Изобретение относится к области металлургии и литейного производства, а именно к композитным отливкам, предназначенным для защиты от износа рабочих поверхностей горных и строительных машин.
Детали машин, применяемые при добыче и обогащении минералов (руды, угля, камня и др.) должны:
- обеспечивать долговременную работу этих машин,
- обладать высокой прочностью,
- обладать хорошей свариваемостью для удобства монтажа и ремонта,
- обладать минимально возможным весом.
Для защиты рабочих поверхностей горных машин, работающих в условиях износа и больших ударных нагрузок применяют отливки из аустенитной марганцовистой стали 110Г13Л. Эта сталь обладает высокой прочностью и ударной вязкостью, но низкой износостойкостью, что приводит к частому ремонту оборудования (Гомельская З.М., Гутерман В.М. «Износостойкость сталей, чугунов, твердых сплавов в условиях гидроабразивного изнашивания». Труды ВНИИПТУглемаш. М., 1970, выпуск 14).
Известны композитные отливки, разработанные для защиты от износа горных машин, работающих в условиях абразивного износа с периодическими средними ударами. Эти отливки состоят из основы, изготовленной из вязкой малоуглеродистой стали и износостойких вставок из белого хромистого чугуна, содержащего карбиды Cr7C3, которые имеют тригональную кристаллическую решетку с разницей между параметрами a, b и с этой решетки, достигающей трех раз. Кроме того, структура карбидов после отливки имеет форму дендритов с длинными ветвями, что при ударно-абразивном износе приводит к интенсивному выкрашиванию таких крупных, вытянутых карбидов (Гарбер М.Е. и др. «О производстве комбинированных сталь-износостойкий чугун отливок». "Литейное производство", 1980, №6).
Задача, на решение которой направлено изобретение, заключается в создании композитных отливок, обладающих следующим комплексом свойств:
- высокой износостойкостью в условиях больших напряжений, вызванных сильными ударами и большими давлениями на поверхности детали;
- большой прочностью в условиях сильных ударов;
- меньшим весом и большей технологичностью по сравнению с композитными отливками со стальной основой;
- хорошей свариваемостью для удобства монтажа этих отливок на поверхности защищаемых деталей.
Композитная отливка в соответствии с настоящим изобретением имеет износостойкие элементы - вставки и основу, в которой эти вставки внедрены.
Износостойкие вставки защищают рабочую поверхность оборудования от абразивного износа, вязкая основа прочно удерживает износостойкие вставки в отливке.
Техническим результатом изобретения является повышение срока службы и надежности работы машин, защищаемых предлагаемыми композитными отливками, работающими в условиях износа с большими напряжениями на поверхности детали, вызванных сильными, часто повторяемыми ударами и(или) высокими давлениями на этих поверхностях.
Указанный технический результат согласно первому варианту достигается тем, что композитная отливка для защиты от износа абразивным материалом рабочих поверхностей горных и строительных машин, содержащая вязкую основу и износостойкие вставки, внедренные в указанную основу, содержит в качестве вязкой основы полимерный материал или низкоуглеродистую сталь или низкоуглеродистую мартенситную сталь с твердостью не менее HRc 40 или аустенитную сталь, содержащую до 14 мас.% марганца и не более 1,3 мас.% углерода, износостойкие вставки выполнены из карбидосодержащей хромистой или инструментальной стали, предварительно подвергнутой горячей деформации ковкой или прокаткой, и расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала.
По второму варианту технический результат достигается тем, что композитная отливка для защиты от износа абразивным материалом рабочих поверхностей горных и строительных машин, содержащая вязкую основу и износостойкие вставки, внедренные в указанную основу, содержит в качестве вязкой основы полимерный материал или низкоуглеродистую сталь или низкоуглеродистую мартенситную сталь с твердостью не менее HRc 40 или аустенитную сталь, содержащую до 14 мас.% марганца и не более 1,3 мас.% углерода, износостойкие вставки выполнены из сплавов, содержащих карбиды, имеющих кристаллическую решетку с параметрами а, b, с, отличающимися друг от друга не более чем на 60%, и расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала.
По третьему варианту технический результат достигается тем, что композитная отливка для защиты от износа абразивным материалом рабочих поверхностей горных и строительных машин, содержащая вязкую основу и износостойкие вставки, внедренные в указанную основу, содержит в качестве вязкой основы алюминиевый или магниевый сплав и получена путем заливки вязкой основой износостойких вставок и элементов крепления отливки в виде полос с выступами или уголков из низкоуглеродистой стали, при этом износостойкие вставки расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала
Применение вставок из карбидосодержащих сплавов, прошедших ковку или прокатку, позволяет разрушить дендритное строение карбидов и значительно уменьшить их размер, что приводит к увеличению износостойкости вставок, особенно при больших ударных нагрузках.
Повышение сроков службы таких деталей как брони стержневых и больших шаровых мельниц (первой стадии) и др. обеспечивается изготовлением их из композитных отливок, износостойкие вставки которых изготовлены из хромистых сталей, прошедших операцию ковки или прокатки и имеющих следующее соотношение компонентов, мас.%: углерод 1,80-2,80; хром 10,00-18,00; кремний до 1,00; марганец до 1,00; ванадий до 4,50; молибден до 1,50; железо и неизбежные примеси - остальное.
Для условий износа с большими напряжениями на поверхности детали износостойкие вставки изготавливают из сплава, в котором карбиды имеют кристаллическую решетку, размеры параметров которой а, b, с отличаются друг от друга не более чем на 60%. Применение сплавов с таким компактным типом карбидов увеличит их износостойкость по сравнению со сплавами, содержащими карбиды хрома Сr7С3, имеющими тригональную решетку.
Для условий работы с большими напряжениями (ковши экскаваторов, брони щековых и конусных дробилок и т.п.) применяют износостойкие вставки из инструментальных сталей, которые прошли операцию ковки или прокатки и имеют следующее соотношение компонентов, мас.%: углерод 0,70-2,50; хром 4,00-8,50; кремний до 1,00; марганец до 2,00; молибден до 5,00; вольфрам до 18,00; ванадий до 10,00; железо и неизбежные примеси - остальное.
В приведенных выше составах сплавов содержание углерода и соответствующее ему содержание хрома на верхнем пределе выбирается для менее интенсивных напряжений на поверхности детали. При условиях более интенсивных ударных нагрузок и напряжений выбираются составы на нижнем пределе содержаний углерода и хрома, которые обладают лучшим сопротивлением такому виду износа и большей прочностью. Содержание кремния, марганца, ванадия, молибдена и вольфрама соответствуют составу кованых или прокатных инструментальных сталей.
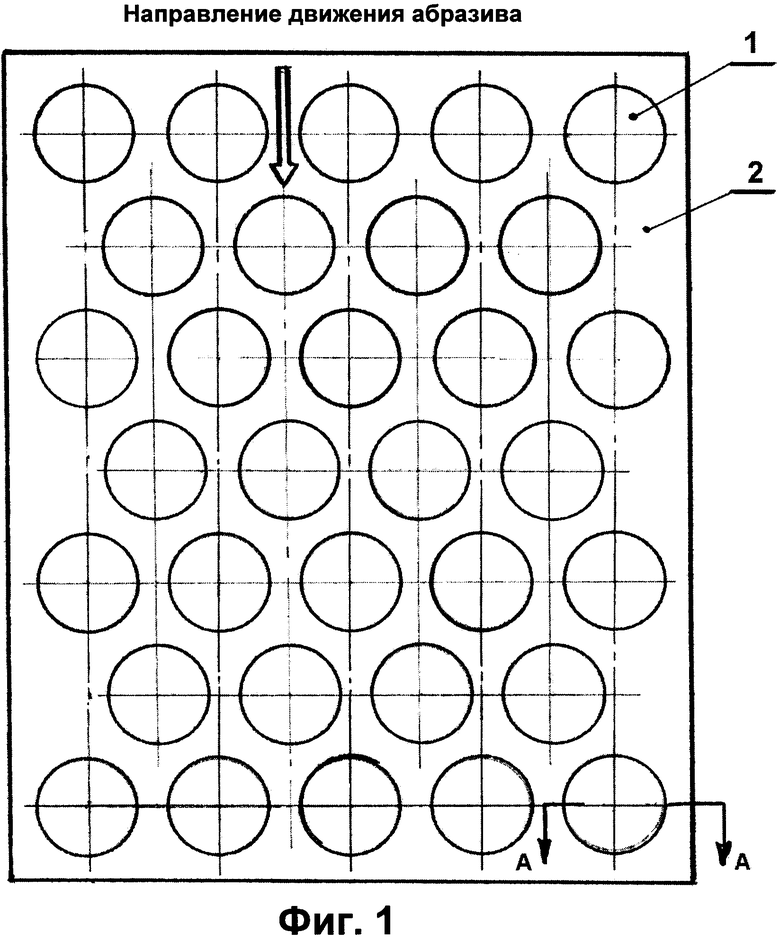
Износостойкие композитные отливки имеют вставки, сечение которых в горизонтальном плане может иметь форму кругов, четырехугольников, треугольников, трефовидную или другую форму и расположены они в композитной отливке таким образом, что вставки каждого последующего ряда перекрывают промежутки между вставками предыдущего ряда, и(или) эти вставки устанавливают боковыми поверхностями под углом к направлению движения абразива не менее 20°, что защищает от износа вязкую основу композитных отливок.
Для более надежного соединения вставок с основой вставки имеют коническую форму, при этом меньшее основание вставки находится на рабочей поверхности композитной отливки. Другим способом улучшения соединения вставок с основой является применение вставок, имеющих на боковых поверхностях ребра (выступы) или углубления (впадины).
В некоторых, случаях вставки прямоугольной формы располагают в вязкой основе так, что их продольные оси пересекаются и эти вставки в плане отливки образуют форму шеврона.
Вязкую основу изготавливают из литой малоуглеродистой феррито-перлитной или из мартенситной стали, имеющей твердость не менее HRc 40, которые прочно удерживают вставки и обладают хорошей свариваемостью, что позволяет надежно крепить композитные отливки к защищаемой поверхности.
Для некоторых условий эксплуатации с большими ударами и давлениями вязкая основа может быть изготовлена из литой аустенитной марганцовистой стали, содержащей до 14% марганца и не более 1,3% углерода.
Вязкая основа композитных отливок может быть изготовлена из полимерных материалов - резины или полиуретана, что позволит снизить износ от ударных нагрузок абразива и снизить вес деталей.
Для условий эксплуатации, где вес композитных отливок влияет на экономичность эксплуатации машин, например, карьерных автосамосвалов, вязкая основа изготавливается из сравнительно легких алюминиевых или магниевых сплавов. Применение алюминиевого сплава в качестве основы в 1,8 раза снижает вес композитной отливки.
Износостойкие вставки и элементы крепления отливки в виде полос с выступами, или уголков из низкоуглеродистой стали заливают расплавленным алюминиевым или магниевым сплавом, образующим основу отливки. При этом вставки и элементы крепления отливки прочно соединяются с основой, которая не уступает по прочности низкоуглеродистой стали, из которой обычно изготавливают вязкую основу.
Более низкая температура плавления алюминиевых или магниевых сплавов по сравнению со сталью позволяет значительно упростить технологию изготовления композитных отливок. Не надо закаливать всю отливку. Достаточно закалить только износостойкие вставки, занимающие 30-35% объема отливки. Заливка алюминиевого сплава при температуре около 650°С в металлическую форму значительно снижает энергозатраты на плавку, и трудозатраты на формовку, заливку, обрубку и очистку отливок. В зависимости от условий эксплуатации композитных отливок с алюминиевой основой для изготовления износостойких вставок могут применяться различные сплавы, в том числе белый хромистый чугун.
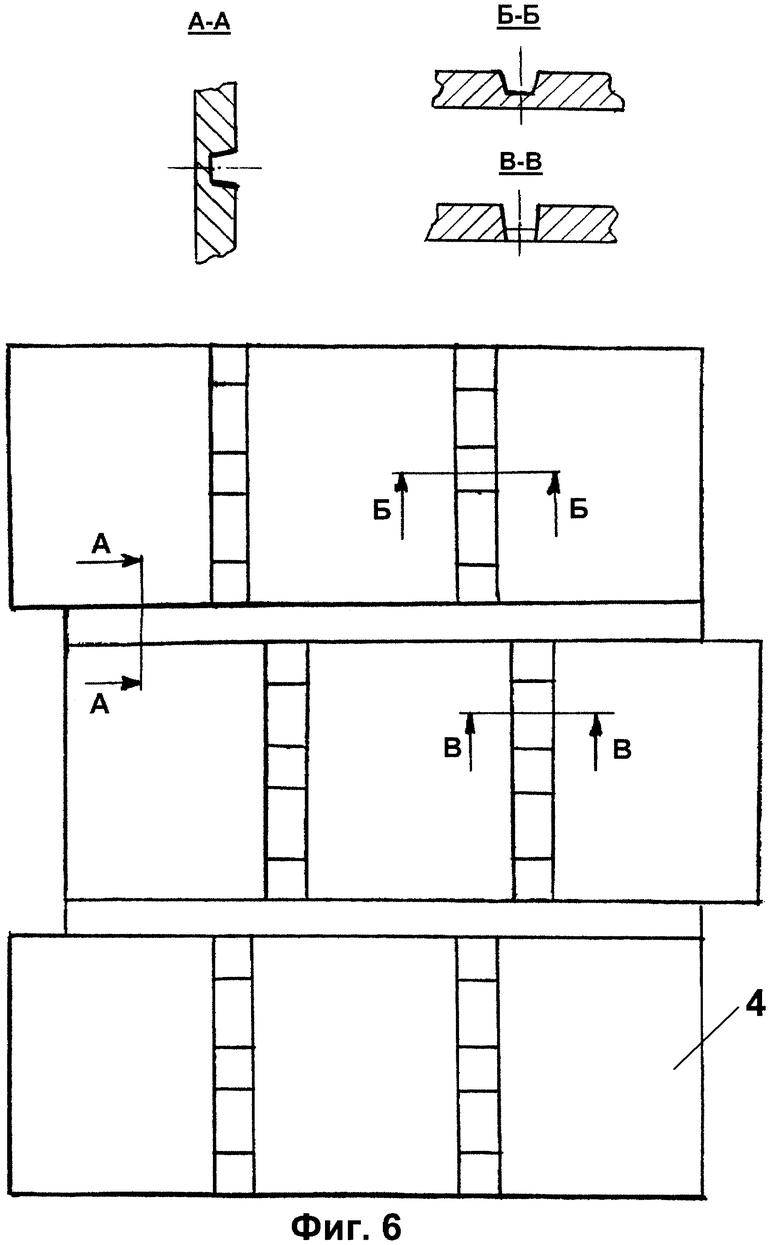
Для уменьшения трудоемкости крепления композитных отливок, например, в виде плит, они соединяются в процессе литья в блок при помощи перемычек, отливаемых одновременно с вязкой основой из металла, идущего на изготовление этой основы.
Краткое описание чертежей
На фиг.1 изображен вид, показывающий в плане композитную отливку, а на фиг.2 - сечение композитной отливки вдоль линии А-А на фиг.1 Цифрой 1 обозначены износостойкие вставки, цифрой 2 обозначена основа (база) композитной отливки.
На фиг.3 показаны различная конфигурация и расположение износостойких вставок в основе.
Фиг.3а - круглая вставка (в плане).
Фиг.3б - квадратная вставка (в плане).
Фиг.3в - прямоугольная вставка (в плане).
Фиг.3г - треугольная вставка (в плане).
Фиг.3д - клеверного листа вставка (в плане).
Фиг.3е - коническая форма вставки.
Фиг.3ж - вставка с углублениями на боковой поверхности.
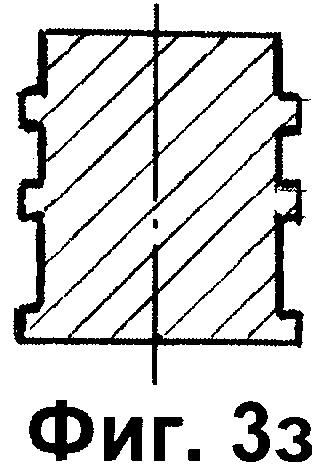
Фиг.3з - вставка с ребрами на боковой поверхности.
Фиг.3и - расположение в основе 2 износостойких вставок 1, образующих в плане отливки форму шеврона.
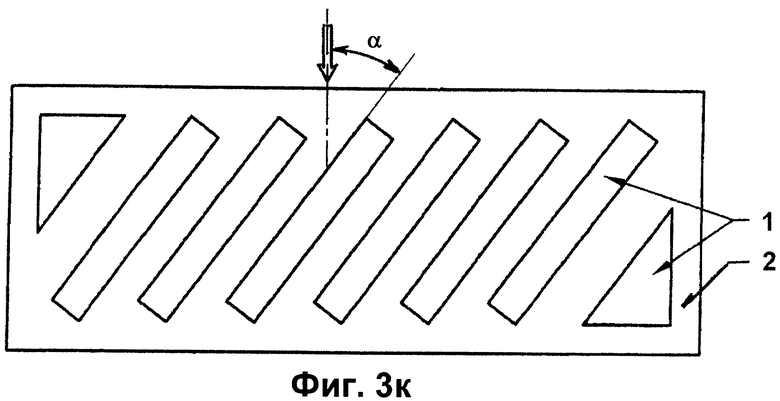
Фиг.3к - расположение в основе 2 износостойких вставок 1 под углом не менее 20° к направлению движения абразива.
Фиг.3л - расположение в основе 2 износостойких вставок 1, имеющих треугольную форму.
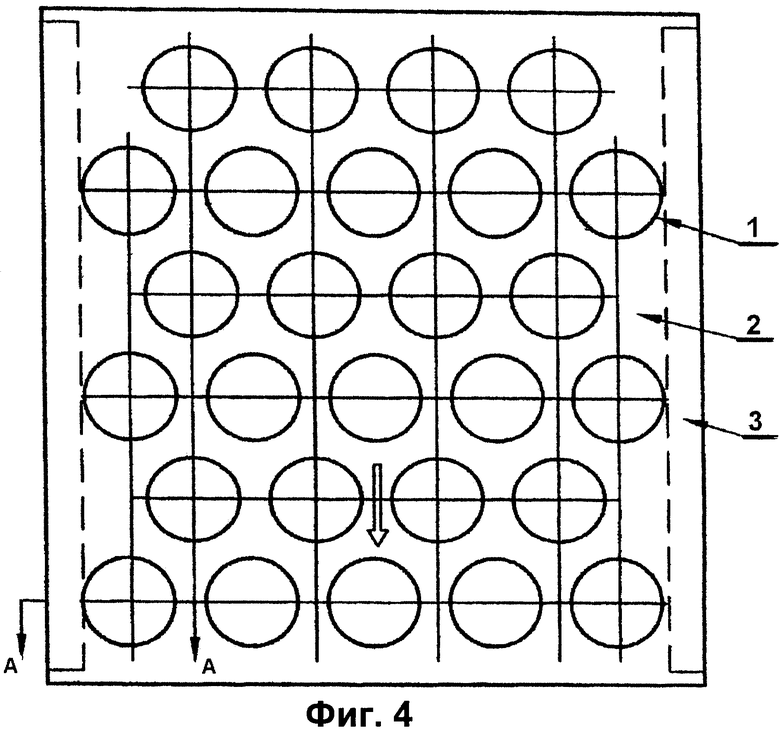
На фиг.4 изображен вид, показывающий в плане композитную отливку с основой 2 из алюминиевого или магниевого сплава, где цифрой 1 обозначены износостойкие вставки, цифрой 2 - основа, цифрой 3 - уголок из низкоуглеродистой стали.
На фиг.5 показано сечение А-А композитной отливки на фиг.4, цифрой 1 обозначена износостойкая вставка, цифрой 2 - основа из алюминиевого или магниевого сплава, цифрой 3 - уголок из низкоуглеродистой стали.
На фиг.6 показан блок композитных отливок 4, соединенных перемычками, которые отливаются одновременно с вязкой основой.
Изобретение иллюстрируется следующими примерами.
Пример 1.
Композитную отливку изготавливают в форме плиты размером 250×200×25 мм (фиг.1). Основу 2 изготавливают из литой стали, содержащей мас.%: углерода 0,17-0,20; кремния 0,17-0,37; марганца 0,35-0,65; серы не более 0,045 и фосфора не более 0,04.
Износостойкие вставки 1 изготавливают из проката хромистой стали, содержащей мас.%: углерода 2,0-2,2; хрома 11,5-13,0; марганца 0,15-0,40; кремния 0,15-0,35; остальное - железо и примеси.
Эти вставки 1 изготовлены из стержней диаметром 30 мм, разделяемых на отрезки длиной 25 мм. Вставки 1 устанавливают в нижнюю земляную форму, которую накрывают верхней формой и заливают жидкой сталью при температуре около 1500°С. Эта сталь является основой 2 композитной отливки.
После охлаждения и выбивки отливки, ее обрубают и очищают. Затем композитные отливки нагревают в термопечи до 920-950°С и закаливают в соляной или масляной ванне.
Пример 2.
Другой пример изготовления композитной отливки в виде плиты для работы в условиях больших напряжений на поверхности детали. В этом случае вставки изготавливают из сплава, в котором карбиды имеют кристаллическую решетку с параметрами а, b, с, которые отличаются друг от друга не более чем на 60%. Вставки 1 (фиг.1) изготавливают из проката сплава, имеющего следующее соотношение компонентов, мас.%: углерод 1,25-1,35; хром 3,80-4,3; вольфрам 5,70-6,70; молибден 5,50-6,00; ванадий 3,10-3,70; железо и неизбежные примеси - остальное.
Эти вставки 1 по знакам устанавливают в нижнюю земляную форму, накрывают верхней формой и затем заливают жидкой низкоуглеродистой сталью (основой 2) при температуре около 1500°С. После охлаждения и выбивки отливки из формы, ее обрубают и очищают. Затем эти отливки нагревают в термической печи до 1175-1230°С, выдерживают при этой температуре 30 минут и закаливают в масло, а затем подвергают отпуску при 520°С в течение 2 часов.
Пример 3.
Изобретение также иллюстрируется следующим примером. Композитные отливки (фиг.4) изготавливаются в форме плит размером 250×200×25 мм с основой 2 из алюминиевого сплава АК8М3ч (ВАЛ8) ГОСТ 1583-93, имеющего следующее соотношение компонентов, мас.%: магний 0,25-0,50; кремний 7,00-8,50; медь 2,50-3,50; титан 0,10-0,25; цинк 0,10-0,50; остальное - алюминий и примеси.
Износостойкие вставки 1 изготавливают из проката хромистой стали, содержащей следующие компоненты, мас.%: углерод 2-2,2; хром 11,5-13; марганец 0,15-0,40; кремний 0,15-0,35; железо и примеси - остальное.
Вставки в виде стержней диаметром 30 мм, высотой 25 мм закаливают в соляной или масляной ванне с температуры 1000-1020°С, затем вставки 1 и уголки 3 устанавливают в нижнюю металлическую форму, накрывают верхней металлической формой и заливают алюминиевым сплавом при температуре 650°С.
После охлаждения, выбивки и очистки композитные отливки отпускают при температуре 200°С в течение 4 часов.
В приведенных примерах готовые композитные отливки-плиты крепятся к защищаемой поверхности при помощи сварки. При необходимости плиты отливаются с крепежными отверстиями и крепятся при помощи болтового соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОВЕРХНОСТНОГО ЛЕГИРОВАНИЯ СТАЛЬНЫХ ОТЛИВОК | 2014 |
|
RU2576386C1 |
| Износостойкая футеровка | 2020 |
|
RU2756554C1 |
| Футеровка | 1986 |
|
SU1327961A1 |
| Футеровка шаровой мельницы | 1987 |
|
SU1435294A1 |
| Чугун | 1990 |
|
SU1723180A1 |
| ЛИТАЯ ИЗНОСОСТОЙКАЯ СТАЛЬ ДЛЯ КРУПНЫХ ДЕТАЛЕЙ ГОРНО-МЕТАЛЛУРГИЧЕСКОГО ПРОИЗВОДСТВА | 2004 |
|
RU2288294C2 |
| Чугун | 1989 |
|
SU1693112A1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОЛУЧЕННЫХ IN SITU СПЛАВОВ, АРМИРОВАННЫХ КАРБИДОМ ВОЛЬФРАМА, И СПОСОБЫ ЕГО ПОЛУЧЕНИЯ | 2019 |
|
RU2798861C2 |
| ЛИТАЯ ЖАРОСТОЙКАЯ СТАЛЬ ДЛЯ КОЛОСНИКОВ АГЛОМЕРАЦИОННЫХ МАШИН | 2005 |
|
RU2369656C2 |
| Чугун | 1987 |
|
SU1444388A1 |










Изобретение относится к области металлургии и литейного производства, а именно к композитным отливкам, предназначенным для защиты от абразивного износа рабочих поверхностей горных и строительных машин. Композитная отливка содержит вязкую основу и износостойкие вставки, внедренные в указанную основу. В качестве вязкой основы использован полимерный материал - резина или полиуретан, или низкоуглеродистая сталь или низкоуглеродистая мартенситная сталь с твердостью не менее HRc 40 или аустенитная сталь, содержащая до 14 мас.% марганца и не более 1,3 мас.% углерода. Износостойкие вставки выполнены из карбидосодержащей хромистой или инструментальной стали, предварительно подвергнутой горячей деформации ковкой или прокаткой, или из сплавов, содержащих карбиды с параметрами кристаллической решетки а, b, с, отличающимися друг от друга не более чем на 60%. В случае использования в качестве вязкой основы алюминиевого или магниевого сплава отливка получена путем заливки вязкой основой износостойких вставок и элементов крепления отливки в виде полос с выступами или уголков из низкоуглеродистой стали. Износостойкие вставки расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала. Обеспечивается высокая износостойкость в условиях больших напряжений, вызванных сильными ударами и большими давлениями на поверхности детали, высокая прочность в условиях сильных ударов. 3 н. и 21 з.п. ф-лы, 16 ил.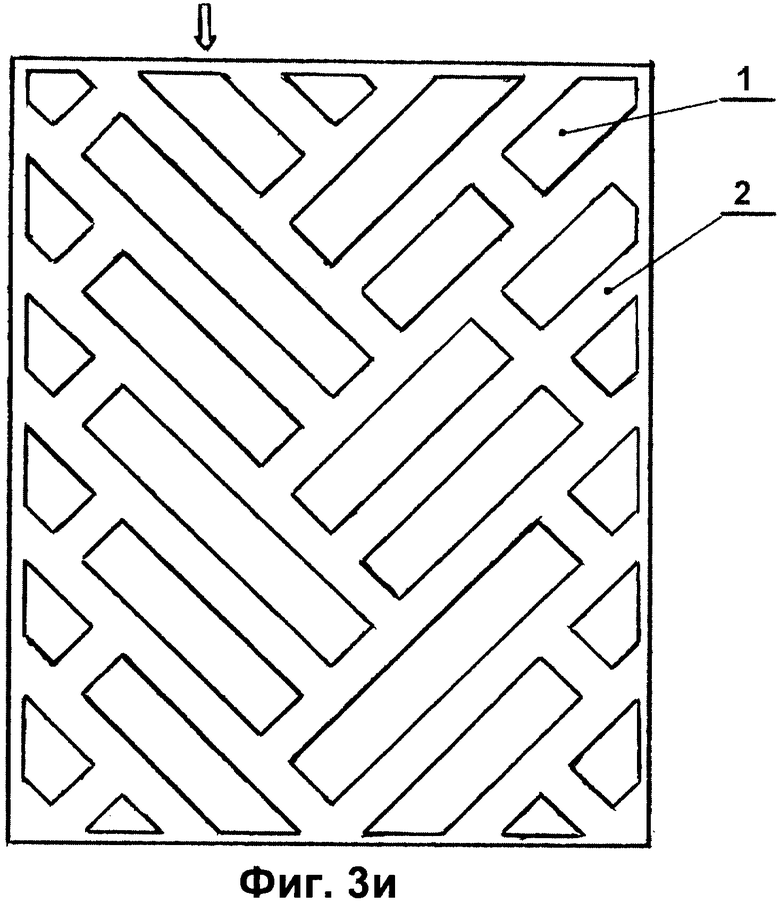
1. Композитная отливка для защиты от износа абразивным материалом рабочих поверхностей горных и строительных машин, содержащая вязкую основу и износостойкие вставки, внедренные в указанную основу, отличающаяся тем, что она содержит в качестве вязкой основы полимерный материал, или низкоуглеродистую сталь, или низкоуглеродистую мартенситную сталь с твердостью не менее HRc 40, или аустенитную сталь, содержащую до 14 мас.% марганца и не более 1,3 мас.% углерода, износостойкие вставки выполнены из карбидосодержащей хромистой или инструментальной стали, предварительно подвергнутой горячей деформации ковкой или прокаткой, и расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала.
2. Композитная отливка по п.1, отличающаяся тем, что износостойкие вставки имеют в плане круглую, квадратную, прямоугольную, треугольную форму или форму клеверного листа.
3. Композитная отливка по п.1, отличающаяся тем, что износостойкие вставки имеют на боковых поверхностях ребра или углубления.
4. Композитная отливка по п.1, отличающаяся тем, что износостойкие вставки имеют коническую форму, при этом меньшее основание вставки расположено на рабочей поверхности композитной отливки.
5. Композитная отливка по п.1, отличающаяся тем, что износостойкие вставки имеют прямоугольную форму и их продольные оси пересекаются так, что в плане отливки вставки образуют форму шеврона.
6. Композитная отливка по п.1, отличающаяся тем, что она закреплена на защищаемой рабочей поверхности сваркой.
7. Композитная отливка по п.1, отличающаяся тем, что она закреплена на защищаемой рабочей поверхности болтовым соединением.
8. Композитная отливка по п.1, отличающаяся тем, что она имеет перемычки, отливаемые одновременно с вязкой основой, для соединения в блок.
9. Композитная отливка для защиты от износа абразивным материалом рабочих поверхностей горных и строительных машин, содержащая вязкую основу и износостойкие вставки, внедренные в указанную основу, отличающаяся тем, что она содержит в качестве вязкой основы полимерный материал, или низкоуглеродистую сталь, или низкоуглеродистую мартенситную сталь с твердостью не менее HRс 40, или аустенитную сталь, содержащую до 14 мас.% марганца и не более 1,3 мас.% углерода, износостойкие вставки выполнены из сплавов, содержащих карбиды с параметрами кристаллической решетки а, b, с, отличающимися друг от друга не более чем на 60%, и расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала.
10. Композитная отливка по п.9, отличающаяся тем, что износостойкие вставки имеют в плане круглую, квадратную, прямоугольную, треугольную форму или форму клеверного листа.
11. Композитная отливка по п.9, отличающаяся тем, что износостойкие вставки имеют на боковых поверхностях ребра или углубления.
12. Композитная отливка по п.9, отличающаяся тем, что износостойкие вставки имеют коническую форму, при этом меньшее основание вставки расположено на рабочей поверхности композитной отливки.
13. Композитная отливка по п.9, отличающаяся тем, что износостойкие вставки имеют прямоугольную форму и их продольные оси пересекаются так, что в плане отливки вставки образуют форму шеврона.
14. Композитная отливка по п.9, отличающаяся тем, что она закреплена на защищаемой рабочей поверхности сваркой.
15. Композитная отливка по п.9, отличающаяся тем, что она закреплена на защищаемой рабочей поверхности болтовым соединением.
16. Композитная отливка по п.9, отличающаяся тем, что она имеет перемычки, отливаемые одновременно с вязкой основой, для соединения в блок.
17. Композитная отливка для защиты от износа абразивным материалом рабочих поверхностей горных и строительных машин, содержащая вязкую основу и износостойкие вставки, внедренные в указанную основу, отличающаяся тем, что она содержит в качестве вязкой основы алюминиевый или магниевый сплав и получена путем заливки вязкой основой износостойких вставок и элементов крепления отливки в виде полос с выступами или уголков из низкоуглеродистой стали, при этом износостойкие вставки расположены в вязкой основе рядами так, что каждый последующий ряд вставок перекрывает промежутки между вставками предшествующего ряда и/или боковые поверхности вставок расположены под углом не менее 20° к направлению движения абразивного материала.
18. Композитная отливка по п.17, отличающаяся тем, что износостойкие вставки имеют в плане круглую, квадратную, прямоугольную, треугольную форму или форму клеверного листа.
19. Композитная отливка по п.17, отличающаяся тем, что износостойкие вставки имеют на боковых поверхностях ребра или углубления.
20. Композитная отливка по п.17, отличающаяся тем, что износостойкие вставки имеют коническую форму, при этом меньшее основание вставки расположено на рабочей поверхности композитной отливки.
21. Композитная отливка по п.17, отличающаяся тем, что износостойкие вставки имеют прямоугольную форму и их продольные оси пересекаются так, что в плане отливки вставки образуют форму шеврона.
22. Композитная отливка по п.17, отличающаяся тем, что она закреплена на защищаемой рабочей поверхности сваркой.
23. Композитная отливка по п.17, отличающаяся тем, что она закреплена на защищаемой рабочей поверхности болтовым соединением.
24. Композитная отливка по п.17, отличающаяся тем, что она имеет перемычки, отливаемые одновременно с вязкой основой, для соединения в блок.
| ГАРБЕР М.Е и др | |||
| О производстве комбинированных (сталь-износостойкий чугун) отливок | |||
| Литейное производство | |||
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
| Футеровка | 1986 |
|
SU1327961A1 |
| ФУТЕРОВКА РАЗМОЛЬНОЙ МЕЛЬНИЦЫ | 2001 |
|
RU2197326C2 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

