Изобретение относится к производству керамических строительных материалов широкого ассортимента, например рядового и лицевого керамического кирпича, клинкерных изделий для облицовки фасадов и цоколей зданий, мощения тротуаров.
Известна линия для изготовления кирпичей, содержащая расположенные в технологической последовательности глиноприемник, глинорезку, наклонно установленную сушильную камеру, мельницу, пресс с механизмом съема кирпичей из зоны прессования в виде опускающейся площадки, передаточный транспортер, печь обжига с конвейером для перемещения кирпича и механизм транспортировки готовых изделий, отличающаяся тем, что сушильная камера установлена под углом 5-6°, причем ее загрузочный конец расположен выше выходного конца, печь обжига выполнена двухъярусной, а ее конвейер - в виде последовательно соединенных тележек, образующих непрерывную составную цепочку, при этом линия снабжена размещенным между передаточным транспортером и входом печи обжига механизмом формирования блока кирпичей, подъемником-снижателем тележек с толкателем их перемещения и расположенных у выхода печи вторым подъемником-снижателем тележек с толкателем их перемещения, причем толкатели первого и второго подъемников-снижателей установлены, соответственно, на уровне нижнего и верхнего ярусов, а механизм транспортировки готовых изделий выполнен в виде размещенных на выходе второго яруса печи обжига выгружного манипулятора для блока кирпичей, перемещаемого с помощью кран-балки, и последовательно расположенных подвижного поворотного стола для формирования пакета кирпичей с устройством подачи на него поддонов и выгружного манипулятора для пакета кирпичей, перемещаемого посредством электротали [1].
Известна технологическая линия для производства керамики, преимущественно кирпича, методом полусухого прессования, содержащая участок для предварительной обработки глинистого сырья, включающий питатель, вальцы, сушильный барабан, глинодробилку, участки для прессования заготовок, их сушки и обжига, вытяжную систему, отличающаяся тем, что она снабжена гранулятором, размещенном в камере, сообщенной с объемом сушильного барабана, и средством для измельчения гранул, а участок для сушки и обжига выполнен в виде двухъярусной печи, зона охлаждения которой соединена трубоводом отходящих газов через выгрузочное отверстие сушильного барабана и камеру гранулятора с вытяжной системой [2].
Известна технологическая линия для производства керамических материалов полусухого прессования, включающая пост дробления сырья, сушки и измельчения, отличающаяся тем, что пост дробления представлен в виде щековой дробилки, пост сушки - сушильным барабаном, пост измельчения - молотковой дробилкой, линия дополнительно содержит пост разделения на фракции на вибросите с размером частиц 1-2 мм и менее 1 мм, при этом фракцию менее 1 мм дополнительно измельчают в стержневой мельнице до крупности частиц 0,2-0,1 мм, доводят до влажности в смесительных бегунах, и на посту перемешивания фракции 1-2 мм и менее 1 мм смешивают в двухвальном смесителе при соотношении 60-70 мас.% крупной фракции и 30-40 мас.% мелкой фракции [3].
Наиболее близкой является технологическая линия для производства лицевых керамических стеновых материалов методом полусухого прессования, включающая последовательно размещенные ящичный подаватель, камневыделительные вальцы, глиносмеситель, гранулятор, сушилку для сырья, питатель, стержневую мельницу, формующий пресс полусухого прессования, автомат-садчик и обжиговую печь, отличающаяся тем, что дополнительно содержит растирательно-уплотнительный агрегат, размещенный между глиносмесителем и гранулятором, накопитель-усреднитель, установленный за сушилкой сырья, а также установленную за прессом полусухого прессования, снабженного керновым комплектом-пустотообразователем, сушилку сырца, транспортирующий орган которой выполнен в виде люлечного конвейера [4].
Недостатком известных технических решений является то, что они не обеспечивают получение пресс-порошка равной или близкой к равной пофракционной влажности и тем самым не позволяют получать изделия стабильно высокого качества из повсеместно распространенного сырья. Кроме того, эти линии громоздки, требуют больших производственных площадей, материаллоемки вследствие сложной системы спецтранспорта, включая механизмы укладки, разгрузки с сушильной оснастки и укладки сырца на печные вагонетки.
Задачей предполагаемого изобретения является производство керамических изделий высокого качества и широкого ассортимента на комплектной линии с высокой степенью автоматизации.
Техническим результатом предполагаемого изобретения является повышение качества прессованного сырца и обожженных изделий из повсеместно распространенного глинистого сырья.
Технический результат достигается тем, что технологическая линия для производства керамических строительных изделий методом компрессионного формования, включающая последовательно размещенные глинорыхлитель, ящичный подаватель, камневыделительные вальцы, глиносмеситель, гранулятор, сушилку для сырья, накопитель, стержневую мельницу, стержневой смеситель, формующий пресс, автомат-садчик, пост термообработки, имеющий транспортирующее средство, сушилку и обжиговую печь, содержит дополнительно регулятор пофракционной влажности пресс-порошка, размещенный за стержневым смесителем, соединенным посредством трубопроводов со стержневой мельницей, автомат-садчик снабжен кантователем изделий, смонтированным с возможностью установки кирпича на транспортирующее средство на тычок при однорядной термообработке или на постель и ложок при многорядной термообработке, а пост термообработки выполнен виде печи-сушилки с единым транспортирующим средством и возможностью обжига в ней изделий с перепадом температур не более 10° по сечению обжигового канала.
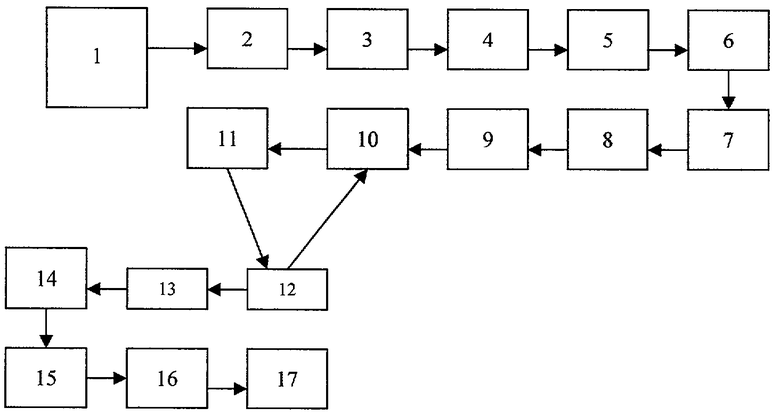
На чертеже представлена принципиальная схема технологической линии для производства керамических строительных изделий методом компрессионного формования.
Технологическая линия для производства керамических строительных изделий методом компрессионного формования содержит глинозапасник 1, грейферный кран 2, глинорыхлитель 3, ящичный подаватель 4, камневыделительные вальцы 5, глиносмеситель 6, гранулятор 7, сушилку для сырья 8, накопитель 9, стержневую мельницу 10, стержневой смеситель 11, регулятор пофракционной влажности пресс-порошка 12, формующий пресс 13 компрессионного формования, автомат-укладчик 14 с кантователем сырца 15, транспортирующее средство 16, печь-сушилку 17.
Линия работает следующим образом.
Из глинозапасника 1 глинистое сырье подают грейферным краном 2 в глинорыхлитель 3. Затем сырье ящичным подавателем направляют в камневыделительные вальцы 5. Очищенное от камней и других включений сырье подают в глиносмеситель 6, после чего гранулируют в грануляторе 7 и подают в сушилку 8. Высушенные гранулы из накопителя 9 дозируют в стержневую мельницу 10 и затем в стержневой смеситель 11, полученный пресс-порошок представляет собой смесь с разнообразной гранулометрией и с различной пофракционной влажностью: крупные зерна влажные, а мелкие сухие. Для получения пресс-порошка равной или близкой к равной пофракционной влажности обработанное сырье направляют в регулятор пофракционной влажности 12 и выделяют пресс-порошок со стабильной пофракционной влажностью. Порошок крупной фракции с повышенной влажностью и порошок мелких фракций с пониженной влажностью возвращают в стержневую мельницу 9. Порошок со стабильной пофракционной влажностью подают на формующий пресс 13 компрессионного формования. Отформованный сырец кантователем 15 поворачивают в случае необходимости на тычок, ложок или постель. Автоматом-садчиком 14 укладывают изделия на транспортирующее средство 16 печи-сушилки 17 на тычок при однорядной или на постель и на ложок при многорядной садке. Проводят термообработку изделий с перепадом температур не более 10°C по сечению обжигового канала.
Использование в линии для производства керамических строительных изделий методом компрессионного формования регулятора пофракционной влажности пресс-порошка, соединенного трубопроводами со стержневой мельницей, позволяет подавать на формование пресс-порошок с разностью влажности фракций верхнего и нижнего предела не более 0,5%, что обеспечивает получение сырца высокого качества, за счет увеличения контакта частиц порошка и повышения плотности прессовки без трещин расслаивания.
Применение кантователя и автомата-укладчика, смонтированных с возможностью укладки на транспортирующее средство сырца на тычок или постель и ложок, позволяет проводить в зависимости от вида сырья однорядную или многорядную термообработку в щелевой печи-сушилке.
Использование в линии печи-сушилки с общим транспортирующим средством, выполненной с возможностью термообработки в ней изделий с перепадом температур не более 10°C по сечению обжигового канала, обеспечит получение высокого качества готового продукта при снижении производственных площадей и уменьшение материалоемкости линии в целом.
Предлагаемое техническое решение промышленно применимо и может быть использовано при производстве керамических строительных изделий без каких-либо особых условий.
Источники информации
1. RU № 2054354 B28B 15/00 опубл. 02.20.1996 г.
2. RU № 2080023 В28B 15/00 опубл. 05.20.1997 г.
3. RU № 64559 В28B 15/00 опубл. 07.10.2007 г.
4. RU № 2170172 В28B 15/00 опубл. 10.07.2001 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЛИЦЕВЫХ КЕРАМИЧЕСКИХ СТЕНОВЫХ МАТЕРИАЛОВ МЕТОДОМ ПОЛУСУХОГО ПРЕССОВАНИЯ | 2000 |
|
RU2170172C1 |
| Технологическая линия для производства керамических стеновых материалов | 1982 |
|
SU1060479A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНЕЗЕМИСТОЙ КЕРАМИКИ | 2011 |
|
RU2478471C2 |
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНИСТЫХ ПОРОД | 2013 |
|
RU2569949C2 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРЕССОВАННЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2006 |
|
RU2312013C1 |
| Технологическая линия для производства керамических изделий на основе камнеподобного сырья | 2016 |
|
RU2616041C1 |
| КЕРАМИЧЕСКАЯ МАССА ДЛЯ ПРОИЗВОДСТВА СТРОИТЕЛЬНОГО КИРПИЧА | 2020 |
|
RU2763232C1 |
| Технологическая линия для изготовления теплоизоляционных материалов | 1990 |
|
SU1787792A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2008 |
|
RU2378222C1 |
Изобретение относится к производству керамических строительных материалов. Технологическая линия для производства керамических строительных изделий методом компрессионного формования включает последовательно размещенные глинорыхлитель, ящичный подаватель, камневыделительные вальцы, глиносмеситель, гранулятор, сушилку для сырья, накопитель, стержневую мельницу, стержневой смеситель, формующий пресс, автомат-садчик, пост термообработки, имеющий транспортирующее средство, сушилку и обжиговую печь. Линия дополнительно содержит регулятор пофракционной влажности пресс-порошка, размещенный за стержневым смесителем и соединенный посредством трубопроводов со стержневым смесителем и стержневой мельницей. Автомат-садчик снабжен кантователем изделий, смонтированным с возможностью установки кирпича на транспортирующее средство на тычок при однорядной термообработке или на постель и ложок при многорядной термообработке. Пост термообработки выполнен виде печи-сушилки с единым транспортирующим средством и возможностью обжига в ней изделий с перепадом температур не более 10° по сечению обжигового канала. Технический результат заключается в повышении качества керамических изделий широкого ассортимента с высокой степенью автоматизации. 1 ил.
Технологическая линия для производства керамических строительных изделий методом компрессионного формования, включающая последовательно размещенные глинорыхлитель, ящичный подаватель, камневыделительные вальцы, глиносмеситель, гранулятор, сушилку для сырья, накопитель, стержневую мельницу, стержневой смеситель, формующий пресс, автомат-садчик, пост термообработки, имеющий транспортирующее средство, сушилку, и обжиговую печь, отличающаяся тем, что содержит дополнительно регулятор пофракционной влажности пресс-порошка, размещенный за стержневым смесителем, автомат-садчик снабжен кантователем изделий, смонтированным с возможностью установки кирпича на транспортирующее средство на тычок при однорядной термообработке или на постель и ложок при многорядной термообработке, а пост термообработки выполнен в виде печи-сушилки с единым транспортирующим средством и возможностью обжига в ней изделий с перепадом температур не более 10° по сечению обжигового канала.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЛИЦЕВЫХ КЕРАМИЧЕСКИХ СТЕНОВЫХ МАТЕРИАЛОВ МЕТОДОМ ПОЛУСУХОГО ПРЕССОВАНИЯ | 2000 |
|
RU2170172C1 |
| Технологическая линия для производства керамических стеновых материалов | 1982 |
|
SU1060479A1 |
| DE 3244183 C1, 24.05.1984 | |||
| US 4225301 A, 30.09.1980. | |||

