевым буртом, после фиксирования трубы от возможных перемещений в ее полость вводят дорн, имеющий рабочий и формующий зубья, с расположением рабочего зуба в контакте с кромкой отверстия трубы, а внешней кромки формующего зуба - напротив внешней кромки внутреннего цилиндрического пояска матрицы, радиальный обжим конца трубы сегментами разъемной матрицы производят на дорне с получением сжимающих усилий на обжимаемом участке трубы между рабочим и формующим зубьями дорна, обеспечивающих предварительное заполнение материалом трубы чистовой гравюры матрицы, затем осуществляют дорнование обжатого участка трубы с заполнением ее материалом оставшегося объема чистовой гравюры матрицы и с последующим выдавливанием материала трубы в предварительную гравюру матрицы с формированием утолщенного полотна законцовки.
| СПОСОБ ПОЛУЧЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2202431C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2005 |
|
RU2317173C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |
| US 4413395 A, 08.11.1983. | |||

