Область техники, к которой относится изобретение
Настоящее изобретение относится к вращающемуся фрезерному инструменту, имеющему множество режущих зубьев, образованных на удлиненной режущей головке.
Уровень техники
Широкий диапазон компонентов из множества разных типов материалов подвергают механической обработке, причем каждый материал имеет различные физические и механические характеристики, на которые влияют легирующие элементы, термообработка, твердость и т.д. Соответственно, множество различных режущих и, в частности, вращающихся фрезерных инструментов было разработано для механической обработки материалов заготовок. Традиционно вращающийся фрезерный инструмент содержит корпус инструмента, снабженный спиральными или аксиально прямыми зубьями, которые в свою очередь отделены канавками. Из-за высоких скоростей резания и значительных термических напряжений в инструменте, посредством канавок в область режущих зубьев обычно подают охлаждающую жидкость. Охлаждение увеличивает эффективность резания инструмента и срок службы.
В JP 2010-188451 раскрыт вращающийся фрезерный инструмент, содержащий спиральные зубья и канавки. Охлаждающую среду подают в область резания посредством аксиально продолжающегося внутреннего отверстия, имеющего соответствующие выходные концы в радиально внутренних областях основания канавок.
Однако существующие вращающиеся фрезерные инструменты невыгодны по ряду аспектов. Как указывалось, разные материалы заготовки демонстрируют разные физические и механические характеристики, которые влияют на эффективность резания и срок службы инструмента. В частности, термостойкие суперсплавы (материалы ISOS), как правило, рассматривают как «липкие» материалы, которые трудно разрезать и которые значительно уменьшают срок службы инструмента, причем последнее, в основном, из-за нароста на кромке (BUE). Этот механизм износа является результатом сварки под давлением стружки с инструментом и распространен для низкоуглеродистых и нержавеющих сталей и материалов на основе алюминия при низких скоростях резания. Соответственно, требуется фрезерный инструмент, который решает эти проблемы и, в частности, подходит для фрезерования ISOS и других требовательных сплавов с уменьшенным износом и, в частности, минимизированным BUE.
Сущность изобретения
Одной из задач настоящего изобретения является обеспечение вращающегося фрезерного инструмента, демонстрирующего сопротивление по меньшей мере одному или множеству различных механизмов износа, чтобы максимизировать срок службы инструмента при его применении для механической обработки сплавов с высокими требованиями, таких как термостойкие суперсплавы, т.е. материалы ISOS, которые включают в себя титановые сплавы.
Дополнительной конкретной задачей является обеспечение фрезерного инструмента, выполненного с режущими зубьями и канавками, в котором области режущих зубьев выполнены с возможностью эффективно рассеивать высокие температуры, связанные с резанием, с тем, чтобы устранять или уменьшать износ режущей кромки и, в частности, износ из-за нароста на кромке (BUE). Еще одной дополнительной задачей является обеспечение режущего инструмента, улучшенного для удаления стружки из области между режущими зубьями (то есть канавками) для дополнительного уменьшения скорости износа инструмента и обеспечения эффективного и точного резания с учетом минимизированного отклонения стенки механически обработанной заготовки.
Эти задачи достигают посредством режущего инструмента, имеющего удлиненную режущую головку, выполненную с множеством зубьев и канавок, в котором множество охлаждающих пазов углублено в области фаске каждого зуба (между режущей кромкой и задней кромкой). Следует отметить, что пазы на фаске не продолжаются и физически отделены от режущей кромки. Такая конфигурация является предпочтительной для обеспечения инструмента, оптимизированного для резания посредством радиально согласованных режущих кромок и содействия теплообмену и теплоотводу от задней стороны/области зубьев, то есть задней кромки и задней поверхности. Каждый паз на каждом зубе углублен на каждой фаске, чтобы содержать терминальный конец, который отделен от режущей кромки. Это предпочтительно для повышения скорости охлаждения зубьев пропусканием по каналу жидкой охлаждающей среды из канавок и через пазы, при этом не изнашивая зубья на режущей кромке. В частности, охлаждающий эффект текучей среды в областях с самыми высокими температурами зубьев (то есть режущих кромок) увеличивают, когда текучую среду вводят в пазы и эффективно направляют и ускоряют в направлении режущих кромок с высокой скоростью.
Рассматриваемое изобретение, благодаря конкретной конфигурации пазов, выполненных с возможностью направлять охлаждающую текучую среду, но имеющих соответствующие терминальный концы, расположенные на фаске и разнесенные от режущей кромки, является предпочтительным для минимизации возникновения и величины множества различных механизмов износа, включающих в себя, например, износ по задней поверхности, износ в виде лунки и износ в виде зазубрины, обкалывание кромок и образование термических трещин на режущих кромках. Изобретатель выявил, что величина и вероятность возникновения по меньшей мере некоторых из этих механизмов будут увеличены, если режущие кромки зубьев будут разрушены углублениями или зазубринами. Соответственно, рассматриваемое изобретение обеспечивает инструмент, улучшенный для минимизации рабочей температуры режущей кромки без ущерба для прочности зуба в отношении повреждения режущей кромки или износа, вызванного любым из вышеупомянутых механизмов износа. В частности, авторы изобретения выявили, что уменьшением возникновения BUE облегчают удаление стружки из канавок.
Согласно первому аспекту настоящего изобретения обеспечивают фрезерный инструмент, содержащий: удлиненную режущую головку, имеющую продольную ось и множество зубьев, продолжающихся аксиально вдоль головки; причем каждый зуб имеет переднюю поверхность, образованную в радиально наружной области режущей кромкой, и заднюю поверхность, образованную в радиально внешней области задней кромкой; множество канавок, причем каждая канавка образована между передней поверхностью и задней поверхностью соответствующих смежных зубьев; фаску, образованную между режущей и задними кромками в каждом зубе; отличающийся: множеством пазов, углубленных в задней кромке и продолжающихся в заднюю поверхность и фаску каждого зуба; при этом каждый из пазов продолжается на фаске в направлении от задней кромки к режущей кромке и заканчивается перед достижением режущей кромки.
Предпочтительно, чтобы зубья и канавки были спиральными, так чтобы режущая кромка и задняя кромка следовали изогнутой спиральной траектории вокруг продольной оси инструмента (и головки), причем эта траектория отклоняется от оси на угол спирали. При необходимости, зубья и канавки могут быть выровнены в общем параллельно продольной оси инструмента, чтобы считаться прямыми. В соответствии с таким вариантом осуществления режущая кромка и задняя кромка выровнены в общем параллельно продольной оси.
Предпочтительно инструмент содержит по меньшей мере один проход для охлаждающей среды, продолжающийся аксиально вдоль головки, причем проход имеет по меньшей мере один терминальный конец, расположенный в области по меньшей мере одной из канавок. Более предпочтительно, по меньшей мере один проход для охлаждающей среды выполнен в виде по меньшей мере одного внутреннего отверстия, продолжающегося внутри головки, причем терминальный конец образован в виде отверстия в радиально внутренней области основания по меньшей мере одной из канавок. При необходимости проход для охлаждающей среды может быть образован в виде открытого канала, продолжающегося аксиально и углубленного в область основания по меньшей мере одной из канавок. Согласно предпочтительным вариантам осуществления по меньшей мере один проход содержит множество терминальных концов, каждый из которых образован в виде отверстия в области основания каждой из соответствующих канавок. При необходимости проход для охлаждающей среды содержит один терминальный конец, от 2 до 8, от 3 до 6 или от 4 до 6 терминальных концов. При необходимости проход для охлаждающей среды содержит множество терминальных концов, соответствующих количеству канавок или меньше или больше, чем число канавок, причем каждая канавка имеет одно или множество отверстий (выходных концов прохода подачи охлаждающей среды). Соответственно, настоящий инструмент предпочтительно внутренне охлаждают подачей охлаждающей текучей среды в канавки.
Рассматриваемое изобретение является предпочтительным благодаря ориентации пазов на задней поверхности, для направления (или пропускания по каналу) охлаждающей текучей среды вдоль задней поверхности конкретно к режущим кромкам. Этот поток текучей среды из радиально самых внутренних областей основания канавок к радиально самым наружным фаскам значительно облегчают пазами, что эффективно сокращает траекторию потока текучей среды между этими двумя областями. Пазы в области каждой задней кромки дополнительно выгодны для увеличения площади поверхности вращательно задних областей зубьев, чтобы обеспечивать охлаждающий эффект «излучателя» для теплоотвода от области режущих кромок.
При необходимости, расстояние, на которое каждый из пазов продолжается по ширине поперек фаске от задней кромки к режущей кромке, находится в диапазоне, равном или меньшем 80%, равном или меньшем 50%, от 10 до 50%, от 20 до 50%, от 20 до 40%, от 25 до 40% или от 30 до 40% ширины фаске между режущей кромкой и задней кромкой в направлении, выровненном перпендикулярно продольному направлению, вдоль которого продолжаются режущая кромка и задняя кромка. Где зубья (и канавки) являются спиральными, ширина фаске выровнена перпендикулярно углу спирали, под которым продолжаются режущая кромка и задняя кромка. Где зубья (и канавки) выровнены в общем параллельно продольной оси инструмента, ширина фаске выровнена перпендикулярно продольной оси инструмента и, следовательно, перпендикулярно аксиальному выравниванию режущей кромки и задней кромки. Это относительное расстояние, на которое пазы продолжаются по ширине поперек фаски, предпочтительно для обеспечения компромисса между максимизацией охлаждающего эффекта пазов, при этом не «изнашивая» зубья, и увеличивая вероятность дополнительных механизмов износа, таких как износ по задней поверхности или износ в виде зазубрины, или образование термических трещин.
При необходимости, расстояние в радиальном направлении, на которое каждый из пазов продолжается вдоль задней поверхности составляет менее 50%, менее 40%, менее 35%, в диапазоне от 5 до 50%, от 5 до 40%, от 10 до 40%, от 15 до 30% или от 20 до 30% соответствующей глубины каждой из канавок вдоль радиуса между радиально самой глубокой областью каждой канавки и радиальным положением окружности резания, образованной режущими кромками. Аналогично, такая конфигурация обеспечивает подходящий компромисс между улучшенным охлаждением и поддерживанием конструктивной целостности и, следовательно, максимизирует срок службы инструмента.
Предпочтительно соответствующая максимальная длина, ширина и глубина каждого из пазов на зубьях является равномерной. Как будет понятно, такая конфигурация обеспечивает вращательно сбалансированный инструмент. При необходимости, каждый из пазов содержит V-образный профиль, углубленный в заднюю поверхность. Однако согласно дополнительным вариантам осуществления, пазы могут содержать любые угловые или изогнутые профили сечения, образованные одной или множеством поверхностей пазов, которые образуют стенки и/или основание пазов. При необходимости, пазы могут содержать прямоугольный или квадратный профиль сечения, частичный круговой профиль сечения или U-образный профиль сечения.
При необходимости, на задней поверхности ширина каждого из пазов увеличивается в направлении от радиально самой глубокой (т.е. радиально самой внутренней) области к радиально самой наружной области головки, то есть режущей кромке на каждой фаске. При необходимости, на фаске ширина каждого из пазов увеличивается в направлении от режущей кромки к задней кромке. Такая конфигурация предпочтительна для того, чтобы направлять и, при необходимости, ускорять подачу охлаждающей текучей среды к режущей кромке в дополнение к минимизации любого воздействия на конструктивную целостность зубьев, возникающего в результате наличия пазов. Предпочтительно ориентация каждого паза в продольном направлении каждого паза по существу перпендикулярна продольной оси головки. Такая конфигурация предпочтительна для обеспечения требуемого угла подачи (или пропускания по каналу) охлаждающей текучей среды из канавок к режущим кромкам.
При необходимости, каждый из пазов отделен друг от друга в направлении продольной оси головки на расстояние, приблизительно равное ширине фаски в направлении между режущей кромкой и задней кромкой. Это относительное расстояние между пазами в аксиальном направлении снова обеспечивает надлежащий баланс между максимизацией охлаждающего эффекта паза и минимизацией «теоретического объема» материала, удаляемого из радиально внешней области зубьев благодаря наличию пазов. При необходимости, и согласно конкретным вариантам осуществления, каждый зуб содержит в диапазоне от 10 до 40, от 15 до 35 или от 20 до 30 пазов на задней кромке.
Предпочтительно, инструмент содержит вал (альтернативно называемый хвостовиком), продолжающийся от одного аксиального конца головки. При необходимости, вал может быть образован за одно целое или не за одно целое с головкой. Когда вал образован не за одно целое с головкой, инструмент может содержать по меньшей мере одно монтажное сопряжение, чтобы обеспечивать соединение между валом и головкой.
Предпочтительно инструмент содержит поверхностное покрытие или пленку, обеспеченную по существу на всей головке инструмента или на его участке. При необходимости, покрытие содержит сверхтвердый материал, такой как материал на основе поликристаллов, поликристаллический алмаз, кубический нитрид бора или тому подобное, при этом такие дополнительные покрытия известны специалистам в области техники.
Краткое описание чертежей
Конкретная вариант осуществления настоящего изобретения теперь будет описана только в качестве примера и со ссылкой на сопровождающие чертежи, на которых:
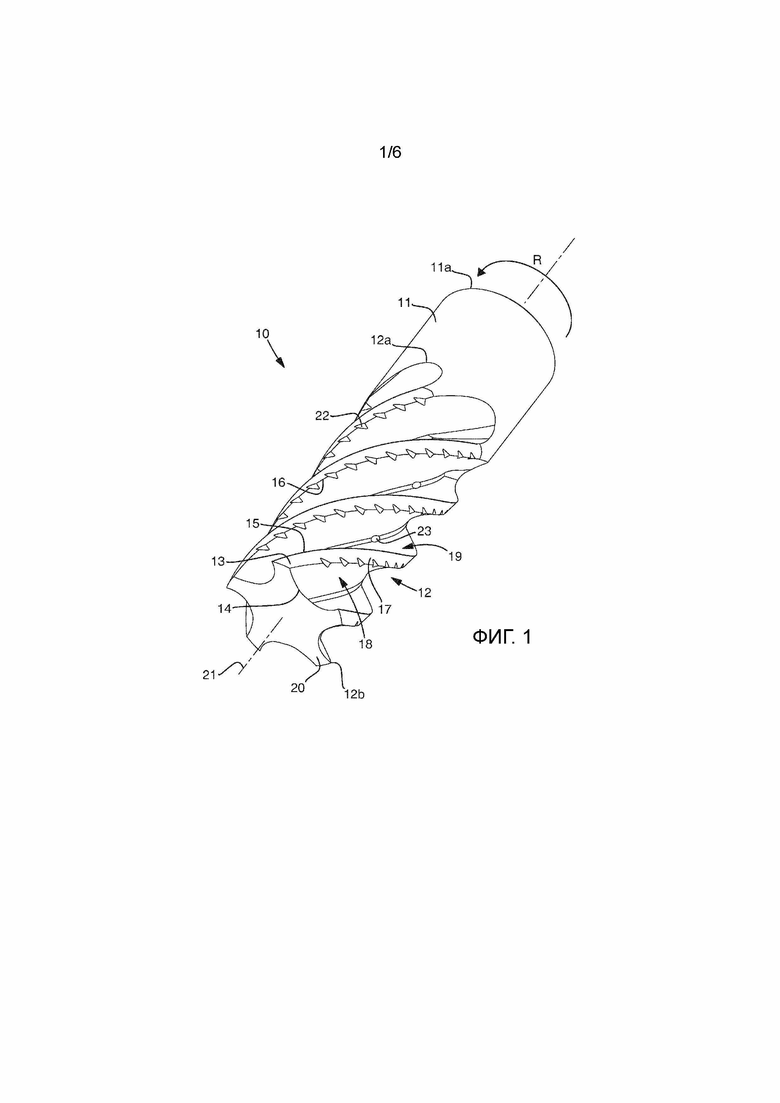
Фигура 1 представляет собой вид в перспективе вращающегося фрезерного инструмента, содержащего множество спиральных зубьев, отделенных спиральными канавками, согласно конкретному варианту осуществления настоящего изобретения;
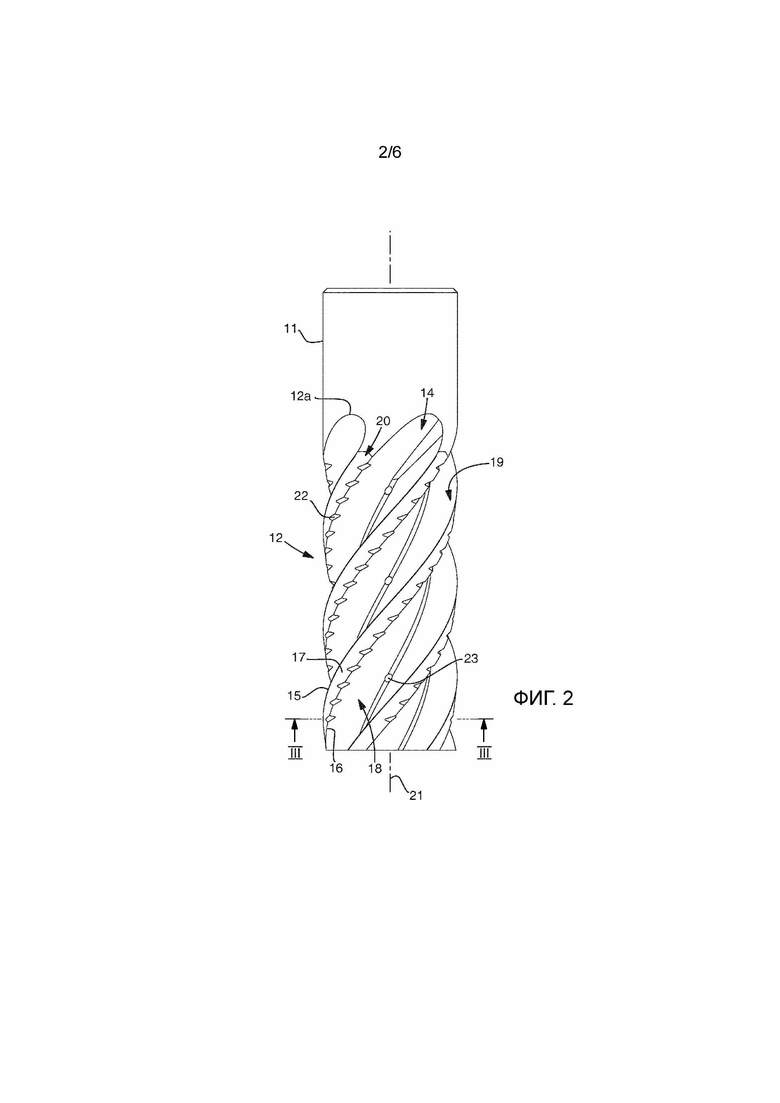
Фигура 2 представляет собой вид сбоку в перспективе инструмента, показанного на фигуре 1;
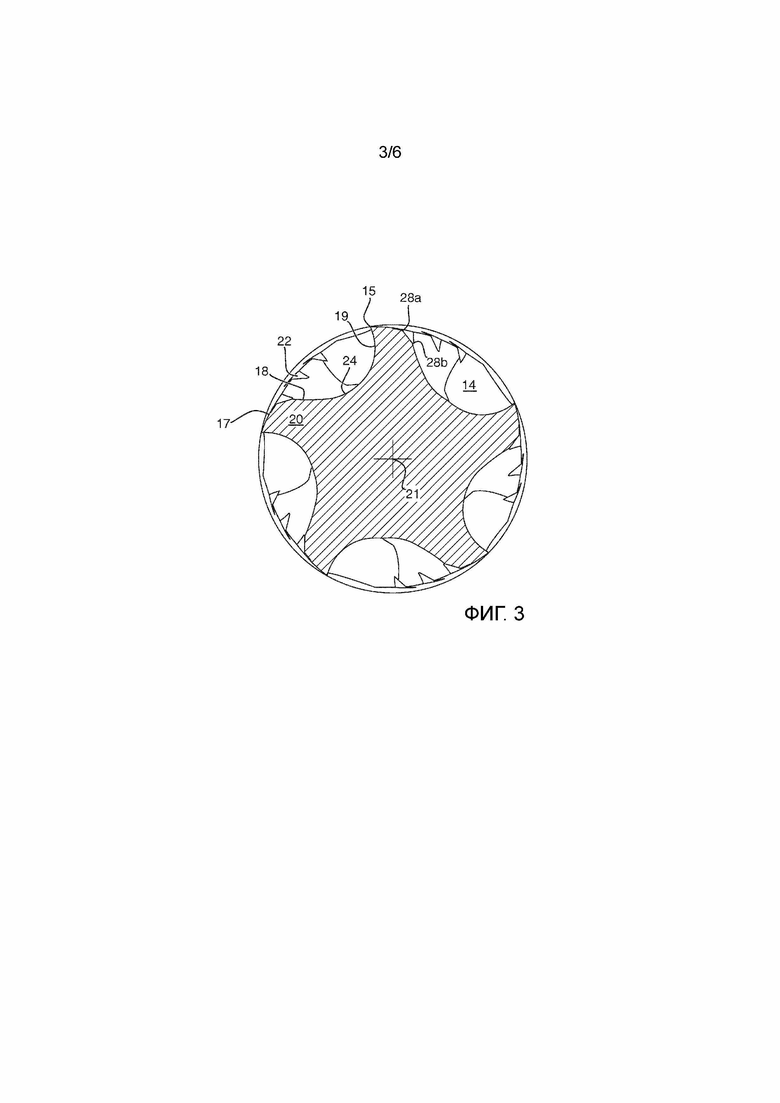
Фигура 3 представляет собой вид в сечении по линии III-III инструмента, показанного на фигуре 2;
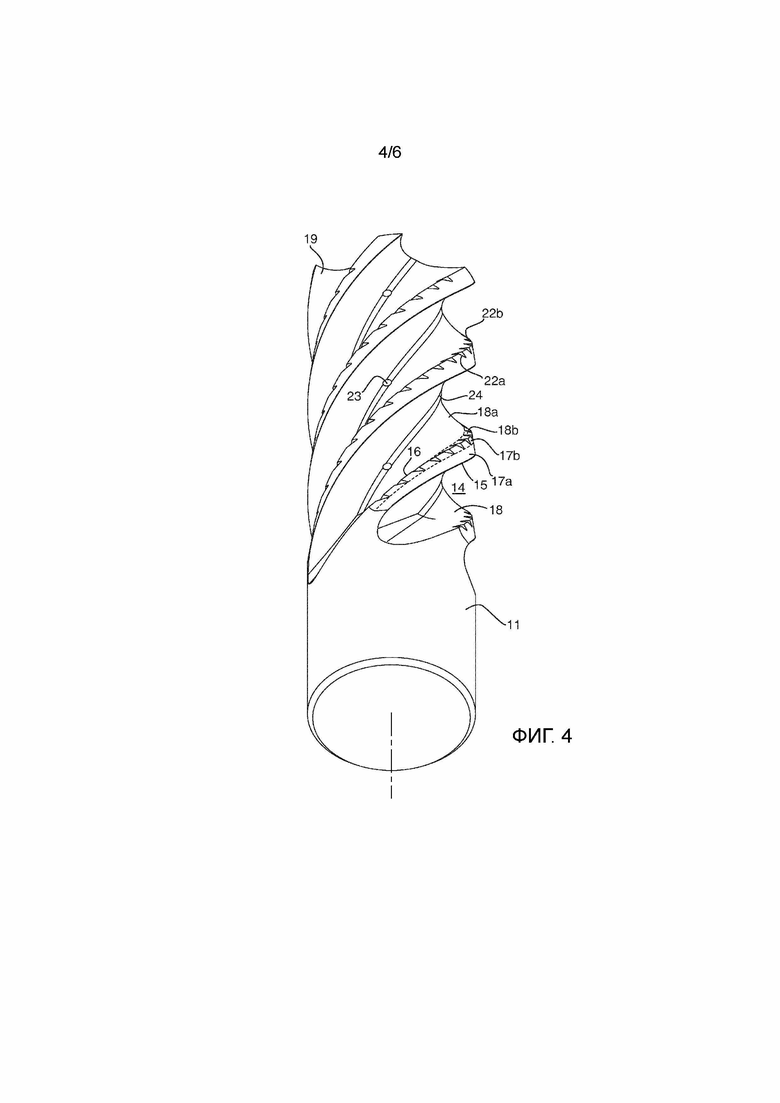
Фигура 4 представляет собой дополнительный вид в перспективе инструмента, показанного на фигуре 2;
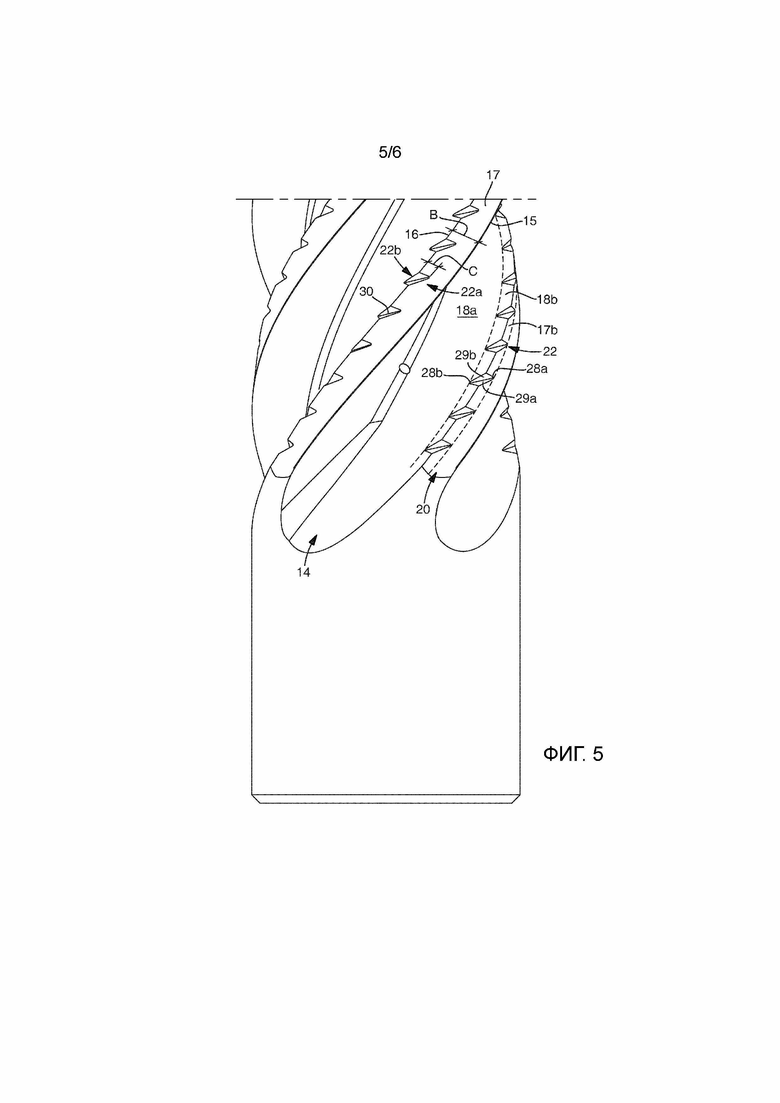
Фигура 5 представляет собой вид в перспективе спиральных режущих зубьев и канавок инструмента, показанного на фигуре 2, согласно конкретному варианту осуществления настоящего изобретения;
Фигура 6 представляет собой увеличенный вид в сечении радиально наружной области режущих зубьев инструмента, показанного на фигуре 2.
Подробное описание предпочтительного варианта осуществления изобретения
На фигурах 1 и 2, удлиненный вращающийся фрезерный инструмент 10 содержит головку, обозначенную в целом ссылочной позицией 12, и вал 11, образованный за одно целое с головкой 12, причем головка 12 и вал 11 имеют общую продольную ось 21. Головка 12 снабжена 5 спиральными режущими зубьями 20, которые продолжаются непрерывно от первого проксимального конца 12а головки (расположенного на стыке между головкой 12 и валом 11) и второго дистального (или терминального) конца 12b головки. Зубья 20 образованы в виде выступающих гребней, продолжающихся аксиально и радиально в головке 12 относительно оси 21, причем соседние зубья 20 отделены соответствующими спиральными канавками 14 в направлении по окружности вокруг оси 21. Соответственно, каждый зуб 20 образован задней поверхностью 18 и противоположной передней поверхностью 19, при этом толщина (в направлении по окружности) каждого зуба 20 образована между противоположными задней и передней поверхностями 18, 19. Задняя поверхность 18 образована в радиально самой наружной области, спирально продолжающейся задней кромкой 16, причем передняя поверхность 19 оканчивается аналогично в радиально самой наружной области в виде режущей кромки 15. Фаска 17 образована между задней и режущей кромками 16, 15, причем фаску 17 продолжается аксиально между первым и вторым концами 12а, 12b головки. Внутреннее отверстие (не показано) продолжается аксиально сквозь инструмент 10 (включая в себя вал 11 и головку 12). В частности, внутреннее отверстие продолжается от терминального конца 11а вала 11 в область головки 12. В частности, внутреннее отверстие содержит пять терминальных концов, образованных в виде отверстий 23, расположенных в радиально самой глубокой/самой внутренней области основания каждой канавки 14. Соответственно, охлаждающая текучая среда способна вводиться в область резания инструмента 10 через внутреннее отверстие, чтобы подавать текучую среду в канавки 14 через отверстия 23.
Согласно рассматриваемому изобретению множество пазов углублено в каждую заднюю кромку 16, причем пазы 22 разнесены аксиально (у задней кромки 16) между первым и вторым концами 12a, 12b головки. Область 13, расположенная аксиально ко второму терминальному концу 12b головки, лишена пазов 22, чтобы содержать непрерывно изогнутую заднюю кромку 16, которая не прервана пазами 22. Соответствующая область (лишенная пазов 22) также обеспечена на противоположном втором конце 12b. Согласно конкретному варианту осуществления каждый зуб 20 содержит шестнадцать пазов 22, разнесенных друг от друга на одинаковое расстояние в аксиальном направлении между концами 12а и 12b головки.
Фигуры 1 и 2 схематически иллюстрируют второй дистальный конец 12b головки. В частности, конец 12b головки согласно рассматриваемому изобретению, как правило снабжен аксиальными концевыми зубьями, которые будут представлять собой аксиально самый передний режущий конец инструмента 10. Такие зубья, как правило, должны быть выровнены, чтобы продолжаться радиально от оси 21, причем каждый зуб имеет одну или множество режущих кромок и/или поверхностей, представляющих аксиальные терминальные концы каждого из зубьев 20.
Как будет понятно, инструмент 10 предназначен для вращения вокруг оси 21 согласно направлению R вращения, чтобы врезаться режущими кромками 15 в подходящую заготовку (не показана), чтобы обеспечивать требуемое вращательное фрезерование. Как будет понятно, стружечный материал вынужден проходить вдоль передней поверхности 19, после чего следует контакт с задними поверхностями 18, откуда стружку удаляют из канавок 14 через задние кромки 16. Подача охлаждающей текучей среды в канавки 14 облегчает как удаление стружки, так и служит для минимизации и регулирования температуры инструмента 10 в радиально внешних областях зубьев 20 (в результате высоких скоростей резания, с которыми инструмент 10, как правило, вращают вокруг оси 21).
На фигуры 3 и 4, каждый паз 22 углублен в каждый зуб 20 в области задней кромки 16, чтобы содержать первый участок, обозначенный в целом ссылочной позицией 22а, который углублен внутрь и продолжается вдоль участка фаске 17 (между задней и режущей кромками 16, 15), и второй участок, обозначенная в целом ссылочной позицией 22b, который углублен внутрь и продолжается вдоль участка задней поверхности 18. Каждый целый паз 22 (охватывающий первый участок 22a и второй участок 22b) содержит максимальную длину, ориентированную приблизительно перпендикулярно оси 21, причем длина 30 образована между первым концом 28a паза (расположенным на фаске 17) и вторым концом 28b паза (расположенным на задней поверхности 18). Согласно конкретному варианту осуществления профиль сечения каждого паза 22 в плоскости, перпендикулярной длине 30 паза, обычно имеет V-образную форму по всей длине каждого паза 22 между концами 28a, 28b. Соответственно, область внутренней полости каждого паза 22 образована парой противоположных плоских поверхностей 29a, 29b пазов, выровненных поперек друг к другу. Согласно конкретному варианту осуществления длина участка 22b паза (внутри фаске 17) приблизительно равна участку 22b паза (в пределах задней поверхности 18).
Как проиллюстрировано на фигуре 5, первый конец 28а паза пространственно отделен от режущей кромки 15, так что можно считать, что фаску 17 может считаться разделенной в направлении ширины фаске (в направлении, перпендикулярном траектории соответствующего зуба 20) на первый участок 17а (расположенный ближе всего к режущей кромке 15) и второй участок 17b (расположенную ближе всего к задней кромке 16). Первый участок 17а фаске, соответственно, лишен пазов 22, так что фаску на участке 17а в спиральном направлении каждого зуба 20 образована в общем гладкой непрерывной поверхностью, обращенной радиально наружу, которая ограничивает радиально самую наружную область каждого зуба 20. Напротив, участок 17b фаске в спиральном направлении каждого зуба 20 прерван углубленными пазами 22, чтобы ограничивать часть гребневой или профилированной поверхности относительно непрофильного участка 17a фаске. Аналогично, каждую заднюю поверхность 18 можно рассматривать как разделенную в радиальном направлении на первый радиально внутренний участок 18а и второй радиально наружный участок 18b. Внутренний участок 18а лишен пазов 22 и, соответственно, образован в виде гладкой в общем непрерывно изогнутой поверхности. Напротив, радиально наружный участок 18b образован в виде частично гребневого участка, который прерван углубленными пазами 22. Соответственно, радиально наружный участок 18b каждой задней поверхности 18 профилирован или имеет ребристость относительно радиально внутреннего участка 18а.
Согласно конкретному варианту осуществления и со ссылкой на фигуру 5, расстояние С, на которое участок 22а паза продолжается поперек фаске 17 (в направлении ширины фаске) от задней кромки 16 до режущей кромки 15, составляет менее 50% от общей ширины B фаске 17 в направлении между режущей и задней кромками 15, 16. Согласно конкретному варианту осуществления, расстояние C составляет приблизительно от 30 до 40% расстояния B. Соответственно, первый участок 17a фаске шире в аксиальном направлении, чем второй участок 17b фаске. Однако из-за наличия пазов 22 общая площадь поверхности на втором участке 17b фаске увеличена из-за наличия пазов 22 и, в частности, поверхностей 29а, 29b пазов. Участок 18b задней поверхности также содержит относительно увеличенную площадь поверхности из-за поверхностей 29а, 29b пазов внутри участка 22b паза, продолжающегося в пределах наружной поверхности 18.
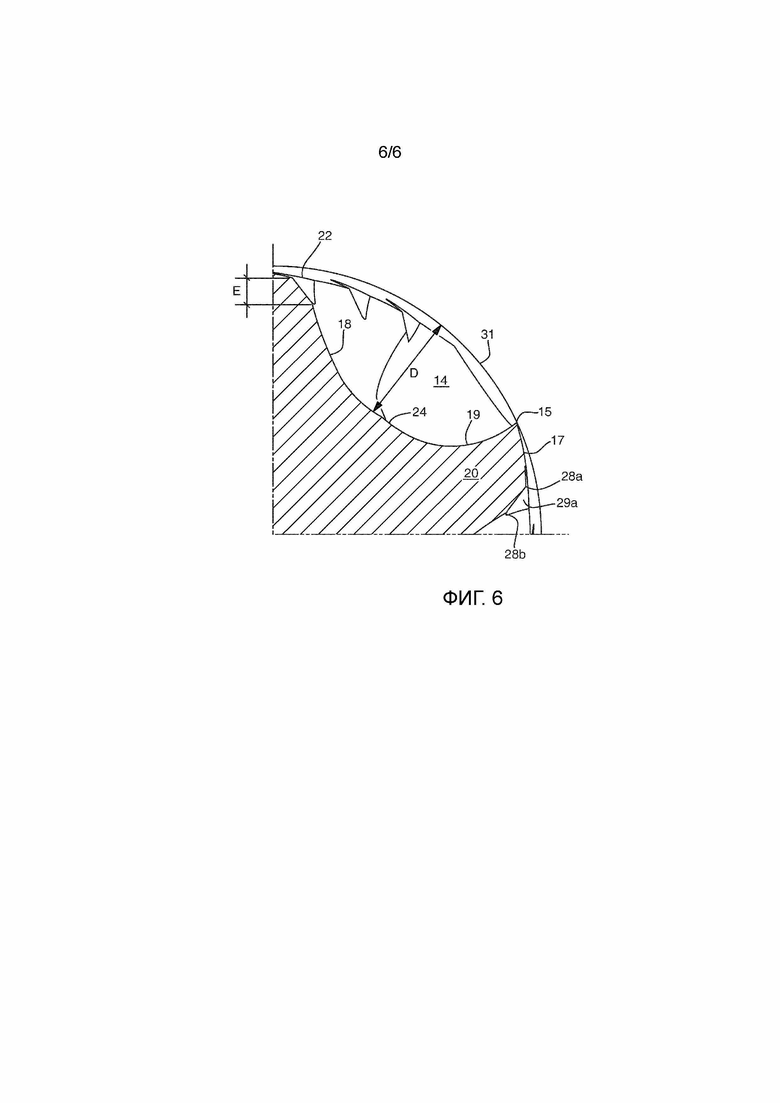
На фигуре 6, расстояние E, на которое продолжается каждый паз 22 вдоль радиуса инструмента 10, меньше полной/целой глубины D каждой канавки 14, образованной расстоянием вдоль радиуса головки 12 между окружностью 31 резания (которая, в свою очередь, образована режущими кромками 15) и радиально самой глубокой областью 24 каждой канавки 14. В частности, и согласно конкретному варианту осуществления, расстояние E находится в диапазоне от 20 до 30% расстояния D. Соответственно, радиально внутренняя область 18a представляет большую часть задней поверхности 18 и лишена пазов 22.
Пространственное отделение пазов 22 от режущей кромки 15 посредством участка 17а без пазов, поддерживает конструктивную целостность зубьев 20 и, соответственно, предотвращает нежелательный и ускоренный износ режущих кромок 15 согласно любому одному или множеству механизмов износа, включая, в частности, создание термических трещин или возникновение износа в виде лунки или износа по задней поверхности. Пазы 22, имеющие участок 22а, продолжающийся в пределах фаске 17, и участок 22b, продолжающийся в пределах задней поверхности 18, полезны для облегчения подачи охлаждающей текучей среды к периферийной области зубьев 20 и, в частности, к режущим кромкам 15. Кроме того, профиль формы пазов 22, имеющий ширину (перпендикулярную длине паза 30), которая i) увеличивается на задней поверхности 18 (в радиальном направлении от области 24 основания канавки до задней кромки 15) и ii) уменьшается на фаске 17 (в аксиальном направлении от задней кромки 16 к режущей кромке 15), предпочтителен для подачи при высокой скорости охлаждающей текучей среды из области канавок 14 к режущим кромкам 15. Скорость потока охлаждающей текучей среды радиально наружу и «пропускаемая по каналу» подача охлаждающей среды на заднюю поверхность 18 может быть выборочно отрегулирована изменением соответствующей длины 30 паза и ширины паза, как на задней поверхности 18, так и на фаске 17. То есть согласно дополнительным вариантам осуществления, второй конец 28b паза может быть расположен на, в направлении или за пределами средне-радиальной глубины D каждой канавки 14.
Пазы 22 также дополнительно предпочтительны для облегчения удаления стружки из каждой канавки 14. Улучшенное удаление стружки может быть частично обусловлено уменьшением величины и вероятности возникновения нароста на режущей кромке (BUE) в области режущей кромки 15, что, в свою очередь, является результатом теплоотвода и уменьшения тепла в области режущей кромки 15. То есть настоящую конфигурацию зубьев 20, имеющих пазы 22, можно считать обеспечивающей эффект «излучателя», который максимизирует разность температур между режущей кромкой 15 и областью задней кромки 16. Этот эффект может быть обусловлен, во-первых, увеличенной площадью поверхности на участках 17b, 18b, и во-вторых, увеличенным пропусканием по каналу и, следовательно, объемом/скоростью подачи охлажденной текучей среды в направлении, в частности, к режущим кромкам 15.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФРЕЗЕРНАЯ ГОЛОВКА С ВЫПОЛНЕННЫМИ ЗА ОДНО ЦЕЛОЕ С НЕЙ РЕЖУЩИМИ КРОМКАМИ И ВРАЩАЮЩИЙСЯ ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2019 |
|
RU2798039C2 |
| СМЕННАЯ ТОРЦЕВАЯ ФРЕЗЕРНАЯ ГОЛОВКА С ОБРАЗОВАННЫМ ЗА ОДНО ЦЕЛОЕ РЕЗЬБОВЫМ УЧАСТКОМ ДЛЯ СОЕДИНЕНИЯ С ХВОСТОВИКОМ | 2017 |
|
RU2727632C2 |
| ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ С РЕГУЛИРУЕМЫМ МЕХАНИЗМОМ ОХЛАЖДЕНИЯ | 2011 |
|
RU2548350C2 |
| РЕЗЕЦ И ФРЕЗЕРНАЯ ГОЛОВКА | 2007 |
|
RU2424878C2 |
| РЕЖУЩАЯ ВСТАВКА | 2007 |
|
RU2450894C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И ФРЕЗЕРНАЯ РЕЗЦОВАЯ ГОЛОВКА | 2008 |
|
RU2425735C2 |
| ФРЕЗЕРНЫЙ ИНСТРУМЕНТ | 2013 |
|
RU2638475C2 |
| ТОРЦЕВАЯ ФРЕЗА | 1994 |
|
RU2111092C1 |
| ФРЕЗА И СПОСОБ ИЗГОТОВЛЕНИЯ ФРЕЗЫ | 2018 |
|
RU2727459C1 |
| КОНФИГУРАЦИЯ РЕЖУЩЕГО ИНСТРУМЕНТА С КАНАВКАМИ И ОТНОСЯЩИЙСЯ К НЕЙ СПОСОБ | 2017 |
|
RU2744081C2 |
Изобретение относится к обработке материалов резанием и может быть использовано при механической обработке сплавов, в частности титановых, с применением фрезерного инструмента. Инструмент имеет удлиненную режущую головку, выполненную с множеством зубьев и канавок, и множество охлаждающих пазов, углубленно расположенных в области фаски каждого зуба между режущей кромкой и задней кромкой. Пазы на фаске не продолжаются и физически отделены от режущей кромки для оптимизации резания посредством радиально согласованных режущих кромок и ускорения теплообмена и теплоотвода от задней стороны зубьев. Увеличивается срок службы инструмента. 16 з.п. ф-лы, 6 ил.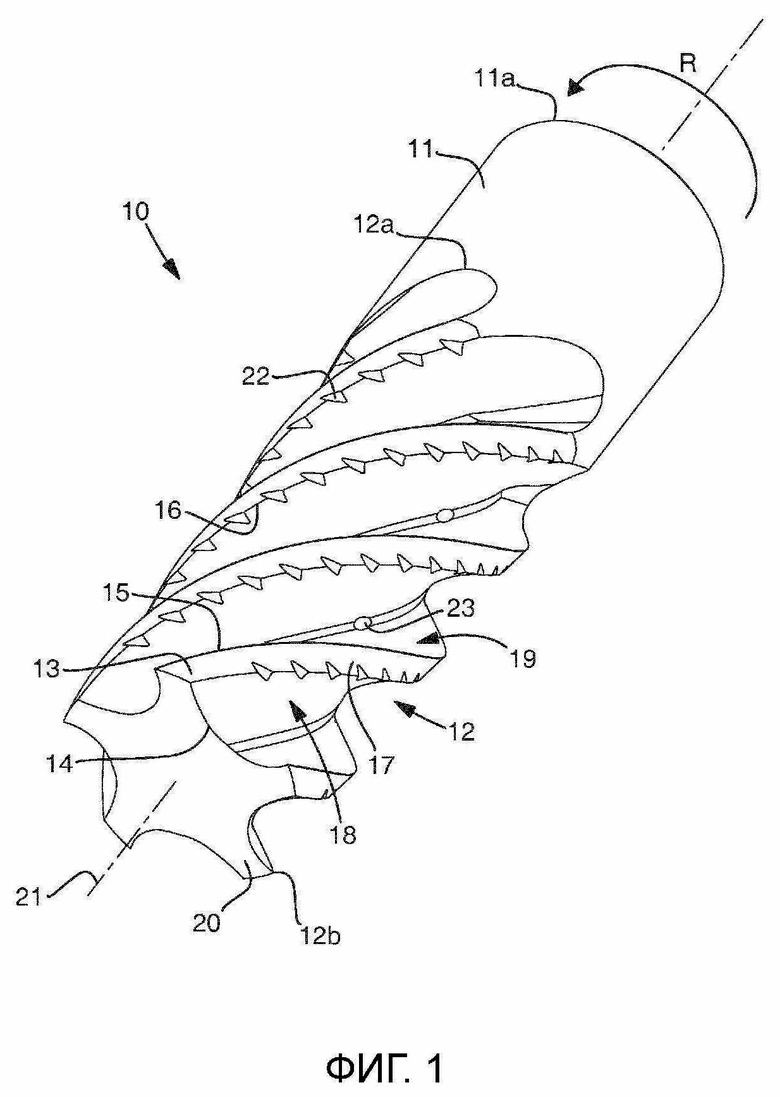
1. Фрезерный инструмент (10), содержащий:
удлиненную режущую головку (12), имеющую продольную ось (21) и множество зубьев (20), аксиально расположенных вдоль головки (12);
причем каждый зуб (20) имеет переднюю поверхность (19), заканчивающуюся в радиально наружной области режущей кромкой (15), и заднюю поверхность (18), заканчивающуюся в радиально наружной области задней кромкой (16);
множество канавок (14), причем каждая канавка (14) образована между передней поверхностью (19) и задней поверхностью (18) соответствующих смежных зубьев (20);
фаску (17), образованную между режущими и задними кромками (15, 16) у каждого зуба (20);
отличающийся тем, что он выполнен с
множеством пазов (22), углубленно расположенных в задней кромке (16) и продолжающихся в задней поверхности (18), и с фаской (17) на каждом зубе (20);
причем каждый из пазов (22) продолжается на фаске (17) в направлении от задней кромки (16) к режущей кромке (15) и заканчивается до достижения режущей кромки (15).
2. Инструмент по п. 1, содержащий по меньшей мере один проход для охлаждающей среды, расположенный аксиально вдоль головки (12), причем проход имеет по меньшей мере один терминальный конец, расположенный в области по меньшей мере одной из канавок (14).
3. Инструмент по п. 2, в котором по меньшей мере один проход для охлаждающей среды выполнен в виде по меньшей мере одного внутреннего отверстия, расположенного внутри головки (12), причем терминальный конец выполнен в виде отверстия (23) в радиально внутренней области (24) основания по меньшей мере одной из канавок (14).
4. Инструмент по п. 3, в котором по меньшей мере один проход содержит множество терминальных концов, каждый из которых образован в виде отверстия (23) в области (24) основания каждой из соответствующих канавок (14).
5. Инструмент по любому из пп. 1-4, в котором расстояние (C), на котором каждый из пазов (22) расположен по ширине поперек фаски (17) от задней кромки (16) к режущей кромке (15), выбрано в диапазоне, равном или меньше 80% ширины (B) фаски (17) между режущей кромкой (15) и задней кромкой (16) в направлении, выровненном перпендикулярно продольному направлению, вдоль которого расположены режущая кромка и задняя кромка.
6. Инструмент по п. 5, в котором указанный диапазон составляет от 20 до 80%.
7. Инструмент по п. 5, в котором указанный диапазон равен или меньше 50%.
8. Инструмент по любому из пп. 1-7, в котором расстояние (E) в радиальном направлении, на котором каждый из пазов (22) расположен вдоль задней поверхности (18), составляет меньше 50% соответствующей глубины (D) каждой из канавок (14) вдоль радиуса между радиально самой глубокой областью (24) каждой канавки (14) и радиальным положением окружности (31) резания, образованной режущими кромками (15).
9. Инструмент по п. 8, в котором указанное расстояние (Е) находится в диапазоне от 5% до 40% указанной радиальной глубины (D) каждой из канавок (14).
10. Инструмент по любому из пп. 1-9, в котором соответствующая максимальная длина, ширина и глубина каждого из пазов (22) на зубьях выполнена равномерной.
11. Инструмент по любому из пп. 1-10, в котором каждый из пазов (22) содержит V-образный профиль, углубленный в заднюю поверхность (18).
12. Инструмент по любому из пп. 1-11, в котором на задней поверхности (18) ширина каждого из пазов (22) увеличивается в направлении от радиально самой глубокой области (24) к радиально самой наружной области головки на фаске (17).
13. Инструмент по любому из пп. 1-12, в котором на фаске (17) ширина каждого из пазов (22) увеличивается в направлении от режущей кромки (15) к задней кромке (16).
14. Инструмент по любому из пп. 1-13, в котором ориентация каждого паза (22) в продольном направлении каждого паза (22) по существу перпендикулярна продольной оси (21) головки (12).
15. Инструмент по любому из пп. 1-14, в котором пазы (22) отделены друг от друга в направлении продольной оси (21) головки (12) на расстояние, приблизительно равное ширине (B) фаски (17) в направлении между режущей кромкой (15) и задней кромкой (16).
16. Инструмент по любому из пп. 1-15, в котором каждый зуб (20) содержит от 10 до 30 пазов (22) на задней кромке (16).
17. Инструмент по любому из пп. 1-16, содержащий вал (11), расположенный от одного аксиального конца (12а) головки (12).
| JP 2010188451 A, 02.09.2010 | |||
| US 4285618 A1, 25.08.1981 | |||
| ФРЕЗА КОНЦЕВАЯ ДЛЯ ОБРАБОТКИ ТРУДНООБРАБАТЫВАЕМЫХ МАТЕРИАЛОВ | 2012 |
|
RU2507038C1 |
| RU 2012148046 A, 20.05.2014. | |||

