Изобретение относится к области электротехники, в частности к цилиндрическим линейным электродвигателям (ЦЛАД) и может быть использовано в механизмах с возвратно-поступательным движением, преимущественно в погружных двигателях бесштанговых глубинно-насосных установок, диаметр которых вынужденно ограничен условиями эксплуатации.
Традиционная конструкция индуктора асинхронного и синхронного цилиндрического линейного двигателя содержит магнитопровод, конструкция которого подобна плоским линейным машинам (Вольдек А.И. Индукционные МГД-машины с жидкометаллическим рабочим телом. - Л.: Энергия, 1970 г. [1], SU 597051, публ. 1978 г. [2]).
Магнитопровод известного индуктора собран из нескольких пакетов штампованных листов электротехнической стали. Листы пакетов имеют вид гребенчатых пластин, как и в плоских линейных машинах. В пазах пакетов магнитопровода расположены кольцевые катушки. Конструкция характеризуется повышенной трудоемкостью изготовления, так как требует расточки внутреннего диаметра магнитопровода и осложнена креплением пакетов магнитопровода между собой.
С учетом такого рода особенностей наиболее распространенной конструкций традиционного ЦЛАД является крестовая конструкция из четырех пакетов магнитопровода. Недостатком традиционных конструкций ЦЛАД является низкий коэффициент заполнения сталью, а также технологические сложности изготовления индуктора.
Известен индуктор с более высоким коэффициентом заполнения магнитопровода сталью. Это наиболее близкая к предлагаемой конструкция с разъемным магнитопроводом, в которой ярмо и зубцы индуктора выполнены раздельно (SU 2536355, публ. 1980 г. [3], Веселовский О.Н., Коняев А.Ю., Сарапулов Ф.Н. Линейные асинхронные двигатели. - М.: Энергоатомиздат, 1991 г. [4].
Зубцово-катушечная зона индуктора известной конструкции с разъемным магнитопроводом выполнена из чередующихся кольцевых катушек и пакетов кольцевых приставных зубцов. Внешний диаметр приставных зубцов равен внутреннему диаметру ярма. Ярмо может выполняться массивным [3] либо наматываться из рулонной стали вокруг зубцово-катушечной зоны индуктора [4].
К недостаткам известной конструкции нужно отнести высокие потери в ярме и невысокую технологичность сборки, особенно в ярме, намотанным из рулонной стали. Кроме того, в известной конструкции имеются значительные сложности с расположением соединительных выводов между катушками.
Задачей изобретения является разработка технологичной в изготовлении конструкции индуктора цилиндрического линейного двигателя, способной увеличить энергетические и тяговые характеристики цилиндрического линейного двигателя. В отличие от известной в заявленной конструкции индуктор содержит шихтованные пакеты кольцевых зубцов, выполненных с чередующимися по их внешней поверхности выступами, образующими при сборке зубцово-катушечной зоны индуктора линейные пазы, в которых размещены шихтованные пакеты ярма.
Сущность изобретения заключается в следующем. Размещение шихтованных пакетов ярма в линейных пазах, образованных при сборке кольцевых зубцов, выполненных с чередующимися по их внешней поверхности выступами, является технологически простым приемом сборки индуктора, притом что образованные таким образом линейные пазы эффективно выполняют функцию фиксации пакетов ярма от тангенциального перемещения. При этом радиальная шихтовка пакетов ярма позволяет максимально уменьшить потери в ярме и повысить коэффициент заполнения магнитопровода сталью. Это дает возможность увеличения отношения внутреннего диаметра индуктора к его внешнему диаметру и позволяет увеличить тяговое усилие и мощность на единицу объема двигателя с внешним диаметром, ограниченным условиями эксплуатации.
Таким образом, новый технический результат, который может быть достигнут настоящим изобретением, заключается в увеличении тяговых и энергетических характеристик двигателя и технологичности изготовления его индуктора.
Изобретение иллюстрируется чертежом. Индуктор содержит корпус 1, в котором размещен разъемный магнитопровод, состоящий из ярма 2 и шихтованных пакетов кольцевых зубцов 3, чередующихся с кольцевыми катушками 4. Кольцевые зубцы 3 выполнены с чередующимися по их внешней поверхности выступами 5. Наружный диаметр кольцевых зубцов по выступам 5 соответствует внутреннему диаметру корпуса 1. Диаметр кольцевых зубцов по пазам 6 соответствует внешнему диаметру кольцевых катушек 4. При сборке кольцевых катушек 4 и кольцевых зубцов 3 выступы 5 всех зубцов совмещаются между собой с образованием линейных пазов 6, в которых размещают пакеты ярма 2, шихтованные вдоль плоскости, проходящей параллельно главной оси двигателя.
Пазы 6 обеспечивают фиксацию пакетов ярма 2, предотвращая их от тангенциального перемещения. Соединительные выводы 7 катушек могут быть проложены либо в специальных пазах кольцевых зубцов, либо в пространстве между неполными выступами и пакетами ярма.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИТОЭЛЕКТРИЧЕСКАЯ БЕСКОНТАКТНАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437202C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416860C1 |
| ПОГРУЖНАЯ БЕСШТАНГОВАЯ НАСОСНАЯ УСТАНОВКА | 2017 |
|
RU2669418C1 |
| БЕСКОНТАКТНАЯ ЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437201C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С МНОГОПАКЕТНЫМ ИНДУКТОРОМ | 2009 |
|
RU2382475C1 |
| БЕСКОНТАКТНАЯ МАГНИТОЭЛЕКТРИЧЕСКАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2436221C1 |
| Линейный многофазный двигатель | 1978 |
|
SU1166232A1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАШИНА С ЯВНОПОЛЮСНЫМ ЯКОРЕМ | 2010 |
|
RU2416861C1 |
| БЕСКОНТАКТНАЯ РЕДУКТОРНАЯ МАШИНА С АКСИАЛЬНЫМ ВОЗБУЖДЕНИЕМ | 2010 |
|
RU2437200C1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
Изобретение относится к электротехнике и может быть использовано в установках возвратно-поступательного движения, преимущественно в погружных двигателях бесштанговых глубинно-насосных установок. Индуктор содержит шихтованные пакеты кольцевых зубцов, выполненных с чередующимися по их внешней поверхности выступами, образующими при сборке зубцово-катушечной зоны индуктора линейные пазы, в которых размещены шихтованные пакеты ярма. Размещение шихтованных пакетов ярма в таких пазах является технологически простым приемом сборки индуктора, притом что линейные пазы эффективно выполняют функцию фиксации пакетов ярма от тангенциального перемещения. При этом радиальная шихтовка пакетов ярма позволяет максимально уменьшить потери в ярме и повысить коэффициент заполнения магнитопровода сталью, что способствуют увеличению отношения внутреннего диаметра индуктора к его внешнему диаметру и позволяет увеличить тяговое усилие и мощность на единицу объема двигателя. Таким образом, технический результат заключается в увеличении тяговых и энергетических характеристик двигателя и технологичности изготовления его индуктора. 1 ил.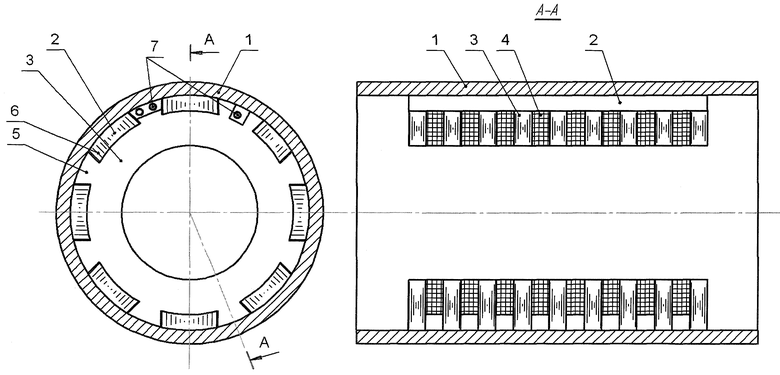
Индуктор цилиндрического линейного электродвигателя, содержащий ярмо и зубцово-катушечную зону из шихтованных пакетов кольцевых зубцов, чередующихся с кольцевыми катушками, отличающийся тем, что индуктор содержит шихтованные пакеты кольцевых зубцов, выполненных с чередующимися по их внешней поверхности выступами, образующими при сборке зубцово-катушечной зоны индуктора линейные пазы, в которых размещены шихтованные пакеты ярма.
| Индуктор линейного цилиндрического двигателя | 1977 |
|
SU792509A1 |
| ИНДУКТОР ЛИНЕЙНОГО ЦИЛИНДРИЧЕСКОГО ЭЛЕКТРОДВИГАТЕЛЯ | 1986 |
|
SU1387838A1 |
| Индуктор линейного цилиндрического электродвигателя | 1977 |
|
SU639099A1 |
| Индуктор линейного цилиндрического электродвигателя | 1980 |
|
SU892595A1 |
| Индуктор линейного цилиндрического двигателя | 1972 |
|
SU503340A1 |
| US 5734209 А, 31.03.1998 | |||
| US 3852627 А, 03.12.1974 | |||
| US 3602745 А, 31.08.1971. | |||

