Изобретение относится к обработке металлов резанием и предназначено для использования при ремонте якорей электродвигателей и генераторов, индукторов линейных двигателей и других устройств, имеющих многопазовую конструкцию.
Целью изобретения является улучшение качества и точности обработки пазов за устранения деформации зуРцов якоря при обработке.
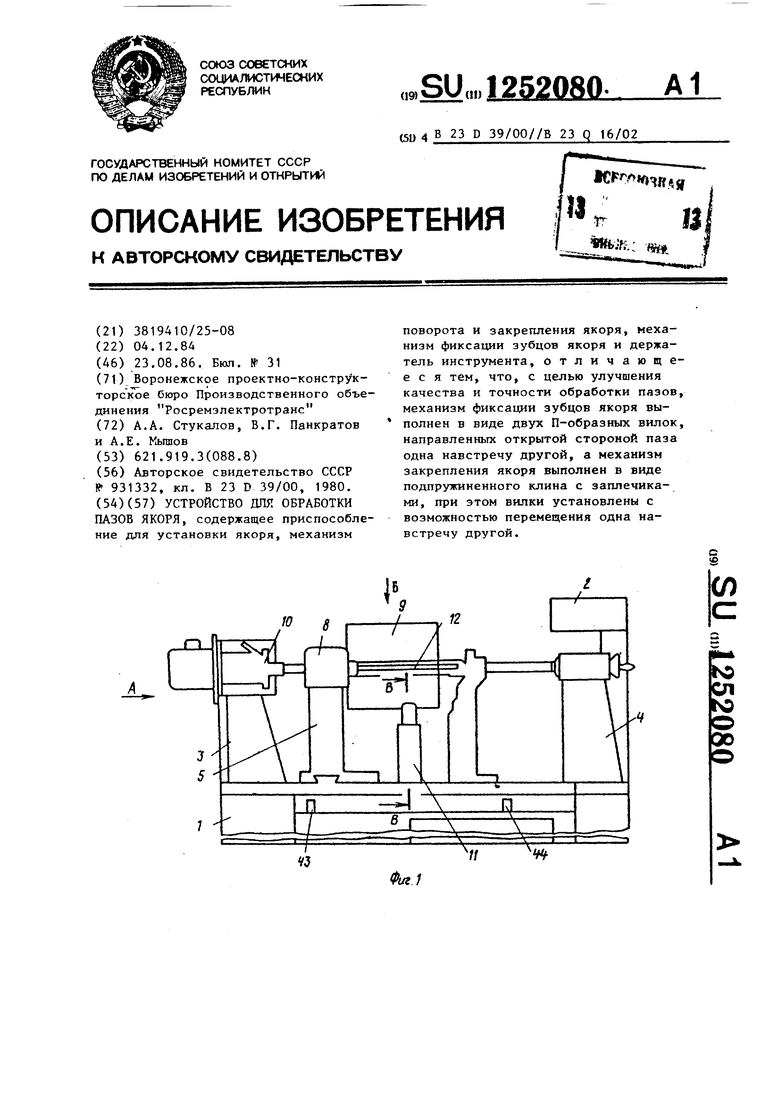
На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - вид Г на фиг. 2.
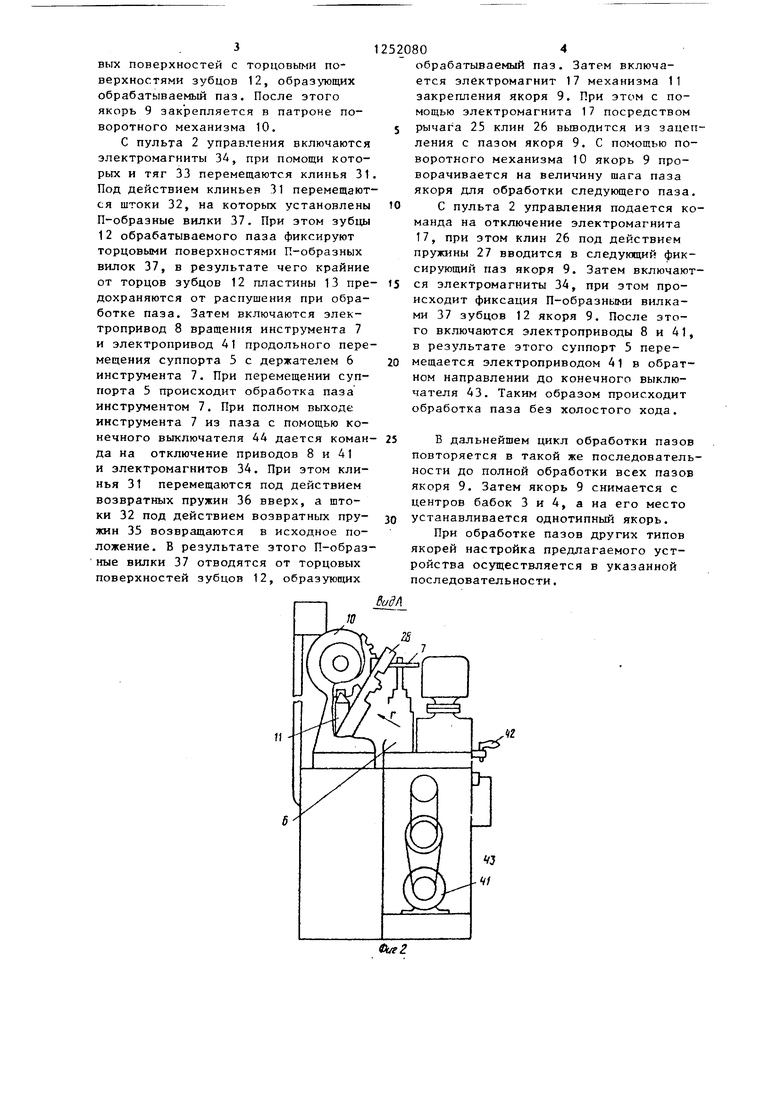
Устройство для обработки пазов якоря содержит станину 1 с размещенным на ней пультом 2 управления, передней 3 и задней А бабка1 т, суппортом 5, на котором установлены держатель 6 (например, фрезерная головка) с инструментом 7 и электропривод 8; механизмом 9 поворота и закрепления якоря, содержащим механизм 10 поворота, размещенный на передней бабке 3, и механизм 11 закрепления якоря 9; механизмом 12 фиксации зубцов якоря 9. Зубцы 12 выполнены из пластин 13.
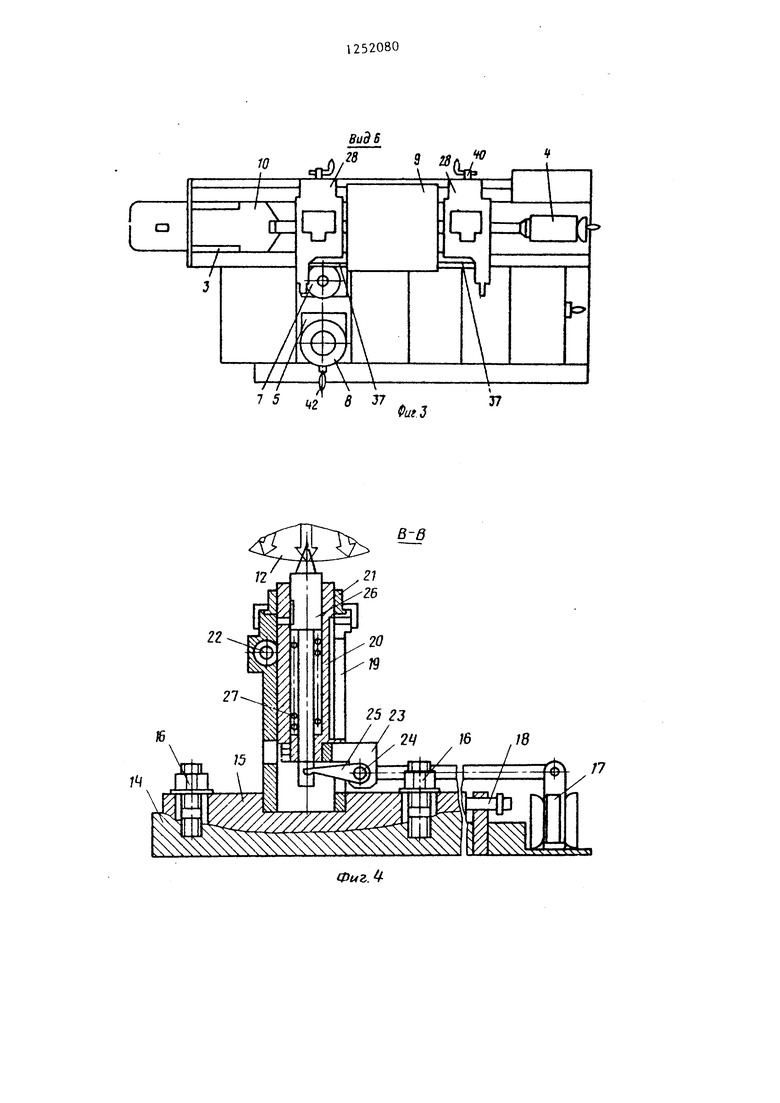
Механизм 11 закрепления якооя 9 содержит основание 14, на котором закреплена криволинейная плита 15 с помощью гаек 16 и электромагнит 17. Перемещение криволинейной плиты 15 относительно основания 14 осуществляется регулировочным винтом 18. В криволинейной плите 15 жестко закреплен корпус 19, в котором размещен стакан 20, имеюи1ий на поверхност резьбу , регулировочная гайка 21 и зажим 22. 1а стакане 20 закреплен кронштейн 23, на оси 24 которого установлен рычаг 25. Рычаг 25 одним концом соединен с электромагнитом 17, а вторым концом входит в паз клина 26. В стакане 20 размещена пружина 27, работающая на сжатие, которая верхним концом упирается в за- плечик клина 26, а нижним концом - в дно стакана 20. Ось 26 лежит в плоскости, проходящей через ось механизма 10 поворота.
Механизм 12 фиксации зубцов, образующих обрабатываемый паз, состоит из двух прижимных приспособлений 28. Прижимное приспособление 28 смон
080
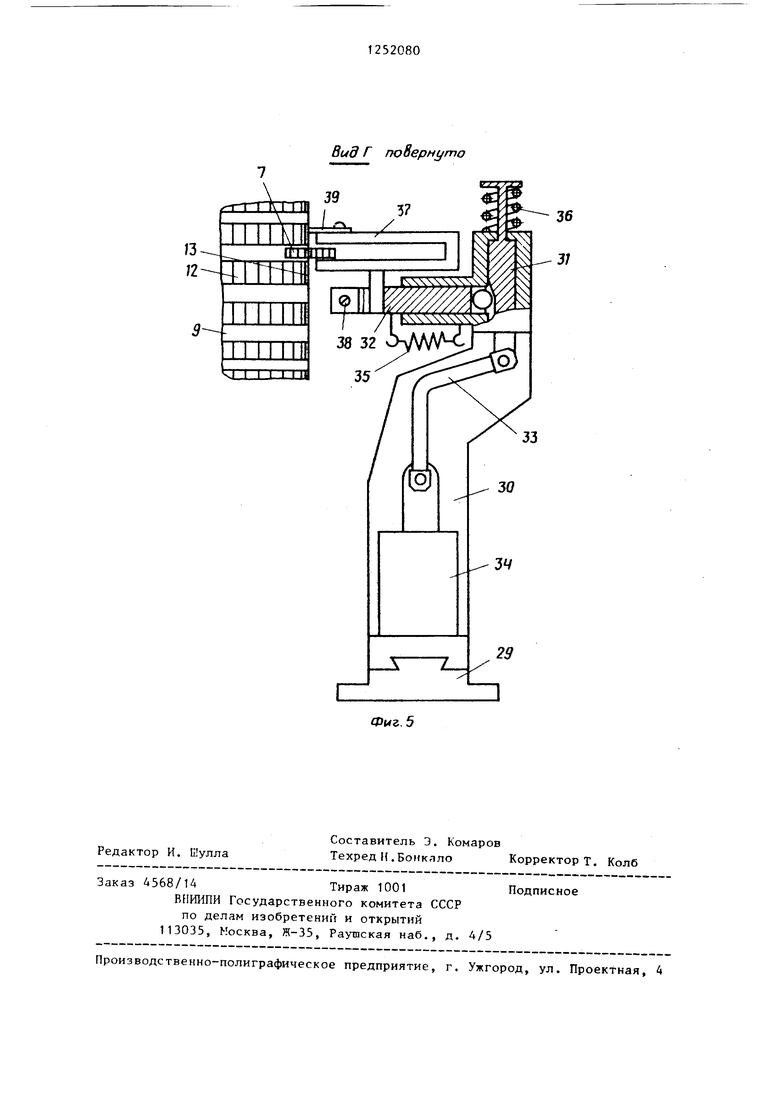
тировано на суппорте 29 и включает корпус 30 с подающим клином 31, штоком 32, тягой 33, электромагнитом 34, возвратными пружинами 35 и 36 и регулируемой по высоте П-образной вилкой 37 с помощью клеммного соединения 38. На П-образной вилке 37 размещен установочньш щаблон 39. Для поперечного перемещения корпуса 30 прижимное приспособление 28 снабжено ручным приводом 40. П-образные вилки направлены открытой стороной паза одна навстречу другой и лежат в плоскости, проходящей через ось механизма 10 поворота и инструмента 7.
Продольное перемещение суппорта 5 осуществляется электроприводом 41. Поперечное перемещение держателя 6 инструмента 7 осуществляется ручным приводом 42. Ограничение хода суппорта 5 осуществляется конечными выключателями 43 и 44.
Устройство работает следующим образом .
С помощью кранового оборудования якорь 9 помещается в центрах передней 3 II задней 4 бабок. Под якорем ч на станину- 1 устанавливается механизм 11 закрепления якоря 9. Затем вращением гайки 21 вводится клин 26 R фиксируемый паз якоря 9,
Вращением регулировочного винта 18 корпус 19 перемеп1ается до совме- цения оси инструмента 7 с осью паза якоря 9. После этого вращением ручного привода 42 поперечного перемещения держателя 6 инструмент 7 вводится в паз якоря 9. При этом инструмент 7 должен входить в паз якоря 9 свободно без заеданий. Затем закрепляются криволинейная плита 15 и стакан 20 соответственно гайками 16 и зажимом 22. После этого прижимные приспособления 28 перемещаются по направляющим станины 1 до упора установочного щаблона 39 в крайние с торца зубцы 12 пластины 13 и закрепляются на станине 1, Затем установочный щаблон 39 выводится из соприкосновения с :срайними с торца зубца 12 пластинами 13. Далее путем вращения ручных приводов 40 и перемещения корпуса 30 прижимных приспособлений 28 совмещаются вертикальные оси П-образных вилок 37 и паза, по ик жащего обработке. При помощи клеммных соединений 38 регулируется по высоте положение П-образных вилок 37 для совме1 1ения их торцовых поверхностей с торцовыми поверхностями зубцов 12, образующих обрабатываемый паз. После этого якорь 9 закрепляется в патроне поворотного механизма 10.
С пульта 2 управления включаются электромагниты ЗА, при помощи которых и тяг 33 перемещаются клинья 31 Под действием клиньев 31 перемещают ся штоки 32, на которых установлены П-образные вилки 37. При этом зубцы 12 обрабатываемого паза фиксируют торцовыми поверхностями П-образных вилок 37, в результате чего крайние от торцов зубцов 12 пластины 13 предохраняются от распушения при обработке паза. Затем включаются электропривод 8 вращения инструмента 7 и электропривод 41 продольного перемещения суппорта 5 с держателем 6 инструмента 7. При перемещении суппорта 5 происходит обработка паза инструментом 7. При полном выходе инструмента 7 из паза с помощью конечного выключателя АА дается коман да на отключение приводов 8 и А1 и электромагнитов ЗА. При этом клинья 31 перемещаются под действием возвратных пружин 36 вверх, а штоки 32 под действием возвратных пружин 35 возвращаются в исходное положение. В результате этого П-образ ные вилки 37 отводятся от торцовых поверхностей зубцов 12, образующих
2520804
обрабатываемый паз. Затем включается электромагнит 17 механизма 11 закрепления якоря 9. При этом с помощью электромагнита 17 посредством 5 рычага 25 клин 26 вьшодится из зацепления с пазом якоря 9. С помощью поворотного механизма 10 якорь 9 проворачивается на величину шага паза якоря для обработки следующего паза. О с пульта 2 управления подается команда на отключение электромагнита 17, при этом клин 26 под действием пружины 27 вводится в следующий фиксирующий паз якоря 9. Затем включаютts ся электромагниты ЗА, при этом происходит фиксация П-образными вилками 37 зубцов 12 якоря 9. После этого включаются электроприводы 8 и А1, в результате этого суппорт 5 пере- 20 мещается электроприводом A1 в обратном направлении до конечного выключателя A3. Таким образом происходит обработка паза без холостого хода.
25
30
В дальнейшем цикл обработки пазов повторяется в такой же последовательности до полной обработки всех пазов якоря 9. Затем якорь 9 снимается с центров бабок 3 и А, а на его место устанавливается однотипный якорь.
При обработке пазов других типов якорей настройка предлагаемого устройства осуществляется в указанной последовательности.
f) Ku8f(
I
Вид В
гГ
О
:t
и
ТГЖ
-гт V г- 75 U9 8 J7
IM
гГ
i/rj
37
| название | год | авторы | номер документа |
|---|---|---|---|
| Токарный станок | 1982 |
|
SU1111848A1 |
| Устройство для обработки пазов якоря | 1987 |
|
SU1407763A1 |
| Автомат Афанасьева для мерной резки и обработки торцов проката | 1985 |
|
SU1289611A1 |
| Станок для нарезания зубчатой рейки с переменным шагом и наклоном зубьев | 1984 |
|
SU1326184A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ТРУБ | 2016 |
|
RU2622197C1 |
| ПРИСПОСОБЛЕНИЕ К МНОГОПИЛЬНОМУ СТАНКУ ДЛЯ РАЗРЕЗАНИЯ ДЕРЕВЯННЫХ ГНУТОКЛЕЕНЫХ БЛОКОВ | 1965 |
|
SU175639A1 |
| СТАНОК ДЛЯ ПРАВКИ ДИСКОВ АВТОМОБИЛЬНЫХ КОЛЕС | 2014 |
|
RU2567771C1 |
| Многопозиционный агрегатный станок | 1981 |
|
SU988529A1 |
| Токарный многоцелевой станок | 1988 |
|
SU1576241A1 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
в-в
Фиг.
Вид Г повернуто
33
30
Редактор И. Шулла
Составитель Э. Комаров
Техред И .Бонклло Корректор т. Колб
Заказ Д568/14Тираж 1001
В 1ИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
Подписное
| Устройство для обработки пазов якоря | 1980 |
|
SU931332A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
