Изобретение относится к области литейного производства.
Способ включает в себя изготовление разовой литейной формы по постоянной модели, установку легирующей вставки в полость формы у поверхностей, которые формируют наиболее изнашиваемые участки отливки в процессе ее эксплуатации и заливку в данную форму жидкой стали. Поверхностное легирование может дать большой экономический эффект, т.к. эксплуатация литых деталей, изготовленных из специальных сталей и сплавов, прекращается при уменьшении их размеров от 15 до 50%. Примером могут служить колосники обжиговых машин и брони конусных дробилок. Колосники изготавливают из хромоникелевой, а брони - из высокомарганцевой стали. Утонение колосника на 6 мм при его исходной толщине 40 мм и конусной брони на 40 или 50 мм при толщине 100 мм являются критическими. После эксплуатации литые детали переплавляют, при этом возникают потери легирующих элементов - марганца, хрома, никеля. Поэтому разработка оптимальных вариантов поверхностного легирования является актуальным направлением в научных исследованиях. Наиболее экономичным является легирование в литейной форме в процессе ее заливки жидким металлом. К трудностям данного направления следует отнести сложность управления процессом формирования легированной зоны определенных размеров и структуры. Поэтому данное направление мало применяется на практике.
По данным работы (Юсуфов А.Р., Абачараев И.М. Получение защитных покрытий многофункционального назначения поверхностным легированием отливок в литейной форме // Вестник АГТУ, серия «Морская техника и технология», 2010, №1, С. 65-72) образование дополнительно легированных зон в отливке может происходить при контакте жидкого или затвердевшего металла с легирующим компонентом за счет:
1) сваривания легирующего компонента с поверхностью отливки;
2) пропитки жидким сплавом облицовочного легирующего покрытия;
3) диффузии легирующих элементов из облицовочного слоя формы в отливку. При каждом механизме образования легированной зоны образуется определенный тип ее структуры. Характер структуры легированной зоны следует формировать в зависимости от условий эксплуатации отливки, которые определяют требования к ее качеству. Предлагаемый способ заключается в установке легирующих вставок в полость литейной формы на определенном расстоянии от ее стенок. Вставки расплавляются при заливке металла в форму. Растворение вставок приводит к стабилизации основной фазы металла у поверхности отливки без образования легированного слоя с ярко выраженной границей раздела. Выравнивание концентрации элементов но объему отливки не возможно, т.к. после заливки формы металл быстро затвердевает, а скорость диффузии мала. Способ предназначен для получения деталей, испытывающих несколько видов нагрузок.
Известен способ изготовления износостойких ударных изделий (Пат. №2141885 РФ, опубл. 27.11.1999. «Способ изготовления износостойких ударных изделий»), согласно которому в литейную форму устанавливают основу изделия из углеродистой стали и заливают высокомарганцевую сталь для формирования износостойкого слоя. Затем форму теплоизолируют и выдерживают до выбивки отливок - молотков дробилок (бил) в течение от 5 до 8 часов. Последняя операция связана с увеличением продолжительности диффузии после затвердевания легирующего слоя. Однако этот способ не нашел практического применения из-за большой вероятности растрескивания легированного слоя ввиду его усадки, величина которой у легированных сталей составляет 2,7%, а у жидкой углеродистой стали от 2,2 до 2,3% (Марочник сталей и сплавов // Под ред. В.Г. Сорокина. - М.: Машиностроение, 1989. - С. 603, 610, 568) и термического расширения при нагреве углеродистой вставки до температуры жидкой стали примерно на 0,5%. Увеличение времени выдержки отливок в форме практически в 5 и более раз для данного типа отливки (мелкое литье) требует увеличения парка опок и дополнительных площадей.
Известен способ получения многослойных литых деталей (А.с. №195065 СССР. B22D), согласно которому форма заполняется последовательно разными сплавами через самостоятельные литниковые системы, расположенные на разных уровнях. Однако, таким образом можно легировать только одну горизонтальную поверхность, а одновременная усадка с различной скоростью приведет к расслоению и появлению трещин. Снижается выход годной продукции из-за двух литниковых систем. Технически трудно осуществить способ при заливке форм с помощью кранов - так как расположить два крана над одной формой невозможно, то обходимо изготавливать отдельный желоб, по которому металл будет поступать в форму из второго ковша. Это связано с невозможностью прерыва струи при заливке литейной формы. Способ невозможно осуществить при получении мелких отливок.
Известен способ поверхностного легирования отливок холодильных плит доменных печей (А.с. №501831 СССР B22D 10/02), согласно которому в полость литейной формы со стороны рабочей поверхности отливки помещают твердые добавки алюминия гранулированного и куска износостойкого чугуна слоем толщиной от 6 до 12 мм, на поверхность которого устанавливают удерживающую холодильную сетку с размерами ячейки от 5 до 15 мм. Способ имеет ограниченные возможности, т.к. в результате формируется легированный слой, имеющий границу раздела с основным металлом. Для деталей, работающих в условиях циклических нагревов до высоких температур, например, более 1000°С, произойдет отслоение данного слоя. Холодильные плиты работают длительное время при тепловых нагрузках и охлаждаются изнутри водой. Кроме того, легируется только нижняя сторона отливки.
Известны способы повышения износостойкости отливок путем установки в стенку формы нерасплавляемых вставок из высокохромистого чугуна (Тен Э.Б., Бишкенов К.Б. Повышение срока службы литых зубьев ковшей карьерных экскаваторов // Литейное производство, 1981, С. 18-19; Михайлов A.M., Сарлин М.К., Филатов В.Н. и др. Повышение износостойкости рабочих поверхностей зубьев ковшей экскаваторов // Литейное производство. 1970, С. 10-12). Данное направление перспективно для отливок, работающих при одном характере нагружения - абразивном. Зуб ковша не подвергается значительным ударным нагрузкам, как, например, брони конусных дробилок, а в случае термоциклирования с высокими температурами поверхностное армирование также не применяется.
Не нашло применение в промышленности такое направление, как упрочнение поверхности литых деталей взрывом из-за повышения стоимости и нестабильных результатов по свойствам деталей при их сложной конфигурации. В литературе остались данные для высокомарганцевой стали, работающей на износ. Данных по применению этого направления для повышения жаростойкости нет.
Произвести поверхностное легирование отливки можно путем нанесения пасты с наполнителем на поверхность литейной формы. Обобщающие выводы по применению паст даны в работе (Сварика А.А. Покрытия литейных форм. М.: Машиностроение, 1977, С. 98-101).
Основными из них являются:
1) легирование протекает эффективно, когда поверхность легирующего материала, соприкасающегося с расплавом, свободна от пленок связующего вещества и оксидов;
2) основной металл отливки должен проникать в легирующее покрытие, окружать зерна легирующего материала, расплавляясь оплавлять или растворять его;
3) при поверхностном легировании отливок тугоплавкими веществами целесообразно вводить в легирующий слой сплавы с температурой плавления ниже температуры основного металла, чтобы облегчить растворение тугоплавкого легирующего материала;
4) использование химических источников теплоты (экзотермических реакций в слое покрытия) допустимо, когда к качеству поверхности легированного слоя не предъявляются особые требования, т.к. продукты экзотермических реакций повышают шероховатость поверхности отливки.
В работе (Михайлов A.M., Сарлин М.К., Филатов В.Н. и др. Повышение износостойкости рабочих поверхностей зубьев ковшей экскаваторов // Литейное производство, 1970, №10, С. 9-11) представлены сравнительные результаты от применения поверхностного легирования формы пастой и вставками для отливок из стали 110Г13Л. В качестве легирующих компонентов использовали 60% среднеуглеродистый феррохром ФХ650 и по 20% среднеуглеродистого и высокоуглеродистого ферромарганца. Зернистость порошков от 0,2 до 1,0 мм. В качестве связующего использовали 15%-ный раствор жидкого стекла. В количестве от 8 до 10 мм на 100 г пасты. При использовании пасты в структуре стали сформировался слой, насыщенный карбидами хрома. Использование этого метода для деталей, испытывающих два вида нагрузок, - ударные, а затем истирающие нагрузки (конусные брони крупных дробилок) вызовет разрушение этого хрупкого слоя. Невозможно применить данный способ для повышения жаростойкости отливок из-за внесения большого количества углерода, снижающего жаростойкость. Кроме того, жидкое стекло обволакивает зерна порошков и полностью не разрушается при контакте с жидкой сталью, образуя в ней неметаллические включения.
В работе (Михайлов A.M. Поверхностное упрочнение отливок легирующими материалами // Литейное производство, 1970, №2, С. 27-28) показано, что при температуре заливки стали 1560°С она частично растворяет зерна феррохрома, имеющие размер от 0,2 до 0,6 мм, а при уменьшении размера зерен происходит спекание пасты. Большим недостатком процесса является помол феррохрома, при котором образуется большое количество фракций различных фракций. Кроме того, необходимо вести операцию рассева порошка после помола.
В работе (А.с. №662261 СССР, B22D 19/02) в состав обмазки вводили легковыгораемый пенополистирол и в слое обмазки делали отверстия для увеличения поверхности контакта металлического расплава с легирующим порошком - низкоуглеродистым феррохромом. Это позволяет увеличить толщину обмазки. Этому способу присущи все недостатки предыдущих способов.
В работе (Микрюков Р.А., Ухин Ю.В., Гаврилин И.В. Поверхностные процессы на границе металл-форма // В кн. «Прогрессивная технология литейного производства», Горький, Волго-Вятское книж. изд., 1960, С. 95-98) сухой ферромарганец наносили на поверхность стержня, покрытого клеем из пульвербакелита, растворенного в спирте. Однако использование только органического связующего приводит к его быстрому выгоранию еще в начале заливки сплава в форму и осыпанию легирующего порошка.
Так как легирующее покрытие оказывает захолаживающее действие на заливаемый металл, в работах (А.с. №114639 СССР, B22D 19/02; Омельченко B.C. Экзотермический способ поверхностного легирования отливок//Литейное производство, 1965, С. 4-5; Старцев В.А., Умрихин A.M., Сидоров Ю.А. и др. Поверхностное легирование стальных отливок ванадием // В кН. «Прогрессивная технология литейного производства», Горький, Волго-Вятское изд., 1969, C. 90-94; Тавадзе Ф.Н., Николаев О.Б., Петриашвили Б.В. Металлотермическое поверхностное легирование чугуна хромом // Литейное производство, 1964, №1, С. 26-27) было предложено использовать тепло экзотермических реакций восстановления окислов металлов активными металлами-восстановителями. Например, использовали в составе пасты оксиды хрома или ванадия с дисперсного добавками алюминиевого порошка и легкоплавкими хлоридами или фторидами, которые должны разъедать образующуюся на частицах алюминия оксидную пленку. Алюминий восстанавливает тугоплавкие элементы из их оксидов. Недостатком данного способа, по мнению автора работы (Сварика А.А. Покрытия литейных форм. М.: Машиностроение, 1977, С. 100), является недостаточная чистота легированной поверхности из-за наличия шлаковых включений.
Таким образом, применение обмазки неэффективно по следующим причинам:
1. Введение в технологический процесс дополнительных операций размола, рассева, приготовления обмазки, сушки нанесенного слоя при температуре 200°С значительно повышает затраты производства.
2. По сравнению с вертикальными поверхностями отливки плохие результаты получаются на нижних горизонтальных плоскостях, куда расплавленное легирующее покрытие стекает, и худшие на горизонтальных верхних плоскостях, откуда стекает покрытие.
3. Использование тугоплавкого наполнителя (низкоуглеродистый феррохром), температура плавления которого превышает температуру заливки сплава, требует введение в состав обмазки легкоплавкого компонента, содержащего большое количество углерода. Это приводит к снижению таких свойств стали, как жаростойкость при циклических нагревах и износостойкость при сильном ударном нагружении отливки. В отливке образуется слой с ярко выраженной границей нового состава.
4. Применение только органического растворителя в пасте приводит к осыпанию легирующего слоя на начальной стадии заливки металла в форму.
Известны способы поверхностного легирования отливок при использовании в форму расплавляемых вставок, которые позволяют более равномерно распределять легирующий элемент по поверхности отливки. Особенностью способа (Усков И.В., Крушенко Г.Г., Миллер Т.Н., Пинкинн В.Ф. Формирование и свойства поверхностно-легированного слоя в отливке/ Литейное производство, 1992, №11, С. 3) является упрочненный слой, в котором не происходит пересыщения основной фазы - γ - твердого раствора (аустенит) элементами легирующей композиции, которая включает в себя Ni (основа), Cr, В, Si, С. Температура плавления легирующей вставки 1020°С, что объясняется малым содержанием хрома и присутствием углерода. Такой сплав хорошо совмещается с поверхностью отливки и может служить в условиях термоциклирования. Однако низкая температура плавления не позволяет применять этот способ для отливок, работающих кратковременно при температуре более 1000°С или точнее 0,8 от температуры плавления. Так как отливки из стали, содержащей 19% никеля (40Х25Н19Л), возможно эксплуатировать при температуре до 1300°С ГОСТ 5639-88 применение вставок из никеля с малым содержанием других элементов, экономически неэффективно.
Известен способ изготовления отливки повышенной износостойкости (Пат. №2192938 Россия, B22D 27/18), согласно которому в верхнюю часть формы устанавливают пластину толщиной 3 мм. Пластина изготовлена из порошка тугоплавкого карбид-вольфрама с размером частиц от 0,30 до 0,18 мм и связующего водного раствора декстрина. Считается, что при заливке металла в форму в момент достижения уровня пластины связующее должно выгорать, и твердые частицы карбид-вольфрама, имеющие больший удельный вес, будут равномерно оседать на нижнюю поверхность формы и образуют армированный слой. Однако связующее начнет выгорать сразу после поступления металла в полость формы, порошок начнет осыпаться и скорее всего не успеет достичь основания формы, т.к. твердая корочка металла образуется через несколько секунд после заливки или сразу для тонкостенных отливок с развитой горизонтальной поверхностью в форме. Даже при образовании твердо-жидкой фазы металла оседание тугоплавких частиц будет затруднено или невозможно, т.к. они оказывают захолаживающее действие на заливаемый металл. Данный способ близок с суспензионной заливке и предполагает фактически объемное легирование отливки.
В работе (Тен Э.Б., Бишкенов К.Б. Повышение срока службы литых зубьев ковшей карьерных экскаваторов//Литейное производство, 1981, №10, С. 18-20) произведена сравнительная оценка эффективности трех способов упрочнения зубьев ковшей горных экскаваторов: поверхностное армирование пластинами из износостойкого чугуна ИЧХ15Г4Т, локальное легирование носовой части зуба и поверхностное легирование. Для последних двух случаев использовали вставки толщиной 18 мм, изготовленные из пороков фракции от 0,6 до 0,8 мм феррохрома (60% масс.) и высокоуглеродистого ферромарганца (40% масс.) со связующим из жидкого стекла. Результаты показали, что использование поверхностного армирования дает хороший результат только при перегрузке твердых пород руды, т.е. этот способ лучше использовать при одном характере нагружения. Локальное (частично-объемное) легирование показало быстрое затупление зубьев, даже в большей степени, чем у не упрочненных зубьев. Наилучшие результаты показал способ поверхностного легирования, однако, по мнению авторов, он менее технологичен: операции помола и рассева ферросплавов, формование вставок заметно увеличивают затраты. Следует отметить, что зуб ковша подвергается небольшим ударным нагрузкам, поэтому формирование упрочненного слоя с ярко выраженной границей раздела помещает использование этого метода для условий эксплуатации отливки при различных видах нагружения. Сопротивление ударным нагрузкам будет снижаться из-за присутствия в легированном слое неметаллических включений, образовавшихся из жидкостекольного связующего.
Эти же недостатки присущи способам (А.с №917903 СССР, B22D19/00, B22D 27/18 и А.с №944781 СССР, B22D 27/20). В первом способе в состав вставки, изготавливаемой в виде каркаса из тугоплавких и легкоплавких частиц, вводят пенообразователь, а затем полученные поры заполняют легкоплавким легирующим компонентом в вибро- или пневмопотоке. Это позволяет увеличить в составе вставки количество легирующего компонента. Во втором случае изготовленную из легирующих порошков вставку вместо сушки подвергают замораживанию при температуре от -4 до -40°С, затем форму заливают серым чугуном при более высокой температуре - 1400°С, что на 20 и более градусов выше обычной температуры. При заливке замороженной формы сталью возможно вскипание металла.
Известен способ местного легирования отливок, согласно которому на участки рабочей поверхности формы наносят покрытие на основе материала, выделяющего при контакте с жидким металлам газообразный легирующий элемент, например, на основе мелкодробленого азотированного ферромарганца (А.с. №589073 СССР, B22D 27/20). В форму вставляются сотообразные вставки из высокоуглеродистого феррохрома или алюминия толщиной до 5 мм, на их поверхность наносят слой краски толщиной до 3 мм на основе азотированного марганца фракцией до 2 мм и жидкого стекла. Упрочнение металла происходит за счет образования нитридов. Авторы отмечают, что легированный слой состоит из трех переходных зон, крайняя зона разрушается, т.к. переходная зона более пластичная. Следует отметить трудность регулирования реакции разложения марганца, что может привести к появлению поверхностной газовой пористости, а также появление неметаллических включений - продуктов разложения жидкостекольного связующего.
Представленные в работе (Тихий В.А., Денисов В.А., Клименко В.В., Агрызков Л.Е. Повышение износостойкости литых деталей горнорудного оборудования // Литейное производство, 1981, №3, С. 25-26) данные по положительному влиянию объемного легирования вставками из порошков ферросплавов на эксплуатационный ресурс отливок черпаков не могут быть связаны с легированием. В центр отливки толщиной 50 мм помещали легирующую вставку толщиной от 7 до 9 мм. Толщина легированного слоя в центре стержня отливки составила от 10 до 12 мм. При износе (утонении) на 50% деталь снимается с эксплуатации, она теряет конструкционную прочность. Зона износа не попадает в размер легированной зоны. Очевидно, феррохромовый порошок в центре отливки сыграл роль холодильника, что ускорило затвердевание стали и измельчение первичного зерна. Следует отметить, что зона легирования всего на 3 мм больше толщины легирующей вставки, или зона легирования, выходящая за пределы размеров вставки, составляет около 1/3 ее толщины. Это очень маленькая величина для условий поверхностного легирования. Т.к. установка такой массивной вставки на расстоянии от 2 до 3 мм от стенки формы приведет к быстрому охлаждению жидкой стали и не позволит расплавиться легирующему компоненту. Кроме того, изготовление и крепление в форме формованных вставок толщиной до 1 мм невозможно в виду их хрупкости.
Представленный анализ показал, что в настоящее время не существует эффективного способа поверхностного легирования отливок в форме. В основном все способы связаны только с упрочнением поверхности для условий эксплуатации при преимущественно одном виде воздействия окружающей среды. Однако существует ряд условий, когда на литые детали воздействуют несколько сильно различающихся по виду разрушающих факторов. К комплексным разрушающим факторам относятся:
1. Высокая температура и кратковременность термоциклирования при длительном режиме эксплуатации. Примером могут служить колосники обжиговой машины, изготавливаемые из стали 40Х24Н12СЛ. Их срок службы колеблется от 0,5 до 3 лет. Обжиговая машина представляет собой замкнутый конвейер длиной от 120 до 132 м. Один цикл обжиговой машины включает в себя прохождение зон с температурой верхней части 90-150-900-1280-950-170°С за 30 минут и охлаждение при движении по нижней стороне к исходному положению. В зоне с температурой 1280°С колосник находится 6 минут. Для длительной эксплуатации сталь должна обладать высокими термостойкостью и жаростойкостью одновременно. Сталь содержит большое количество дорогого никеля, поэтому экономически выгодно провести поверхностное легирование отливки.
2. Отливки из углеродистой стали работают в условиях кавитации и в слабокоррозионной среде. При большом давлении пузырьки воздуха в воде схлопываются, что приводит к ударному воздействию на поверхность литой детали.
3. Конусные брони из высокомарганцевой стали подвергаются сильному ударному воздействию руды с последующим ее абразивным воздействием. После закалки структура должна быть однофазной. Допускаются лишь мелкие карбиды и нитриды внутри зерна аустенита.
Представленный анализ позволил сформулировать требования к качеству легированной поверхности литых деталей, работающих в условиях одновременного воздействия нескольких видов нагрузок:
1. Легированная зона не должна иметь однородную структуру без пересыщения тугоплавкими фазами.
2. Легированная зона не должна иметь границы раздела с основным металлом.
3. Основной легирующий элемент как минимум не должен ухудшать одно из главных из свойств стали при улучшении других.
4. Основной легирующий элемент должен хорошо растворяться при температуре заливки стали, а размер легированной зоны желательно должен соответствовать размеру допускаемой зоны износа.
Известен способ местного легирования отливок и слитков - А.с. №1077697 СССР, B22d 27/20. В форму ставят многослойный холодильник с расплавляемым легированным наружным слоем. Количество и состав расплавляемого наружного слоя определяется по правилу смешения с коэффициентом растворимости от 0,5 до 0,7. Масса холодильника составляет от 2 до 12% от массы легируемого слоя. Способ ограничен к применению для получения отливок, работающих при воздействии циклических нагрузок, например, термоциклирования. Следует отметить усложнение технологического процесса, например, расплавляемый слой на холодильнике формируется растворением тугоплавких карбидов хрома в жидком высокохромистом чугуне и затем этот состав наносится на не расплавляемый полностью холодильник. Данный способ выбран в качестве аналога, т.к. при массе холодильника до 2% он может раствориться при определенной толщине и температуре заливаемого сплава. Следует отметить, что способ предполагает расплавление только наружного слоя холодильника.
Ближайшим аналогом заявленного изобретения является способ поверхностного легирования стальных отливок в разовых формах, включающий установку в полости формы легирующих элементов в виде пластин толщиной от 0,10 до 0,15 мм, стержней или спиралей (А.с. №119316 А SU, 01.01.1959). Недостатком способа является отсутствие данных о количестве легирующих элементов и особенностей их расположения в форме.
Заявленное изобретение отличается от известного решения тем, что легирующие элементы выполняют в виде скоб, установленных методом втыкания в поверхность формы, формирующую легированную поверхность стальной отливки, при этом спинку скобы располагают на расстоянии от внутренней поверхности формы, равном 1,1-2,5 толщины спинки, а расстояние между легирующими элементами составляет 3,75-5,00 от толщины спинки скобы, при этом легирующий элемент выполняют из сплава, имеющего температуру плавления на 100-130°С ниже температуры заливки стали в форму, а масса легирующего элемента составляет от 2,58·10-2 до 4,30·10-2 г/см2 площади легируемой поверхности.
Техническим результатом изобретения является способ, позволяющий осуществить поверхностное легирование стальной отливки при заливке литейной формы без образования зоны, имеющей границу раздела с основным металлом.
Для сравнения эффективности прототипа и предлагаемого метода провели эксперименты. За основу взяли сталь 40Х24Н12СЛ, которая является базовой для производства колосников обжиговых машин. При нагревах в стали увеличивается количество карбидов хрома, а теплосмены (через 30 минут) способствуют образованию на поверхности отливки мелких трещин. Так как сталь очень вязкая, ее разрушение происходит за счет медленного расхождения сторон трещин, деформации колосника и разрушения. Изготавливали литейные формы для получения отливки в виде куба с размером сторон 40 мм, что соответствует ширине, толщине и высоте колосника. В качестве вставки использовали скобы из стальной никелированной проволоки (прототип) и проволоки технического нихрома Н80Х20. Технический нихром имеет в своем составе, % масс.: от 73 до 78 Ni, от 19 до 21 Cr, 1 Si, 0,7 Mn и в среднем 2,5 Fe. Температура плавления такого нихрома 1400°С. Диаметр проволок 0,4 и 0,8 мм, длина 15 мм, высота ножек 3 мм. Такой порядок позволял исключить контакт легирующего элемента со стенкой формы и увеличить его удельную поверхность, способствовал его растворению.
Поверхностное легирование проводили но четырем вариантам:
Варианты №1 и №2. Скобы из нихромовой проволоки диаметром 0,4 (№1) и 0,8 мм (№2) втыкали в противоположные вертикальные стенки рабочей полости формы в два ряда по 12 и 4 штук в ряду соответственно. Расстояние от горизонтальной части скобы до стенки формы - 1 мм. Расстояние между скобами диаметром 0,4 и 0,8 мм составляло 2 мм и 3 мм соответственно.
Вариант №3 и №4. Количество скоб из нихромовой проволоки диаметром 0,8 мм увеличили до 10 и до 12 шт.
Вариант №5. Тоже со стальными скобами диаметром 0,8 мм (10 штук).
Сталь 40Х24Н12СЛ получали в лабораторной индукционной печи и она имела один химический состав. Содержание элементов следующее, % масс: 0,39 С; 0,75 Si, 0, 49 Mn; 23,28 Cr; 11,77 Ni; 0,029 S; 0,040 Р. Формы заливали сверху при температуре стали 1500+10°С для вариантов №1 и №2 и 1520+10°С для двух остальных. Температура заливки данной стали обычно находится в пределах от 1500 до 1530°С, что зависит от конфигурации отливки. Через 15 минут отливки вытаскивали из формы. Полученные литые кубики имели размеры 39,9×39,9×39,8 мм. Всего было получено 10 отливок, по два для каждого варианта. В трех отливках первых трех вариантов определяли глубину легированной никелем зоны. В варианте №4 скобы растворились частично, а в варианте №5 скобы не растворились. Вторые отливки проверяли на термостойкость. Химический анализ делали рентгеноспектральным методом на установке ДФС-51 в пяти местах на каждой площади. Металл анализировали, снимая по 0,5 мм с каждой легированной стороны до тех нор, пока содержание никеля не приблизилось к его величине в исходном металле. Разброс по содержанию хрома в анализах не превышал 0,53%, фосфора 0,004%, серы 0,001%, углерода 0,1%, кремния и марганца 0,01%. Данные по содержанию никеля приведены в таблице №1.
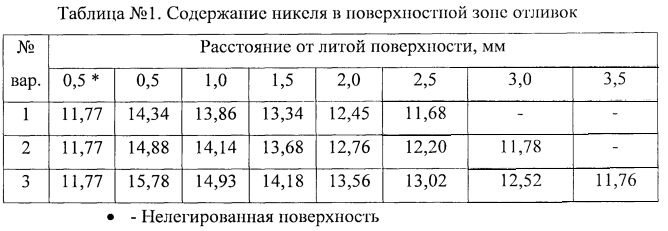
Представленные результаты показывают, что при использовании предлагаемого способа поверхностного легирования глубина зоны насыщения металла никелем составляет от 2 до 3 мм или от 5 до 7,5% от толщины отливки при полном растворении легирующего компонента и отсутствии границы раздела. Обобщенные данные приведены в таблице №2.

ЛЭ - легирующий элемент, Niср - среднее содержание никеля в зоне легирования,
К - отношение массы ЛЭ к массе стали в зоне легирования, %.
Массу стали в легируемой зоне Мст рассчитывали по формуле:
Мст=(0,399·0,398·h)·ρ-МЛЭ,
где ρ=7,85 г/см3 - плотность стали; МЛЭ - масса легирующего элемента в зоне, г.
Способность ЛЭ растворяться в определенном объеме жидкой стали зависит от температуры стали и удельной поверхности ЛЭ, т.е. величины его поверхности, контактируемой с жидкой сталью, т.к. сталь быстро затвердевает после заливки. Поэтому параметрами процесса должны являться соотношение между толщиной ЛЭ и промежутки между ними при фиксированном расстоянии до внутренней поверхности формы. В данном случае для первых трех вариантов длина ЛЭ (с учетом длины ножек скобы 1 мм, остающихся в рабочей полости формы) равна 17 мм, составляет от 1,1 до 2,5 от его толщины (диаметра), а расстояние между легирующими элементами составляет от 3,75 до 5,00 от толщины при массовом содержании ЛЭ от 1,64 до 1,85%. Для снижения расхода ЛЭ возможно вставлять ножки скоб в выгораемую при заливке металла пластину, имеющую толщину, соразмерную с величиной легируемой зоны отливки и которая накладывается на поверхности формы, при этом спинка скоб находится со стороны внутренней поверхности формы. При вхождении ножек скоб на 2 мм в стенку формы длина скобы сократится на 4 мм или на 19% от общей длины исходной заготовки нихрома. Однако это в небольшой степени увеличивает трудоемкость процесса.
Снижение содержания ЛЭ, расположенного на глубине 1 мм от поверхности формы, менее 2,58·10-2 г/см-2 не эффективно, т.к. содержание никеля на глубине 2 мм (12,45% масс.) всего на 5,77% больше его среднего содержания в стали - 11,77%. Уменьшение массы ЛЭ приведет к дальнейшему снижению размера легированной зоны. Увеличение содержания ЛЭ более 4,30·10-2 г/см2 приводит к появлению не растворившейся фазы нихромовой проволоки.
Отливки, легированные по вариантам №3 и №5, проверяли на термостойкость. Для этого их нагревали в печи до температуры 950°С, выдерживали в течение 30 минут и опускали в воду. Имеющую температуру 20°С на 2 минуты. Затем отливки охлаждались на воздухе. Время охлаждения - 30 минут, затем их помещали в нагретую печь опять на 30 минут. Через 37 циклов вокруг ножек скоб варианта №5 появились мелкие трещины. На поверхности отливки, легированной по варианту №3, трещин не было. Таким образом, армирование отливки при эксплуатации в режиме, приближенном к режиму обжиговой машины, показало недостаточную термостойкость.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕЛЬЧЕНИЯ ЗЕРНА СТАЛИ В ПОВЕРХНОСТНОМ СЛОЕ ОТЛИВКИ | 2014 |
|
RU2579329C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧУГУННОГО ВАЛКА ДЛЯ ПРОКАТНОГО СТАНА | 2024 |
|
RU2824082C1 |
| Способ поверхностного легирования отливок из металлических сплавов на заданную глубину | 2016 |
|
RU2660446C2 |
| Способ изготовления легирующих вставок для локального легирования отливок | 1979 |
|
SU944781A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ОТЛИВОК МЕТОДОМ ЛИТЬЯ ПО ГАЗИФИЦИРУЕМЫМ МОДЕЛЯМ | 2012 |
|
RU2514250C1 |
| Способ легирования тонкостенных чугунных отливок | 2022 |
|
RU2784305C1 |
| Способ получения отливок из железоуглеродистых сплавов с легированным поверхностным слоем, содержащим карбид титана | 2016 |
|
RU2649600C2 |
| Способ поверхностного легирования отливок | 1985 |
|
SU1313556A1 |
| Способ поверхностного легирования отливок | 1984 |
|
SU1186381A2 |
| Способ местного легирования отливок | 1976 |
|
SU589073A1 |
Изобретение относится к области литейного производства и может быть использовано для поверхностного легирования для отливок, подвергающихся нескольким видам нагрузок, например, для литых деталей, работающих в условиях высоких температур и резких теплосмен. Способ поверхностного легирования включает изготовление по постоянной модели разовой литейной формы, установку в полости формы легирующих элементов, имеющих температуру плавления на 100-130 градусов ниже температуры заливки стали. Легирующий элемент выполняют в виде скобы и устанавливают в форму методом втыкания в ее поверхность, формирующую легированную поверхность отливки. Спинку скобы устанавливают на расстоянии от внутренней поверхности формы, равном 1,1-2,5 ее толщины. Расстояние между легирующими элементами составляет величину 3,75-5,00 от ее толщины при массе легирующего элемента от 2,58·10-2 до 4,30·10-2 г/см2 площади легируемой поверхности. Обеспечивается снижение расхода легирующих компонентов и увеличение срока службы литых деталей. 2 табл.
Способ поверхностного легирования стальных отливок в разовых формах, включающий установку в полости формы легирующих элементов, отличающийся тем, что легирующие элементы выполняют в виде скоб, установленных в стенках формы, поверхность которой формирует легированную поверхность стальной отливки, при этом спинку скобы располагают на расстоянии от внутренней поверхности формы, равном 1,1-2,5 толщины спинки, а расстояние между легирующими элементами составляет величину 3,75-5,00 от толщины спинки скобы, при этом легирующий элемент выполняют из сплава, имеющего температуру плавления на 100-130 градусов ниже температуры заливки стали в форму, а масса легирующего элемента составляет от 2,58·10-2 до 4,30·10-2 г/см2 площади легируемой поверхности.
| Способ местного легирования отливок | 1958 |
|
SU119316A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВКИ ПОВЫШЕННОЙ ИЗНОСОСТОЙКОСТИ | 2000 |
|
RU2192938C2 |
| Способ поверхностного легирования отливок | 1984 |
|
SU1186381A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ ЧУГУННЫХ ОТЛИВОК | 2001 |
|
RU2207218C2 |
| ПРИВОД КРУГЛОВЯЗАЛЬНОЙ МАШИНЫ | 1992 |
|
RU2074912C1 |

