Изобретение относится к режущей пластине. Режущая пластина обладает комбинацией хорошей прочности режущей кромки и уникальной геометрией режущей кромки, позволяющей выполнять фрезеровочные операции при относительно высоких скоростях подачи, и может быть полезна при торцевом фрезеровании, фрезеровании пазов, врезном фрезеровании и операциях наклонного фрезерования.
Обычные способы механической обработки, в основном имеющие средство удаления металла из изделия, включают в себя способы срезания стружки (такие, как фрезеровка, сверление, токарная обработка, протяжка, развертывание и нарезка резьбы) и способы абразивной обработки (такие, как зачистка, шлифовка и полировка). Один из вариантов такой обработки со срезанием стружки (торцевая фрезеровка) может быть полезен при производстве в целом плоской поверхности изделия. Инструмент для торцевой фрезеровки, или "торцевая фреза", называется так потому, что плоская поверхность изделия образуется в результате действия торца инструмента, хотя большая часть материала удаляется внешним диаметром или скошенной режущей кромкой. В обычном случае фрезерный инструмент содержит ряд режущих пластин и приводится в движение посредством шпинделя, расположенного на оси, перпендикулярной к фрезеруемой поверхности. ASM Handbook, том 16, "Machining" (ASM Intern. 1989) стр.311.
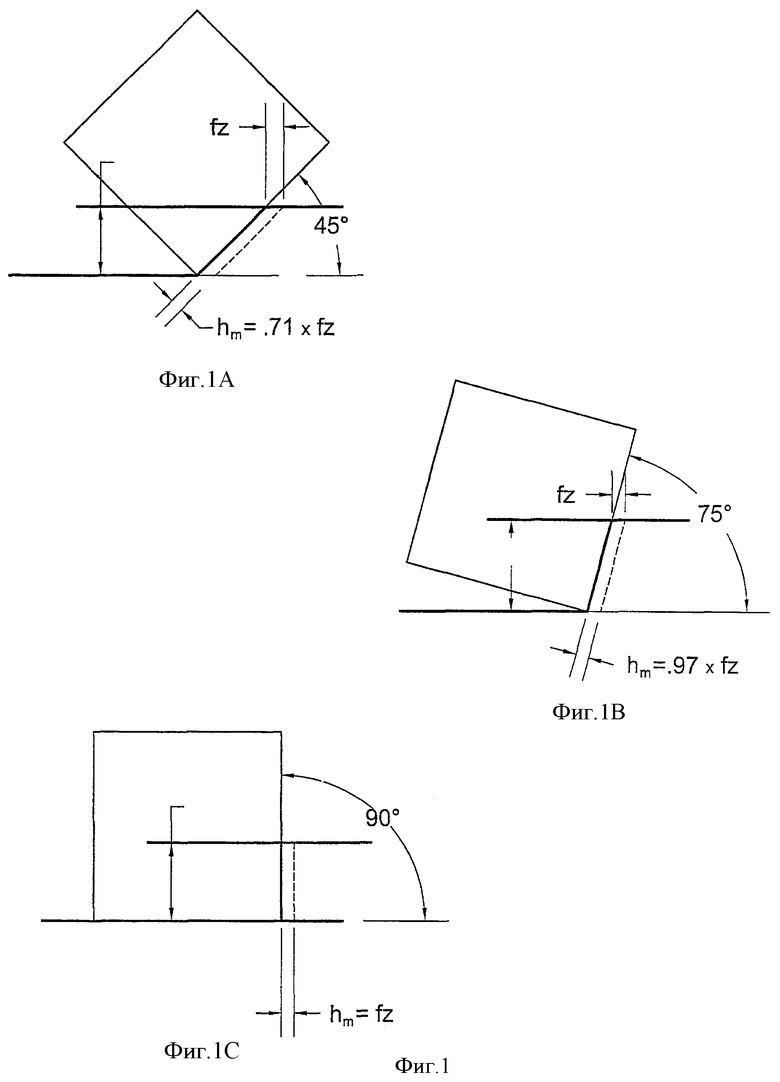
Фрезерный инструмент производит стружку с переменной толщиной. Толщина стружки может быть использована при расчете на единицу длины максимальной нагрузки, действующей на кромки фрезерного инструмента. В таких расчетах обычно используется средняя толщина стружки. Средняя толщина стружки может быть рассчитана и может варьироваться с углом наклона режущей пластины при одной и той же скорости ее подачи. В случае механической обработки по существу квадратной пластиной с четырьмя идентичными режущими кромками при большем угле наклона образуется стружка большей средней толщины, а меньший угол наклона дает стружку меньшей средней толщины. Пример изменения средней толщины стружки в зависимости от угла наклона пластины показан на Фиг.1. На Фиг.1 сравниваются варианты механической обработки квадратной пластиной при углах наклона 90°, 75° и 45°. Как видно из Фиг.1, при увеличении угла наклона от 45° на Фиг.1А до 75° на Фиг.1 В и до 90° на Фиг.1C, средняя толщина стружки (hm) увеличивается от значения 0,71, умноженного на величину подачи держателя на зуб (fz), до величины 0,97×(fz) и до значения fz. В общем случае, толщина стружки для квадратной режущей пластины или любой другой пластины, используемой во фрезерном инструменте и имеющей линейную режущую кромку, может быть рассчитана с помощью уравнения hm=fz×sin(K), где hm - средняя толщина стружки, а K - угол наклона, измеренный так, как показано на Фиг.1.
На Фиг.1 показано также, что длина задействованной режущей кромки при использовании угла наклона в 90° самая короткая среди приведенных видов, и в то же время, если угол наклона составляет 45°, то длина используемой режущей кромки является самой большой. Это означает, что торцевое фрезерование с 90°-м углом наклона сопровождается большей нагрузкой, т.е. более высоким напряжением на единицу длины режущей кромки, по сравнению с фрезеровкой с 45°-м углом наклона при той же самой глубине среза. Польза от снижения нагрузки на единицу длины режущей кромки заключается в том, что снижение нагрузки позволяет применять более высокую скорость подачи на зубец при операции фрезеровки и повысить срок службы инструмента. Таким образом ясно, что для снижения среднего напряжения под нагрузкой на задействованную режущую кромку выгодно использовать меньший угол наклона.
Режущие пластины квадратной формы обычно используются при торцевом и врезном фрезеровании, поскольку они прочные, подходят для пошагового перемещения и имеют множество режущих кромок. Пластины по существу квадратной формы, или, иначе говоря, включающие в себя четыре режущие кромки, описаны, например, в патентах США №№ 5951212 и 5454670, опубликованной заявке US 2002/0098049, заявке Японии № 08174327 и публикации WO 96/35538. Общий признак представленных в этих заявках пластин - наличие четырех прямых режущих кромок и либо плоская, либо скошенная плоская задняя поверхность (или отводящая поверхность) ниже каждой режущей кромки.
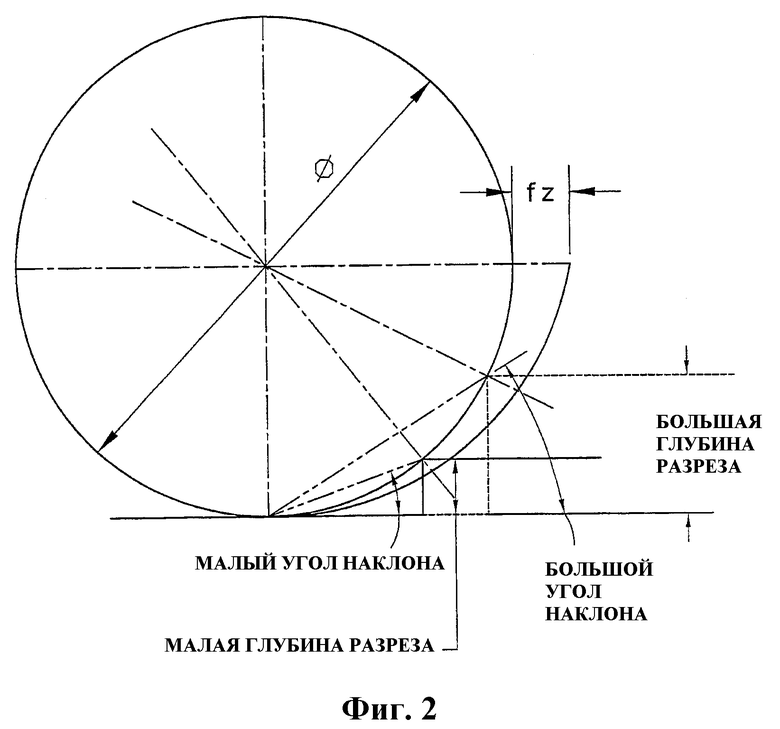
Хорошо известно, что круглые пластины все же имеют наиболее прочную режущую кромку. Кроме того, круглые пластины обеспечивают удачную комбинацию максимальной угловой прочности, хорошей способности к удалению материала, стойкости к механическому удару и возможности рассеяния тепла. Так, круглые торцевые фрезерующие пластины часто используются во многих случаях механической обработки, например, когда необходимо обработать трудно разрезаемые материалы, твердые материалы, термостойкие материалы, титан и т.д. При торцевой фрезеровке с круглой режущей пластиной угол наклона и протяженность задействованной режущей кромки может изменяться с глубиной разреза, как показано на Фиг.2. Средняя толщина стружки, производимая круглой пластиной, может быть приблизительно рассчитана с помощью следующего уравнения (1):

где hm - средняя толщина стружки, fz - подача на зубец фрезеровочного резца, R - радиус круглой режущей пластины и doc - глубина среза. Из приведенного уравнения следует, что при разрезе круглой пластиной толщина стружки изменяется с глубиной разреза. В противоположность этому, при разрезе квадратной пластиной или любой пластиной с линейной режущей кромкой толщина стружки не изменяется с изменением глубины разреза, если угол наклона остается тем же (см. Фиг.1).
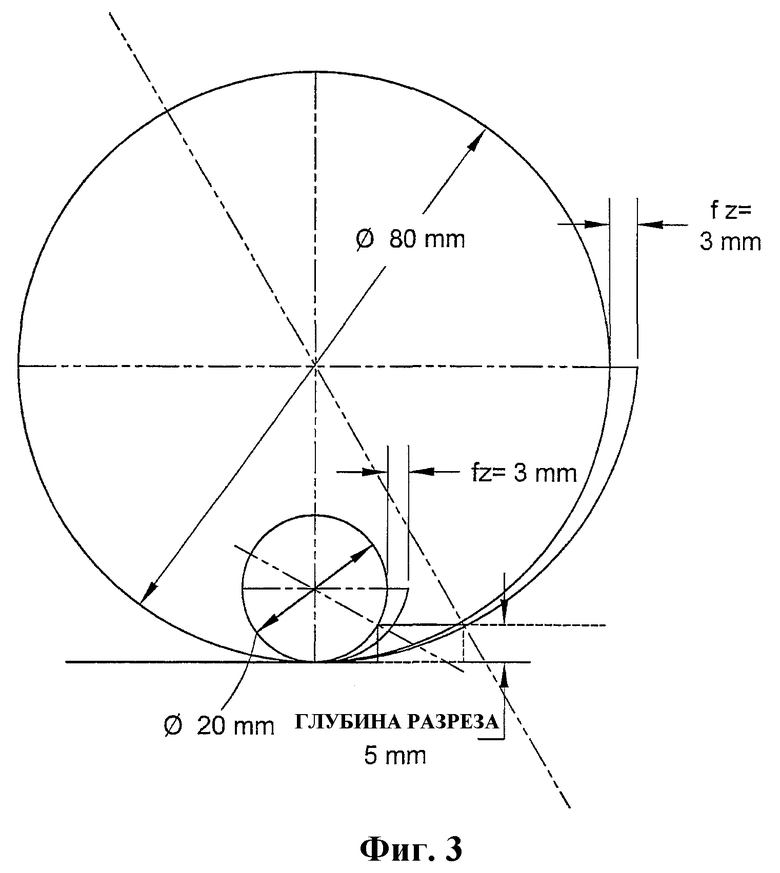
Кроме того, для той же самой глубины разреза больший радиус круглой пластины всегда соответствует большему участку режущей кромки, задействованной в обработке изделия, как показано на Фиг.3, снижая, таким образом, среднее напряжение под нагрузкой на единицу длины режущей кромки. Это, в свою очередь, позволяет использовать большие скорости подачи во время торцевой фрезеровки без снижения качества. Вместе с тем ограничение использования круглой режущей пластины заключается в том, что больший радиус означает и большую пластину. При обычной механической обработке полностью использовать преимущества круглых пластин в случае увеличенного их радиуса затруднительно из-за их размера.
Соответственно, для преодоления проблем нагрузки на режущую кромку, возникающих при торцевой фрезеровке с большими углами наклона, требуется улучшенная конструкция режущей пластины, позволяющая значительно повысить скорости подачи при торцевом фрезеровании при одновременном сохранении или улучшении долговечности режущих пластин. Необходима также такая новая режущая пластина, которая была бы подобна круглой пластине по высокой прочности режущей кромки, но была бы подобна и квадратной пластине в смысле наличия множества режущих кромок, была бы механически позиционируема, а также допускала бы высокую скорость подачи и имела бы хорошую износостойкость.
Для разрешения этих требований в настоящем описании представлена режущая пластина для фрезеровочных операций, таких как торцевое фрезерование, фрезерование пазов, врезное фрезерование и операции наклонного фрезерования. Режущая пластина сочетает хорошую прочность режущей кромки с уникальной ее геометрией, позволяющей выполнять фрезеровочные операции при относительно высоких скоростях подачи.
Согласно первому объекту настоящего изобретения создана режущая пластина, имеющая верхнюю поверхность, содержащую четыре идентичные выпуклые режущие кромки и четыре идентичных угла, соединяющих выпуклые режущие кромки, каждая из которых включает в себя изогнутую область и первую по существу прямолинейную область, примыкающую к изогнутой области, причем радиус каждой изогнутой области в, по меньшей мере, два раза превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность; нижнюю поверхность, содержащую нижнюю кромку; четыре идентичные боковые стороны, каждая из которых проходит между выпуклой режущей кромкой и нижней кромкой и включает в себя первую коническую заднюю поверхность, проходящую от изогнутой области к нижней кромке, и первую плоскую грань, проходящую от первой по существу прямолинейной области к нижней кромке, вторую коническую заднюю поверхность, проходящую от каждого угла режущей кромки в направлении к нижней кромке, при этом, когда режущая пластина установлена в гнездо под режущую пластину фрезерного инструмента, первая по существу прямолинейная область проходит в направлении, по существу перпендикулярном оси его вращения.
Предпочтительно периметр нижней поверхности меньше периметра верхней поверхности.
Предпочтительно каждый угол режущей кромки содержит, по меньшей мере, одно из дуги окружности, последовательности дуг окружностей и полисегментной плавной кривой.
Предпочтительно радиус каждой изогнутой области в, по меньшей мере, пять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
Предпочтительно радиус каждой изогнутой области в, по меньшей мере, десять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
Предпочтительно каждая боковая поверхность дополнительно содержит плоскую заднюю поверхность, проходящую от места примыкания к изогнутой области в направлении к нижней кромке, при этом плоская задняя поверхность проходит от первой плоской грани в направлении к нижней кромке.
Предпочтительно периметр нижней поверхности меньше периметра верхней поверхности.
Предпочтительно радиус каждой изогнутой области в, по меньшей мере, пять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
Предпочтительно радиус каждой изогнутой области в, по меньшей мере, десять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
Предпочтительно каждая выпуклая режущая кромка дополнительно содержит вторую по существу прямолинейную область между первой по существу прямолинейной областью и углом, соединяющим режущие кромки, при этом каждая боковая поверхность дополнительно содержит вторую плоскую грань, проходящую от второй по существу прямолинейной области, и плоскую заднюю поверхность, проходящую по существу от изогнутой области в направлении к нижней кромке, причем плоская задняя поверхность проходит от второй плоской грани в направлении к нижней кромке.
Предпочтительно каждая выпуклая режущая кромка дополнительно содержит третью по существу прямолинейную область.
Предпочтительно каждая выпуклая режущая кромка дополнительно содержит, по меньшей мере, одно из части эллипса, части параболы и полисегментной плавной кривой.
Предпочтительно режущая пластина дополнительно содержит стружколомающую геометрию на верхней поверхности.
Предпочтительно каждая выпуклая режущая комка проходит параллельно нижней поверхности.
Согласно второму объекту настоящего изобретения создан фрезерный инструмент, содержащий корпус, включающий в себя гнезда под режущую пластину, и режущие пластины, устанавливаемые и закрепляемые в гнездах, при этом режущая пластина содержит верхнюю поверхность, содержащую четыре идентичные выпуклые режущие кромки и четыре идентичных угла, соединяющих выпуклые режущие кромки, каждая из которых включает в себя изогнутую область и первую по существу прямолинейную область, примыкающую к изогнутой области, причем радиус каждой изогнутой области в, по меньшей мере, два раза превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность; нижнюю поверхность, содержащую нижнюю кромку; четыре идентичные боковые стороны, каждая из которых проходит между выпуклой режущей кромкой и нижней кромкой и включает в себя первую коническую заднюю поверхность, проходящую от изогнутой области в направлении к нижней кромке, и первую плоскую грань, проходящую от первой по существу прямолинейной области к нижней кромке, вторую коническую заднюю поверхность, проходящую от каждого угла режущей кромки в направлении к нижней кромке, при этом, когда режущая пластина установлена в гнездо под режущую пластину фрезерного инструмента, первая по существу прямолинейная область проходит в направлении, по существу перпендикулярном оси его вращения.
Предпочтительно периметр нижней поверхности меньше периметра ее верхней поверхности.
Предпочтительно каждый угол режущей кромки режущей пластины содержит, по меньшей мере, одно из дуги окружности, последовательности дуг окружностей и полисегментной плавной кривой.
Предпочтительно радиус каждой изогнутой области режущей пластины в, по меньшей мере, пять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
Предпочтительно радиус каждой изогнутой области режущей пластины в, по меньшей мере, десять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
Предпочтительно каждая боковая поверхность режущей пластины дополнительно содержит плоскую заднюю поверхность, проходящую от места примыкания к изогнутой области в направлении к нижней кромке, при этом плоская задняя поверхность проходит от первой плоской грани в направлении к нижней кромке режущей пластины.
Предпочтительно периметр нижней поверхности режущей пластины меньше периметра ее верхней поверхности.
Предпочтительно радиус каждой изогнутой области режущей пластины в, по меньшей мере, пять раз превышает радиус большей окружности, которая может быть вписана в ее верхнюю поверхность.
Предпочтительно радиус каждой изогнутой области режущей пластины в, по меньшей мере, десять раз превышает радиус большей окружности, которая может быть вписана в ее верхнюю поверхность.
Предпочтительно каждая выпуклая режущая кромка режущей пластины дополнительно содержит вторую по существу прямолинейную область между по существу прямолинейной областью режущей кромки и углом, соединяющим режущие кромки, при этом каждая боковая поверхность дополнительно содержит вторую плоскую грань, проходящую от второй по существу прямолинейной области, и плоскую заднюю поверхность, проходящую по существу от изогнутой области в направлении к нижней кромке, причем плоская задняя поверхность проходит от второй плоской грани в направлении к нижней кромке режущей пластины.
Предпочтительно каждая выпуклая режущая кромка режущей пластины дополнительно содержит третью по существу прямолинейную область.
Предпочтительно каждая выпуклая режущая кромка режущей пластины дополнительно содержит, по меньшей мере, одно из части эллипса, части параболы и полисегментной плавной кривой.
Предпочтительно режущая пластина дополнительно содержит стружколомающую геометрию на своей верхней поверхности.
Предпочтительно каждая выпуклая режущая комка режущей пластины проходит параллельно ее нижней поверхности.
Варианты реализации режущей пластины согласно настоящему описанию могут быть выполнены в виде, например, торцевой фрезерной пластины. По сравнению с обычными режущими пластинами, имеющими линейные режущие кромки, варианты реализации режущих пластин согласно настоящему изобретению могут позволить значительно увеличить скорости подачи фрезы, снизить радиальные режущие усилия, увеличить скорости удаления материала при увеличенной долговечности режущей пластины. Варианты реализации режущей пластины вполне могут быть использованы в других операциях фрезеровки, таких как наклонная фрезеровка, врезка и вырезание пазов. Кроме того, некоторые представленные здесь варианты реализации корпуса режущего инструмента имеют специальные гнезда, допускающие использование различных режущих пластин с выпуклыми режущими кромками.
Эти и другие преимущества станут очевидными после прочтения нижеприведенного описания некоторых вариантов реализации настоящего изобретения.
Варианты реализации настоящего изобретения будут описаны со ссылкой на прилагаемые чертежи, на которых:
Фиг.1А, 1В и 1C - иллюстрации изменений средней толщины стружки для углов наклона 45°, 75° и 90° по существу квадратной режущей пластины с линейной режущей кромкой при обычной операции фрезеровки, при которой угол наклона отмеряется от направления перемещения пластины в ее режущей кромке;
Фиг.2 - иллюстрация изменения среднего угла наклона для различных глубин среза для применения по существу круглой режущей пластины в обычной операции фрезеровки;
Фиг.3 - иллюстрация различия между степенью использования режущей кромки по существу круглой режущей пластины диаметром 80 мм и по существу круглой режущей пластины диаметром 20 мм в операции фрезеровки с глубиной среза 5 мм;
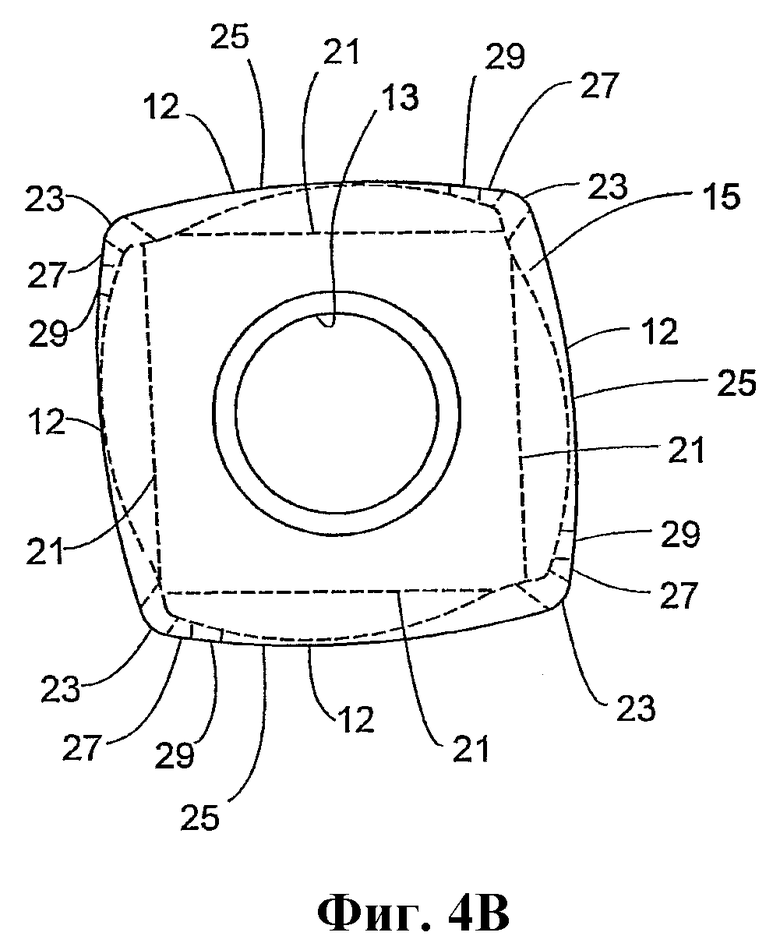
Фиг.4А-С - различные виды варианта реализации режущей пластины с выпуклыми режущими кромками согласно настоящему изобретению;
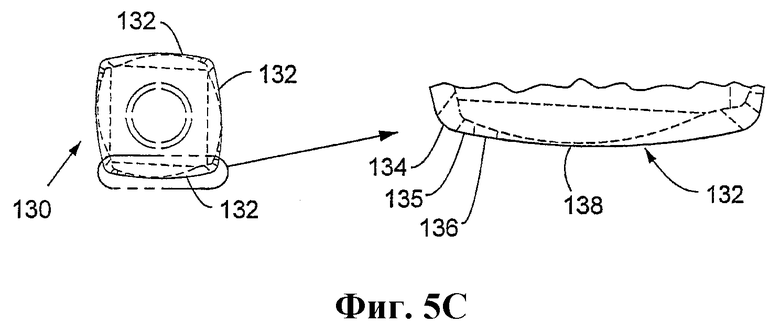
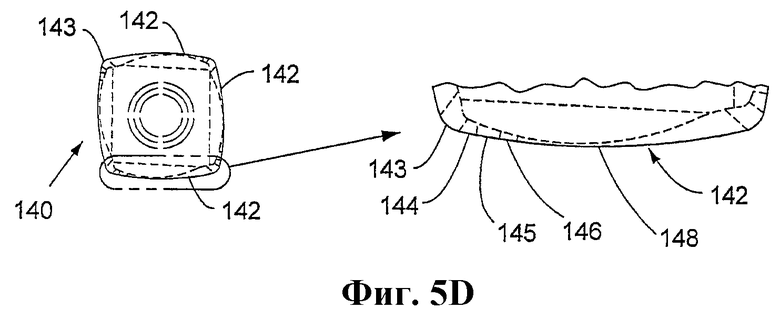
Фиг.5А-D - некоторые возможные варианты конструкции выпуклой режущей кромки режущих пластин согласно настоящему изобретению;
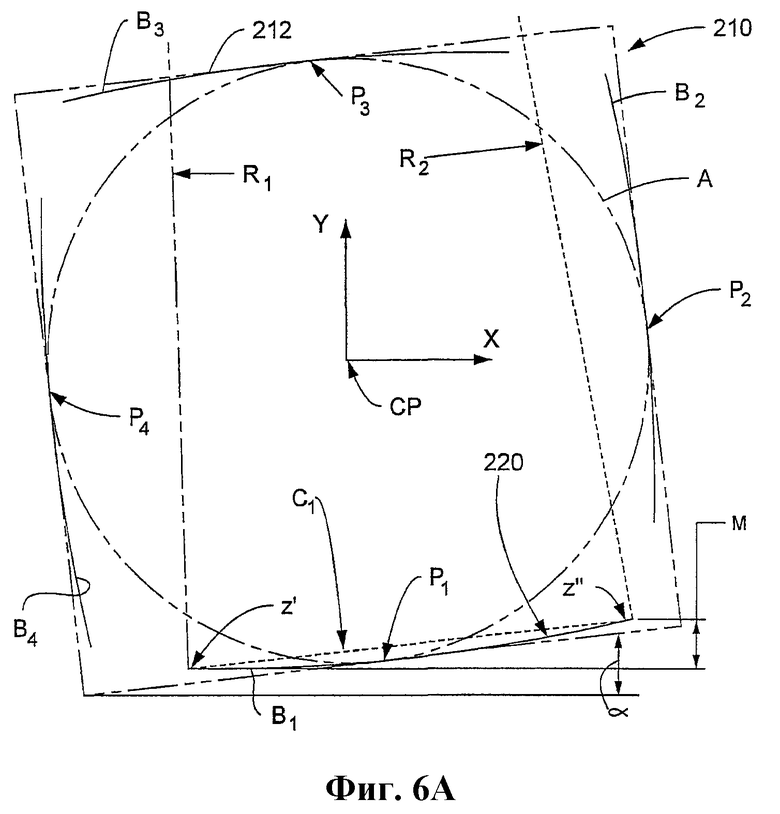
Фиг.6А-D - этапы способа согласно настоящему изобретению для изготовления варианта реализации режущего инструмента согласно настоящему изобретению, содержащему, по меньшей мере, четыре выпуклых режущих кромки;
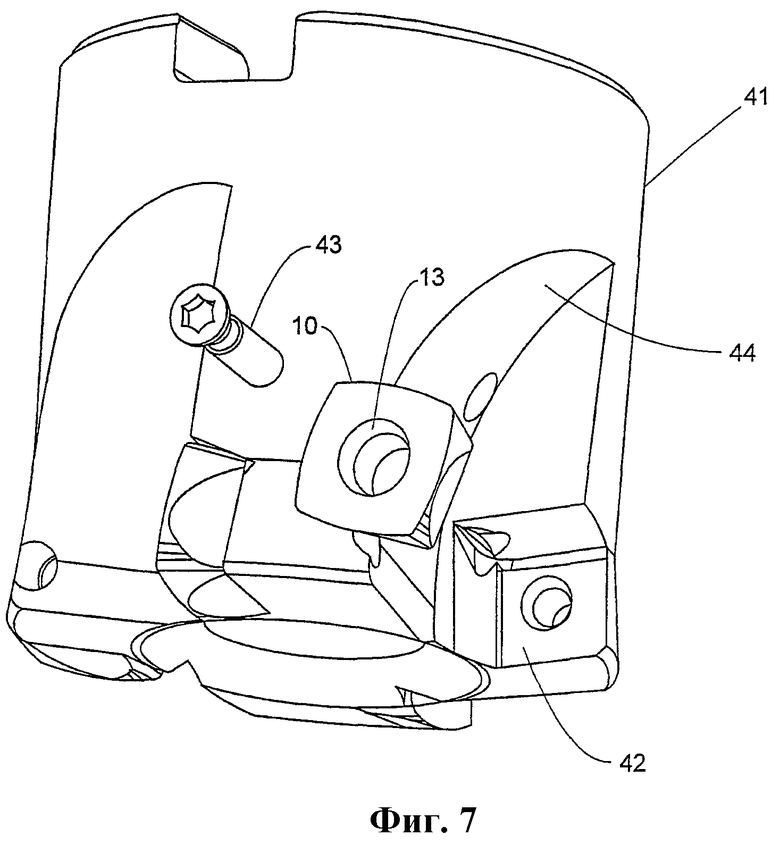
Фиг.7 - вид в перспективе фрезерующего инструмента, содержащего корпус, поддерживающий множество режущих пластин;
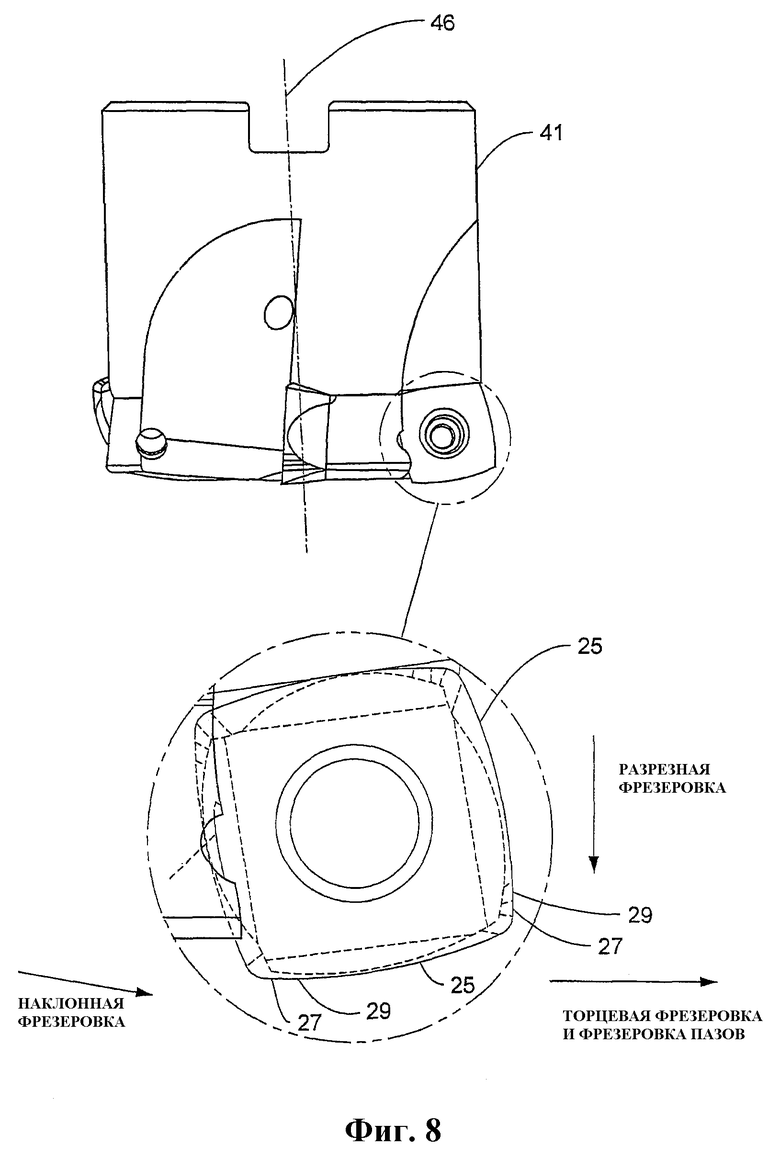
Фиг.8 - вид в увеличенном масштабе одного гнезда корпуса инструмента, содержащего режущую пластину, иллюстрирующий соотношение между режущей кромкой варианта реализации режущей пластины согласно настоящему изобретению и осью корпуса инструмента, а также линейное перемещение режущей пластины относительно изделия при торцевой фрезеровке, врезной фрезеровке, фрезеровке пазов и наклонной фрезеровке;
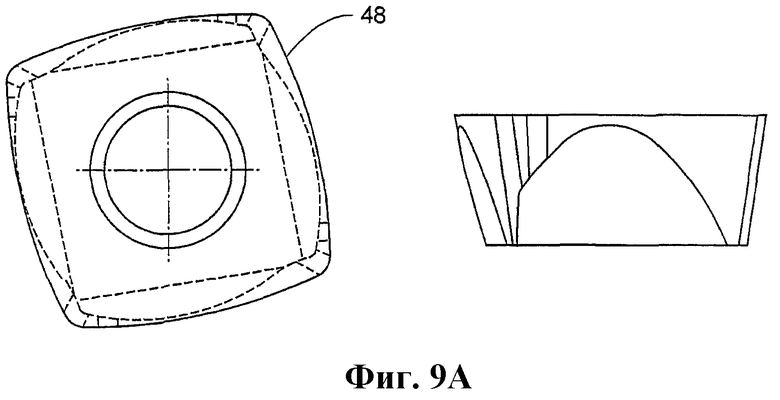
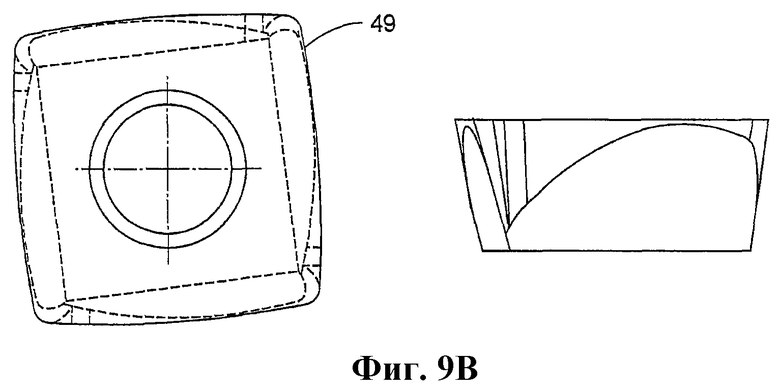
Фиг.9А - вид сверху и вид сбоку варианта реализации режущей пластины согласно настоящему изобретению, содержащей выпуклую режущую кромку, частично ограниченную дугой окружности радиусом 22,5 мм, и Фиг.9В - вид сверху и вид сбоку варианта реализации режущей пластины согласно настоящему изобретению, содержащей выпуклую режущую кромку, частично образованную дугой окружности радиусом 55 мм;
Фиг.10 - вид сверху и вид сбоку другого варианта реализации режущей пластины согласно настоящему изобретению, содержащей геометрию отбрасывания стружки на верхней поверхности.
Следует отметить, что некоторые описания представленного здесь изобретения упрощены для иллюстрирования только тех элементов и ограничений, которые существенны для ясного понимания настоящего изобретения, а некоторые элементы для ясности исключены. При рассмотрении описания настоящего изобретения специалисты в данной области техники увидят, что некоторые другие элементы и/или ограничения могут быть желательны для реализации настоящего изобретения. Однако, поскольку эти элементы и/или ограничения могут быть легко установлены специалистами в данной области техники при рассмотрении настоящего изобретения, и они не являются необходимыми для полного понимания настоящего изобретения, то рассмотрение таких элементов и ограничений здесь не приводится. Например, варианты реализации режущих пластин согласно настоящему описанию могут быть изготовлены в виде пластин торцевых фрез и других пластин для разрезания материалов. То, как могут быть изготовлены режущие пластины, в целом специалистам в данной области техники понятно и, следовательно, это не описано здесь подробно. Кроме того, все геометрические формы должны рассматриваться как сопровождаемые термином "по существу", и этот термин означает то, что форма образуется при обычном конструировании и обычных технологических допусках для режущих пластин.
Более того, некоторые варианты реализации изобретения согласно настоящему описанию представлены в виде режущей пластины для торцевого фрезерования. Должно быть ясно вместе с тем, что настоящее изобретение может быть реализовано и в конечном счете использовано в таких формах, которые специально никак здесь не описаны. Например, специалистам в данной области техники будет очевидно, что варианты реализации настоящего изобретения могут быть изготовлены как режущие пластины для других способов удаления металла из рабочих изделий.
Некоторые варианты реализации настоящего изобретения относятся к режущим пластинам, одновременно обладающим преимуществами круглых режущих пластин, имеющих очень большой радиус, и квадратных пластин стандартного размера, пригодных для стандартного использования во многих случаях механической обработки. Некоторые другие варианты реализации настоящего изобретения относятся к режущему фрезеровочному инструменту, включая варианты реализации уникальных режущих пластин настоящего изобретения.
Эти признаки обеспечиваются вариантом реализации настоящего изобретения, относящегося к режущей пластине с относительно протяженной режущей кромкой, ограниченной радиусом кривизны дуги. Режущая пластина сохраняет общий размер пластины, отмеряемый диаметром вписанной окружности. Кроме того, варианты реализации настоящего изобретения могут содержать режущие пластины с общей формой в виде стандартной режущей пластины, имеющей четыре или более сторон, т.е. в виде, например квадрата, ромба, или в виде режущей пластины другой формы. В простейшем случае выпуклая режущая кромка имеет форму дуги окружности относительно большого радиуса, по сравнению с радиусом окружности, вписанной в верхнюю поверхность пластины. Дуга окружности считается относительно протяженной, если радиус дуги больше или равен удвоенному радиусу большей окружности, которая может быть вписана в верхнюю поверхность режущей пластины. В некоторых вариантах реализации радиус дуги может быть большим или равным упятеренному радиусу большей окружности, которая может быть вписана в верхнюю поверхность режущей пластины, а для некоторых других случаев результаты могут быть улучшены, если радиус дуги больше или равен удесятеренному радиусу большей окружности, которая может быть вписана в верхнюю поверхность режущей пластины. Выпуклая режущая кромка изначально была описана как содержащая дугу окружности, однако она может также содержать части эллипса, части параболы, полисегментные участки кривой линии, прямые линии, и их соответствующие комбинации.
В результате режущая пластина согласно вариантам реализации настоящего изобретения может иметь выпуклую режущую кромку, например изогнутую режущую кромку с относительно большим радиусом кривизны, и производить относительно ровный разрез и относительно тонкие стружки. Режущая пластина, имеющая выпуклую режущую кромку, позволяет иметь большую длину задействованной режущей кромки, чем подобная обычная режущая пластина с линейной режущей кромкой при той же самой глубине разреза. Это снижает напряжение на единицу длины режущей кромки и может, с другой стороны, позволить использовать относительно высокие скорости подачи или обеспечить большую долговечность пластины по сравнению с обычными режущими пластинами, используемыми в операциях торцевого фрезерования. Выпуклая режущая кромка может быть сформирована на одной или более режущих кромок режущей пластины. Предпочтительно все режущие поверхности имеют выпуклые кромки, так что инструмент является устанавливаемым в любом положении.
Еще одно преимущество, обеспечиваемое некоторыми вариантами реализации режущей пластины согласно настоящему изобретению заключается в признаках квадратной пластины, которая обычно выполняется таким образом, что одна и та же режущая пластина может быть использована для врезного фрезерования, фрезерования пазов и наклонного фрезерования, в дополнение к возможности торцевого фрезерования с высокой скоростью подачи. Также фрезеровочный корпус согласно некоторым вариантам реализации настоящего изобретения может быть изготовлен так, что одно и то же гнездо для пластины может принимать режущие пластины с различными выпуклыми режущими кромками. Соответственно, варианты реализации режущей пластины согласно настоящему изобретению осуществляются таким же образом, что и круглая режущая пластина с относительно большим радиусом, хотя и характеризуются значительно большей универсальностью.
Варианты реализации согласно настоящему изобретению включают в себя в основном квадратную режущую пластину с четырьмя выпуклыми режущими кромками. Четыре режущие кромки могут быть идентичны или не идентичны. Кроме того, каждая из выпуклых режущих кромок может включать в себя некоторые области. Например, первая область может включать в себя участок изогнутой режущей кромки с относительно большим радиусом кривизны. Одна или более других областей каждой выпуклой режущей кромки включают в себя по существу прямую или линейную режущую кромку, если смотреть с верхней части режущей пластины. Первая область участка выпуклой режущей кромки режущей пластины может образовывать в целом коническую заднюю поверхность (или поверхность отвода) на боковой поверхности режущей пластины. На основе объединения признаков относительно большой круглой пластины и квадратной пластины стандартного размера, разработан способ, рассматриваемый ниже, который может быть использован для выбора конструкции режущих кромок в некоторых вариантах реализации режущей пластины согласно настоящему изобретению.
В некоторых случаях механической обработки требуется относительно точная операция разреза. Поэтому в варианты реализации режущих пластин согласно настоящему изобретению может быть включен стружколом. Стружколом обычно устанавливается на верхней части фрезеровочной режущей пластины. Стружколом часто устанавливается некоторыми основными параметрами, такими как глубина канавки, главный передний угол, задняя верхняя грань зуба и ширина канавки, для обеспечения точного выполнения разреза с наименьшей затратой энергии при операциях торцевого фрезерования.
Вариант реализации режущей пластины, обозначенный ссылочной позицией 10, показан на Фиг.4. Режущая пластина 10 может быть выполнена из любого из многочисленных материалов, подходящих для резания. Такие материалы включают в себя износостойкие материалы, например сталь, твердосплавные металлы, композиты, такие как оксид алюминия с твердосплавными металлами, карбиды вольфрама, керамики, керметы, а также другие материалы, известные в данной области техники. Материал может иметь дополнительное покрытие для улучшения свойств режущей пластины в некоторых применениях. Как показано на Фиг.4А, вариант реализации режущей пластины 10 содержит центральное отверстие 13, верхнюю поверхность 15, нижнюю поверхность 17 и четыре одинаковых режущих кромки 12, образованных вокруг периферийной части верхней поверхности 15. Фиг.4В представляет собой вид сверху режущей пластины 10 по направлению к поверхности 15, с нижней кромкой 21 и некоторыми кромками, образованными на каждой поверхности 19 и обозначенными пунктирными линиями. Фиг.4С представляет собой вид сбоку режущей пластины 10 по направлению стрелок А-А с Фиг.4А. Как видно из Фиг.4А и 4С, каждая из боковых поверхностей 19 пластины 10 включает в себя некоторые задние поверхности, образованные между режущей кромкой 12 и нижней кромкой 21, образованной вокруг периферийной части нижней поверхности 17. В этом варианте реализации каждая из четырех выпуклых режущих кромок 12 состоит из нескольких областей, включающих в себя область 25 изогнутой режущей кромки с большим радиусом кривизны, и две по существу прямые (т.е. линейные) области 27 и 29 режущей кромки. Четыре выпуклые режущие кромки 12 режущей пластины 10 связаны между собой закругленными углами 23.
Хотя режущие кромки 12 режущей пластины 10 включают в себя эти несколько областей, другие варианты реализации режущей пластины согласно настоящему изобретению могут включать в себя четыре одинаковых режущих кромки, включающих в себя только радиус закругления углов и изогнутый участок режущей кромки с большим радиусом кривизны дуги, таким как области 23 и 25 режущей пластины 10, причем дуга большего радиуса кривизны проходит от угла 23 режущей кромки до соседнего угла 23 режущей кромки. Соответственно, такие варианты реализации не включают в себя одну или более по существу прямых (т.е. линейных) областей режущей кромки, как включает в себя области 27 и 29 режущая пластина 10.
Для режущей пластины 10 с Фиг.4 каждая область режущей кромки 12 представляет собой особую заднюю поверхность на боковой поверхности 19 пластины 10. Каждая такая задняя поверхность проходит от режущей кромки 12 пластины 10 вниз до нижней кромки 21. Например, как это лучше видно из Фиг.4А и С, коническая задняя поверхность 26 проходит вниз от радиуса угла 23 режущей кромки, коническая задняя поверхность 28 проходит вниз от изогнутой режущей кромки 25, плоская задняя поверхность 31 проходит вниз от прямой режущей кромки 27, и плоская задняя поверхность 33 проходит вниз от прямой режущей кромки 29. Режущая пластина 10 включает в себя также вторичную плоскую заднюю поверхность 35, которая продлевает задние поверхности 28, 31 и 33 до нижней кромки 21 пластины 10.
Согласно варианту реализации с Фиг.4, по существу квадратная режущая пластина 10 включает в себя четыре выпуклых режущих кромки 12, и область 25 изогнутой режущей кромки на режущей кромке 12 имеет относительно большой радиус кривизны, как это видно от верхней поверхности 15 режущей пластины 10. Радиус кривизны предпочтительно должен быть значительно большим, чем незначительный радиус вписанной на пластине окружности. Таким образом, область 25 изогнутой режущей кромки образует коническую заднюю поверхность 28 на боковой поверхности 19 режущей пластины 10.
Соответственно, должно быть ясно, что различные варианты реализации режущей пластины согласно настоящему изобретению могут включать в себя различные комбинации особых областей режущей кромки. Например, на Фиг.5 показаны различные конструкции режущих кромок для пластин согласно настоящему изобретению. На Фиг.5А показана по существу квадратная режущая пластина 110, включающая в себя четыре одинаковых режущих кромки 112, при этом режущая пластина 110 включает в себя область 114 скругления и область 116 выпуклой режущей кромки. На режущих кромках 112 пластины 110 отсутствуют линейные области. На Фиг.5 В показана по существу квадратная режущая пластина 120, включающая в себя четыре одинаковых выпуклых режущих кромки 122, и режущая пластина 120 включает в себя область 124 закругления, одну по существу линейную область 126 режущей кромки и область 128 изогнутой режущей кромки с относительно большим радиусом кривизны. На Фиг.5С показана по существу квадратная режущая пластина 130, включающая в себя четыре одинаковых режущих кромки 132, и режущая пластина 130 включает в себя область 134 закругления, две соседних по существу линейных области 135 и 136 режущей кромки и область 138 изогнутой режущей кромки с относительно большим радиусом кривизны. На Фиг.5D показана по существу квадратная режущая пластина 140, включающая в себя четыре одинаковых режущих кромки 142, при этом режущая пластина 140 включает в себя область 143 закругления, три соседних по существу линейных области 144, 145 и 146 режущей кромки, и область 148 изогнутой режущей кромки с относительно большим радиусом кривизны.
Некоторые варианты реализации режущих пластин согласно настоящему изобретению могут в общем случае описываться математически. Как пример рассмотрим Фиг.6. Как известно в данной области техники, диаметр вписанной окружности А (т.е. окружность наибольшего радиуса, попадающая в пределы периметра поверхности пластины) обычно отображает размер режущей пластины. В связи с Фиг.6А предположим, что начало (т.е. точка 0,0) системы Декартовых координат X-Y находится в центре СР вписанной окружности А в пределах режущей пластины, отображаемой квадратом 210. Уравнение вписанной окружности А может быть описано следующим уравнением (II):

где R - радиус вписанной окружности А. Уникальный признак некоторых вариантов реализации режущих пластин согласно настоящему изобретению заключается в объединении некоторых достоинств относительно большой круглой пластины и некоторых достоинств квадратной пластины стандартного размера. Каждая из четырех режущих кромок 212 по существу квадратной пластины будет тангенциально направлена к вписанной окружности А в точках соприкосновения с ней Р1, Р2, Р3 и Р4, что может быть определено приведенным выше уравнением и может быть отражено группой тангенциальных уравнений вписанной окружности следующим образом:

где Pix и Piy - X и Y координаты тангенциальных точек и i=1, …, 4. Квадратная пластина помещается с углом наклона α, который непосредственно связан с максимальной глубиной разреза М, используемой при разрезании круглой пластиной. Предположим, что нижняя сторона квадрата 210 на Фиг.6(А) тангенциальна к вписанной окружности А в точке P1(P1x,P1y). В этом случае P1x=R*(sinα) и P1y=-R*(cosα). Подставляя точку (P1x,P1y) в приведенное уравнение, получим следующее уравнение (IV) для нижней стороны квадрата 210 на Фиг.6:

где α - угол наклона.
Уравнения, определяющие оставшиеся три стороны квадрата 210 на Фиг.6, могут быть получены подобным же образом, образуя следующий ряд уравнений (V)-(VIII), причем каждое из них отображает свою сторону квадрата:
Приведенная группа уравнений основана на угле наклона, который соответствует максимальной глубине разреза. Каждая из четырех режущих кромок пластины, включая область изогнутой режущей кромки, имеющей относительно большой радиус кривизны, будет ограничена квадратом 210, задаваемым уравнениями (V)-(VIII).
Как только приведенные выше уравнения (V)-(VIII) получены, дуга идентичной длины с радиусом, большим радиуса вписанной окружности А, предоставляется для каждой стороны квадрата 210, тангенциально к сторонам квадрата 210 в точках от P1 до Р4. Четыре одинаково расположенных дуги показаны на Фиг.6А как B1-B4. В некоторых вариантах реализации режущей пластины хорды каждой из четырех дуг B1-B4, параллельные соответствующим соседним сторонам квадрата 210, определяют область изогнутой режущей кромки. Таким образом, как следует из Фиг.6(А), дуга Bi имеет радиус кривизны, больший радиуса вписанной окружности А. Штриховая линия Z параллельна стороне квадрата 210, тангенциальна к дуге B1 и пересекает дугу B1 в точках z' и z''. Хорда C1 дуги B1 соединяет точки z' и z'' и определяет область 220 изогнутой режущей кромки режущей пластины. Относительно большой радиус кривизны области 220 изогнутой режущей кромки показан штрих-пунктирными линиями R1 и R2, которые проходят от области 220 изогнутой режущей кромки по направлению к центральной точке радиуса кривизны, определяющего дугу B1. Если продолжить линию радиуса кривизны дуги B1, то штрих-пунктирные линии R1 и R2 пересекутся в точке, далеко отстоящей от центральной точки СР окружности А.
Поскольку в этом варианте реализации хорда C1 дуги B1 параллельна соседней стороне квадрата 210, то определяемая область изогнутой режущей кромки с большим радиусом кривизны имеет тот же угол наклона, что видно из приведенных уравнений. В тех случаях, когда предлагаемая настоящим изобретением режущая пластина используется прежде всего для торцевого фрезерования, тангенциальная линия при нижней левой конечной точке Z1 дуги B1 перпендикулярна оси фрезеровочного корпуса и, таким образом, достигается хорошая окончательная обрабатываемая поверхность, если она перпендикулярна оси фрезеровочного корпуса. Далее, согласно приведенному на Фиг.6 геометрическому соотношению, длина хорды C1 может быть представлена как функция максимальной глубины разреза и угла наклона α, как видно из следующего уравнения (IX):

В этом случае радиус кривизны Rb области изогнутой режущей кромки определяется следующим соотношением:

где θ - центр угла дуги.
Следующим этапом при конструировании некоторых вариантов реализации режущих пластин согласно настоящему изобретению может быть добавление второй области к режущей кромке, причем так же, как и в этом примере, область линейной режущей кромки перпендикулярна оси режущей пластины и тангенциальна к нижней левой конечной точке дуги, образующей область изогнутой режущей кромки режущей пластины. Следующий этап показан на Фиг.6В, на котором первая линейная область 214 режущей кромки подобной же длины добавляется в окончание каждой области 220 изогнутой режущей кромки. Следующим этапом может быть добавление второй линейной области режущей кромки в окончание первой линейной области 214 режущей кромки к каждой режущей кромке. Вторая линейная область 216 режущей кромки может быть установлена при относительно малом угле относительно первой линейной области режущей кромки. Этап показан на Фиг.6С, на котором вторая линейная область 216 режущей кромки добавляется к каждой режущей кромке в окончание первой линейной области 214 режущей кромки. На последующем дополнительном этапе возможно добавление закругления углов режущей пластины. В этом варианте реализации каждый из закругленных углов 218 имеет один и тот же радиус закругления, которое плавно тангенциально переходит во вторую линейную область 216 режущей кромки и в область 220 изогнутой режущей кромки, которые соединяет каждый из закругленных углов. Этот этап показан на Фиг.6D, на котором четыре одинаковых закругленных угла 218 завершают профиль 220 режущей пластины.
Как только образуется выпуклая режущая кромка 214, 216 и 220, показанная на Фиг.6D, могут быть образованы все задние поверхности (т.е. грани) на боковых поверхностях режущей пластины. В приведенном на Фиг.4 варианте реализации коническая задняя поверхность 28 (или поверхность отвода) может быть образована ниже изогнутого участка 25 кромки с большим радиусом кривизны и затем соединена плоской гранью 35, проходящей до нижней кромки 21 режущей пластины 10. Большой радиус кривизны на каждой изогнутой режущей кромке вышеописанной пластины намного больше радиуса закругления 23 каждого угла пластины, например радиус кривизны 55 мм на изогнутом участке режущей кромки всей выпуклой режущей кромки сравнивается с радиусом закругления 0,8 мм угла пластины. Плоская грань 33 образована ниже прямого участка 29 кромки, а плоская грань 31 образована ниже прямого участка 27 кромки, причем обе на каждой из четырех боковых поверхностей режущей пластины 10. Грань 33 действует как режущая грань для получения обработанной поверхности перпендикулярно оси разреза, тогда как грань 31 находится под углом для отрезного фрезерования вдоль направления разреза. Окончательно коническая задняя поверхность 26 образуется ниже закругленного угла 23.
Ряд режущих пластин, таких как вариант реализации режущей пластины 10, может быть объединен во фрезеровочном корпусе 41, как показано на Фиг.7, и пластины могут быть аккуратно зафиксированы в гнезде 42 винтом 43 через центральное отверстие 13 на режущей пластине 10. Корпус может также иметь желоб 44 для облегчения удаления стружки, образуемой при механической обработке.
В некоторых случаях торцевого фрезерования, как показано на Фиг.8, прямая режущая кромка 29 может быть перпендикулярна оси разреза 46 для надежного получения хорошей поверхности в результате обработки. Фрезеровочный корпус 41 выполнен так, что одно и то же гнездо может принимать режущую пластину одного размера и при отличающейся выпуклой режущей кромке, и поддерживать перпендикулярность между прямой режущей кромкой 29 пластины 10 и осью резца 46. На Фиг.9 показан пример режущей пластины одного размера с диаметром вписанной на пластину окружности 12,7 мм, или радиусом 6,35 мм, с двумя различными радиусами кривизны выпуклой режущей кромки, т.е. режущая пластина 48 имеет радиус кривизны 22,5 мм как часть выпуклой режущей кромки, а режущая пластина 49 имеет радиус кривизны 55 мм как часть выпуклой режущей кромки.
Показанный на Фиг.8 корпус резца 41 можно также сконструировать так, что можно использовать то же самое положение пластины в том же самом гнезде для выполнения разнообразных фрезеровочных операций (торцевое фрезерование, фрезеровка пазов, врезное и наклонное фрезерование). Это означает то, что если разрез выполняется вдоль обрабатываемой поверхности, т.е. перпендикулярно оси 46 резца, то пластины выполняют операции торцевого фрезерования или фрезерования паза; и если разрез выполняется вдоль направления, параллельного оси 46 резца, то режущие пластины выполняют операцию отрезной фрезеровки; и дополнительно, если разрез выполняется под малым углом к поверхности обрабатываемой детали, как показано на Фиг.8, то режущие пластины выполняют операцию наклонного фрезерования.
Режущие пластины, представленные в данном изобретении, не ограничиваются вариантом с плоской верхней поверхностью, при этом возможны также режущие пластины со стружколомом на верхней поверхности пластины. На Фиг.10 показана конструкция режущей пластины 61, представленной в данном изобретении, которая имеет стружколом на верхней поверхности 61. Такой стружколом может быть охарактеризован, по меньшей мере, пятью основными параметрами: глубиной канавки 62, главным углом 63, задней стороной зуба 64, верхней гранью зуба 65 и шириной канавки 66, а также и другими признаками стружколома, известными в данной области техники. Стружколом, который может быть использован в варианте реализации режущей пластины согласно настоящему изобретению, позволяет соответствующему режущему устройству адаптироваться для использования в механической обработке многих технологических материалов.
Следует понимать, что данное описание представляет те аспекты изобретения, которые необходимы для его понимания. Некоторые аспекты изобретения, которые должны быть очевидны специалистам в данной области техники и поэтому не способствовали бы лучшему пониманию изобретения, в настоящем описании для упрощения не представлены. Хотя описаны варианты реализации изобретения, специалистам в данной области техники при рассмотрении приведенного описания будет очевидно, что возможно множество модификаций и изменений данного изобретения. Все эти модификации и изменения подразумеваются приведенным описанием и охватываются прилагаемой формулой изобретения.








Режущая пластина предназначена для установки в гнезде корпуса фрезерного инструмента и имеет верхнюю поверхность, содержащую четыре идентичные выпуклые режущие кромки и четыре идентичных угла, соединяющих выпуклые режущие кромки, каждая из которых включает изогнутую область и первую прямолинейную область, примыкающую к изогнутой области. Радиус каждой изогнутой области, по меньшей мере, в два раза превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность. Пластина имеет нижнюю поверхность, содержащую нижнюю кромку, четыре идентичные боковые стороны, каждая из которых проходит между выпуклой режущей кромкой и нижней кромкой и включает первую коническую заднюю поверхность, проходящую от изогнутой области к нижней кромке, и первую плоскую грань, проходящую от первой по существу прямолинейной области к нижней кромке, вторую коническую заднюю поверхность, проходящую от каждого угла режущей кромки в направлении к нижней кромке. При этом, когда режущая пластина установлена в гнездо под режущую пластину фрезерного инструмента, первая по существу прямолинейная область проходит в направлении, по существу перпендикулярном оси его вращения. Технический результат: снижение шероховатости обработанной поверхности и повышение производительности обработки. 2 н. и 26 з.п. ф-лы, 10 ил.
1. Режущая пластина, имеющая верхнюю поверхность, содержащую четыре идентичные выпуклые режущие кромки и четыре идентичных угла, соединяющих выпуклые режущие кромки, каждая из которых включает изогнутую область и первую, по существу, прямолинейную область, примыкающую к изогнутой области, причем радиус каждой изогнутой области по меньшей мере в два раза превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность, нижнюю поверхность, содержащую нижнюю кромку, четыре идентичные боковые стороны, каждая из которых проходит между выпуклой режущей кромкой и нижней кромкой и включает первую коническую заднюю поверхность, проходящую от изогнутой области к нижней кромке, и первую плоскую грань, проходящую от первой, по существу, прямолинейной области к нижней кромке, вторую коническую заднюю поверхность, проходящую от каждого угла режущей кромки в направлении к нижней кромке, при этом, когда режущая пластина установлена в гнездо под режущую пластину фрезерного инструмента, первая, по существу, прямолинейная область проходит в направлении, по существу, перпендикулярном оси его вращения.
2. Режущая пластина по п.1, в которой периметр нижней поверхности меньше периметра верхней поверхности.
3. Режущая пластина по п.1, в которой каждый угол режущей кромки содержит по меньшей мере одно из дуги окружности, последовательности дуг окружностей и полисегментной плавной кривой.
4. Режущая пластина по п.1, в которой радиус каждой изогнутой области в по меньшей мере пять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
5. Режущая пластина по п.1, в которой радиус каждой изогнутой области в по меньшей мере десять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
6. Режущая пластина по п.1, в которой каждая боковая поверхность дополнительно содержит плоскую заднюю поверхность, проходящую от места примыкания к изогнутой области в направлении к нижней кромке, при этом плоская задняя поверхность проходит от первой плоской грани в направлении к нижней кромке.
7. Режущая пластина по п.6, в которой периметр нижней поверхности меньше периметра верхней поверхности.
8. Режущая пластина по п.7, в которой радиус каждой изогнутой области в по меньшей мере пять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
9. Режущая пластина по п.7, в которой радиус каждой изогнутой области в по меньшей мере десять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
10. Режущая пластина по п.1, в которой каждая выпуклая режущая кромка дополнительно содержит вторую, по существу, прямолинейную область между, по существу, прямолинейной областью и углом, соединяющим режущие кромки, при этом каждая боковая поверхность дополнительно содержит вторую плоскую грань, проходящую от второй, по существу, прямолинейной области, и плоскую заднюю поверхность, проходящую, по существу, от изогнутой области в направлении к нижней кромке, причем плоская задняя поверхность проходит от второй плоской грани в направлении к нижней кромке.
11. Режущая пластина по п.1, в которой каждая выпуклая режущая кромка дополнительно содержит третью, по существу, прямолинейную область.
12. Режущая пластина по п.1, в которой каждая выпуклая режущая кромка дополнительно содержит по меньшей мере одно из части эллипса, части параболы и полисегментной плавной кривой.
13. Режущая пластина по п.1, дополнительно содержащая стружколомающую геометрию на верхней поверхности.
14. Режущая пластина по п.1, в которой каждая выпуклая режущая кромка проходит параллельно нижней поверхности.
15. Фрезерный инструмент, содержащий корпус, включающий гнезда под режущую пластину, и режущие пластины, устанавливаемые и закрепляемые в гнездах, при этом режущая пластина содержит верхнюю поверхность, содержащую четыре идентичные выпуклые режущие кромки и четыре идентичных угла, соединяющих выпуклые режущие кромки, каждая из которых включает изогнутую область и первую, по существу, прямолинейную область, примыкающую к изогнутой области, причем радиус каждой изогнутой области по меньшей мере в два раза превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность, нижнюю поверхность, содержащую нижнюю кромку, четыре идентичные боковые стороны, каждая из которых проходит между выпуклой режущей кромкой и нижней кромкой и включает первую коническую заднюю поверхность, проходящую от изогнутой области в направлении к нижней кромке, и первую плоскую грань, проходящую от первой, по существу, прямолинейной области в направлении к нижней кромке, вторую коническую заднюю поверхность, проходящую от каждого угла режущей кромки в направлении к нижней кромке, при этом, когда режущая пластина установлена в гнездо под режущую пластину фрезерного инструмента, первая, по существу, прямолинейная область проходит в направлении, по существу, перпендикулярном оси его вращения.
16. Фрезерный инструмент по п.15, в котором периметр нижней поверхности меньше периметра ее верхней поверхности.
17. Фрезерный инструмент по п.15, в котором каждый угол режущей кромки режущей пластины содержит по меньшей мере одно из дуги окружности, последовательности дуг окружностей и полисегментной плавной кривой.
18. Фрезерный инструмент по п.15, в котором радиус каждой изогнутой области режущей пластины в по меньшей мере пять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
19. Фрезерный инструмент по п.15, в котором радиус каждой изогнутой области режущей пластины в по меньшей мере десять раз превышает радиус большей окружности, которая может быть вписана в верхнюю поверхность.
20. Фрезерный инструмент по п.15, в котором каждая боковая поверхность режущей пластины дополнительно содержит плоскую заднюю поверхность, проходящую от места примыкания к изогнутой области в направлении к нижней кромке, при этом плоская задняя поверхность проходит от первой плоской грани к нижней кромке режущей пластины.
21. Фрезерный инструмент п.20, в котором периметр нижней поверхности режущей пластины меньше периметра ее верхней поверхности.
22. Фрезерный инструмент по п.21, в котором радиус каждой изогнутой области режущей пластины в по меньшей мере пять раз превышает радиус большей окружности, которая может быть вписана в ее верхнюю поверхность.
23. Фрезерный инструмент по п.21, в котором радиус каждой изогнутой области режущей пластины по меньшей мере в десять раз превышает радиус большей окружности, которая может быть вписана в ее верхнюю поверхность.
24. Фрезерный инструмент по п.15, в котором каждая выпуклая режущая кромка режущей пластины дополнительно содержит вторую, по существу, прямолинейную область между, по существу, прямолинейной областью режущей кромки и углом, соединяющим режущие кромки, при этом каждая боковая поверхность дополнительно содержит вторую плоскую грань, проходящую от второй, по существу, прямолинейной области, и плоскую заднюю поверхность, проходящую, по существу, от изогнутой области в направлении к нижней кромке, причем плоская задняя поверхность проходит от второй плоской грани в направлении к нижней кромке режущей пластины.
25. Фрезерный инструмент по п.24, в котором каждая выпуклая режущая кромка режущей пластины дополнительно содержит третью, по существу, прямолинейную область.
26. Фрезерный инструмент по п.15, в котором каждая выпуклая режущая кромка режущей пластины дополнительно содержит по меньшей мере одно из части эллипса, части параболы и полисегментной плавной кривой.
27. Фрезерный инструмент по п.15, в котором режущая пластина дополнительно содержит стружколомающую геометрию на своей верхней поверхности.
28. Фрезерный инструмент по п.15, в котором каждая выпуклая режущая кромка режущей пластины проходит параллельно ее нижней поверхности.
| US 4294565 A, 06.03.1980 | |||
| МНОГОЛЕЗВИЙНАЯ РЕЖУЩАЯ ПЛАСТИНКА | 0 |
|
SU344930A1 |
| Многопозиционная режущая пласти-HA | 1978 |
|
SU814573A1 |
| Режущая пластина | 1987 |
|
SU1504006A1 |
| РЕЖУЩАЯ ПЛАСТИНА, ПРЕИМУЩЕСТВЕННО ДЛЯ ТОКАРНЫХ РАБОТ | 1995 |
|
RU2127173C1 |
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

