Изобретение относится к области металлургии цветных металлов, конкретно к устройствам для рафинирования магния.
Известна печь для рафинирования магния, включающая кожух, футерованную шахту с электродами, свод с центральной шахтой и патрубками для загрузки и выгрузки расплавленных материалов (пат. РФ 2283886, С22В 26/22, F27B 17/00). Одним из недостатков такой печи является большая открытая поверхность жидкого магния, требующая защиты от окисления.
Известны печи для рафинирования магния колокольного типа [О.А. Лебедев, Производство магния электролизом. М., Металлургия, 1988 г.; пат. РФ 2222623 С22В 26/22, F27B 17/00; пат РФ 2228964 С22В 26/22, F27B 17/00], в которых колокол для магния погружен в обогревающую его солевую среду, содержащую хлориды калия, магния, натрия и бария. Колокол имеет патрубки для загрузки и выгрузки магния, сечения которых значительно меньше, чем открытая поверхность магния в печах, не содержащих колокола. Печи колокольного типа позволяют значительно уменьшить потери магния окислением на поверхности пропорционально снижению открытой поверхности магния.
В настоящее время эксплуатируются печи для рафинирования магния обоих указанных типов.
Настоящее изобретение направлено на совершенствование конструкции печи «колокольного» типа с целью повышения его эксплуатационных характеристик как технологических, так и экономических.
Наиболее близким аналогом, выбранным в качестве прототипа, является печь непрерывного рафинирования магния по патенту РФ 2228964, С22В 26/22; F27B 17/00, содержащая свод, кожух с футерованной ванной с электродами, с установленным внутри нее колоколом с двумя патрубками со съемными воронками и рафинировочной камерой; колокол выполнен с центральным вертикальным каналом и с вертикальными радиально расположенными ребрами жесткости, между двумя из которых выполнено дно, а другие ребра расположены с образованием лабиринта для рафинирования магния. Из описания к патенту известно, что вокруг колокола находится греющий электролит состава: 10-18% MgCl2, 10-20% NaBr или 5-7 BaCl2, 18-20% NaCl, KCl - остальное, а на дне рафинировочной (заливочной) камеры находится электролит электролизных ванн состава: 5-10% MgCl2, 20-30% NaCl, KCl - остальное. Периодически 1 раз в смену из заливочной камеры выбирают вакуумным ковшом накопившийся электролит электролизных ванн, пришедший с магнием-сырцом.
К недостаткам печи по прототипу можно отнести:
- Использование BaCl2, являющегося сильнодействующим ядом и возможным источником отравления обслуживающего персонала.
NaBr - достаточно «экзотичная» соль, не используемая в производстве магния.
Кроме того, загрузка солей, их подготовка требует дополнительного времени и трудозатрат, снижения производительности труда.
Применение хлорида бария в известных флюсовых смесях обусловлено необходимостью утяжеления их при рафинировании магния или сплавов вводом флюса сверху. В больших рафинировочных печах флюс для рафинирования сверху не вводится и потому использование утяжелителей (BaCl2, NaBr) не требуется.
- Дно в загрузочной камере существенным образом усложняет технологию переработки магния в печи.
Во-первых, появляется необходимая операция удаления соли из загрузочной камеры, иначе магний в ней скапливаться не будет, и общая емкость колокола по магнию уменьшается. Невозможно удалить известными приспособлениями шлам из загрузочной камеры.
Во-вторых, при откачке магния из выгрузочного патрубка магний из загрузочной камеры (если он там все еще есть) не откачивается по гидростатическим условиям, т.е. уменьшается рабочая емкость колокола по магнию на объем загрузочной камеры.
В-третьих, при удалении скопившейся в загрузочной камере соли неизбежно вместе с солью попадет и магний, т.е. увеличатся потери магния.
Указанные негативные моменты устройства дна в загрузочной камере были изучены при испытании гидравлической модели печи.
Задачами предлагаемого технического решения являются: упрощение и стабилизация технологии обслуживания рафинировочной печи, уменьшение потерь магния, исключение опасных компонентов из состава греющей соли.
Технические результаты достигаются тем, что в дне между ребрами выполнено отверстие напротив загрузочного патрубка, загрузочная съемная воронка погружена в колокол и заканчивается чашеобразной направляющей потока, а в качестве греющей соли используется рабочий электролит магниевых электролизеров.
- Кроме того, диаметр отверстия составляет не менее диаметра загрузочного патрубка, а площадь отверстия составляет 0,1-0,8 суммарного проходного сечения переточных каналов ребер.
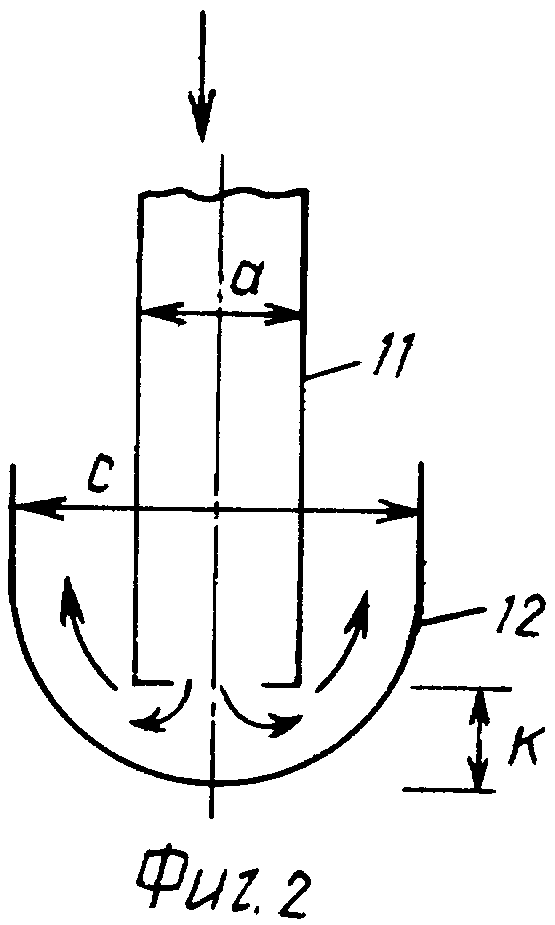
- Кроме того, конец загрузочной воронки заглублен в чашеобразную направляющую потока, а расстояние от воронки до дна направляющей составляет 30-80 мм.
- Кроме того, диаметр направляющей на 30-80 мм превышает диаметр конца загрузочной воронки.
- Кроме того, загрузочная воронка погружена в колокол на 0,1-0,5 его высоты.
Выполнение отверстия в дне объединяет солевую среду печи, устраняет гидравлические «мешки», дает возможность полностью использовать объем колокола для магния. Расположение отверстия в дне напротив загрузочного патрубка позволяет сгоревшему в патрубке магнию свободно опуститься на подину печи, откуда твердые частицы могут быть удалены грейфером через центральный вертикальный канал. Чашеобразная направляющая на конце загрузочной воронки направляет поток магния при заливке из ковша вверх к переточным каналам и дальнейшей транспортировке к выгрузочному патрубку, не позволяя опуститься потоку магния в нижние слои печи. Использование рабочего электролита в качестве греющей соли позволяет: исключить опасные и редкие солевые добавки (BaCl2, NaBr); применять используемую в производстве магния солевую смесь, в которой магний удовлетворительно рафинируется и всплывает (отделяется), что доказано многолетней практикой электролитического производства магния в бездиафрагменных электролизерах и поточных линиях.
Все параметры установлены и изучены на водной модели и подтверждены практикой опытной эксплуатации печи.
Проведенный заявителем анализ уровня техники, аналогичный предлагаемому техническому решению, показал, что оно обладает признаками «новизна» и соответствует условию «изобретательский уровень».
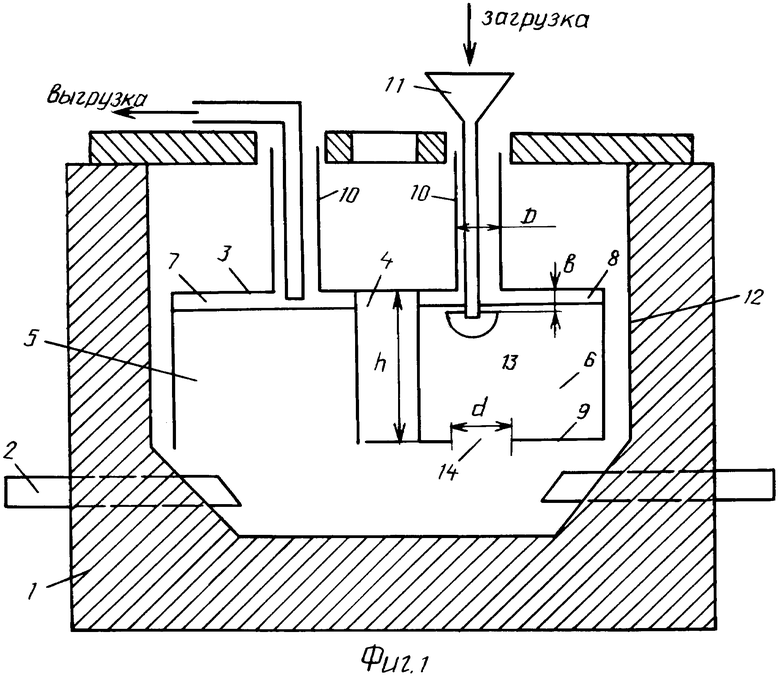
На фиг.1 показан поперечный разрез печи, на фиг.2 - узел установки направляющей потока на загрузочной воронке.
На чертежах цифрами отмечены: 1 - футеровка печи, 2 - электроды, 3 - колокол, 4 - вертикальный канал колокола, 5, 6 - ребра жесткости колокола, 7, 8 - переточные каналы в ребрах, 9 - дно между ребрами 6, 10 - патрубки колокола, 11 - съемные воронки для загрузки и выгрузки магния, 12 - чашеобразная направляющая потока на загрузочной воронке, 13 - загрузочная камера, 14 - отверстие в дне 9.
На чертежах буквами обозначены: D - диаметр загрузочного патрубка колокола 10, d - диаметр отверстия 14 в дне 9, b - глубина погружения воронки в колокол 3, h - высота колокола 3, а - диаметр загрузочной воронки в колоколе, с - диаметр чашеобразной направляющей, к - расстояние от конца загрузочной воронки до дна чашеобразной направляющей.
Стрелками показано направление движения потоков расплава.
Печь работает следующим образом.
В печь заливают рабочий электролит электролизера состава: 10% MgCl2, 20% NaCl, 70% KCl до полного закрытия колокола расплавом. Через электроды 2 переменным током нагревают соль до 710°С. Далее из вакуумного ковша через воронку загрузочную 11 загружают магний-сырец (емкость вакуум-ковша ~2 т). Поток расплавленного магния, проникая по загрузочной воронке до направляющей потока 12, получает направление вверх, т.к. путь вниз перекрыт. Поднимаясь вверх, поток магния попадает в переточные каналы 8 и движется в сторону выгрузочного патрубка. После заполнения колокола магний отстаивают 20-30 минут и выгружают (перекачивают насосом) на литейный конвейер. Магний-сырец рафинируется путем отстоя и за счет «рафинирующего» контакта магния и солевого расплава. Загрузочную воронку периодически извлекают из печи для промывки в промывочной солевой печи, при этом очищают от наростов загрузочный патрубок. Отслоившиеся куски тяжелей расплава, поэтому они через отверстие 14 в дне загрузочной камеры 13 попадут на подину печи, с которой периодически извлекаются грейфером через вертикальный канал колокола 4. Очистка воронки и патрубка является необходимой технологической операцией. Так как диаметр d больше диаметра D, то куски возможно большой величины проникают через отверстие на подину печи.
Заглубление загрузочной воронки в колокол b обеспечивает возможность оптимальной организации потоков в верхней зоне колокола, а конфигурация направляющей (чашеобразность) потока позволяет сформировать нужное направление и скорость потоков.
Относительные размеры элементов колокола исследованы на водной модели, а их оптимальность подтверждена работой опытного экземпляра печи.
В таблице приведено обоснование указанных в техническом решении параметров.
Гидравлическое сопротивление отверстия в дне потоку магния должно быть больше, чем гидравлическое сопротивление переточных каналов, чтобы гарантированно направить поток в переточные каналы, а не в донное отверстие. Это условие обеспечивается уменьшением площади отверстия относительно суммарной площади переточных каналов.
Таким образом, предложенные технические решения упрощают технологию обслуживания печи устройством отверстия в дне колокола, уменьшают потери магния за счет исключения операции очистки загрузочной камеры колокола от электролита при наличии отверстия в дне, исключают использование опасных для здоровья людей компонентов соли.
Испытания печи показали обоснованность предложенных решений. Переработано более 500 т магния-сырца, весь полученный магний соответствует стандарту. Потери магния составили менее 5 кт на 1 т магния.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ НЕПРЕРЫВНОГО РАФИНИРОВАНИЯ МАГНИЯ | 2003 |
|
RU2228964C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2002 |
|
RU2222623C1 |
| ПЕЧЬ НЕПРЕРЫВНОГО РАФИНИРОВАНИЯ МАГНИЯ | 2006 |
|
RU2348715C2 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 1995 |
|
RU2092760C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2004 |
|
RU2283886C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2006 |
|
RU2320944C1 |
| СПОСОБ ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА, ПОТОЧНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЕЕ ЧАСТИ | 1997 |
|
RU2128730C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ХЛОРИДОВ РЕДКИХ МЕТАЛЛОВ | 1995 |
|
RU2095313C1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА МАГНИЯ И СПОСОБ ПОЛУЧЕНИЯ МАГНИЯ ИЗ КИСЛОРОДСОДЕРЖАЩЕГО СЫРЬЯ В ЭТОЙ ЛИНИИ | 1996 |
|
RU2107113C1 |
| СПОСОБ ПОДГОТОВКИ ЭЛЕКТРОЛИТА ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО ПОЛУЧЕНИЯ МАГНИЯ И ХЛОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2677448C1 |
Изобретение относится к печи для непрерывного рафинирования магния с солевым обогревом. Печь содержит футерованный кожух с электродами, установленный внутри колокол с загрузочной камерой и центральным вертикальным каналом, вертикальными ребрами жесткости с переточными каналами и дном между двумя из ребер и с двумя патрубками со съемными воронками. В дне под загрузочным патрубком выполнено отверстие диаметром больше диаметра загрузочного патрубка и сечением меньше сечения переточных каналов в вертикальных ребрах у загрузочного патрубка. Съемная загрузочная воронка заканчивается на глубине 0,1-0,5 высоты колокола от его верха чашеобразной направляющей потока, причем диаметр направляющей на 30-80 мм больше диаметра конца загрузочной воронки. В качестве греющей соли используется рабочий электролит электролизеров. Обеспечивается упрощение обслуживания печи, снижение потерь магния и исключение опасных компонентов из состава греющей соли. 4. з.п. ф-лы, 2 ил., 1 табл.
1. Печь непрерывного рафинирования магния с солевым обогревом, содержащая футерованный кожух с электродами, установленный внутри колокол с центральным вертикальным каналом, вертикальными ребрами жесткости с переточными каналами, загрузочной камерой, образованной двумя из ребер жесткости и дном между ними, и двумя патрубками, загрузочным и выпускным, с установленными в них съемными воронками, причем съемная воронка загрузочного патрубка погружена в колокол, отличающаяся тем, что в дне загрузочной камеры выполнено отверстие напротив загрузочного патрубка, а конец съемной воронки загрузочного патрубка заканчивается чашеобразной направляющей потока магния, при этом в качестве греющей соли используется рабочий электролит магниевых электролизеров.
2. Печь по п.1, отличающаяся тем, что диаметр отверстия составляет не менее диаметра загрузочного патрубка, а площадь отверстия составляет 0,1-0,8 суммарного проходного сечения переточных каналов ребер загрузочной камеры.
3. Печь по п.1, отличающаяся тем, что конец загрузочной воронки заглублен в чашеобразную направляющую потока, а расстояние от конца воронки до дна направляющей составляет 30-80 мм.
4. Печь по п.1, отличающаяся тем, что диаметр направляющей на 30-80 мм превышает диаметр конца загрузочной воронки.
5. Печь по п.1, отличающаяся тем, что загрузочная воронка погружена в колокол на 0,1-0,5 его высоты.
| ПЕЧЬ НЕПРЕРЫВНОГО РАФИНИРОВАНИЯ МАГНИЯ | 2003 |
|
RU2228964C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 1995 |
|
RU2092760C1 |
| ПЕЧЬ ДЛЯ РАФИНИРОВАНИЯ МАГНИЯ | 2002 |
|
RU2222623C1 |
| US 4385931 A, 31.05.1983 | |||
| Регулятор уровня масла в картере дизеля судна | 1984 |
|
SU1270751A1 |
| DE 4203193 A,12.08.1993. | |||

