Способ определения дефектов в структуре деталей, в частности, предназначен для определения координат дефектов в структуре деталей. Сущность изобретения: регистрация акустической эмиссии (АЭ) и измерение задержки времени прихода сигнала к шести приемникам, размещенным двумя треугольными группами на детали. В способе предусмотрена силовая нагрузка детали до появления сигнала АЭ, измерение скорости звука υ в детали и определение трех координат местоположения дефекта в локальной прямоугольной системе координат.
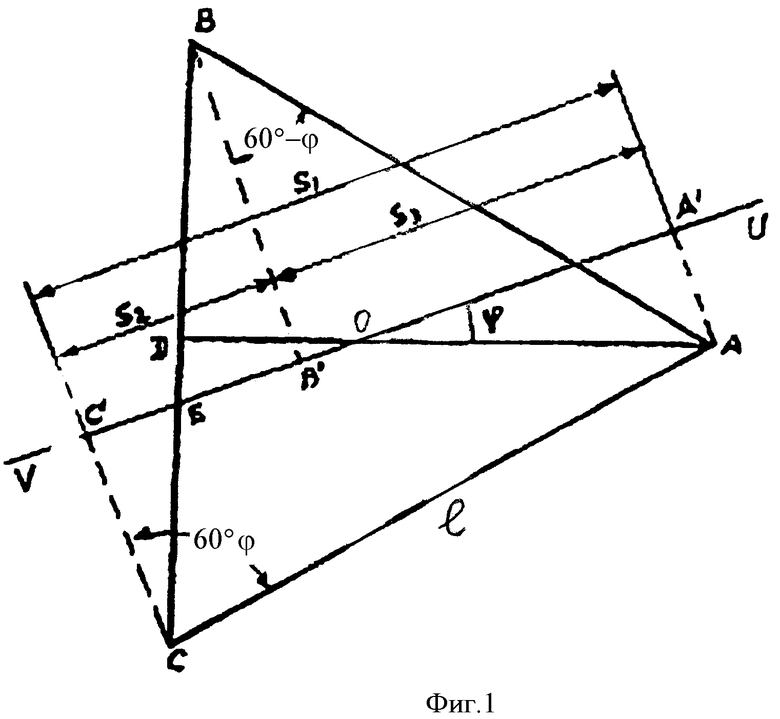
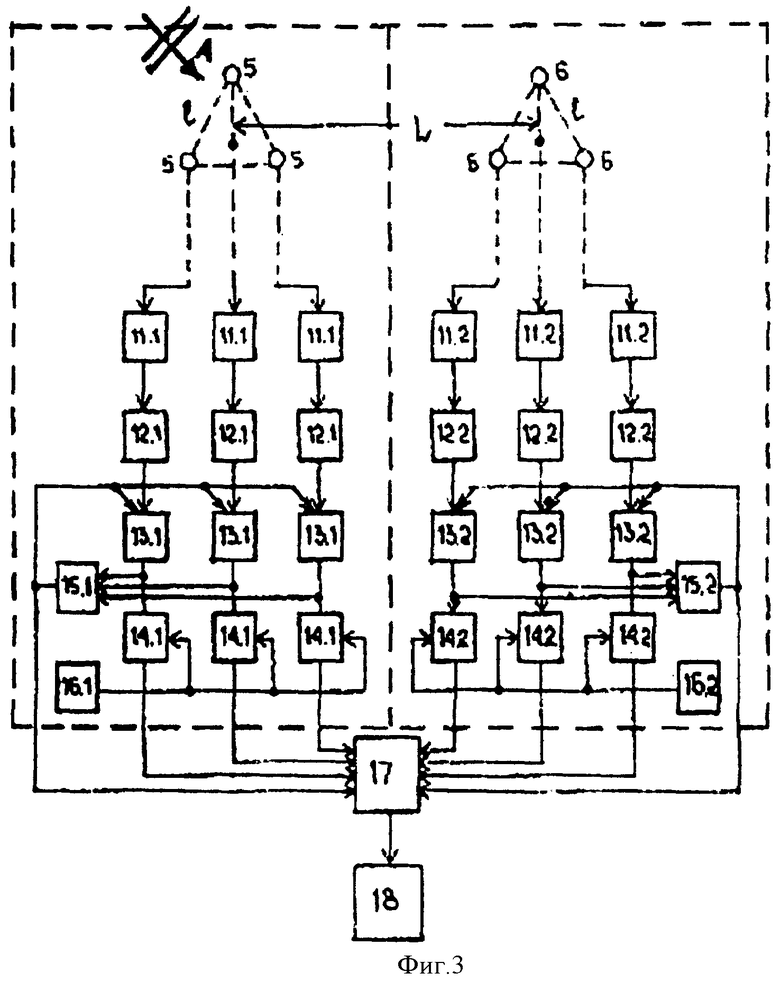
Решение задачи определения дефектов в структуре деталей основано на теореме о проекциях сторон равностороннего треугольника на прямую, вращающуюся вокруг центра равностороннего треугольника (фиг.1), которая читается следующим образом: если некоторая прямая UV, первоначально совпадающая с биссектрисой АД равностороннего треугольника АВС со стороной 1, вращается против часовой стрелки в плоскости треугольника вокруг его центра О, то проекции S1, S2, S3 сторон треугольника на эту прямую изменяются по закону синуса, т.е.  . В соответствии с теоремой временные задержки t1, t2, t3 прихода фронта сигнала АЭ в вершины треугольника будут изменяться аналогично проекциям сторон треугольника (фиг.2).
. В соответствии с теоремой временные задержки t1, t2, t3 прихода фронта сигнала АЭ в вершины треугольника будут изменяться аналогично проекциям сторон треугольника (фиг.2).
 ,
,
где: 1 - линейные размеры стороны треугольника,
υ - скорость распространения звука в детали,
φ - угол (направление) на источник сигнала (дефект),
Т=1/υ - время прохождения звука в материале детали на расстоянии, равном 1.
Таким образом, если измерены временные задержки, то φ определяется однозначно по формулам:

Известен способ диагностики повреждений конструкций и деталей, патент №2352931 РФ, Бюл. 11, 2009, заключающийся в том, что устанавливают на равностороннем треугольнике в его вершинах приемники, сторона треугольника менее 100 мм, а скорость звука в материале треугольника меньше скорости в детали. Приемники имеют акустический контакт с деталью. Измеряют временные задержки прихода сигнала АЭ в вершины треугольника от места нахождения дефекта, определяют по временным задержкам направление из центра треугольника на дефект, который излучает сигнал АЭ, учитывают какие и сколько дефектов имеется для данной точки установки треугольника, определяют углы между направлением на дефекты (если их больше одного) и плоскостью размещения треугольника, переносят треугольник с приемниками в другую характерную точку и выполняют те же действия, что были выполнены для первой точки размещения треугольника, определяют точки пересечения направлений из обеих точек, анализируют информацию измерений и делают выводы о пригодности детали к использованию.
Основными недостатками способа являются:
- низкая точность определения местоположения дефектов в детали за счет двойного измерения акустической эмиссии и временных задержек, которые отличаются друг от друга,
- низкая оперативность, так как для получения информации увеличено время в два раза за счет выполнения необходимых действий при выполнении эксперимента измерений.
Цель - повышение точности и оперативности определения местоположения дефектов при изготовлении и эксплуатации деталей.
Поставленная цель достигается тем, что в архитектуре способа определения местоположения дефектов в детали используются два треугольника для одновременного измерения временных задержек в двух точках, сторона обоих треугольников менее 60 мм (они идентичны), частота тактовых (счетных) импульсов равна 1,5 МГц. В деталях толщиной менее 2,5 мм измеряют временные задержки прихода сигнала АЭ в вершины обоих треугольников при нагрузке, вызывающей сигналы АЭ.
Каналы каждого треугольника работают с одним и тем же сигналом АЭ, ЭВМ первого и второго треугольников вычисляют независимо друг от друга направление на дефект и только в конце вычислений информация со второй ЭВМ передается на первую для вычисления координат дефекта.
Определяют по временным задержкам направления из центров обоих треугольников на источник излучения сигнала АЭ, учитывают наибольшую плотность меток одинаковых направлений сигнала АЭ, определяют угол между направлением на источник и биссектрисой начала отсчета. Определяют точку пересечения направлений из центров обоих треугольников, анализируют полученную информацию и делают выводы о пригодности детали.
Раскрывая более детально сущность настоящего способа определения дефектов в структуре деталей, необходимо отметить, что согласно данному способу осуществляют определение скорости υ распространения акустической эмиссии (АЭ) в детали, установку приемников сигналов на детали, нагружение детали до появления сигналов АЭ, прием сигналов АЭ, измерение каждой временной задержки прихода сигнала к приемникам, по которым определяют область вероятного местонахождения дефектов детали, при этом на детали устанавливают два равносторонних треугольника со стороной 1, длиной менее 60 мм, располагают треугольники в одной плоскости, а их основания на одной прямой, располагают исследуемое пространство на продолжении плоскости треугольников, размещают в вершинах треугольников приемники сигналов АЭ, измеряют временные задержки t1, t2, t3 прихода сигнала от источника АЭ к приемникам, при этом временные задержки t1, t2, t3 прихода фронта сигнала АЭ в вершины треугольника будут изменяться согласно формулам:
t1=(1/υ)·sin(60°+φ), t2=(1/υ)·sinφ, t3=(1/υ)·sin(60°-φ),
где φ - угол, отмеряемый против часовой стрелки между биссектрисой угла и направлением на дефект, проходящим через центр треугольника, определяют углы φ1, φ1', характеризующие направление на дефект для первого и второго треугольника по формуле φ1(φ1')=arcsin(t2/T),
где Т=1/υ - время прохождения звука в детали на расстоянии, равном 1, а t2 - наименьшая задержка в каждом треугольнике, определяют точку пересечения направлений - местонахождения дефекта детали, берут значение угла φ1, φ1', характеризующие направление на дефект для первого и второго треугольника, и определяют точку пересечения направлений из двух точек, определяют расстояние S от центра первого треугольника до точки пересечения направлений из центров первого и второго треугольников по формуле:
S=L·sinα2/[sin(180°-α1-α2)],
где α1 - угол между линией направления на дефект детали из центра первого треугольника и прямой, соединяющей центры треугольников L,
φ2 - угол между линией направления на дефект детали из центра второго треугольника и прямой, соединяющий центры треугольников L, принимают оси прямоугольной системы координат с центром первого треугольника, вычисляют координаты
х=S·sin(90°-α1),
у=S cos(90°-α1),
определяют точный угол направления на эпицентр углубленного дефекта детали из центра первого треугольника
φуточн 1=(φ2+φ3)/2,
где φ2 и φ3 - углы, характеризующие направление на эпицентр углубленного дефекта из центра первого треугольника, связанные с малой и средней задержками при оценке углубленного дефекта,
определяют величину временной задержки для плоскости, в которой установлен первый треугольник t'2углубл=T·sinφуточн1,
определяют угол β1 на дефект детали из центра первого треугольника
β1=arccos(t2/t'2углубл)
определяют φуточн2 - точный угол направления на эпицентр углубленного дефекта детали из центра второго треугольника
φуточн2=(φ2'+φ3')/2,
где φ2' и φ3' - углы, характеризующие направление на эпицентр углубленного дефекта из центра второго треугольника, связанные с малой и средней задержками при оценке углубленного дефекта,
определяют величину временной задержки для той же плоскости, в которой установлен первый треугольник, используя значение φуточн2
t''2углубл=Tsinφуточн2,
определяют угол β2 на дефект детали из центра второго треугольника
β2=arccos(t2/t''2углубл),
определяют расстояние S от центра первого треугольника до точки пересечения направлений из центров первого и второго треугольников по формуле
S=Lsinα2/[sin(180°-α1-α2)],
а затем вычисляют координаты x1, у1, z1 (абсциссу, ординату и аппликату) по формулам
x1=S·sin(90°-α1),
у1=S·cos(90°-α1),
z1=S·tgβ1(tgβ2).
Для деталей толщиной меньше 10,0 мм способ реализуется следующими действиями: определяют скорость υ распространения акустических сигналов в материале детали, устанавливают на детали две треугольные группы со стороной 1 (размер не более 20 мм), в вершинах которых размещены приемники АЭ, нагружают деталь до появления сигналов АЭ, измеряют временные задержки t1, t2, t3 прихода сигнала к приемникам, которые на основании теории отвечают формулам (2).
t1=(1/υ)sin(60°+φ), t2=1/υsinφ, t3=1/υsin(60°-φ)
Определяют угол φ1 - направление на источник АЭ из центра первого треугольника О по формуле φ1=arcsin(t2/Т), измеряют временные задержки прихода сигнала к приемникам для второго треугольника, определяют угол φ1' - направление на дефект (источник АЭ) из центра второго треугольника с учетом наибольшей плотности меток сигналов данного направления φ1'=arcsin(t2/Т), измеряют расстояние L между центрами треугольников, определяют точку пересечения направлений - местоположения дефекта детали, определяют по данным информации первого треугольника и второго треугольника поверхностную точку дефекта и вычисляют расстояние S от центра первого треугольника до точки пересечения направлений из центров первого и второго треугольников, которое равно

где α1 - угол между линией направления на дефект детали из центра первого треугольника и прямой, соединяющей центры треугольников L,
α2 - угол между линией направления на дефект детали из центра второго треугольника и прямой, соединяющий центры треугольников L, принимают оси прямоугольной системы координат с центром первого треугольника, вычисляют координаты
х=Ssin(90°-α1),
у=Scos(90°-α1).
Принимают решение о пригодности детали по факту.
При работе с объемными деталями и листами проката толщиной более 10 мм имеют место углубленные дефекты структуры, которые не лежат в плоскости равносторонних треугольников. Для проверки, где находится дефект детали, необходимо вычислить по измеренным малой и средней задержкам углы, если значения углов равны, то дефект находится в той же плоскости, что треугольники. Направление на углубленный дефект из центра треугольника в описании обозначают углом β. При увеличении угла β между плоскостью размещения треугольников и направлением на дефект детали измеренные временные задержки уменьшаются пропорционально своим величинам, соответствующим нахождению дефекта в плоскости треугольника, но уменьшение одной малой временной задержки влечет увеличение угла φ2, а уменьшение другой средней временной задержки влечет уменьшение угла φ3 на такую же величину, следовательно, истинная величина угла φуточн1 в плоскости треугольника определяется по формуле

С учетом этого операции определения местонахождения дефекта для углубленных дефектов будут следующие: используют второй вариант, в котором вычисленные значения φ2 и φ3 отличаются более чем на 2°, определяют точный угол направления на эпицентр дефекта по вышеупомянутой формуле φуточн1=(φ2+φ3)/2,
определяют t'2углубл - величину временной задержки для плоскости, в которой установлен треугольник, по формуле:
 ,
,
определяют β - угол на очаг дефекта из первой точки по операции:
 .
.
Одновременно с этим производят требуемые измерения для 2-го треугольника и L - расстояние между треугольниками.
Работа предлагаемого способа. Появившийся сигнал АЭ распространяется в детали и достигает ближнего к дефекту приемника первого канала первого треугольника, его счетчик начинает считать тактовые импульсы, сигнал АЭ продвигается по детали и достигает приемника второго канала и счетчик второго канала начинает считать тактовые импульсы, сигнал АЭ продвигается по детали и достигает приемника третьего (дальнего от дефекта) канала, при этом счет тактовых импульсов во всех (трех) каналах прерывается. В результате измерены временные задержки t1 и t2, а третья временная задержка может быть вычислена по формуле t3=t1-t2, так как приемники установлены в вершинах равностороннего треугольника, при этом временные задержки пропорциональны проекциям сторон треугольника на нормаль-прямую, проходящую через дефект и центр треугольника. Далее по формулам для временных задержек определяют угол φ на дефект детали.
На фиг.3 представлена блок-схема устройства определения координат дефекта. Схема содержит два треугольника, на каждый треугольник включены три канала. Каждый канал содержит следующее последовательное соединение: приемник, усилитель, компаратор, триггер и счетчики, подключенные к входам ЭВМ. Генератор тактовых импульсов и схема совпадения включены параллельно.
Схема работает следующим образом. Предположим с направления А сигнал достигает приемника 5 среднего канала, усиливается усилителем 11.1 и поступает на компаратор 12.1, если сигнал по уровню равен или больше порога срабатывания компаратора 12.1, то он проходит и опрокидывает триггер 13.1, при этом включаются счетчик 14.1, одновременно с триггера 13.1 сигнал подается на схему 15.1 совпадения. Счетчик начинает считать импульсы, поступающие с генератора 16.1. Через некоторое время сигнал достигает второго приемника 5 (левый канал), при этом в левом канале, как и в предыдущем случае, срабатывают аналогичные элементы и счетчик 5 левого канала также начинает считать тактовые импульсы, поступающие с генератора 16.1. С приходом сигнала к третьему приемнику срабатывают все элементы третьего канала. При срабатывании триггера 13.1 этого канала на входе схемы 15.1 совпадения одновременно присутствуют три сигнала, схема 15.1 совпадения срабатывает, при этом от ее выходного сигнала триггеры возвращаются в исходное состояние, счетчики 5 прекращают считывать показания (временные задержки) счетчиков 14.1, запоминают результат.
Затем ЭВМ первого треугольника принимает от каналов второго треугольника необходимую информацию (α2, S - расстояние от центра второго треугольника О до дефекта) и вычисляет координаты дефекта относительно центра первого треугольника.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДИАГНОСТИКИ ПОВРЕЖДЕНИЙ КОНСТРУКЦИЙ И ДЕТАЛЕЙ | 2007 |
|
RU2352931C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ЦУНАМИ | 2007 |
|
RU2362190C2 |
| СПОСОБ БАЛАНСИРОВКИ КВАРЦЕВОГО ПОЛУСФЕРИЧЕСКОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2580175C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СКОРОСТИ И НАПРАВЛЕНИЯ ВЕТРА В НИЖНИХ СЛОЯХ АТМОСФЕРЫ | 2006 |
|
RU2339980C2 |
| СПОСОБ ОПРЕДЕЛЕНИЯ МЕСТОПОЛОЖЕНИЯ ГИПОЦЕНТРА И ЭПИЦЕНТРА АФТЕРШОКА | 2004 |
|
RU2284046C2 |
| СПОСОБ БАЛАНСИРОВКИ МЕТАЛЛИЧЕСКОГО БЕЗЗУБЦОВОГО РЕЗОНАТОРА ВОЛНОВОГО ТВЕРДОТЕЛЬНОГО ГИРОСКОПА | 2014 |
|
RU2560755C1 |
| ОПТИЧЕСКОЕ СЕНСОРНОЕ УСТРОЙСТВО С ИЗМЕРЕНИЕМ СКОРОСТИ | 2014 |
|
RU2575388C1 |
| Сейсмоакустический способ контроля бурения глубоких скважин | 1989 |
|
SU1752942A1 |
| СПОСОБ АВТОКОРРЕЛЯЦИОННОГО ПРИЕМА ШУМОПОДОБНЫХ СИГНАЛОВ | 2015 |
|
RU2595565C1 |
| СПОСОБ ОБНАРУЖЕНИЯ ТЕРПЯЩИХ БЕДСТВИЕ | 2009 |
|
RU2402787C1 |
Использование: для определения дефектов в структуре деталей. Сущность: заключается в том, что устанавливают на детали два равносторонних треугольника со стороной 1 длиной менее 60 мм, располагают треугольники в одной плоскости, а их основания на одной прямой, располагают исследуемое пространство на продолжении плоскости треугольников, размещают в вершинах треугольников приемники сигналов АЭ, измеряют временные задержки t1, t2, t3 прихода сигнала от источника АЭ к приемникам, при этом временные задержки t1, t2, t3 прихода фронта сигнала АЭ в вершины треугольника изменяются согласно следующим выражениям: t1=(1/υ)·sin(60°+φ), t2=(1/υ)·sinφ, t3=(1/υ)·sin(60°-φ), где φ - угол, отмеряемый против часовой стрелки между биссектрисой угла и направлением на дефект, проходящим через центр треугольника, определяют углы φ1, φ1', характеризующие направление на дефект для первого и второго треугольника по формуле φ1(φ1')=arcsin(t2/Т), где Т=1/υ - время прохождения звука в детали на расстоянии, равном 1, а t2 - наименьшая задержка в каждом треугольнике, определяют точку пересечения направлений, характеризующую местонахождение дефекта в детали. Технический результат: повышение точности и оперативности определения местоположения дефектов при изготовлении и эксплуатации деталей. 3 ил.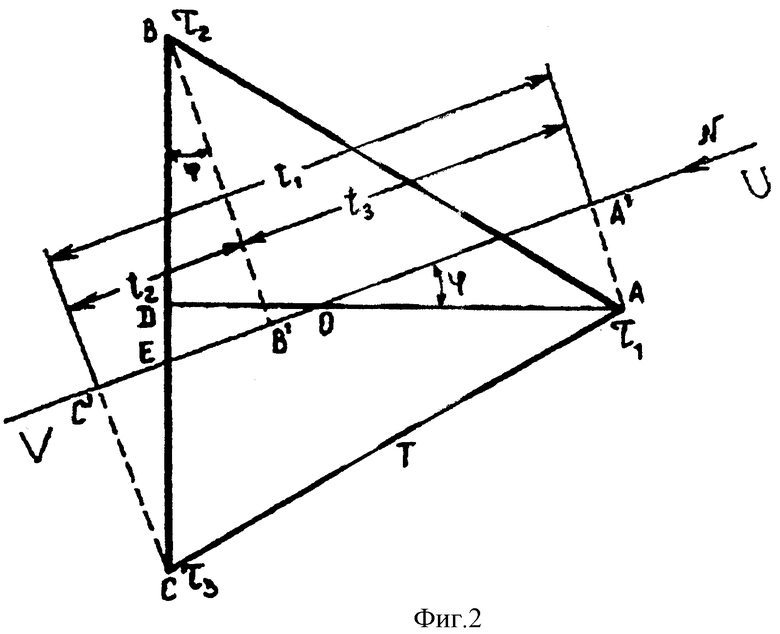
Способ определения дефектов в структуре деталей, включающий определение скорости ν распространения акустической эмиссии (АЭ) в детали, установку приемников сигналов на детали, нагружение детали до появления сигналов АЭ, прием сигналов АЭ, измерение каждой временной задержки прихода сигнала к приемникам, по которым определяют область вероятного местонахождения дефектов детали, отличающийся тем, что устанавливают на детали два равносторонних треугольника со стороной 1 длиной менее 60 мм, располагают треугольники в одной плоскости, а их основания на одной прямой, располагают исследуемое пространство на продолжении плоскости треугольников, размещают в вершинах треугольников приемники сигналов АЭ, измеряют временные задержки t1, t2, t3 прихода сигнала от источника АЭ к приемникам, при этом временные задержки t1, t2, t3 прихода фронта сигнала АЭ в вершины треугольника будут изменяться согласно формулам:
t1=(1/υ)·sin(60°+φ), t2=(1/υ)·sinφ, t3=(1/υ)·sin(60°-φ),
где φ - угол, отмеряемый против часовой стрелки между биссектрисой угла и направлением на дефект, проходящим через центр треугольника, определяют углы φ1, φ1', характеризующие направление на дефект для первого и второго треугольника по формуле φ1(φ1')=arcsin(t2/Т),
где Т=1/υ - время прохождения звука в детали на расстоянии равном 1, а t2 - наименьшая задержка в каждом треугольнике, определяют точку пересечения направлений - местонахождения дефекта детали, берут значение угла φ1, φ1', характеризующие направление на дефект для первого и второго треугольника, и определяют точку пересечения направлений из двух точек, определяют расстояние S от центра первого треугольника до точки пересечения направлений из центров первого и второго треугольников по формуле:
S=L·sinα2/[sin(180°-α1-α2)],
где α1 - угол между линией направления на дефект детали из центра первого треугольника и прямой, соединяющей центры треугольников L,
α2 - угол между линией направления на дефект детали из центра второго треугольника и прямой, соединяющий центры треугольников L, принимают оси прямоугольной системы координат с центром первого треугольника, вычисляют координаты
х=S·sin(90°-α1),
у=S cos(90°-α1),
определяют точный угол направления на эпицентр углубленного дефекта детали из центра первого треугольника
φуточн 1=(φ2+φ3)/2,
где φ2 и φ3 - углы, характеризующие направление на эпицентр углубленного дефекта из центра первого треугольника, связанные с малой и средней задержками при оценке углубленного дефекта,
определяют величину временной задержки для плоскости, в которой установлен первый треугольник t'2углубл=T·sinφуточн1,
определяют угол β1 на дефект детали из центра первого треугольника
β1=arccos(t2/t'2углубл)
определяют φуточн2 - точный угол направления на эпицентр углубленного дефекта детали из центра второго треугольника
φуточн2=(φ2'+φ3')/2,
где φ2' и φ3' углы, характеризующие направление на эпицентр углубленного дефекта из центра второго треугольника, связанные с малой и средней задержками при оценке углубленного дефекта,
определяют величину временной задержки для той же плоскости, в которой установлен первый треугольник, используя значение φуточн2
t''2углубл=Tsinφуточн2,
определяют угол β2 на дефект детали из центра второго треугольника
β2=arccos(t2/t''2углубл),
определяют расстояние S от центра первого треугольника до точки пересечения направлений из центров первого и второго треугольников по формуле
S=Lsinα2/[sin(180°-α1-α2)],
а затем вычисляют координаты x1, у1, z1 (абсциссу, ординату и аппликату) по формулам
x1=S·sin(30°-α1),
y1=S·cos(90°-α1),
z1=S·tgβ1(tgβ2).
| СПОСОБ ДИАГНОСТИКИ ПОВРЕЖДЕНИЙ КОНСТРУКЦИЙ И ДЕТАЛЕЙ | 2007 |
|
RU2352931C2 |
| Способ контроля дефектов изделий по сигналам акустической эмиссии и устройство для его осуществления | 1987 |
|
SU1644022A1 |
| Способ определения координат источников сигналов акустической эмиссии | 1989 |
|
SU1627978A2 |
| Способ акустико-эмиссионного контроля изделий | 1987 |
|
SU1420522A1 |
| Устройство для акустико-эмиссионного контроля материалов | 1981 |
|
SU970213A1 |
| US 3985024 A, 12.10.1976 | |||
| US 3858439 A, 07.01.1975 | |||
| US 4009463 A, 22.02.1977. | |||

