Область техники
Изобретение относится к конструкции устройств для термоимпульсной обработки деталей машин, которые изготовлены из металлических или полимерных материалов резанием, штамповкой, прессованием или литьем (в частности, под давлением), для удаления с них заусенцев и/или облоя, для поверхностной закалки стальных деталей и для предпочтительно попутного выглаживания и/или механического наклепа поверхности деталей.
Уровень техники
Термоимпульсная обработка деталей машин в высокотемпературной газовой среде внутри замкнутого объема давно известна. Так, в US 3,475,229 раскрыт способ удаления заусенцев с деталей, включающий:
размещение деталей внутри замкнутой (и обычно теплоизолированной) жаропрочной и ударостойкой камеры;
генерирование термического импульса в газовой среде, которая содержится внутри такой камеры и взаимодействует с деталями в течение времени, достаточного для желаемой термоимпульсной обработки,
стравливание избыточного давления и выпуск отработанных газов в атмосферу,
удаление обработанных деталей из указанной камеры и
повторение описанного выше технологического цикла.
Там же были описаны несколько устройств для осуществления этого способа, различающиеся по принципу генерирования термического импульса. Одно из них обеспечивает генерирование такого импульса взрывом порции горючей газовой смеси внутри указанной камеры.
Варьирование химического состава и массы порций взрывчатой смеси позволяет эффективно регулировать теплосодержание, кинетическую энергию и химический состав высокотемпературных продуктов сгорания с учетом материала и типоразмера обрабатываемых деталей. Так, избыток окислителя во взрывчатой газовой смеси обеспечивает выжигание заусенцев, стехиометрическое соотношение горючего и окислителя обеспечивает внутри камеры нейтральную среду, исключающую окисление поверхностного слоя любых обработанных деталей, а при недостатке окислителя продукты сгорания сохраняют восстановительный потенциал, достаточный для удаления оксидной пленки с поверхности обработанных металлических деталей.
Понятно, что вследствие кратковременности взрыва нагрев деталей происходит в практически адиабатическом режиме, при котором температура и давление внутри жаропрочной и ударостойкой камеры скачкообразно возрастают.
Поэтому на начальном этапе развития технологии термоимпульсной обработки основное внимание уделяли надежности запирания активной зоны на время обработки. Так, в US 3,666,252 раскрыто устройство для термического удаления заусенцев с изделий, имеющее подвижную опору для обрабатываемых деталей. Эта опора подключена к приводу вертикального возвратно-поступательного перемещения и надежно запирает указанную камеру.
К сожалению, в таком устройстве обрабатываемые детали остаются в контакте с высокотемпературными продуктами сгорания взрывчатой газовой смеси в течение временного интервала, который равен сумме затрат времени на взрыв, постепенное опускание опоры и стравливание давления. Действительно, отпирание камеры может быть только постепенным, ибо мгновенный выброс газообразных продуктов сгорания, имеющих температуру существенно более 1000°С и начальное давление более 70 МПа, крайне опасен.
Поэтому снижение температуры и давления газообразных продуктов взрыва вследствие дросселирования при увеличении их объема происходит слишком медленно (как правило, гораздо дольше 10 мс). Соответственно не удается предотвратить перегрев обработанных деталей и их загрязнение тонкодисперсными твердыми частицами, которые являются побочными продуктами термоимпульсной обработки деталей и износа стенки камеры (и окисление деталей при избытке окислителя во взрывчатой смеси).
Такие нежелательные последствия перегрева и ударного действия детонационной волны, как изменения состава, структуры и физико-механических свойств в поверхностных слоях обработанных деталей, тем более заметны, чем меньше их масса, чем ниже теплопроводность и предел прочности при сжатии материала, из которого изготовлены детали, и чем легче этот материал поддается термомеханической деструкции.
На следующем этапе развития технологии термоимпульсной обработки деталей было предусмотрено регулирование времени контакта обрабатываемых деталей с высокотемпературной газовой средой. Так, в SU 1129042 раскрыт способ, включающий:
а) размещение по меньшей мере одной детали, подлежащей термоимпульсной обработке, внутри замкнутой жаропрочной и ударостойкой камеры;
б) подачу внутрь этой камеры порции взрывчатой газовой смеси,
в) инициирование взрыва этой смеси и удержание детали (или деталей) в контакте с высокотемпературными продуктами сгорания при максимальном избыточном давлении внутри указанной камеры на время от 0,001 до 0,01 с,
г) последующее стравливание избыточного давления путем выпуска отработанных газов в атмосферу за время от 0,0001 до 0,1 с,
д) удаление обработанных деталей из указанной камеры.
Устройство для реализации этого способа, которое наиболее близко к предлагаемому далее устройству по технической сущности, известно из SU 1592363. Оно имеет:
(1) колоколообразную съемную жаропрочную и ударостойкую камеру, которая подключена к источникам горючего газа и газообразного окислителя и оснащена средством зажигания,
(2) жаропрочное и ударостойкое основание, которое имеет центральное отверстие для выпуска продуктов сгорания и газоотводящий патрубок на продолжении указанного отверстия и в рабочем положении жестко зафиксировано относительно указанной камеры,
(3) узел стравливания избыточного давления, выпуска отработанных газов в атмосферу и удаления тонкодисперсных твердых продуктов обработки, содержащий:
(3.1) жестко присоединенный к основанию кожух в виде стакана, снабженный открытым в атмосферу выхлопным патрубком в верхней части и сливным патрубком в придонной части,
(3.2) расположенный внутри указанного кожуха гидравлический демпфер, корпус которого жестко связан с основанием, подключен к источнику жидкости, свободно охватывает указанный газоотводящий патрубок и имеет на нижнем торце седло, соосное этому патрубку, и
(3.3) золотниковый механизм, имеющий:
полый корпус, закрепленный в нижней части указанного кожуха на продолжении геометрической оси указанного газоотводящего патрубка и указанного седла и снабженный по меньшей мере одним перепускным отверстием для выпуска газов в придонную часть кожуха, и
подвижный внутри полого корпуса золотник, который имеет соответствующую по форме указанному седлу верхнюю торцевую поверхность, снабжен снизу подходящим стопором и подключен к непоказанному особо подходящему средству возврата в верхнее положение.
Гидравлический демпфер сообщается с полостью жаропрочной и ударостойкой камеры через узкий канал в указанном газоотводящем патрубке. Поэтому обрабатываемые детали (пусть даже до 1 мс) находятся под исходным давлением высокотемпературных газообразных продуктов взрыва и лишь затем начинают охлаждаться вследствие их дросселирования.
К сожалению, применение описанного устройства показало, что перегрев нередко настолько велик, что в приповерхностных слоях изменяются химический состав и физико-механические свойства даже стальных деталей. Кроме того, на поверхности деталей оседают и припрессовываются тонкодисперсные твердые продукты их обработки и износа стенки жаропрочной и ударостойкой камеры. Эти нежелательные явления наиболее заметны при термоимпульсной обработке деталей из легких сплавов и термостойких полимерных материалов.
Краткое описание сущности изобретения
В основу изобретения положена задача путем регулирования объема высокотемпературных продуктов сгорания газовой взрывчатой смеси создать такое устройство для термоимпульсной обработки, которое существенно снижала бы перегрев и загрязнение поверхности обрабатываемых деталей машин.
Поставленная задача решена тем, что устройство для термоимпульсной обработки деталей согласно изобретению имеет:
(1) съемную жаропрочную и ударостойкую камеру, которая через смеситель и регулируемые дозаторы подключена к источникам горючего газа и газообразного окислителя и оснащена средством зажигания и подвижной крышкой, которая кинематически связана с указанной камерой через подходящий амортизатор,
(2) жаропрочное и ударостойкое основание, которое имеет отверстие для выпуска продуктов сгорания и газоотводящий патрубок на продолжении указанного отверстия и в рабочем положении жестко зафиксировано относительно указанной камеры,
(3) узел стравливания остаточного давления, выпуска отработанных газов в атмосферу и удаления тонкодисперсных твердых продуктов обработки, который имеет:
(3.1) жестко присоединенный к жаропрочному и ударостойкому основанию кожух в виде стакана, снабженный открытым в атмосферу выхлопным патрубком в верхней части и сливным патрубком в придонной части,
(3.2) концентрично закрепленную внутри указанного кожуха вставку, которая также жестко присоединена к указанному основанию и имеет полость, разделенную кольцевой перегородкой на верхнюю часть, которая свободно охватывает указанный газоотводящий патрубок, подключена к источнику жидкости и служит гидравлическим демпфером и ловушкой тонкодисперсных побочных продуктов термоимпульсной обработки, и нижнюю часть, которая сообщается с полостью указанного кожуха через по меньшей мере одно перепускное отверстие, расположенное ниже входа в указанный сливной патрубок,
(3.3) золотниковый механизм, который размещен в нижней части полости указанной вставки и имеет:
седло в нижней части указанной кольцевой перегородки на продолжении геометрической оси указанного газоотводящего патрубка,
подвижный золотник, который имеет верхнюю торцевую поверхность, соответствующую по форме указанному седлу, и снабжен выдвижным штоком с центрирующей насадкой, которая в исходном положении введена в указанный газоотводящий патрубок, и
подходящее средство возврата золотника в верхнее положение.
В таком устройстве расширение объема продуктов сгорания с соответствующим снижением их давления и температуры начинается в жаропрочной и ударостойкой камере с амортизированной подвижной крышкой практически одновременно с началом термоимпульсной обработки. Это уменьшает перегрев обрабатываемых деталей и загрязнение их поверхности.
Первое дополнительное отличие состоит в том, что
указанная подвижная крышка выполнена ступенчатой по высоте и имеет относительно узкую нижнюю часть, которая введена в контакт с внутренней поверхностью жаропрочной и ударостойкой камеры, и относительно широкую верхнюю часть, а
указанный амортизатор выполнен в виде пневмоцилиндра, корпус которого герметично охватывает сверху указанную жаропрочную и ударостойкую камеру, поршнем в котором служит указанная верхняя часть подвижной крышки, а шток снизу жестко связан с этой частью подвижной крышки, а сверху подключен к регулятору свободного хода.
Это позволяет точно регулировать режимы термоимпульсной обработки с учетом размера, геометрической формы и массы обрабатываемых деталей и физико-механических свойств материалов, из которых они изготовлены.
Второе дополнительное отличие состоит в том, что на выходе смесителя горючего газа и газообразного окислителя установлен газораспределитель с двумя выходными каналами, один из которых открыт в указанную жаропрочную и ударостойкую камеру, а второй открыт в воздушное пространство указанной вставки в указанный кожух. Это позволяет изменять порядок подачи взрывчатой смеси для гибкого регулирования длительности и интенсивности действия детонационной волны на детали в замкнутой жаропрочной и ударостойкой камере и время срабатывания золотникового механизма.
Краткое описание чертежей
Сущность изобретения поясняется подробным описанием устройства для термоимпульсной обработки деталей и его работы со ссылками на чертежи, где изображены на:
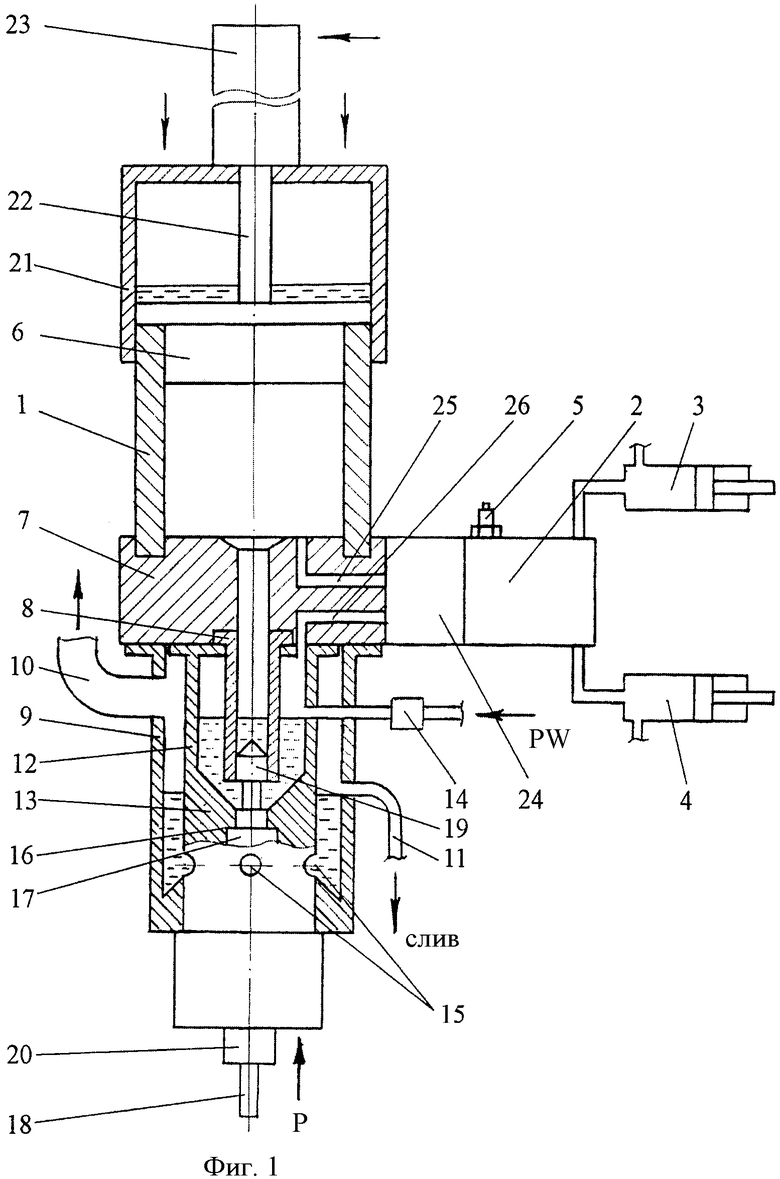
фиг.1 - устройство для термоимпульсной обработки деталей в исходном положении перед инициированием взрыва (продольный разрез вертикальной плоскостью симметрии с условно удаленной термоизоляцией);
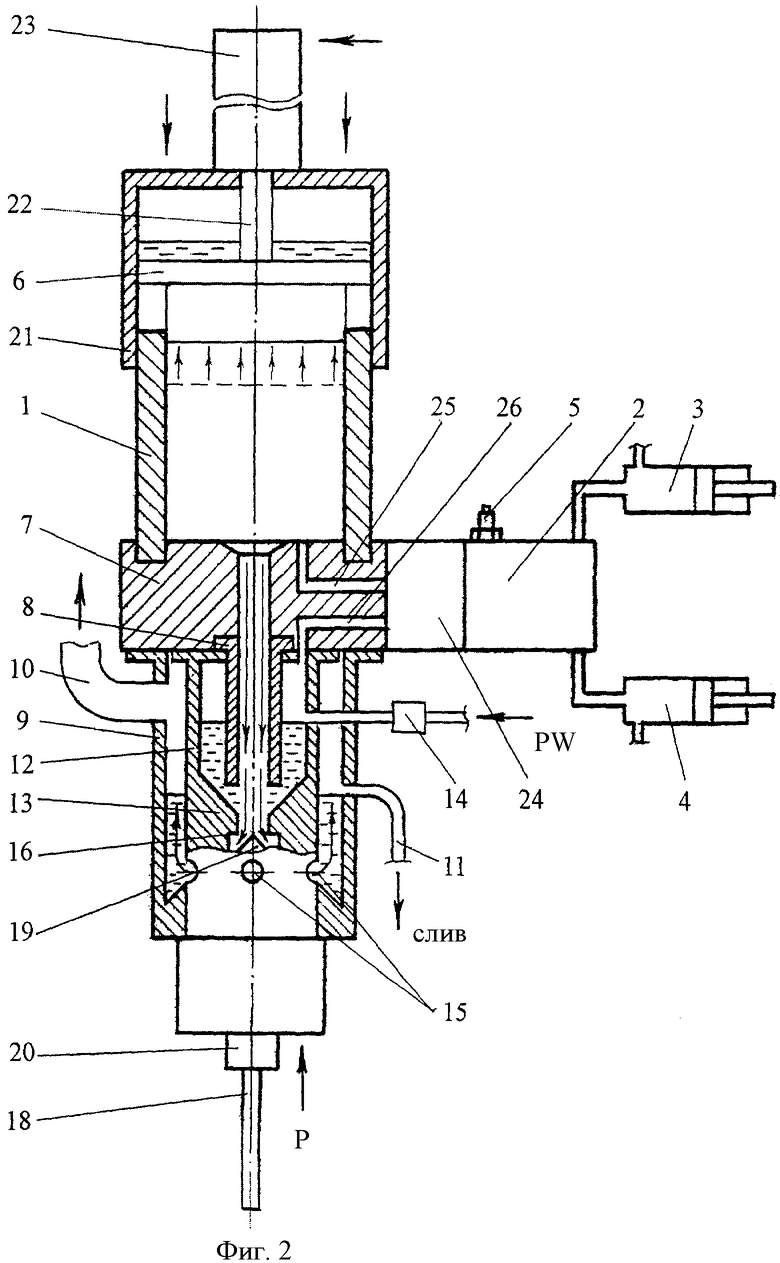
фиг.2 -то же, что на фиг.1, в положении после инициирования взрыва.
Наилучшие варианты осуществления изобретения
Устройство для термоимпульсной обработки деталей как минимум имеет (см. фиг.1):
съемную жаропрочную и ударостойкую камеру 1, которая через смеситель 2 и регулируемые преимущественно объемные дозаторы 3 и 4 подключена к непоказанным особо источникам горючего газа и газообразного окислителя и оснащена по меньшей мере одним средством зажигания, например искровой или калильной свечой 5, и подвижной крышкой 6, которая кинематически связана с камерой 1 через описанный далее подходящий амортизатор,
жаропрочное и ударостойкое основание 7, которое имеет предпочтительно центральное отверстие для выпуска продуктов сгорания и газоотводящий патрубок 8 на продолжении этого отверстия и в рабочем положении жестко зафиксировано относительно камеры 1, и
узел стравливания остаточного давления, выпуска отработанных газов в атмосферу и удаления тонкодисперсных твердых побочных продуктов термоимпульсной обработки.
Этот узел имеет:
во-первых, жестко присоединенный к жаропрочному и ударостойкому основанию 7 кожух 9 в виде стакана, который снабжен открытым в атмосферу выхлопным патрубком 10 в верхней части и сливным патрубком 11 в придонной части,
во-вторых, концентрично закрепленную внутри кожуха 9 вставку 12, которая также жестко присоединена к жаропрочному и ударостойкому основанию 7 и имеет полость, разделенную кольцевой перегородкой 13 на верхнюю часть, которая свободно охватывает газоотводящий патрубок 8, подключена к источнику жидкости (обычно технической воды «PW») через клапан-дозатор 14 и служит гидравлическим демпфером и ловушкой тонкодисперсных побочных продуктов термоимпульсной обработки, и нижнюю часть, которая сообщается с полостью кожуха 9 через по меньшей мере одно перепускное отверстие 15, расположенное ниже входа в сливной патрубок 11, и
в-третьих, золотниковый механизм, размещенный в нижней части полости вставки 12.
Золотниковый механизм имеет:
седло 16 в нижней части перегородки 13 на продолжении геометрической оси газоотводящего патрубка 8,
подвижный золотник 17, который имеет соответствующую по форме указанному седлу верхнюю торцевую поверхность и снабжен выдвижным штоком 18 с центрирующей (например, конической или сфероидальной) насадкой 19, которая в исходном положении введена снизу в газоотводящий патрубок 8, и
подходящее средство возврата золотника 17 в верхнее положение (например, пневмоцилиндр, который на чертежах условно показан направленной вверх стрелкой «Р»).
Выдвижной шток 18 кинематически связан с подходящим (например, винтовым) регулятором 20 его положения в канале газоотводящего патрубка 8.
Как правило, подвижная крышка 6 выполнена ступенчатой по высоте и имеет относительно узкую нижнюю часть, которая введена в скользящий контакт с внутренней поверхностью жаропрочной и ударостойкой камеры 1, и относительно широкую верхнюю часть, а упомянутый амортизатор выполнен в виде пневмоцилиндра. Корпус 21 этого пневмоцилиндра герметично охватывает сверху жаропрочную и ударостойкую камеру 1, поршнем в нем служит верхняя часть подвижной крышки 6, а шток 22 жестко связан с подвижной крышкой 6 и с подходящим (например, винтовым) регулятором 23 свободного хода штока 22 и крышки 6 в корпусе 21.
Целесообразно, чтобы на выходе смесителя 2 горючего газа и газообразного окислителя был установлен газораспределитель 24 с двумя выходными каналами 25 и 26, которые открыты соответственно в жаропрочную и ударостойкую камеру 1 и в воздушное пространство вставки 12. Этот газораспределитель 24 снабжен непоказанным особо управляемым трехходовым краном для подачи взрывчатой смеси только в один из каналов 25 или 26 в полном объеме, или синхронно в оба канала 25 и 26 в требуемой пропорции.
Свеча 5 зажигания может быть введена в полость жаропрочной и ударостойкой камеры 1. Однако предпочтительно ее подключение на выход смесителя 2, как это показано на чертежах.
Специалисту понятно, что выше указаны лишь основные сведения, необходимые для осуществления изобретения, и что устройство может иметь общедоступные средства автоматизации, например: задатчики и датчики расхода компонентов взрывчатой смеси, датчики температуры, манометры, блок программного управления на основе подходящего микропроцессора и т.д. Естественно, что такие дополнения не выходят за рамки объема прав, который ограничен только формулой изобретения.
Термоимпульсную обработку деталей, каждый рабочий цикл которой включает подготовительную стадию, стадию обработки и стадию разгрузки, проводят следующим образом.
В начале подготовительной стадии на жаропрочное и ударостойкое основание 7 (непосредственно или на дополнительных опорах) устанавливают по меньшей мере одну непоказанную особо исходную деталь, герметично присоединяют к этому основанию 7 съемную жаропрочную и ударостойкую камеру 1 с опущенной до упора подвижной крышкой 6 и регулятором 23 задают допустимую величину свободного хода штока 22 и крышки 6 в корпусе 21 пневмоцилиндра.
Для предотвращения перегрева воздуха в корпусе 21 пневмоцилиндра и облегчения амортизации на относительно широкую часть крышки 6 через непоказанное особо отверстие может быть налита порция охлаждающей жидкости (преимущественно технической воды).
Далее настраивают золотниковый механизм на определенное время срабатывания. Для этого выдвижной шток 18 с центрирующей насадкой 19 выставляют регулятором 20 на определенное (как правило, предварительными экспериментами) расстояние от верхнего торца золотника 17. В общем случае желаемое время срабатывания будет тем больше, чем дальше центрирующая насадка 19 будет вдвинута в газоотводящий патрубок 8.
Затем через клапан-дозатор 14 в верхнюю часть полости вставки 12 подают порцию воды, часть которой при открытом золотнике 17 перетекает через перепускные отверстия 15 в нижнюю часть полости кожуха 9. Когда вода поднимается до уровня входа в сливной патрубок 11, золотник 17 поднимают до упора в седло 16 и перекрывают перепускные отверстия 15. Тем самым окончательно герметизируют активную зону, включающую всю полость камеры 1 и часть канала газоотводящего патрубка 8, которая расположена над центрирующей насадкой 19.
Подготовительную стадию завершают приготовлением и подачей в активную зону порции взрывчатой смеси горючего газа, который обычно выбирают из группы, состоящей из водорода, метана, ацетилена и иных чистых низкомолекулярных углеводородов и их смесей, и газообразного окислителя, которым обычно служит воздух и изредка чистый кислород.
Выбранный горючий газ и выбранный газообразный окислитель подают соответственно через дозаторы 3 и 4 в смеситель 2. Приготовленная порция взрывчатой газовой смеси может быть подана через газораспределитель 24 трояко.
В первом варианте всю порцию взрывчатой газовой смеси подают через канал 25 только в полость жаропрочной и ударостойкой камеры 1. Этот вариант желателен при термоимпульсной обработке деталей, которые изготовлены из стали или иных высокопрочных материалов, для удаления с них грубых заусенцев или облоя и/или для их наклепа и выглаживания. Действительно, именно в этом варианте основная часть тепловой и кинетической энергии продуктов взрыва затрачивается на обработку, а время пребывания обрабатываемых деталей под действием высокой температуры и высокого давления максимально.
Во втором варианте порцию взрывчатой газовой смеси подают синхронно через оба канала 25 и 26 соответственно в полость жаропрочной и ударостойкой камеры 1 (для обработки деталей) и в воздушное пространство вставки 12 (для опережающего срабатывания золотникового механизма). В этом варианте время пребывания обрабатываемых деталей под действием высокой температуры и давления сокращается тем заметнее, чем больше взрывчатой смеси поступает в воздушное пространство вставки 12 через канал 26. Поэтому такой вариант предпочтителен для обработки деталей, которые изготовлены из сплавов на основе меди, алюминия и магния или из армированных полимерных материалов с применением термореактивных связующих.
В третьем варианте всю порцию взрывчатой газовой смеси подают через канал 26 в воздушное пространство вставки 12. Соответственно для термоимпульсной обработки используется лишь та часть продуктов сгорания взрывчатой газовой смеси, которая успевает прорваться в полость жаропрочной и ударостойкой камеры 1 через приоткрытый снизу газоотводящий патрубок 8. Этот вариант использования термического потенциала и кинетической энергии продуктов сгорания взрывчатой газовой смеси целесообразен, если нужно создать особо мягкие условия термоимпульсной обработки. В частности, такие условия нужны для обработки деталей из высокопрочных (не обязательно армированных) термопластов или резины.
Стадия обработки начинается с момента зажигания взрывчатой смеси свечой 5.
Если свеча 5 установлена в камере 1, то почти вся порция взрывчатой смеси детонирует в этой камере 1, и продукты сгорания с высокими температурой и давлением практически мгновенно прокаливают обрабатываемые детали на некоторую глубину, диспергируют заусенцы или облой и выглаживают поверхность. Однако даже в этом случае ударное действие высокотемпературной детонационной волны на обрабатываемые детали ослабляется вследствие подъема подвижной крышки 6 в корпусе 21 пневмоцилиндра и амортизирующего противодействия сжимаемого воздуха (см. фиг.2), а температура и давление в активной зоне начинают снижаться практически сразу после зажигания. Естественно, что смягчение режима термоимпульсной обработки будет тем заметнее, чем больше свободный ход крышки 6 и штока 22.
Если свеча 5 установлена на выходе смесителя 2, то детонация взрывчатой смеси инициируется еще до ее впрыска в каналы 25 и/или 26. При этом возможны три варианта термоимпульсной обработки.
В первом варианте детонирующая смесь поступает в камеру 1 только через канал 25, на выходе из которого происходит частичное дросселирование продуктов сгорания с соответствующим снижением их температуры и давления. Далее продукты сгорания практически одновременно расходуют энергию на термоимпульсную обработку деталей внутри камеры 1 и на подъем крышки 6 и сжатие воздуха в корпусе 21 пневмоцилиндра. Двойное дросселирование продуктов сгорания еще более смягчает условия термоимпульсной обработки.
Во втором варианте поток детонирующей смеси разделяется на части, которые одновременно поступают через канал 25 в камеру 1 и через канал 26 в воздушное пространство вставки 12, из которого продукты сгорания большей частью также попадают в камеру 1 через верхнюю часть патрубка 8 и центральное отверстие в основании 7. Естественно, что при таком разделении смягчение режима термоимпульсной обработки будет тем заметнее, чем больше детонирующей смеси поступит в канал 26.
В третьем варианте весь объем детонирующей смеси подается в воздушное пространство вставки 12 и лишь затем основная часть продуктов сгорания через верхнюю часть патрубка 8 и центральное отверстие в основании 7 поступает в камеру 1. Соответственно в этом варианте ударное и термическое действие детонационной волны на обрабатываемые детали минимально.
Стадия разгрузки начинается с отрыва золотника 17 от седла 16. Промежуток времени между зажиганием взрывчатой смеси и упомянутым отрывом зависит от заданной исходной высоты расположения центрирующей насадки 19 в патрубке 8 и давления продуктов сгорания над этой насадкой 19. Понятно, что упомянутое давление будет тем выше (и золотник 17 будет опускаться тем быстрее), чем большая часть детонирующей смеси поступит в канал 26.
После выхода центрирующей насадки 19 из патрубка 8 и опускания золотника 17 открываются перепускные отверстия 15. Отработанные продукты сгорания в режиме дросселирования поступают в полость кожуха 9, проходят через слой воды, которая дополнительно демпфирует ударную нагрузку на золотник 17, и улавливает тонкодисперсные твердые побочные продукты термоимпульсной обработки, и выходят в атмосферу через выхлопной патрубок 10. Водная суспензия твердых побочных продуктов при открытом клапане-дозаторе 14 вымывается из полости кожуха 9 и через сливной патрубок 11 поступает в непоказанный отстойник или фильтр.
После стравливания избыточного давления камеру 1 отсоединяют от основания 7 и удаляют обработанные детали. Далее технологический цикл повторяют, как описано выше.
Промышленная применимость
Предложенное устройство может быть изготовлено из доступных на рынке материалов и комплектующих изделий на машиностроительных заводах. Наряду с гибким регулированием времени действия продуктов сгорания взрывчатой газовой смеси на детали и соответствующим повышением качества их обработки достигаются снижение динамической нагрузки на корпусные элементы устройства и повышение его надежности и безопасности в эксплуатации.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАПОРНО-РЕГУЛИРУЮЩЕЕ УСТРОЙСТВО | 1996 |
|
RU2128796C1 |
| УСТРОЙСТВО ПОРШНЕВОЙ МАШИНЫ И СПОСОБ ВЫПОЛНЕНИЯ ЕЕ РАБОЧЕГО ОБЪЕМА ДЛЯ ОРГАНИЗАЦИИ ТЕРМОДИНАМИЧЕСКОГО ЦИКЛА | 2007 |
|
RU2374454C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМОИМПУЛЬСНОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ | 1988 |
|
RU1543715C |
| КРАН С КЕРАМИЧЕСКИМ ЗАТВОРОМ | 2005 |
|
RU2303733C2 |
| Устройство для термического удаления заусенцев | 1984 |
|
SU1756053A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ШАРОВОЙ КРАН С ГЕРМЕТИЧНЫМ ВВОДОМ ВРАЩЕНИЯ (ВАРИАНТЫ) | 2006 |
|
RU2338943C2 |
| Термоимпульсная установка для удаления заусенцев | 1990 |
|
SU1738560A2 |
| БЫСТРОДЕЙСТВУЮЩАЯ ГЕРМЕТИЧНАЯ ЗАСЛОНКА | 1997 |
|
RU2158865C2 |
| РОТОРНО-ПОРШНЕВОЙ НАСОС-КОМПРЕССОР | 2007 |
|
RU2357097C2 |
| УСТРОЙСТВО ДЛЯ ГАЗОПЛАМЕННОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2038931C1 |
Изобретение относится к термоимпульсной обработке. Для снижения перегрева и загрязнения поверхности деталей устройство содержит съемную жаропрочную и ударостойкую камеру, подключенную через смеситель и регулируемые дозаторы к источникам горючего газа и газообразного окислителя, средство зажигания и подвижную крышку, кинематически связанную с камерой через амортизатор, жаропрочное и ударостойкое основание, имеющее отверстие с газоотводящим патрубком для выпуска продуктов сгорания и жестко зафиксированное в рабочем положении относительно камеры, узел стравливания остаточного давления, выпуска отработанных газов в атмосферу и удаления продуктов обработки, который состоит из жестко присоединенного к основанию кожуха в виде стакана с открытым в атмосферу выхлопным патрубком в верхней части и сливным патрубком в придонной части, концентрично закрепленной внутри кожуха вставки, жестко присоединенной к основанию и имеющей полость, разделенную кольцевой перегородкой на верхнюю часть, которая свободно охватывает газоотводящий патрубок, подключена к источнику жидкости и служит гидравлическим демпфером и ловушкой побочных продуктов обработки, и нижнюю часть, которая сообщена с полостью кожуха через перепускное отверстие, расположенное ниже входа в указанный сливной патрубок, и золотникового механизма, имеющего седло, размещенное в нижней части перегородки, подвижный золотник, имеющий соответствующую форме седла верхнюю торцевую поверхность и выдвижной шток с центрирующей насадкой, которая в исходном положении введена в указанный газоотводящий патрубок, и средство возврата золотника в верхнее положение. 2 з.п. ф-лы, 2 ил.
1. Устройство для термоимпульсной обработки деталей, содержащее съемную жаропрочную и ударостойкую камеру, подключенную через смеситель и регулируемые дозаторы к источникам горючего газа и газообразного окислителя, средство зажигания и подвижную крышку, кинематически связанную с камерой через амортизатор, жаропрочное и ударостойкое основание, имеющее отверстие с газоотводящим патрубком для выпуска продуктов сгорания и жестко зафиксированное в рабочем положении относительно указанной камеры, узел стравливания остаточного давления, выпуска отработанных газов в атмосферу и удаления тонкодисперсных твердых продуктов обработки, который состоит из жестко присоединенного к основанию кожуха в виде стакана с открытым в атмосферу выхлопным патрубком в верхней части и сливным патрубком в придонной части, концентрично закрепленной внутри кожуха вставки, жестко присоединенной к основанию и имеющей полость, разделенную кольцевой перегородкой на верхнюю часть, которая свободно охватывает указанный газоотводящий патрубок, подключена к источнику жидкости и служит гидравлическим демпфером и ловушкой тонкодисперсных побочных продуктов термоимпульсной обработки, и нижнюю часть, которая сообщена с полостью кожуха по меньшей мере через одно перепускное отверстие, расположенное ниже входа в указанный сливной патрубок, и золотникового механизма, включающего седло, размещенное в нижней части кольцевой перегородки на продолжении геометрической оси газоотводящего патрубка, подвижный золотник, имеющий соответствующую форме седла верхнюю торцевую поверхность и выдвижной шток с центрирующей насадкой, которая в исходном положении введена в указанный газоотводящий патрубок, и средство возврата золотника в верхнее положение.
2. Устройство по п.1, отличающееся тем, что указанная подвижная крышка выполнена ступенчатой по высоте и имеет относительно узкую нижнюю часть, которая введена в контакт с внутренней поверхностью жаропрочной и ударостойкой камеры, и относительно широкую верхнюю часть, а амортизатор выполнен в виде пневмоцилиндра, корпус которого герметично охватывает сверху жаропрочную и ударостойкую камеру, поршнем в котором является верхняя часть подвижной крышки, а шток жестко связан с этой частью подвижной крышки снизу и подключен сверху к регулятору свободного хода штока и крышки в корпусе пневмоцилиндра.
3. Устройство по п.1, отличающееся тем, что на выходе смесителя горючего газа и газообразного окислителя установлен газораспределитель с двумя выходными каналами, один из которых открыт в указанную жаропрочную и ударостойкую камеру, а второй открыт в верхнюю полость указанной вставки внутри кожуха.
| SU 1592363 A1, 15.09.1990 | |||
| Установка для термического удаления заусенцев | 1988 |
|
SU1636455A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ | 1986 |
|
RU1424349C |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТИ МЕТАЛЛА | 2005 |
|
RU2304174C1 |
| DE 8013790 U1, 24.11.1983. | |||

