Область техники, к которой относится изобретение
Изобретение относится к способу обработки запирающего паза в боковой поверхности, предусмотренного в панели, в частности напольной панели, соединительного паза, являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей, причем панель имеет верхнюю и нижнюю стороны, а запирающий паз выполнен в области соединительного паза, окруженной с двух сторон боковыми поверхностями соединительного паза.
Уровень техники
Запирающие пазы служат для запирания двух смежных уложенных панелей. Они служат для фиксирования выполненного соответствующим образом запирающего элемента, выполненнного обычно у/на одной из двух сторон гребня, имеющегося на противоположной кромке панели. Две смежные панели могут вставляться, например, посредством поворотного движения и/или посредством исключительно горизонтального перемещения.
До настоящего времени запирающий паз, например, у панелей, в которых запирающий паз предусмотрен в боковой поверхности соединительного паза, принадлежащей одной части панели, например верхней, и в которых другая часть, например нижняя, выполнена выступающей в сторону, выполняют посредством исключительно механической обработки резанием. Это осуществляется посредством строгальных режущих инструментов, которые перемещают в продольном направлении кромки панели или, соответственно, вдоль которых перемещают кромку панели.
Недостатком является то, что использование таких строгальных инструментов, в частности, при уменьшении его режущей способности, не обеспечивает желаемую точность при механической обработке панелей, а также отчасти то, что требуются высокие удерживающие силы для фиксации строгального инструмента.
Раскрытие изобретения
Таким образом, задачей настоящего изобретения является устранение вышеуказанных недостатков и создание способа, упрощающего выполнение запирающего паза в боковой поверхности паза.
Данная задача решается за счет того, что запирающий паз выполняется посредством вращающегося фрезерного инструмента, содержащего привод, фрезерную головку, передаточный механизм, передающий вращение от привода к фрезерной головке, и держатель для фрезерной головки, при этом фрезерная головка имеет по крайней мере со стороны держателя за счет такого держателя свободный радиус r, отличный от действительного радиуса R, и находится во время выполнения запирающего паза по крайней мере значительной частью своего свободного радиуса r, а именно полностью, в части соединительного паза, образованной с двух сторон боковыми поверхностями. Тем самым, посредством фрез можно также без проблем выполнить, например, запирающий паз в виде поднутрения в самой выполненной изогнутой поверхности паза в панели, имеющей, например, выступающую нижнюю часть.
При этом свободный радиус r определяет максимально возможную глубину запирающего паза, поскольку необходимо из действительного радиуса R вычесть радиус оправки. Свободный радиус расположен между осью вращения вращающегося фрезерного инструмента и расположенной непосредственно у дна паза точкой вращающегося фрезерного инструмента. В случае выполнения держателя не в виде установленного по центру вала с размещенной на нем фрезерной головкой можно получить больший свободный радиус, чем радиус R фрезерной головки.
Под свободным радиусом г понимается, во-первых, действительное расстояние между расположенной со стороны держателя наружной кромкой фрезерной головки и наружной поверхностью держателя, в частности вала, на котором фрезерная головка установлена по центру. Во-вторых, данное понятие включает в себя также и соответствующие расстояния между проекцией наружной поверхности держателя и наружной кромки фрезерной головки на расположенных в осевом направлении от держателя точках фрезерной головки. При нецилиндрическом выполнении фрезерной головки получают различные "свободные радиусы r" вдоль осевой протяженности фрезерной головки.
При этом фрезерная головка имеет небольшие размеры, в частности диаметр фрезерной головки выполнен небольшого размера, т.е. ее максимальный общий размер складывается из высоты соединительного паза и глубины (глубин) запирающего(-их) паза(-ов), причем как высота соединительного паза, так и глубина соответствующего запирающего паза следует рассматривать в направлении, перпендикулярном к оси вращения фрезерной головки.
Выполнение запирающего паза при этом осуществляется посредством относительного перемещения между панелью и фрезерной головкой вдоль боковой кромки, в которой необходимо выполнить запирающий паз.
В качестве альтернативного варианта бокового ввода в соединительный паз при соответственно небольшой форме фрезерной головки и при необходимости державки фрезерную головку можно вводить в соединительный паз в направлении стрелки 18, после чего смещать ее, осуществляя вращение, соответственно в данное положение с целью получения запирающего паза.
Держатель может быть выполнен посредством жесткого передаточного механизма, например в виде жесткого вала, так, чтобы передаточный механизм не только передавал вращательное движение на фрезерную головку, но также служил опорой для фрезерной головки. Естественно, держатель может быть также выполнен в виде особого элемента конструкции, причем в этом случае передаточный механизм может представлять собой, например, зубчатый ремень или зубчатое колесо (шестерню).
Если держатель выполнен в виде особого конструктивного элемента, свободный радиус r может быть больше фактического радиуса R фрезерной головки.
Запирающий паз при этом выполнен в виде открытого участка за выступающим участком боковой поверхности соединительного паза. Очевидно, что выступающий участок боковой поверхности паза не должен представлять собой всю оставшуюся боковую сторону. Поэтому в направлении ввода перед выступающим участком, т.е. на участке боковой поверхности, расположенном на расстоянии от дна соединительного паза, может быть снова предусмотрен заниженный участок.
Передаточный механизм может быть выполнен, например, в виде жесткого вала, на конце которого закреплена фрезерная головка. Конец вала, противоположный концу с закрепленной на нем фрезерной головкой, соединен с приводом.
Геометрия фрезерной головки выполнена таким образом, что запирающий паз в боковой поверхности паза может быть выполнен с заданным профилем.
При обработке запирающего паза фрезерную головку приводят во вращение посредством привода. После чего перемещают либо панель в продольном направлении кромки вдоль фрезерного инструмента, либо перемещают фрезерный инструмент вдоль продольной кромки.
Основное направление передаточного механизма при этом может быть как параллельным, так и под углом к верхней или нижней стороне. Это зависит с одной стороны от профиля фрезерной головки и требуемого профиля обрабатываемого запирающего паза, и с другой стороны от формы кромки рассматриваемой панели.
Далее, изобретение касается способа обработки запирающего паза в боковой поверхности соединительного паза, выполненного в панели, в частности напольной панели, и являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей, причем панель имеет верхнюю и нижнюю стороны, а запирающий паз предусмотрен в области соединительного паза, образованной с двух сторон боковыми поверхностями паза, отличающегося тем, что запирающий паз выполняют посредством вращающегося фрезерного инструмента, содержащего привод, фрезерную головку и передаточный механизм, передающий вращение от привода на фрезерную головку, а также держатель фрезерной головки, при этом фрезерная головка имеет по крайней мере со стороны держателя за счет наличия такого держателя свободный радиус r и находится во время обработки запирающего паза по крайней мере значительной частью своего свободного радиуса r, в частности полностью, в области соединительного паза, образованной с двух сторон боковыми поверхностями паза, при этом боковые поверхности паза имеют различную длину от дна паза, а свободный радиус r находится полностью между длинной боковой поверхностью и продленной в проекции Р короткой боковой поверхностью.
Далее, изобретение касается способа обработки запирающего паза в боковой поверхности соединительного паза, выполненного в панели, в частности напольной панели, и являющего элементом шпунтового/шпоночного соединения для соединения смежных панелей, причем панель имеет верхнюю и нижнюю стороны, а запирающий паз выполнен в области соединительного паза, образованной с двух сторон боковыми поверхностями паза, при этом боковые поверхности паза имеют различную длину от дна паза.
Недостатком является то, что использование известного строгального инструмента, в частности при уменьшении режущей способности строгального инструмента, не обеспечивает желаемую точность при механической обработке панелей, а также отчасти то, что требуются высокие удерживающие силы для фиксации строгального инструмента.
Таким образом, задачей настоящего изобретения является устранение вышеуказанных недостатков и создание способа, упрощающего обработку запирающего паза в боковых поверхностях паза в панели, в которой боковые поверхности паза имеют различную длину от дна паза.
Данная задача решается за счет того, что запирающий паз выполняется посредством вращающегося фрезерного инструмента, содержащего привод, фрезерную головку, передаточный механизм, передающий вращение от привода к фрезерной головке, и держатель для фрезерной головки, причем фрезерная головка имеет по крайней мере со стороны держателя за счет такого держателя свободный радиус r и находится во время обработки запирающего паза по крайней мере значительной частью своего свободного радиуса r, в частности полностью, между длинной боковой поверхностью паза и продленной в проекции Р короткой боковой стороной.
Ось вращения фрезерной головки может быть расположена по существу на одной оси с осью вращения привода так, чтобы вращение привода осуществлялось вокруг той же оси, что и вращение фрезерной головки. При такой компоновке передаточный механизм выполнен, например, в виде жесткого вала.
Между фрезерной головкой и передаточным механизмом может быть предусмотрен механизм изменения направления, в частности угловая передача и/или гибкий вал. Примером угловой передачи может служить известное из уровня техники выполнение зубоврачебного бора. Разумеется, может быть также предусмотрено большее количество механизмов изменения направления для многочисленных изменений направления.
В варианте выполнения согласно зубоврачебному бору общая высота фрезерной головки и держателя может соотноситься в зависимости от размеров соединительного паза и запирающего(-их) паза(-ов), а также, соответственно, в зависимости от угла оси вращения фрезерной головки в соответствии с направлением верхней и нижней сторон панели.
При этом механизм изменения направления во время обработки запирающего паза может по крайней мере в основном, в частности полностью, находиться в окруженном двумя боковыми поверхностями соединительном пазе.
Изобретение также касается нового использования вращающегося фрезерного инструмента, содержащего привод, фрезерную головку, передаточный механизм, передающий вращение от привода к фрезерной головке, и оправку, на которой размещена фрезерная головка.
Выполненный таким образом фрезерный инструмент вводят, например, для обработки поверхности металлической заготовки или также деревянной заготовки посредством механического съема материала. При этом фрезерная головка приводится во вращение посредством привода, а обрабатываемую поверхность заготовки обрабатывают торцовой и/или вращающейся боковой поверхностью фрезерной головки в зависимости от формы фрезерной головки.
Напольные панели с верхней и нижней сторонами обычно имеют по меньшей мере один соединительный паз, являющийся элементом шпунтового/шпоночного соединения для соединения смежных панелей. При этом в одной из двух боковых поверхностей соединительного паза обычно выполнен запирающий паз в области соединительного паза, образованной с двух сторон боковыми поверхностями. Данный дополнительный запирающий паз, в частности, когда он предусмотрен в боковой поверхности верхнего участка панели и когда нижний участок панели выполнен выступающим в сторону, выполняется исключительно посредством механической обработкой с использованием соответствующего обрабатывающего инструмента. До настоящего времени это осуществляется посредством строгального инструмента, который перемещают в продольном направлении кромки панели или вдоль которого перемещают кромку панели.
Недостатком является то, что использование таких строгальных инструментов, в частности, при уменьшении режущей способности строгального инструмента, не обеспечивает желаемую точность при механической обработке панелей, а также отчасти то, что требуются высокие удерживающие силы для фиксации строгального инструмента.
Таким образом, задачей настоящего изобретения является устранение вышеуказанных недостатков и упрощение обработки запирающего паза в боковой поверхности соединительного паза в области, образованной боковыми поверхностями паза.
Согласно изобретению используют вращающийся фрезерный инструмент, содержащий привод, фрезерную головку и передаточный механизм, передающий вращение от привода к фрезерной головке, для обработки запирающего паза в боковой поверхности соединительного паза, выполненного в панели, в частности в напольной панели, и являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей, причем панель имеет верхнюю и нижнюю стороны, а запирающий паз предусмотрен в области соединительного паза, образованной с двух сторон боковыми поверхностями, и при этом фрезерная головка имеет по крайней мере со стороны держателя за счет данного держателя свободный радиус r и находится во время обработки запирающего паза по крайней мере значительной частью своего свободного радиуса r, в частности полностью, в области соединительного паза, образованной с двух сторон боковыми поверхностями паза.
Тем самым посредством фрез можно без проблем также выполнять, например, запирающий паз в виде поднутрения в самой выполненной изогнутой боковой поверхности паза в панели, имеющей, например, выступающий нижний участок.
При этом свободный радиус r определяет максимально возможную глубину запирающего паза, поскольку необходимо из действительного радиуса R вычесть радиус оправки. В случае выполнения держателя не в виде установленного по центру вала с размещенной на нем фрезерной головкой, то в этом случае можно получить больший свободный радиус, чем радиус R фрезерной головки.
Под свободным радиусом r понимается, во-первых, действительное расстояние между расположенной со стороны держателя наружной кромкой фрезерной головки и наружной поверхностью держателя, в частности вала, на котором фрезерная головка установлена по центру. Во-вторых, данное понятие включает в себя также и соответствующие расстояния между проекцией наружной поверхности держателя и наружной кромки фрезерной головки на расположенных в осевом направлении от держателя точках фрезерной головки. При нецилиндрическом выполнении фрезерной головки получают различные "свободные радиусы r" вдоль осевой протяженности фрезерной головки.
При этом фрезерная головка имеет небольшие размеры, в частности диаметр фрезерной головки выполнен небольшого размера, т.е. ее максимальный общий размер складывается из высоты соединительного паза и глубины (глубин) запирающего(-их) паза(-ов), причем как высоту соединительного паза, так и глубину соответствующего запирающего паза следует рассматривать в направлении, перпендикулярном к оси вращения фрезерной головки.
Выполнение запирающего паза при этом осуществляется посредством относительного перемещения между панелью и фрезерной головкой вдоль боковой кромки, в которой необходимо выполнить запирающий паз.
В качестве альтернативного варианта бокового ввода в соединительный паз при соответственно небольшой форме фрезерной головки и при необходимости державки фрезерную головку можно вводить в соединительный паз в направлении стрелки 18, после чего смещать ее, осуществляя вращение, соответственно в данное положение с целью получения запирающего паза.
Держатель может быть выполнен посредством жесткого передаточного механизма, например в виде жесткого вала, так, чтобы передаточный механизм не только передавал вращательное движение на фрезерную головку, но также служил опорой для фрезерной головки. Естественно, держатель может быть также выполнен в виде особого элемента конструкции, причем в этом случае передаточный механизм может представлять собой, например, зубчатый ремень или зубчатое колесо (шестерню).
Если держатель выполнен в виде особого конструктивного элемента, свободный радиус r может быть больше фактического радиуса R фрезерной головки.
Запирающий паз при этом выполнен в виде открытого участка за выступающим участком боковой поверхности соединительного паза. Очевидно, что выступающий участок боковой поверхности паза не должен представлять собой всю оставшуюся боковую сторону. Поэтому в направлении ввода перед выступающим участком, т.е. на участке боковой поверхности, расположенном на расстоянии от дна соединительного паза, может быть снова предусмотрен заниженный участок.
Передаточный механизм может быть выполнен, например, в виде жесткого вала, на конце которого закреплена фрезерная головка. Конец вала, противоположный концу с закрепленной на нем фрезерной головкой, соединен с приводом.
Геометрия фрезерной головки выполнена таким образом, что запирающий паз в боковой поверхности паза может быть выполнен с заданным профилем.
При обработке запирающего паза фрезерную головку приводят во вращение посредством привода. После чего перемещают либо панель в продольном направлении кромки вдоль фрезерного инструмента, либо перемещают фрезерный инструмент вдоль продольной кромки.
Основное направление передаточного механизма при этом может быть как параллельным, так и под углом к верхней или нижней стороне. Это зависит с одной стороны от профиля фрезерной головки и требуемого профиля обрабатываемого запирающего паза, и с другой стороны от основной формы кромки рассматриваемой панели.
Ось вращения фрезерной головки может быть расположена по существу на одной оси с осью вращения привода так, чтобы вращение привода осуществлялось вокруг той же оси, что и вращение фрезерной головки. При такой компоновке передаточный механизм выполнен, например, в виде жесткого вала.
Между фрезерной головкой и передаточным механизмом может быть предусмотрен механизм изменения направления, в частности угловая передача и/или гибкий вал. Примером угловой передачи может служить известное из уровня техники выполнение зубоврачебного бора. Разумеется, может быть предусмотрено также большее количество механизмов изменения направления для многочисленных изменений направления.
В варианте выполнения согласно зубоврачебному бору общая высота фрезерной головки и держателя может соотноситься в зависимости от размеров соединительного паза и запирающего(-их) паза(-ов), а также, соответственно, в зависимости от угла оси вращения фрезерной головки в соответствии с направлением верхней и нижней сторон панели.
При этом механизм изменения направления во время обработки запирающего паза может по крайней мере в основном, в частности полностью, находиться в окруженном двумя боковыми поверхностями соединительном пазе.
Краткое описание чертежей
Далее следует разъяснение примеров осуществления изобретения, показанных на чертежах, где:
на фиг.1-11 показаны различные варианты выполнения фрезерного инструмента для осуществления способа согласно изобретению.
На всех фигурах для одних и тех же или похожих элементов конструкции будут использоваться соответствующие ссылочные номера.
Осуществление изобретения
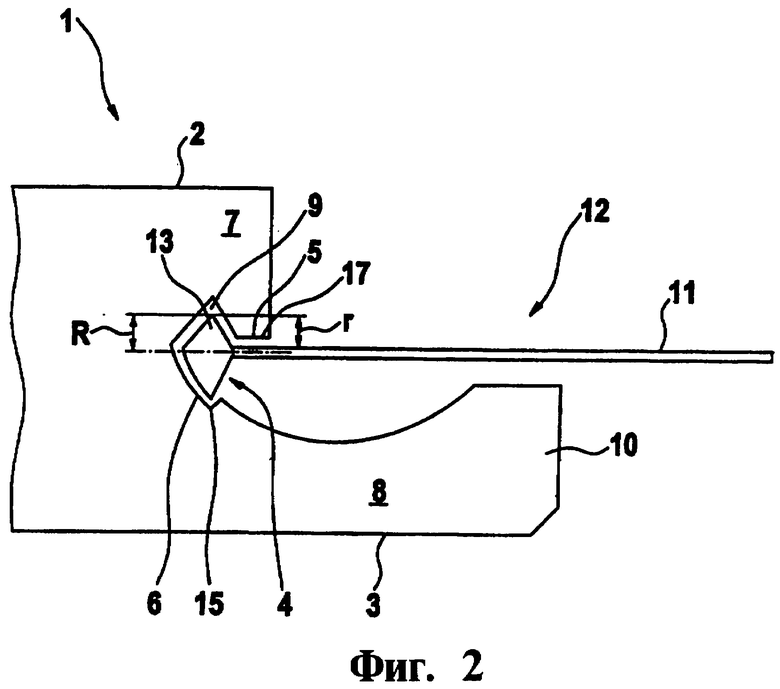
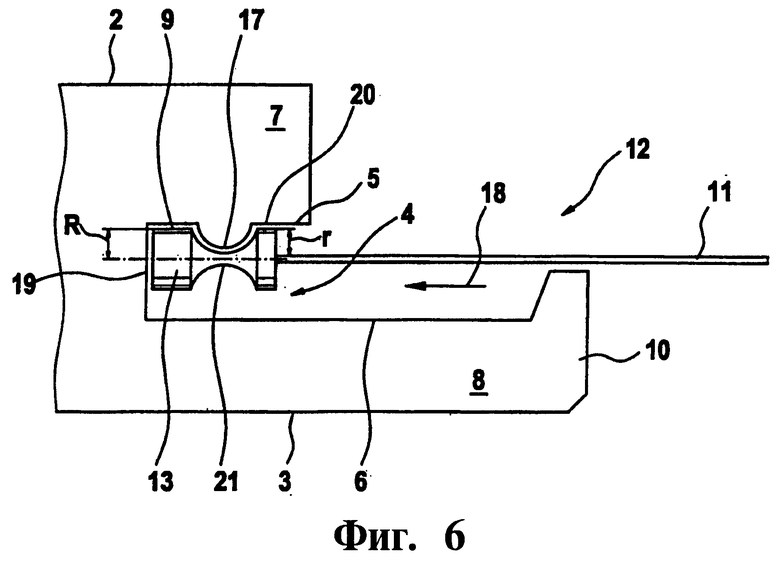
На фиг.1-7 и 10-11 показана боковая кромка панели 1 в разрезе. Панель 1 имеет верхнюю сторону 2 и нижнюю сторону 3. В показанной на фигурах боковой кромке панели предусмотрен соединительный паз 4, образованный боковыми поверхностями 5, 6. Соединительный паз 4 делит панель 1 на верхнюю и нижнюю части 7, 8.
В представленном варианте осуществления изобретения стенка 5 паза, направленная к верхней стороне 2, выполнена приблизительно параллельно ей и имеет проходящий параллельно боковой кромке запирающий паз 9. Нижняя боковая поверхность 6 паза имеет, как показано на фиг.1-5 и 7, изогнутый в направлении нижней стороны 3 профиль. На фиг.6, 10 и 11 нижняя поверхность 6 паза выполнена также параллельной верхней стороне 2.
Нижняя часть 8 панели с изогнутой или параллельной боковой поверхностью 6 выполнена выступающей по отношению к кромке панели и тем самым по отношению к части 7 панели и имеет, как показано на фиг.1-7, направленную в сторону верхней стороны 2 область 10 стенки. В варианте выполнения, представленном на фиг.1-4, 6, а также фиг.7, высота области 10 стенки относительно соединительного паза 4 выбирается таким образом, чтобы, как позже будет объяснено, было возможным горизонтальное выполнение передаточного механизма 11 фрезерного инструмента 12.
Противолежащая кромка представленной только частично панели 1 не показана. Она имеет гребень с верхней и нижней поверхностями, причем нижняя поверхность гребня имеет соответствующий изогнутый профиль или направлена параллельно верхней стороне панели. На верхней в основном плоской поверхности гребня выполнен запирающий элемент, который в положении запирания входит в зацепление с запирающим пазом 9, выполненным в верхней стенке 5 паза.
В варианте выполнения, представленного на фиг.1-3, 6, 7, а также 10 и 11, для обработки запирающего паза 9 предусмотрен фрезерный инструмент 12, состоящий из фрезерной головки 13, передаточного механизма 11, выполненного в виде жесткого вала, и привода 14. В варианте выполнения, представленного на фиг.1 и 2, фрезерная головка 13 имеет приблизительно треугольный внешний профиль, за счет чего получают треугольный запирающий паз 9 или ромбическую выемку, как показано на фиг.2. В данном варианте выполнения ось вращения фрезерной головки 13 в основном совпадает с осью вращения привода 14.
В варианте выполнения, представленном на фиг.1, размеры фрезерной головки выбираются таким образом, чтобы получить запирающий паз 9 треугольного поперечного сечения только в верхней боковой поверхности 5 паза при перемещении вращающейся вокруг передаточного механизма 11 фрезерной головки 13 или вдоль кромки или же перемещении панели 1 с кромкой вдоль фрезерного инструмента 12.
В варианте выполнения, представленном на фиг.2, посредством фрезерной головки 13 возможно получение наряду с запирающим пазом 9 в верхней боковой поверхности 5 паза запирающую выемку 15 в нижней боковой поверхности 6 паза.
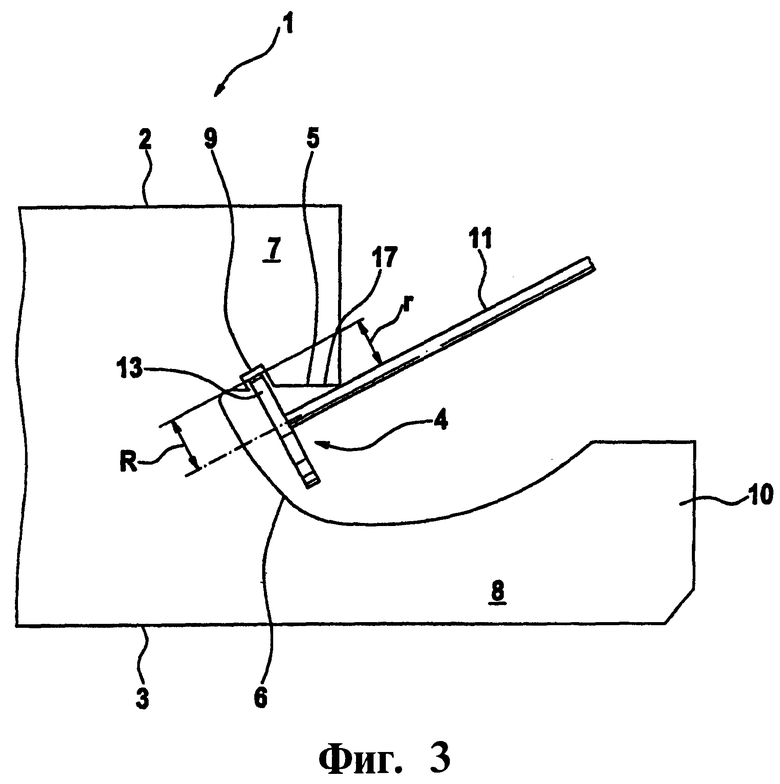
На фиг.3, а также на фиг.10 и 11, показан приблизительно прямоугольный внешний профиль фрезерной головки 13 для получения запирающего паза 9, имеющего соответствующую прямоугольную форму. Далее, как можно понять из данных фигур, передаточный механизм 11 может быть также направлен под углом к верхней стороне 2 панели 1. При этом направление зависит от требуемого направления запирающего паза 9.
Разумеется, представленный на фиг.1-3, а также на фиг.6, 7, 10 и 11 передаточный механизм 11 может быть также выполнен в виде гибкого вала для лучшего направления фрезерной головки 13.
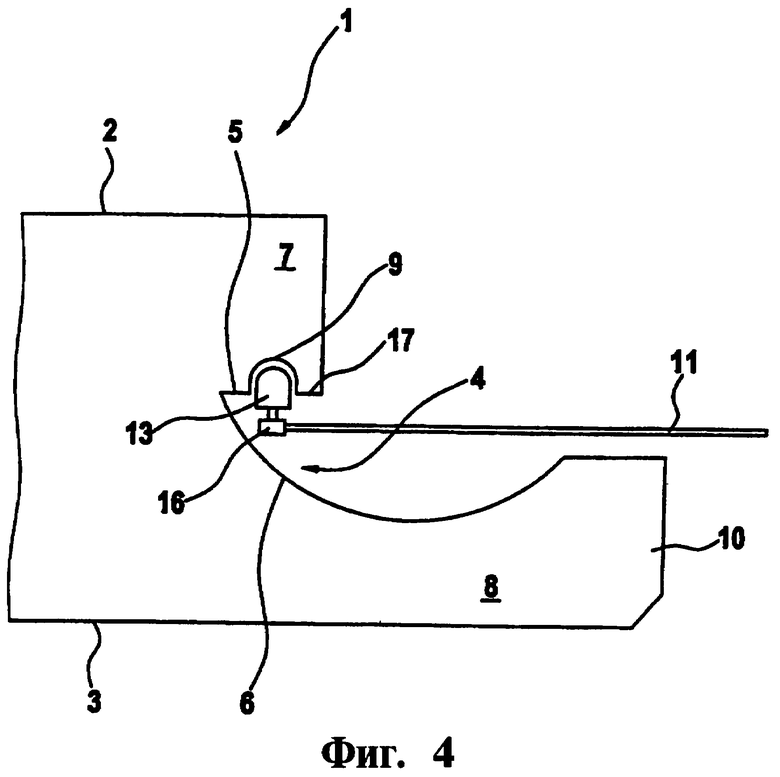
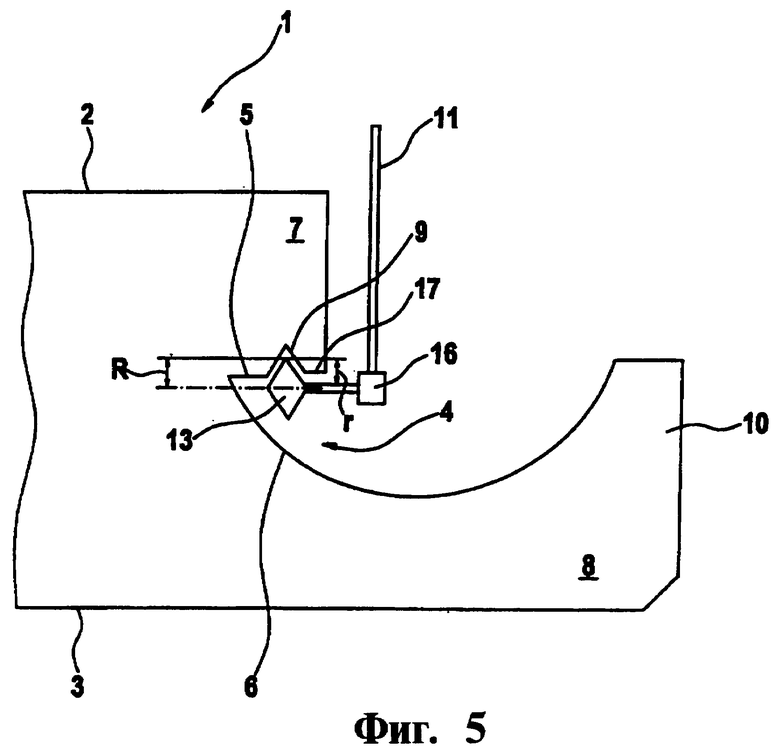
На фиг.4 и 5 представлено выполнение, в котором между фрезерной головкой 13 и передаточным механизмом 11 выполнен узел 16 изменения направления в виде угловой передачи. Кроме этого, данное выполнение позволяет получить запирающий паз 9 в панели 1, у которой область 10 стенки в нижней части 8 панели 1 выполнена выше соединительного паза 4, за счет чего перекрывает соединительный паз 4 полностью или частично, как показано на фиг.5.
Как показано на фиг.6, запирающий паз 9 выполнен в виде открытого участка за выступающим участком 17 боковой поверхности 5 соединительного паза 4. Перед выступающим участком 17, если смотреть в направлении подвода инструмента (стрелка 18), т.е. в области боковой поверхности 5, расположенной на расстоянии от дна 19 соединительного паза 4, снова предусмотрена заниженная область 20. Выступающий участок 17 выполнен изогнутым. Разумеется, что боковая поверхность 5 или 6 паза может иметь несколько направленных параллельно друг другу выступающих участков 17 и лежащие между ними запирающие пазы 9 и, соответственно, заниженных участков 20.
Для получения представленной на фиг.6 профиля фрезерная головка 13 имеет круговое занижение 21, профиль которого соответствует профилю выступающего участка 17. Если требуется несколько выступающих участков 17, то фрезерная головка 13 имеет соответствующее количество круговых занижений 21.
Разумеется, способ согласно настоящему изобретению позволяет также одновременную, т.е. за один рабочий ход, обработку соответственно одного или нескольких запирающего(их) паза(ов) 9 в нижней и верхней боковой поверхности 6, 5 паза. Для этого требуется только согласование размеров показанного на фиг.6 профиля. Таким образом, нужно либо увеличить достаточным образом диаметр фрезерной головки 13, либо уменьшить расстояние между нижней и верхней боковыми поверхностями 6, 5 паза.
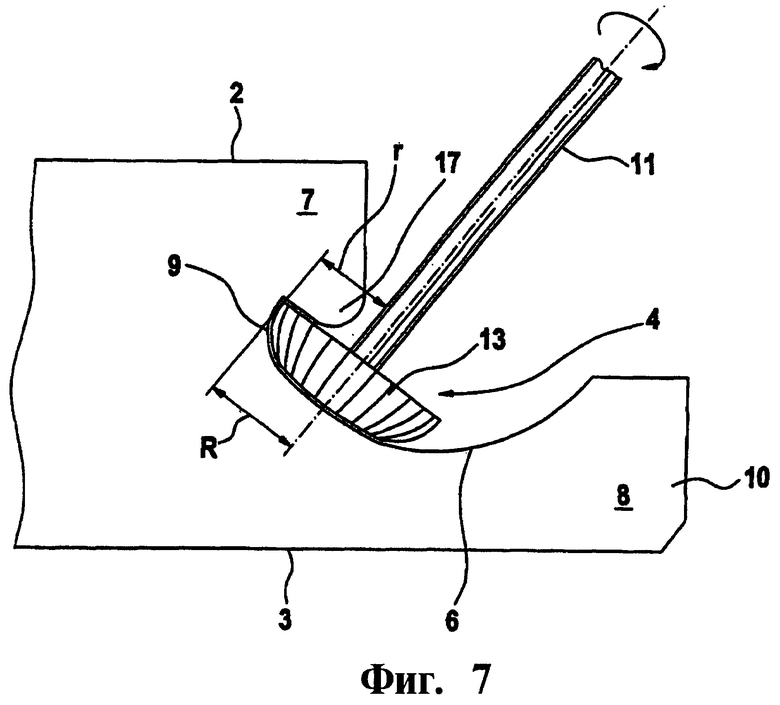
На фиг.7 показана фрезерная головка 13, имеющая примерно полукруглое поперечное сечение. Как ясно из этого чертежа, во время обработки запирающего паза 9 фрезерная головка 13 находится значительной частью своего свободного радиуса г в образованной с двух сторон боковыми поверхностями 5, 6 области соединительного паза 4.
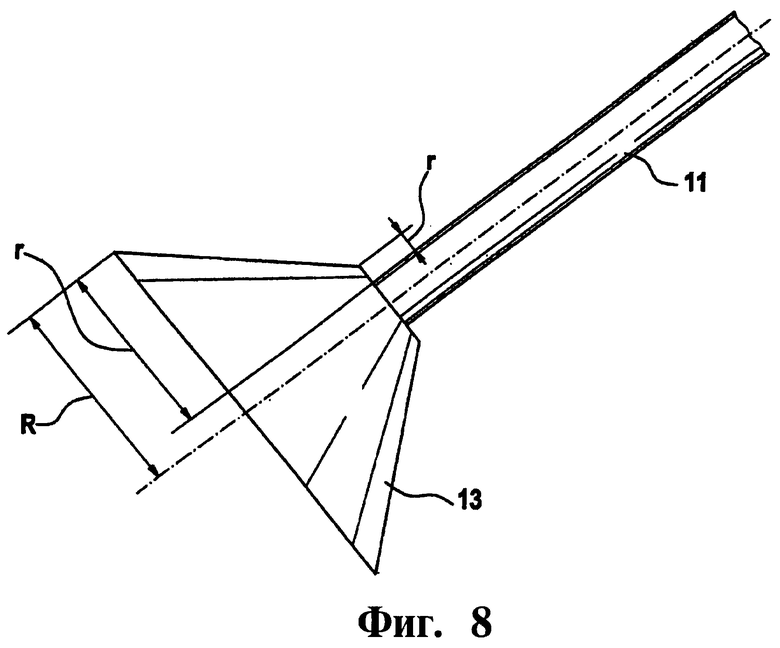
На фиг.8 показан увеличенный вид фрезерной головки 13, имеющей трапециевидное поперечное сечение. Из данного чертежа очевидно, что под свободным радиусом г, с одной стороны, понимается действительное расстояние между расположенной со стороны держателя наружной кромкой фрезерной головки 13 и наружной поверхностью выполненного в виде вала передаточного механизма. С другой стороны, данное понятие включает в себя также и соответствующие расстояния между продленной проекцией наружной поверхности выполненного в виде вала передаточного механизма 11 и наружной кромкой фрезерной головки 13 на расположенных в осевом направлении от держателя (выполненного в виде вала передаточного механизма 11) точках фрезерной головки. При нецилиндрическом выполнении цилиндрической головки получают относительно разные "свободные радиусы r" вдоль осевой протяженности фрезерной головки.
В примере выполнения, представленном на фиг.8-10 и 11, передаточный механизм 11 служит также в качестве держателя. При этом свободный радиус r меньше действительного радиуса R соответствующей фрезерной головки 13.
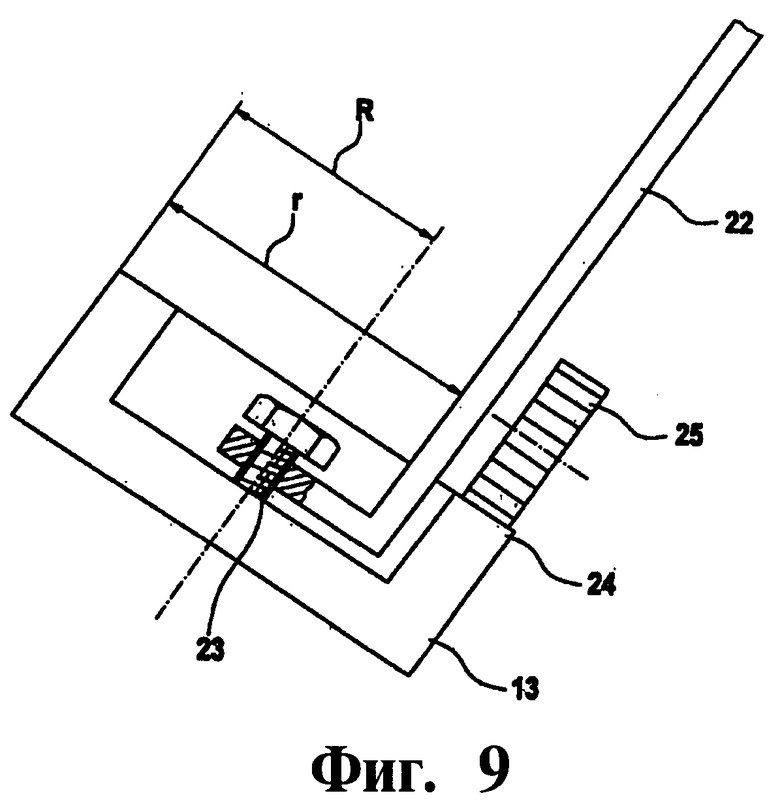
На фиг.9 показан держатель, выполненный в качестве особого элемента конструкции в виде кронштейна, причем фрезерная головка 13 установлена на держателе 22 посредством болта с возможностью вращения. Со стороны, обращенной к держателю 22, на фрезерной головке образован зубчатый венец, находящийся в зацеплении с зубчатым колесом 25, приводящееся в движение посредством привода, не показанного на данной фигуре. Из-за особого выполнения держателя 22 в данном варианте осуществления изобретения свободный радиус г становится больше действительного, измеренного от оси вращения фрезерной головки, с возможностью получения большей глубины запирающего паза 9.
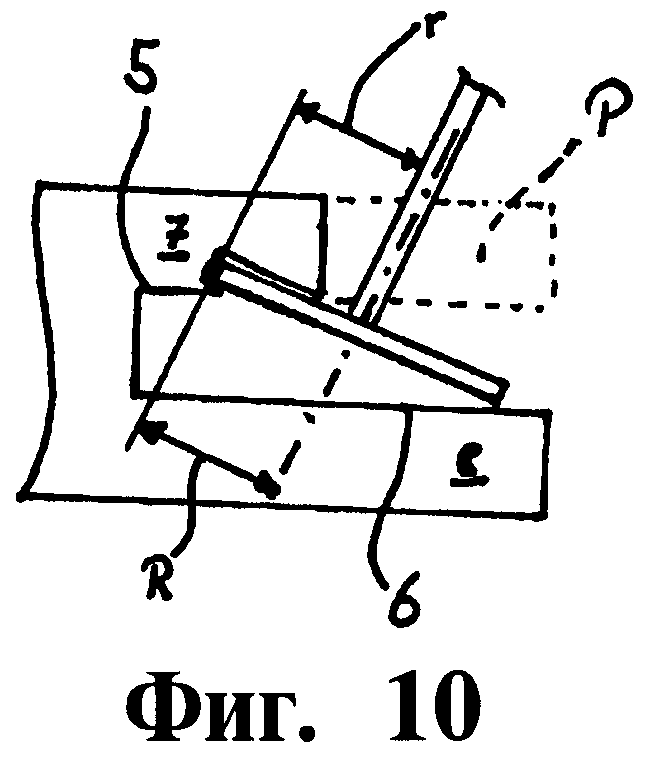
Как видно из фиг.10, во время выполнения запирающего паза 9 фрезерная головка 13 находится значительной частью своего свободного радиуса r в области соединительно паза 4, образованной с двух сторон боковыми поверхностями 5, 6, причем свободный радиус r в то же самое время полностью находится между длинной боковой поверхностью 6 паза и продленной в проекции Р короткой боковой поверхностью 5.
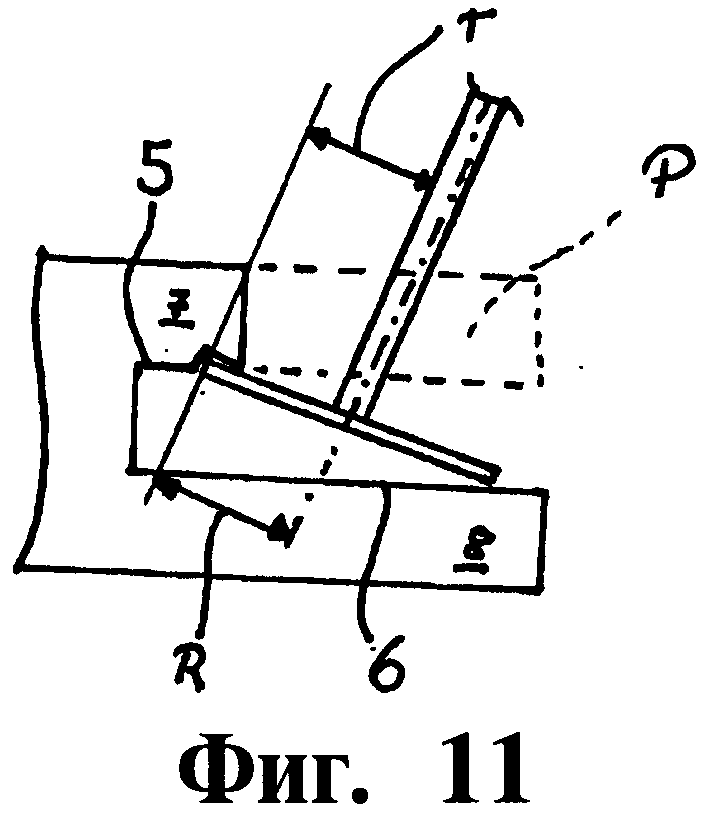
На фиг.11 показана позиция фрезерной головки 13, в которой фрезерная головка 13 во время выполнения запирающего паза 9 находится значительной частью своего свободного радиуса r, а в данном случае полностью, между длинной боковой поверхностью 6 и продленной в проекции Р короткой боковой поверхностью 5. В противоположность этому фрезерная головка 13 находится только незначительной частью в области соединительного паза 4, образованной с двух сторон боковой поверхностью 5, 6.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПАНЕЛЬ, В ЧАСТНОСТИ, ДЛЯ НАПОЛЬНОГО ПОКРЫТИЯ | 2006 |
|
RU2397300C2 |
| ПАНЕЛЬ, В ЧАСТНОСТИ ПАНЕЛЬ ДЛЯ ПОЛА | 2005 |
|
RU2373349C2 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТОНКИХ ЭЛЕМЕНТОВ С КРИВОЛИНЕЙНЫМИ ПОВЕРХНОСТЯМИ | 2017 |
|
RU2710750C1 |
| СПОСОБ ОБРАБОТКИ БОКОВОЙ КРОМКИ ПАНЕЛИ | 2008 |
|
RU2426641C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ С ПАЗАМИ ДЛЯ ПОТОКА ОХЛАЖДАЮЩЕЙ СРЕДЫ | 2017 |
|
RU2743356C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ РЕЗАНИЕМ ПАЗОВ В ОТВЕРСТИИ ДЕТАЛИ | 1992 |
|
RU2088385C1 |
| СИСТЕМА НАСТИЛА ПОЛОВ И СПОСОБ ЕЕ УСТАНОВКИ (ВАРИАНТЫ) | 2004 |
|
RU2322557C2 |
| ХИРУРГИЧЕСКИЙ СШИВАЮЩИЙ АППАРАТ МНОГОКРАТНОГО ИСПОЛЬЗОВАНИЯ (ВАРИАНТЫ) И СПОСОБ ЕГО ОБРАБОТКИ (ВАРИАНТЫ) | 2009 |
|
RU2488358C2 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Устройство для обработки пазов якоря | 1984 |
|
SU1252080A1 |
Изобретение относится к способу обработки запирающего паза в боковой поверхности соединительного паза, выполненного в панели, имеющей верхнюю и нижнюю стороны, причем запирающий паз выполнен в области соединительного паза, образованной с двух сторон боковыми поверхностями, при этом обработку запирающего паза ведут посредством вращающегося фрезерного инструмента, содержащего привод, фрезерную головку, передаточный механизм для передачи вращения от привода к фрезерной головке и держатель фрезерной головки. Фрезерная головка имеет свободный радиус (r), по крайней мере, со стороны держателя за счет такого держателя и во время обработки запирающего паза находится значительной частью своего свободного радиуса (r), в частности полностью, в области соединительного паза, образованной с двух сторон его боковыми поверхностями. Изобретение упрощает обработку запирающего паза. 4 н. и 12 з.п. ф-лы, 11 ил.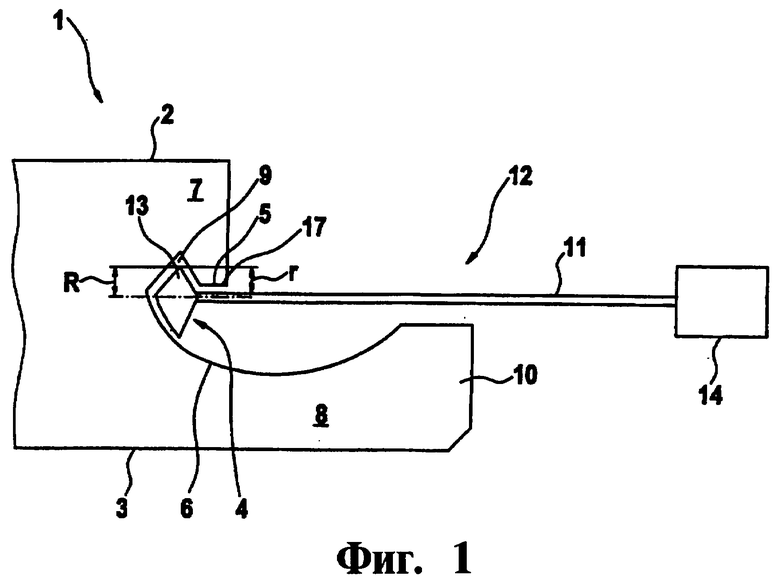
1. Способ обработки запирающего паза (9), выполненного в боковой поверхности (5, 6) соединительного паза (4) панели (1), в частности напольной панели, и являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей (1), имеющих верхнюю и нижнюю стороны (2, 3), причем запирающий паз (9) выполнен в области соединительного паза (4), образованной с двух сторон боковыми поверхностями (5, 6) паза, отличающийся тем, что запирающий паз (9) выполняют посредством вращающегося фрезерного инструмента (12), содержащего привод (14), фрезерную головку (13) и передаточный механизм (11), передающий вращение от привода (14) на фрезерную головку (13), а также держатель фрезерной головки (13), при этом фрезерная головка (13) имеет, по крайней мере, со стороны держателя за счет наличия такого держателя свободный радиус r и находится во время обработки запирающего паза (9), по крайней мере, значительной частью своего свободного радиуса r, а именно полностью в области соединительного паза, образованной с двух сторон боковыми поверхностями (5, 6).
2. Способ по п.1, отличающийся тем, что ось вращения фрезерной головки (13) устанавливают с совпадением с осью вращения привода (14).
3. Способ по п.1, отличающийся тем, что между фрезерной головкой (13) и передаточным механизмом (11) устанавливают механизм (16) изменения направления, в частности угловую передачу и/или гибкий вал.
4. Способ по п.3, отличающийся тем, что во время обработки запирающего паза (9) механизм (16) изменения направления размещают, по крайней мере, в основном, в частности полностью, в соединительном пазе (4), образованном двумя боковыми поверхностями.
5. Способ обработки запирающего паза (9) в боковой поверхности (5, 6) соединительного паза (4), выполненного в панели (1), в частности напольной панели, и являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей (1), имеющих верхнюю и нижнюю стороны (2, 3), а запирающий паз (9) расположен в области соединительного паза (4), образованной с двух сторон боковыми поверхностями (5, 6) паза, отличающийся тем, что запирающий паз (9) выполняют посредством вращающегося фрезерного инструмента (12), содержащего привод (14), фрезерную головку (13) и передаточный механизм (11), передающий вращение от привода (14) на фрезерную головку (13), а также держатель фрезерной головки (13), при этом фрезерная головка (13) имеет, по крайней мере, со стороны держателя за счет наличия такого держателя свободный радиус r и находится во время обработки запирающего паза (9), по крайней мере, значительной частью своего свободного радиуса r, в частности полностью, в области соединительного паза (4), образованной с двух сторон боковыми поверхностями (5, 6) паза, при этом боковые поверхности (5, 6) паза имеют различную длину от дна паза, а свободный радиус r находится полностью между длинной боковой поверхностью (5 или 6) и продленной в проекции Р короткой боковой поверхностью (6 или 5).
6. Способ по п.5, отличающийся тем, что ось вращения фрезерной головки (13) устанавливают с совпадением с осью вращения привода (14).
7. Способ по п.5, отличающийся тем, что между фрезерной головкой (13) и передаточным механизмом (11) устанавливают механизм (16) изменения направления, в частности угловую передачу и/или гибкий вал.
8. Способ по п.7, отличающийся тем, что во время обработки запирающего паза (9) механизм (16) изменения направления размещают, по крайней мере, в основном, в частности полностью, в соединительном пазе (4), образованном двумя боковыми поверхностями.
9. Способ обработки запирающего паза (9) в боковой поверхности (5, 6) соединительного паза (4), выполненного в панели (1), в частности напольной панели, и являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей (1), имеющих верхнюю и нижнюю стороны (2, 3), причем запирающий паз (9) расположен в области соединительного паза (4), образованной с обеих сторон боковыми поверхностями (5, 6) паза, при этом боковые поверхности имеют различную длину, измеренную от дна паза, отличающийся тем, что запирающий паз (4) выполняют посредством вращающегося фрезерного инструмента (12), содержащего привод (14), фрезерную головку (13) и передаточный механизм (11), передающий вращение от привода (14) на фрезерную головку (13), а также держатель фрезерной головки (13), при этом фрезерная головка (13) имеет, по крайней мере, со стороны держателя в результате наличия такого держателя свободный радиус r и находится во время обработки запирающего паза (9), по крайней мере, значительной частью своего свободного радиуса r, в частности полностью, между длинной боковой поверхностью (5 или 6) и продленной в проекции Р короткой боковой поверхностью (6 или 5).
10. Способ по п.9, отличающийся тем, что ось вращения фрезерной головки (13) устанавливают с совпадением с осью вращения привода (14).
11. Способ по п.9, отличающийся тем, что между фрезерной головкой (13) и передаточным механизмом (11) устанавливают механизм (16) изменения направления, в частности угловую передачу и/или гибкий вал.
12. Способ по п.11, отличающийся тем, что во время обработки запирающего паза (9) механизм (16) изменения направления размещают, по крайней мере, в основном, в частности полностью, в соединительном пазе (4), образованном двумя боковыми поверхностями.
13. Применение вращающегося фрезерного инструмента (12), содержащего привод (14), фрезерную головку (13) и передаточный механизм (11), передающий вращение от привода (14) к фрезерной головке (13), и держатель для фрезерной головки (13), для обработки запирающего паза (9) в боковой поверхности (5, 6) соединительного паза (4), выполненного в панели (1), в частности напольной панели, и являющегося элементом шпунтового/шпоночного соединения для соединения смежных панелей (1), имеющих верхнюю и нижнюю стороны (2, 3), причем запирающий паз (9) расположен в области соединительного паза (4), образованной с двух сторон боковыми поверхностями (5, 6) паза, и при этом фрезерная головка (13) имеет, по крайней мере, со стороны держателя за счет наличия такого держателя свободный радиус r и находится во время обработки запирающего паза (9), по крайней мере, значительной частью своего свободного радиуса r, в частности полностью, в области соединительного паза (4), образованной с двух сторон боковыми поверхностями (5, 6) паза, в частности для осуществления способа по пп.1-12.
14. Применение фрезерного инструмента (12) по п.13, отличающееся тем, что ось вращения фрезерной головки (13) совпадает с осью вращения привода (140.
15. Применение фрезерного инструмента (12) по п.13, отличающееся тем, что между фрезерной головкой (13) и передаточным механизмом (11) установлен механизм (16) изменения направления, в частности угловая передача и/или гибкий вал.
16. Применение фрезерного инструмента (12) по п.15, отличающееся тем, что во время обработки запирающего паза (9) механизм (16) изменения направления находится, по крайней мере, в основном, в частности полностью, в соединительном пазе (4), образованном двумя боковыми поверхностями.
| US 2004156689 A1, 12.08.2004 | |||
| СИСТЕМА ДЛЯ СОЕДИНЕНИЯ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 1994 |
|
RU2171877C2 |
| Машина для изготовления из прорезиненного текстильного материала хлястиков к снеговым ботам | 1932 |
|
SU33896A1 |
| СИСТЕМА ДЛЯ СОЕДИНЕНИЯ СТРОИТЕЛЬНЫХ ПАНЕЛЕЙ | 1994 |
|
RU2123094C1 |
| ДЕРЕВЯННЫЙ ПОЛ | 0 |
|
SU363795A1 |
| US 2004177584 A1, 16.09.2004. | |||

