Изобретение относится к строительным материалам и может быть использовано на предприятиях стройиндустрии при производстве теплоизоляционных изделий, преимущественно плит. сегментов, утеплителей для кровель и облицовочных плит для подвесных потолков.
Известна технологическая линия для изготовления строительных изделий, содержащая расположенные в технологической последовательности посты вибропрессования и накопления изделий на сушильном поддоне, термообработки, распалубки с па; кетировщиком затвердевших изделий, она снабжена постом компенсаций деформации сушильного поддона, постом кантования. пост кантования снабжен столом шарнирно
закрепленным на кантователе. Пост накопления изделий снабжен подъемной рамой, компенсатором, расположенной под ней кареткой с поворотным и жестким упорами и приводом ее перемещения.
Известная линия имеет следующие недостатки:
- ограничивается номенклатура получаемых изделий;
- сложность технологического процесса:
- низкие качества изделий.
Известна технологическая линия получения керамоперлитовых изделий, включающая мельницу для помола исходной глины, стручач, пропеллерную мешалку, шлам-бассейн, перекачивающее устройство и расходх|
00 XI
XJ о ю
ный бочок для изготовления шликера, систему для изготовления вспученного перлита с дозатором, смеситель для смешения шликера с вспученным перлитом, гидравлическую пресс-форму, туннельную печь с вагонетками и толкателем и приемник готовой продукции.
Известная технология имеет следующие недостатки: Ј V; - длительней цикл термообработки (16
) r-v™ : х | , . . . . .. - , .....;,.
- сложность оборудования и эксплуатации, нап ример, нЭНйчие вагонеток.
Наиболее близким к изобретению является технологическая линия для производства керамических изделий, состоящая из последовательно установленных приемника сырья, ящичного питателя, перерабатывающего оборудования, пресса, транспортно-укладочного оборудования, тепловых агрегатов сушки и обжига и снабжена последовательно установленными за ящичным питателем щековой дробилкой, запасником с весовым дозатором, мельницей с сепаратором, а за прессом размещена двухступенчатая сушилка между ступенями которой установлен автомат-садчик полуфабриката на печные вагонетки.
Известная линия имеет следующие недостатки:
- использование печных вагонеток, что усложняет эксплуатацию и оборудование,
- получение мелкоштучных изделий, что ограничивает номенклатуру полученных из- делий,i
-использование сушилки,
- низкая производительность из-за длительности процесса,
- большая площадь, занимаемая оборудованием.
Целью изобретения является повышение производительности.
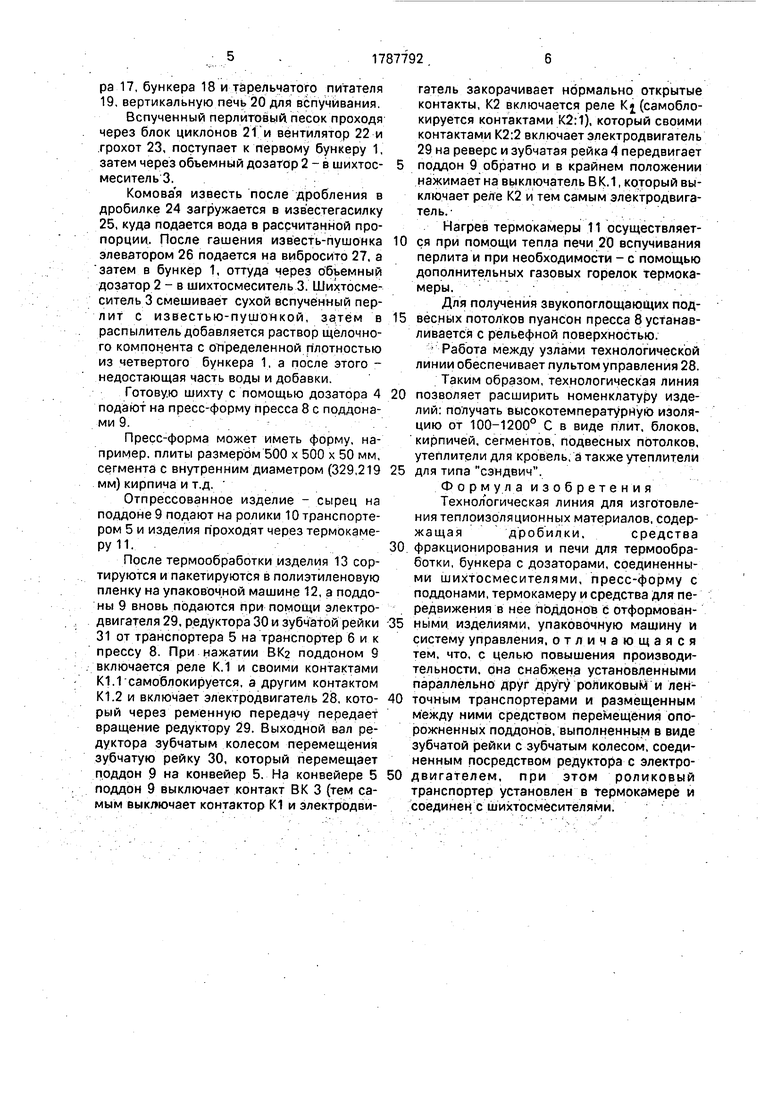
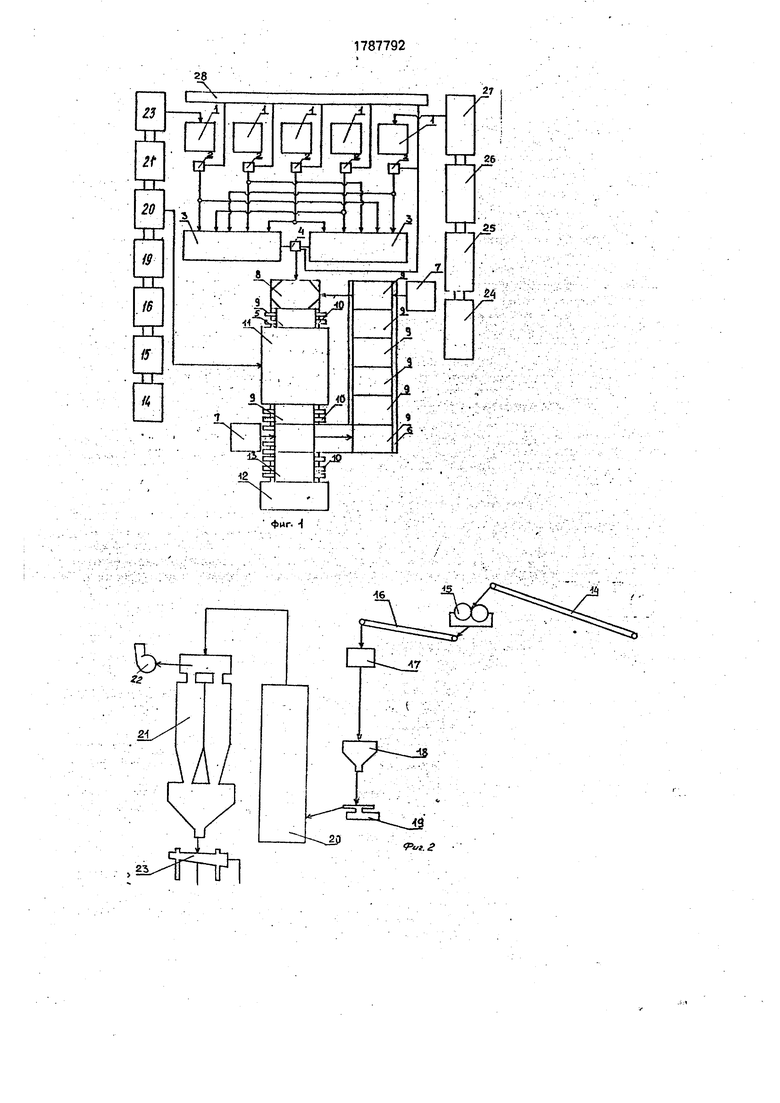
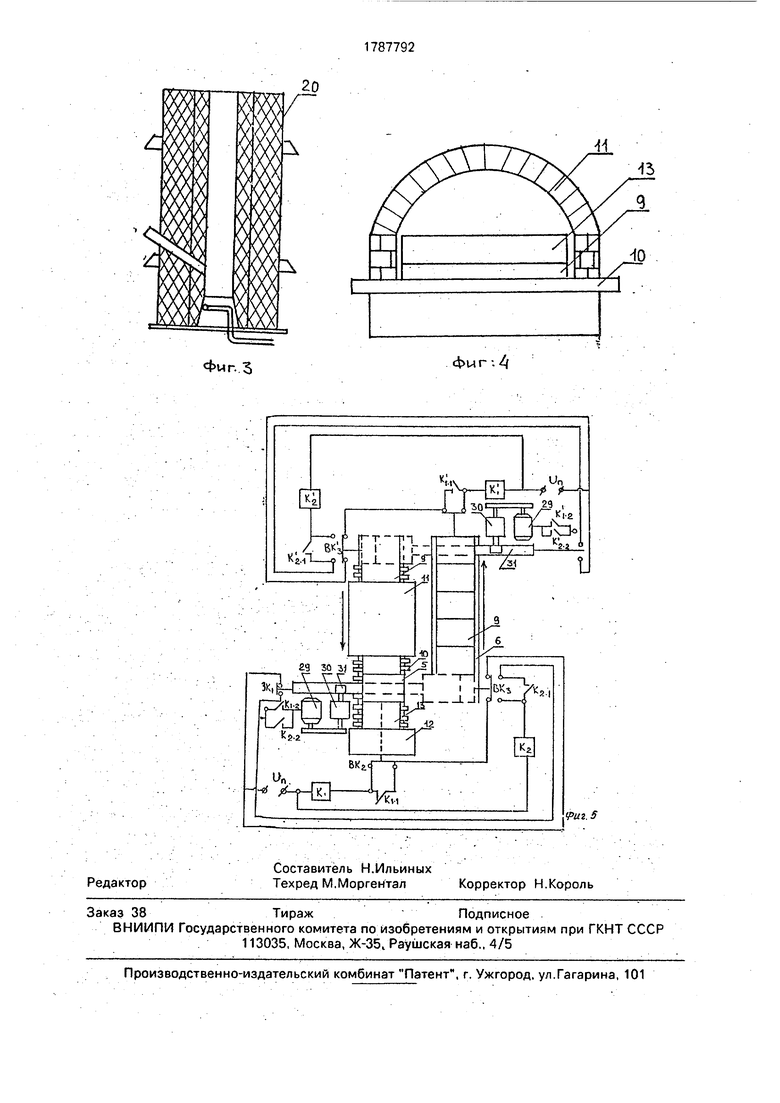
На фиг. 1 изображена технологическая линия; на фиг. 2 - система получения вспученного перлита: на фиг. 3 - печь для получения вспученного перлита, в разрезе; на фиг. А - термокамера в поперечном сечении; на фиг. 5 - электрическая схема дли перемёщения опорожненных металлических поддонов от одного транспортера на другой, узел 7 на фиг, 1.
Технологическая линия для изготовления теплоизоляционного материала включает бункер 1 с дозатором 2 для подачи исходных компонентов: вспученного перлита, щелочного компонента, воды, добавок (гидрофобизатора, армирующего или усиливающего материала) и вяжущего (извести, гипса и т.д.) соответственно, шихтосмесите- ли 3 с дозатором 4, движущиеся в противоположном направлении основной роликовый транспортер 5 и боковой ленточный транспортер 6 с электрическими схемами 7. Над основным транспортером 5 установлена пресс-форма 8 с поддонами 9, которые при помощи системы роликов 10 проходят через термокамеру 11. После основного транспортера 5 установлена упаковочная машина 12 для готовой продукции 13. К пер0 вому бункеру 1 подключена система изготовления вспученного перлита, состоящая из конвейера ленточного 14 для перемещения сырого перлита к дробилке 15, второго конвейера ленточного 16с контейнером 11
5 бункером 18 и тарельчатым питателем 19 для подачи соответствующей фракции перлита к печи 20 и блока циклона 21 для вспученного перлита с вентилятором 22 и грохотом 23.
0 К последнему бункеру 1 подключена система подготовки кальцийсодержащего связующего, в частности, извести, включающая дробилку 24 для измельчения комовой извести, известегасилку 25, куда подается вода
5 в расчетной пропорции для гашения извв сти и элеватор 26 для подачи известь-пу- шонку к вибрационному ситу 27. Дозаторы 2 и 4 соединены с пультом управления 28, а термокамера 11 - с печью 20. Для обеспече0 ния синхронной работы узлов предложенной линии двигатели транспортеров 5 и 6 и смесителей 3 связаны с пультом управления (не показана). Для обогрева термокамеры 11 установлена система газовых горелок (на
5 чертеже не показана). На ролики 10 основного транспортера 5 с боковых сторон надета металлическая цепь, связанная с двигателем транспортера (не показана). Для перемещения поддона 9 от транс0 портера 5 на транспортер 6 и наоборот, разработана электрическая схема 7, состоящая из электродвигателя 29, редуктора 30 и зубчатой рейки 31 с зубчатым колесом, которые снабжены системой включающей ВК1,
5 ВК1.1, ВК2 и ВКЗ контактов, К1..К1.1, К1.2, К2, К2.1. К2.2, КЗ и сети питания Упт.
Для поднятия изделий 13 от поддона 9 после термокамеры 11 установлен лоток (не показан).
0
Технологическая линия работает следующим образом.
Подготовка кремнеземсодержащей породы - перлита, состоит из ряда последова5 тельных операций: перемещение исходной перлитовой породы конвейером ленточным 14 и предварительное дробление ее крупных кусков на щековой дробилке 15 до частиц требуемых размеров, затем с помощью второго конвейера ленточного 16,контейнеpa 17, бункера 18 и тарельчатого питателя 19, вертикальную печь 20 для вспучивания.
Вспученный перлитовый, песок проходя через блок циклонов 21 и вентилятор 22 и .грохот 23, поступает к первому бункеру 1, затем через объемный дозатор 2 - в шихтос- меситель 3.
Комова я известь после дробления в дробилке 24 загружается в изв естегасилку 25, куда подается вода в рассчитанной пропорции. После гашения известь-пушонка элеватором 26 подается на вибросито 27, а затем в бункер 1, оттуда через объемный дозатор 2 - в шихтосмеситель 3. Шихтосмеситель 3 смешивает сухой вспученный перлит с известью-пушонкой, затем в распылитель добавляется раствор щелочного компонента с определенной плотностью из четвертого бункера 1, а после этого - недостающая часть воды и добавки.
Готовую шихту с помощью дозатора 4 подают на пресс-форму пресса 8 с поддонами 9..
Пресс-форма может иметь форму, например, плиты размером 500 х 500 х 50 мм, сегмента с внутренним диаметром (329,219 мм) кирпича и т.д.
Отпрессованное изделие - сырец на поддоне 9 подают на ролики 10 транспортером 5 и изделия проходят через термокаме- РУ 11После термообработки изделия 13 сортируются и пакетируются в полиэтиленовую пленку на упаковочной машине 12, а поддоны 9 вновь подаются при помощи электродвигателя 29, редуктора 30 и зубчатой рейки 31 от транспортера 5 на транспортер 6 и к прессу 8. При нажатии ВК2 поддоном 9 включается реле К.1 и своими контактами К1.1 самоблокируется, а другим контактом К1.2 и включает электродвигатель 28, который через ременную передачу передает вращение редуктору 29. Выходной вал редуктора зубчатым колесом перемещения зубчатую рейку 30, который перемещает поддон 9 на конвейер 5. На конвейере 5 поддон 9 выключает контакт ВК 3 (тем самым выключает контактор К1 и электродвигатель закорачивает нормально открытые контакты, К2 включается реле К| (самоблокируется контактами К2:1), который своими контактами К2:2 включает электродвигатель 29 на реверс и зубчатая рейка 4 передвигает
поддон 9 обратно и в крайнем положении нажимает на выключатель В К.1, который выключает реле К2 и тем самым электродвигатель.Нагрев термокамеры 11 осуществляется при помощи тепла печи 20 вспучивания перлита и при необходимости - с помощью дополнительных газовых горелок термокамеры.
Для получения звукопоглощающих подвесных потолков пуансон пресса 8 устанавливается с рельефной поверхностью.
Работа между узлами технологической
линии обеспечивает пультом управления 28.
Таким образом, технологическая линия
позволяет расширить номенклатуру изделий: получать высокотемпературную изоляцию от 100-1200° С в виде плит, блоков, кирпичей, сегментов, подвесных потолков, утеплители для кровель, а также утеплители
для типа сэндвич.
Формул а изобретени я Технол огическая линия для изготовления теплоизоляционных материалов, содержащаядробилки, средства
фракционирования и печи для термообработки, бункера с дозаторами, соединенными шихтосмесителями, пресс-форму с поддонами, термокамеру и средства для передвижения в нее поддонов с отформованными изделиями, упаковочную машину и систему управления, отличающаяся тем, что, с целью повышения производительности, она снабжена установленными параллельно друг другу роликовым и ленточным транспортерами и размещенным между ними средством перемещения опорожненных поддонов, выполненным в виде зубчатой рейки с зубчатым колесом, соединенным посредством редуктора с электродвигателем, при этом роликовый транспортер установлен в термокамере и соединен с шихтосмесителями.
28
27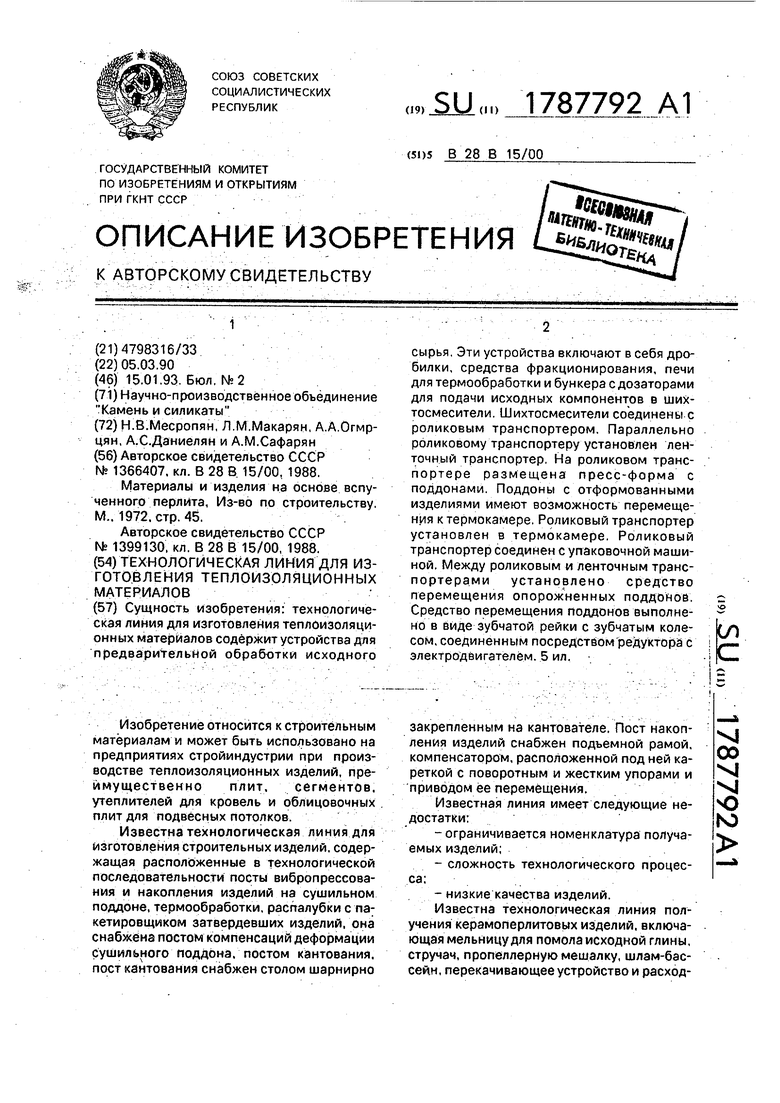

| название | год | авторы | номер документа |
|---|---|---|---|
| Технлогическая линия для изготовления теплоизоляционных изделий | 1975 |
|
SU556034A1 |
| Технологическая линия для изготовления строительных теплоизоляционных изделий | 1981 |
|
SU973368A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КЕРАМИЧЕСКОГО КИРПИЧА ПЛАСТИЧЕСКОГО ФОРМОВАНИЯ | 2005 |
|
RU2294280C2 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА КРОВЕЛЬНО-СТРОИТЕЛЬНОГО МАТЕРИАЛА И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ КРОВЕЛЬНОГО ЛИСТА | 2012 |
|
RU2496637C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2005 |
|
RU2283818C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ НА ОСНОВЕ КРЕМНЕЗЕМСОДЕРЖАЩЕГО СВЯЗУЮЩЕГО | 2009 |
|
RU2443660C2 |
| УСТАНОВКА ДЛЯ ПРОИЗВОДСТВА СУХОЙ СТРОИТЕЛЬНОЙ СМЕСИ НА ОСНОВЕ ВСПУЧЕННОГО ПЕРЛИТА | 2012 |
|
RU2502594C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОРИСТОЙ КЕРАМИКИ "РЕДОКСИД" И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2104254C1 |
| ЭНЕРГОНЕЗАВИСИМЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ПО ПРОИЗВОДСТВУ ПРОДУКЦИИ ИЗ ТОРФА | 2013 |
|
RU2529059C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ ИЗДЕЛИЙ, ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА И МЕТАЛЛОФОРМА ЛИНИИ (ВАРИАНТЫ) | 2003 |
|
RU2244696C1 |
Сущность изобретения: технологическая линия для изготовления теплоизоляционных материалов содержит устройства для предварительной обработки исходного сырья, Эти устройства включают в себя дробилки, средства фракционирования, печи для термообработки и бункера с дозаторами для подачи исходных компонентов в ших- тосмесители. Шихтосмесители соединены с роликовым транспортером. Параллельно роликовому транспортеру установлен ленточный транспортер. На роликовом транспортере размещена пресс-форма с поддонами. Поддоны с отформованными изделиями имеют возможность перемещения к термокамере. Роликовый транспортер установлен в термокамере. Роликовый транспортер соединен с упаковочной машиной. Между роликовым и ленточным транспортерами установлено средство перемещения опорожненных поддонов. Средство перемещения поддонов выполнено в биде зубчатой рейки с зубчатым колесом, соединенным посредством редуктора с электродвигателем.5 ил. СП С
2t
m
20
, 16
H
ч
-
фиг. H
26
24
д....... v.
д :.. ;.;.;: 9 :
2v:.:i .
Фиг. 3
.
Фи г -. 4
у
ВКгс
№2.5
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1366407A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| Материалы и изделия на основе вспученного перлита, Из-во по строительству | |||
| М. | |||
| Контрольный висячий замок в разъемном футляре | 1922 |
|
SU1972A1 |
| стр | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Технологическая линия производства керамических изделий | 1986 |
|
SU1399130A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
