Данное изобретение связано с областью дополнительной обработки печатной продукции и относится к способу и устройству согласно преамбулам соответствующих независимых пунктов формулы изобретения. Способ и устройство согласно заявленному изобретению служат для добавления приложения к каждому экземпляру фальцованной или брошюрованной печатной продукции, который, соответственно, имеет фальцованный или корешковый край, отличающийся наличием крайнего фальца или сброшюрованного корешка, в ходе, по существу, непрерывного конвейерного транспортирования, посредством которого каждый экземпляр печатной продукции транспортируется удерживаемым в сплошном конвейерном потоке. Данная печатная продукция представляет собой, например, газеты, журналы или брошюры.
Согласно известным способам, приложения добавляют к фальцованной или брошюрованной печатной продукции во время непрерывного конвейерного транспортирования, например, посредством раскрытия каждого экземпляра печатной продукции и вложения в него приложения; посредством приклеивания приложения на последний добавленный лист перед добавлением другого листа печатной продукции, создаваемой подборкой или вложением; посредством раскрывания печатной продукции и вклеивания в нее приложения или посредством наложения приложения на готовую печатную продукцию и упаковки вместе с ней, например, посредством прозрачной пленки.
Целью данного изобретения является обеспечение нового способа добавления приложений к отдельным экземплярам фальцованной или брошюрованной печатной продукции, которая, по существу, непрерывно транспортируется конвейером. Способ и устройство согласно данному изобретению должны быть несложными, не требовать много места и быть реализуемыми, по возможности, с использованием элементов известных устройств, чтобы уже существующие конвейерные системы можно было легко приспособить для реализации заявленного способа.
Эта цель достигнута за счет способа и устройства, раскрытых в формуле изобретения.
Согласно заявленному изобретению к каждому экземпляру фальцованной или брошюрованной печатной продукции добавляют фальцованное приложение, которое подается в сложенном виде, при этом разделенные сгибом части приложения лежат, по меньшей мере, частично друг на друге; указанное приложение раскрывают непосредственно перед добавлением и накладывают с наружной стороны фальцованного или корешкового края экземпляра печатной продукции таким образом, что две части приложения лежат на передней стороне и/или задней стороне или на фальцованном или корешковом крае экземпляра печатной продукции, при этом сгиб приложения совмещают с фальцованным или корешковым краем экземпляра печатной продукции. Для добавления приложения печатную продукцию, поверхности которой расположены в ряд, по существу, поперек или наискось относительно направления транспортирования, а каждый экземпляр удерживается захватами, которые зажимают фальцованный или корешковый край; край, противолежащий фальцованному или корешковому краю; или оба боковых края (края, примыкающие к фальцованному или корешковому краю), транспортируют в конвейерном потоке друг за другом через участок добавления, в пределах которого находится место добавления, где приложения накладывают на печатную продукцию. Кроме того, участок добавления по ходу конвейера до и/или после места добавления в некоторых случаях может иметь участки, где транспортировка печатной продукции меняется, при этом по ходу конвейера до места добавления устанавливается конвейер одного типа согласно изобретению для добавления приложений, или по ходу конвейера после места добавления конвейер указанного типа снова заменяется конвейером другого типа. Приложения, удерживаемые подобным образом, по одному подаются к месту добавления в сложенном виде, раскрываются непосредственно перед местом добавления и в месте добавления накладываются на фальцованные или корешковые края печатной продукции.
Приложения, имеющие подходящий формат, могут накладываться рядом с транспортирующим печатную продукцию захватом, удерживающим фальцованный или корешковый край, таким образом, посредством данного захвата можно транспортировать печатную продукцию не только на участок добавления, но также через участок добавления и от него. Если приложение слишком большое, то, чтобы наложить его рядом с захватом, удерживающим экземпляр печатной продукции за фальцованный или корешковый край, необходимо, чтобы транспортируемая подобным образом к участку добавления и от него печатная продукция, удерживаемая у фальцованных или корешковых краев, при транспортировке через участок добавления перехватывалась с удержанием, по меньшей мере, у края, отличного от фальцованного или корешкового края, вспомогательным конвейером, предназначенным для транспортировки печатной продукции через место добавления. Однако в этом случае также можно транспортировать к участку добавления, через участок добавления и от него печатную продукцию, удерживаемую у края, отличного от фальцованного или корешкового края.
Таким образом, в способе согласно изобретению фальцованное приложение раскрывают и накладывают на фальцованный или корешковый край печатной продукции аналогично наложению отдельного листа в известном процессе подборки, в котором экземпляр печатной продукции из отдельных сфальцованных листов изготавливается с раскрытием в первую очередь самого внутреннего листа и его наложения на седловидную опору, а затем с раскрытием других листов и наложением их друг на друга таким же образом, вплоть до самого верхнего листа. Однако, в противоположность известному процессу подборки, в заявленном способе не используется седловидная опора, но сам экземпляр печатной продукции служит опорой, на которую накладывают приложение. Вопреки ожиданиям было установлено, что для успешной реализации способа согласно изобретению нет никакой необходимости предъявлять большие требования к устойчивости печатной продукции и, в частности, к устойчивости фальцованного или корешкового края печатной продукции.
Для прикрепления приложения к экземпляру печатной продукции до наложения приложения на экземпляр печатной продукции наносят клей на фальцованный или корешковый край экземпляра печатной продукции, или на переднюю сторону экземпляра печатной продукции в области фальцованного или корешкового края, или, если печатная продукция сфальцована, то приложение может быть прошито вместе с экземпляром печатной продукции в области фальцованного края. Однако, для скрепления выполненного согласно заявленному способу комплекта из фальцованного или сброшюрованного экземпляра печатной продукции и приложения, его также можно упаковать, например, в прозрачную пленку. В зависимости от дальнейшей обработки или дальнейшего использования комплекта из экземпляра печатной продукции и приложения, прикрепление приложения к печатной продукции также может полностью отсутствовать.
Данные приложения, например, подают друг за другом, зажатыми между двумя конвейерными лентами с фальцованными краями, обращенными назад или, как в случае печатной продукции, в конвейерном потоке, когда фальцованные края приложений расположены в ряд, по существу, перпендикулярно направлению транспортирования, при этом каждое приложение зажато отдельно у фальцованного края. Данные приложения непосредственно перед наложением на фальцованные или корешковые края печатной продукции раскрывают, по существу, известным способом. Для раскрытия без каких-либо затруднений приложений, согнутых не посередине, предпочтительно, чтобы они имели предварительную фальцовку.
Данные приложения, предпочтительно, представляют собой однократно сложенные листы, которые значительно меньше печатной продукции. Однако приложения могут быть листами в несколько сложений или могут быть многосторонними, например, сброшюрованными буклетами. Способ согласно изобретению сам по себе не накладывает ограничений на формат приложений.
Способ согласно изобретению, в частности, подходит для добавления рекламных приложений к газетам, журналам или брошюрам, причем приложения, добавленные согласно заявленному способу, расположены очень заметно и, если они пришиты или приклеены к печатной продукции, не могут быть удалены так же легко, как вложенные приложения.
Данные приложения дополнительно к фальцу могут иметь потенциальные линии сгиба, которые представляют собой углубленные, перфорированные или несколько ослабленные линии, которые проходят параллельно фальцу на расстоянии от него и вдоль которых приложения, по меньшей мере, сгибают при наложении на фальцованный или корешковый край печатной продукции. Таким образом, приложение приобретает более широкое корешковое поле, которое может быть наложено без каких-либо проблем на соответствующий широкий корешковый край сброшюрованной печатной продукции или на фальцованный край соответствующей более толстой фальцованной печатной продукции. Если потенциальная линия сгиба является перфорированной линией, она может дополнительно обеспечивать возможность отделения простым способом одной части приложения от другой части приложения, чтобы, если приложение прикреплено на печатную продукцию приклеиванием или сшиванием, читатель также мог легко отделить эту часть простым способом.
Заявленное устройство, которое подходит для реализации способа согласно изобретению, содержит конвейерное средство для, по существу, непрерывной транспортировки сплошного конвейерного потока печатной продукции к участку добавления, через участок добавления и от него, при этом фальцованные или корешковые края печатной продукции в этом сплошном конвейерном потоке расположены в ряд поперек или наискось (не параллельно) относительно направления транспортирования, и при указанной конвейерной подаче положение печатной продукции в потоке, по существу, не изменяется. Все указанные конвейерные средства содержат множество захватов или пар захватов, причем каждый захват, или каждая пара захватов, предназначены для захвата и удерживания одного экземпляра транспортируемой печатной продукции. Конвейерные средства, например, являются круговыми грейферными транспортерами, которые на цепной линии содержат захваты, расположенные на равномерном расстоянии друг от друга. Однако конвейерные средства могут также содержать конвейерные элементы, которые, по существу, не зависят друг от друга, несут по одному захвату и могут перемещаться вдоль направляющей друг за другом с разными интервалами.
Как будет показано далее, для транспортировки печатной продукции к участку добавления, через участок добавления и от него могут использоваться три отдельных конвейера, или для транспортировки к участку добавления и от него может быть использован один и тот же конвейер, а для транспортировки через участок добавления - вспомогательный конвейер. Также возможно применение только одного конвейера. Устройство согласно изобретению, кроме конвейерных средств транспортировки печатной продукции, содержит средство подачи приложений и средство раскрытия приложений, при этом средство подачи предназначено для подачи захватом фальцованных приложений. Кроме того, для подачи приложений можно использовать конвейер печатной продукции.
В некоторых случаях заявленное устройство для прикрепления приложений к печатной продукции содержит средство нанесения клея, расположенное по ходу конвейера до места добавления, и средство прессования приложений, расположенное по ходу конвейера за местом добавления. Кроме того, для выполнения указанного прикрепления также можно обеспечить сшивающее устройство, которое должно быть расположено по ходу конвейера за местом добавления.
Предпочтительные варианты реализации способа и устройства согласно изобретению более подробно описаны с помощью последующих чертежей,
где:
на фиг.1, 2, 3А, 3В представлен первый примерный вариант реализации способа и устройства согласно изобретению, в котором печатная продукция, удерживаемая у фальцованных или корешковых краев, транспортируется к участку добавления, через участок добавления и от него;
на фиг.4 представлен другой примерный вариант реализации способа и устройства согласно изобретению, в котором к участку добавления, через участок добавления и от него транспортируется печатная продукция, удерживаемая за край, который не является фальцованным или корешковым краем;
на фиг.5-7 представлен другой примерный вариант реализации способа и устройства согласно изобретению, в котором печатная продукция, удерживаемая у фальцованного или корешкового края, транспортируется к участку добавления и от него, а для транспортировки через участок добавления перехватывается вспомогательным конвейером, который удерживает печатную продукцию сбоку;
на фиг.8-10 представлен другой примерный вариант реализации способа и устройства согласно изобретению, в котором печатная продукция, удерживаемая за фальцованный или корешковый край, транспортируется к участку добавления и от него, а для транспортировки через участок добавления перехватывается вспомогательным конвейером, который удерживает печатную продукцию сбоку;
на фиг.11 представлен другой примерный вариант реализации способа и устройства согласно изобретению, в котором печатная продукция, удерживаемая за фальцованный или корешковый край, транспортируется к участку добавления и от него, а для транспортировки через участок добавления перехватывается вспомогательным конвейером, который удерживает печатную продукцию у края, противоположного фальцованному или корешковому краю;
на фиг.12 представлен другой примерный вариант реализации способа и устройства согласно изобретению, в котором печатная продукция, захваченная за фальцованные или корешковые края, транспортируется к участку добавления и от него, а для транспортировки через участок добавления перехватывается вспомогательным конвейером, который удерживает печатную продукцию сбоку и в котором конвейер печатной продукции также служит средством подачи приложений.
Все устройства, представленные на чертежах, показаны схематически и лишь частично. Несмотря на это, схематические чертежи позволяют специалисту в данной области техники без дополнительных затруднений выполнить представленные устройства, поскольку все элементы, которые можно использовать для всех частей устройства, по существу, известны. Также специалист в данной области техники легко может скомбинировать различным образом признаки данного способа и устройства, представленные на отдельных чертежах, с получением других вариантов реализации, которые не проиллюстрированы, но, однако, относятся к настоящему изобретению.
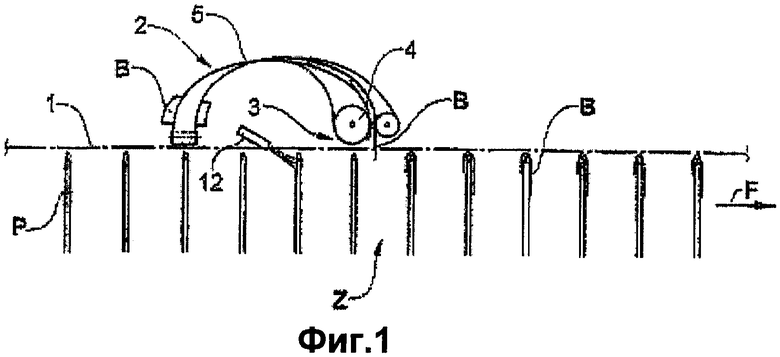
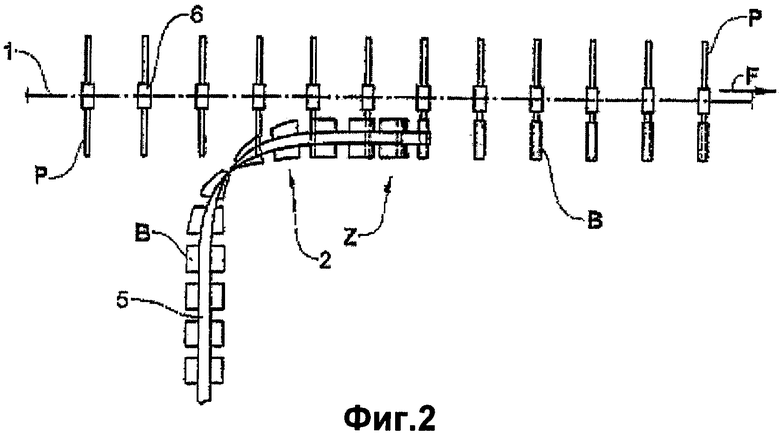
На фиг.1, 2, 3А, 3В показан первый примерный вариант реализации способа и устройства согласно изобретению. В соответствии с этим вариантом печатная продукция удерживается захватами у фальцованных или корешковых краев и транспортируется, по существу, свободно висящей в конвейерном потоке в направлении F к участку добавления, через участок добавления и от него, при этом, предпочтительно, используется один конвейер. Это означает, что захват, удерживающий печатную продукцию, перекрывает участок фальцованного или корешкового края таким образом, что на этом участке приложение не может быть размещено. Соответственно, формат приложения ограничен из-за того, что фальцованный край приложения не может быть значительно длиннее, чем не закрытая захватом часть фальцованного или корешкового края печатной продукции.
На фиг.1 очень схематично представлен вид сбоку устройства для реализации указанного способа, а на фиг.2 - вид сверху. На фиг.3А и ЗВ показаны два варианта реализации способа на примере печатной продукции и приложений.
Такое устройство, как конвейер для печатной продукции Р (конвейер 1 печатной продукции, обозначенный штрихпунктирными линиями), содержит грейферный транспортер с захватами 6. Кроме того, данное устройство содержит средство 2 подачи и средство 3 раскрытия, предназначенные для подачи и раскрытия приложений В. В проиллюстрированном случае средство 2 подачи выполнено в виде пары 5 конвейерных лент (две конвейерные ленты, прижатые одна к другой и вращающиеся в противоположных направлениях), при этом приложения В в сфальцованном виде, сгибами назад, транспортируются друг за другом, зажатыми между двумя конвейерными лентами, к средству 3 раскрытия, причем пара 5 конвейерных лент имеет изгиб или петлю для изменения направления. Приложения В, например, по одному поступают из накопителя (не показан), в котором они сложены уже в фальцованном виде и расположены на входе средства 2 подачи. Средство 3 раскрытия, которое находится в месте Z добавления непосредственно над конвейерным потоком печатной продукции Р, скомбинировано одним из известных способов с по меньшей мере одним из отгибающих роликов 4 конвейерной ленты у выхода из подающего устройства 2, при этом отгибающий ролик 4 оснащен захватным средством (не показано), которое зажимает передний край одной части фальцованных приложений В и проводит его вокруг периферии отклоняющего ролика и, таким образом, отделяет его от другой части и раскрывает приложение В.
На фиг.1 показан примерный вариант прикрепления приложения В к экземпляру печатной продукции P. Он заключается в нанесении клея, например посредством разбрызгивающей головки 12, на переднюю или заднюю сторону экземпляра печатной продукции Р, предпочтительно, в области фальцованного или корешкового края, до достижения места добавления. Для прижатия приложения к этим клейким местам печатная продукция Р с наложенными приложениями может транспортироваться например, в виде каскадного потока, между двумя прижатыми друг к другу конвейерными лентами, расположенными по ходу конвейера после места добавления (не показано).
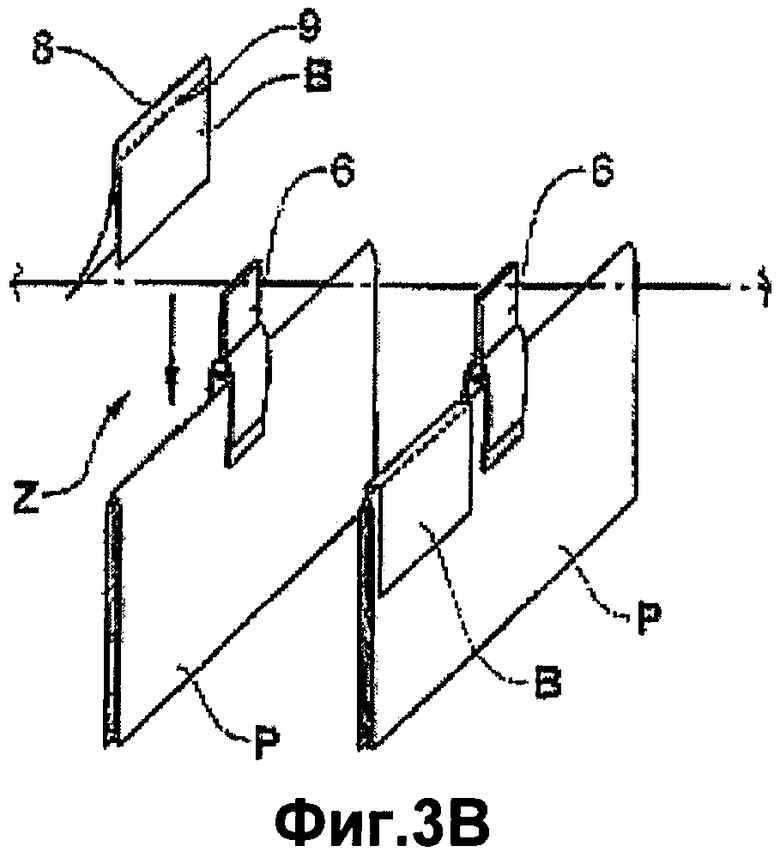
На фиг.3А показана печатная продукция Р, которая транспортируется слева направо, удерживаемая захватами 6 конвейера 1 печатной продукции у фальцованного или корешкового края, а также показан еще один способ прикрепления добавляемых приложений к печатной продукции. Представлены экземпляры печатной продукции, находящиеся на участке Z добавления, где приложение В накладывают сверху в раскрытом виде на фальцованный или корешковый край печатной продукции Р рядом с захватом 6; по ходу конвейера после места Z добавления, где приложение В лежит на фальцованном или корешковом крае печатной продукции Р; и после прохождения сшивающего устройства известного типа, которое не показано, где приложение В прикреплено к экземпляру печатной продукции Р скобками 7 и где, в некоторых случаях, отдельные листы экземпляра многосторонней фальцованной печатной продукции также одновременно соединяют друг с другом.
Изображенное на фиг.3А приложение В сфальцовано по сгибу 8, причем разделенные сгибом 8 две части приложения, после его наложения на экземпляр печатной продукции Р, прилегают, по меньшей мере частично, к передней или задней стороне экземпляра печатной продукции Р, при этом сгиб 8 приложения совмещен с фальцованным или корешковым краем экземпляра печатной продукции Р. Сгиб 8 приложения В при наложении на тонкий экземпляр печатной продукцию будет, по существу, прилегать к фальцованному или корешковому краю печатной продукции, а при наложении на более толстый экземпляр печатной продукции будет находиться на некотором расстоянии от него.
Так же, как и на фиг.3А, на фиг.3В показано приложение В в месте Z добавления, где его в раскрытом виде накладывают на фальцованный или корешковый край экземпляра печатной продукции Р, а также по ходу конвейера за местом Z добавления - уже в наложенном состоянии. В данном случае, в противоположность способу, представленному на фиг.3А, приложение В дополнительно к сгибу 8 содержит одну (или более) потенциальную линию сгиба 9, проходящую параллельно сгибу 8 и находящуюся на некотором расстоянии от него, которая выполнена в виде углубленной, процарапанной или перфорированной линии таким образом, что данное приложение может быть сложено или согнуто по данной линии простым способом, фактически, без усилия. Если затем приложение В накладывается на более толстую печатную продукцию и, предпочтительно, еще слегка прижимается к фальцованному или корешковому краю печатной продукции на более позднем этапе, то сгиб 8 располагают с одной стороны фальцованного или корешкового края, а потенциальную линию сгиба 9 - с другой стороны фальцованного или корешкового края, при этом полученный таким образом более широкий «корешок» приложения В будет более плотно, чем у показанного на фиг.3А приложения В, опираться на фальцованный или корешковый край соответствующего экземпляра толстой печатной продукции. Такое решение особенно предпочтительно в случае прикрепления приложения В к фальцованному или корешковому краю экземпляра печатной продукции клеевым способом.
Конечно, также можно выполнить приложение с более чем одной потенциальной линией сгиба 9, при этом далее эти линии сгиба, предпочтительно, располагают с обеих сторон от сгиба 8, относительно близко друг к другу. Подобное решение позволяет согнуть данное приложение в виде многоугольника, в результате чего его можно прижать, в частности, к фальцованному краю экземпляра более толстой фальцованной печатной продукции и, при необходимости, можно прикрепить к нему простым способом.
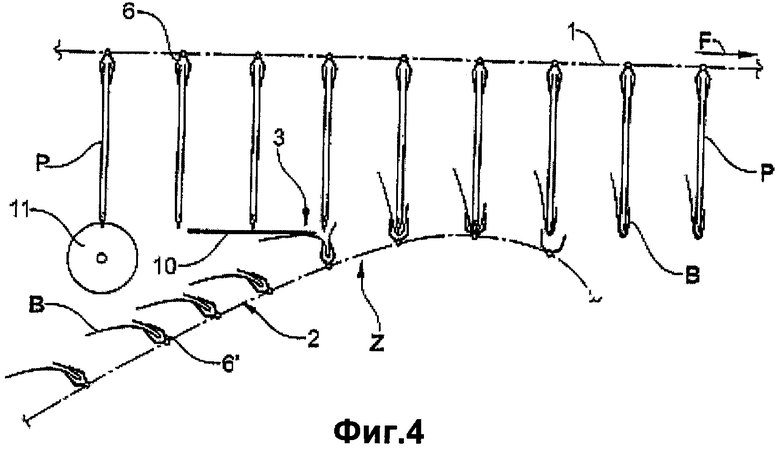
На фиг.4 показан (так же схематично на виде сбоку, как и на фиг.1) другой вариант реализации способа и устройства согласно заявленному изобретению. Главное отличие варианта реализации, показанного на фиг.4, заключается в транспортировании к участку добавления и от него с удерживанием печатной продукции Р не у фальцованных или корешковых краев, а у противолежащих краев, при этом фальцованные или корешковые края печатной продукции Р направлены вниз. Такой способ позволяет транспортировать печатную продукцию к участку добавления, через участок добавления и от него на одном и том же конвейере 1 печатной продукции (т.е. грейферном транспортере), причем, несмотря на это, фальцованные или корешковые края приложений В могут быть, по существу, одинаковой длины с фальцованными или корешковыми краями печатной продукции Р. Однако приложения В должны прикрепляться, например клеевым способом, к печатной продукции Р, по существу, одновременно с наложением на печатную продукцию.
Подача приложений В выполняется снизу средством 2 подачи, выполненным в виде дополнительного транспортера с захватами. Средство 3 раскрытия выполнено в виде отгибающей кулисы 10, которая проходит в направлении F транспортирования к месту Z добавления и завершается около него. Отгибающая кулиса расположена так, что приложения В, которые до верхнего положения удерживаются захватами 6' подающего устройства 2, отгибаются назад на кулисе 10, при этом передняя более короткая часть сфальцованного не посередине приложения, которая первой высвобождается из кулисы 10, отодвигается от более длинной части, которая еще наклонена вниз от кулисы 10, благодаря этому приложение раскрывается и удерживается в раскрытом положении, по меньшей мере, до тех пор, пока кулиса 10 не высвободит также более длинную часть приложения.
На фиг.4 также показано средство 11 нанесения клея на фальцованные или корешковые края печатной продукции Р непосредственно перед местом Z добавления. Средства нанесения клея, пригодные для данного применения, известны специалистам в данной области техники. При этом отгибающая кулиса 10 также служит для предотвращения неконтролируемого переноса клея с фальцованных или корешковых краев печатной продукции Р на приложения В.
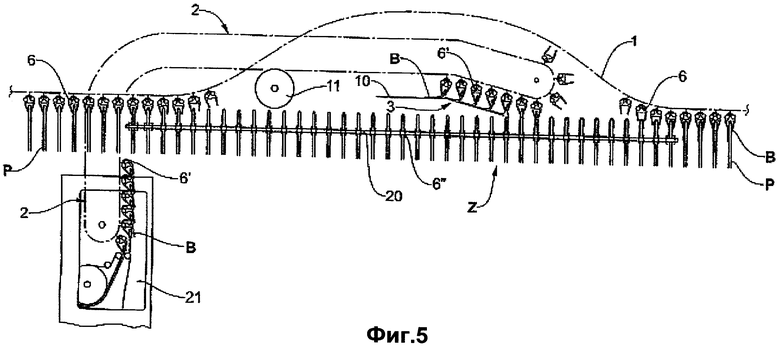
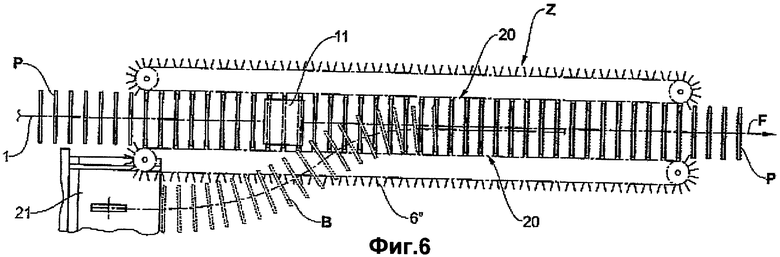
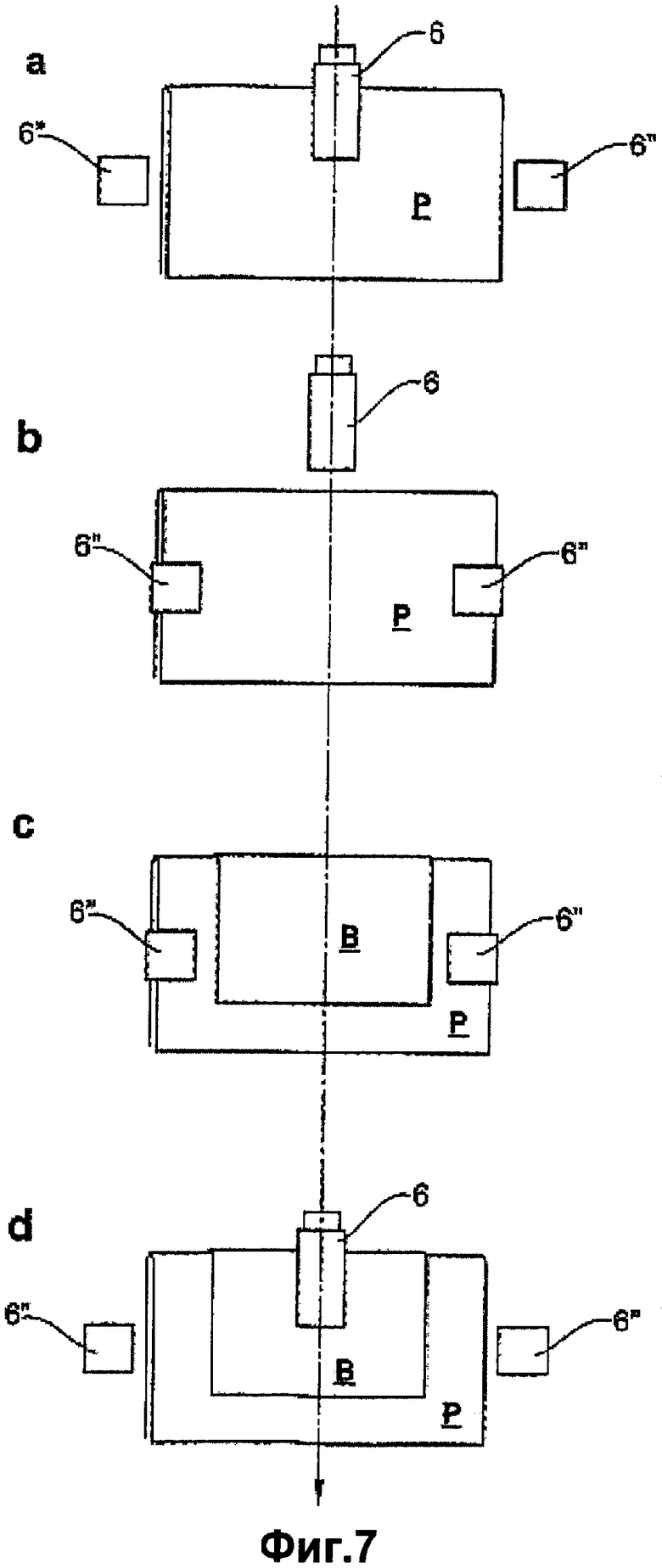
На фиг.5-7 представлен другой примерный вариант реализации способа и устройства согласно заявленному изобретению. На фиг.5 показан вид сбоку заявленного устройства, на фиг.6 - вид сверху, а на фиг.7 показана последовательность этапов a-d для печатной продукции и приложения. Отличительные признаки варианта реализации способа и устройства согласно изобретению, показанных на фиг.5-7, заключаются в транспортировке печатной продукции Р к участку добавления и от него посредством конвейера 1 печатной продукции (т.е. грейферного транспортера) с захватами 6, которые удерживают печатную продукцию Р у фальцованных или корешковых краев; перехвате печатной продукции Р вспомогательным конвейером 20 для ее транспортировки через место добавления, причем вспомогательный конвейер 20 удерживает печатную продукцию Р с обоих краев, примыкающих к фальцованному или корешковому краю; повторной передачи печатной продукции Р (вместе с приложениями В) конвейеру 1 за местом Z добавления; и размещении печатной продукции Р на некотором расстоянии от захватов 6 конвейера 1 в месте Z добавления, что в представленном случае обеспечивается изгибом траектории конвейера 1 печатной продукции кверху.
Вспомогательный конвейер 20 содержит два грейферных транспортера, которые вместе с захватами 6'' вращаются в противоположных направлениях, причем грейферный транспортер расположен с каждой стороны конвейерного потока печатной продукции P. Конвейер 1 печатной продукции и вспомогательный конвейер 20 расположены и синхронизированы таким образом, что захваты 6'' вспомогательного конвейера 20 захватывают экземпляр печатной продукции прежде, чем соответствующий захват 6 конвейера 1 печатной продукции отпустит экземпляр печатной продукции и отойдет от него кверху, при этом захват 6 конвейера 1 захватывает экземпляр печатной продукции Р с приложением В прежде, чем захваты 6'' вспомогательного конвейера отпустят данный экземпляр печатной продукции и отойдут от него.
Средство 2 подачи приложений также выполнено в виде грейферного транспортера с захватами 6', причем средство 2 подачи приложений получает, например, от накопителя 21 приложения В, удерживает их по одному у фальцованных краев, транспортирует приложения над сплошным потоком печатной продукции, а затем сверху - по направлению к нему. Приложения В также посредством отгибающих кулис 10 непосредственно над потоком печатной продукции раскрываются и накладываются на печатную продукцию Р (место Z добавления).
На фиг.5 и 6 также показано средство 11 нанесения клея на фальцованные или корешковые края печатной продукции Р. В этом случае отгибающая кулиса служит не только для открытия приложений В, но также и для предотвращения неконтролируемого переноса клея с фальцованных или корешковых краев печатной продукции Р на приложения В.
На фиг.7 показаны последовательные этапы a-d данного способа: на этапе а экземпляр печатной продукции Р, удерживаемый захватом 6 конвейера печатной продукции у фальцованного или корешкового края, транспортируется к месту добавления, при этом захваты 6'' вспомогательного конвейера приближаются к нему сбоку. На этапе b экземпляр печатной продукции Р находится непосредственно перед местом добавления приложения (не показано), он удерживается захватом 6'' вспомогательного конвейера, тогда как захват 6 конвейера печатной продукции отходит кверху. На этапе с экземпляр печатной продукции Р с наложенным приложением В находится непосредственно за местом добавления, при этом экземпляр печатной продукции Р еще удерживается захватами 6'' вспомогательного конвейера. На этапе d комплект из печатной продукции и приложения находится дальше по ходу конвейера печатной продукции и удерживается захватом 6 конвейера печатной продукции, при этом захваты 6'' вспомогательного конвейера отходят вбок от экземпляра печатной продукции.
Преимущества реализации способа и устройства согласно изобретению, проиллюстрированных на фиг.5-7, заключаются в том, что формат приложения не ограничивается захватами 6 конвейера 1 печатной продукции, а также комплект из экземпляра печатной продукции и приложения может транспортироваться дальше в собранном виде при отсутствии какого-либо прикрепления данного приложения к фальцованному или корешковому краю экземпляра печатной продукции.
Кроме того, можно использовать первый конвейер печатной продукции для транспортировки печатной продукции Р к участку добавления, а также использовать второй конвейер печатной продукции для транспортировки от участка добавления, причем оба конвейера печатной продукции не зависят друг от друга.
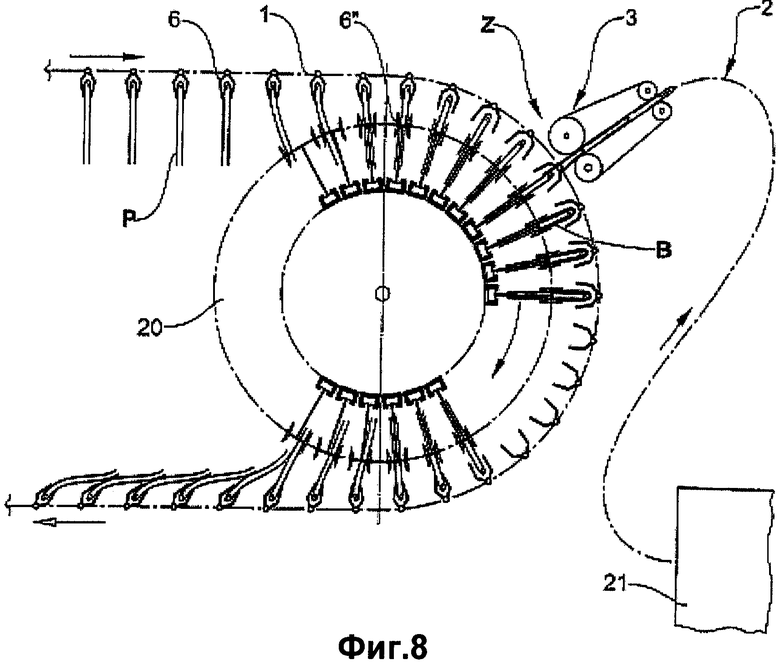
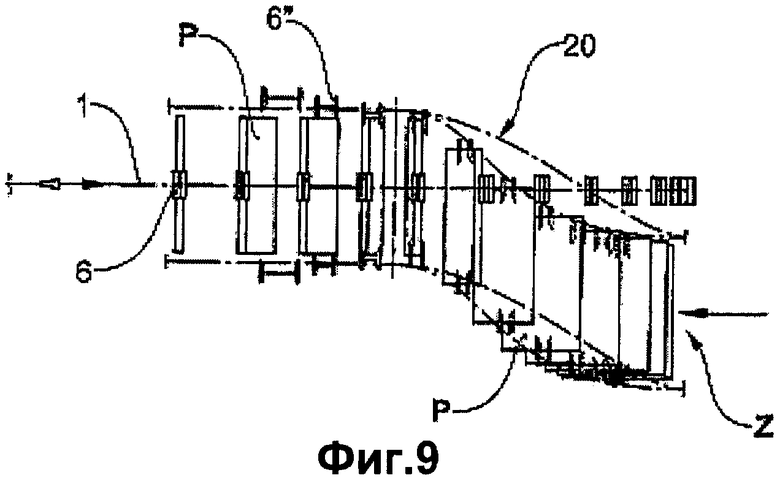
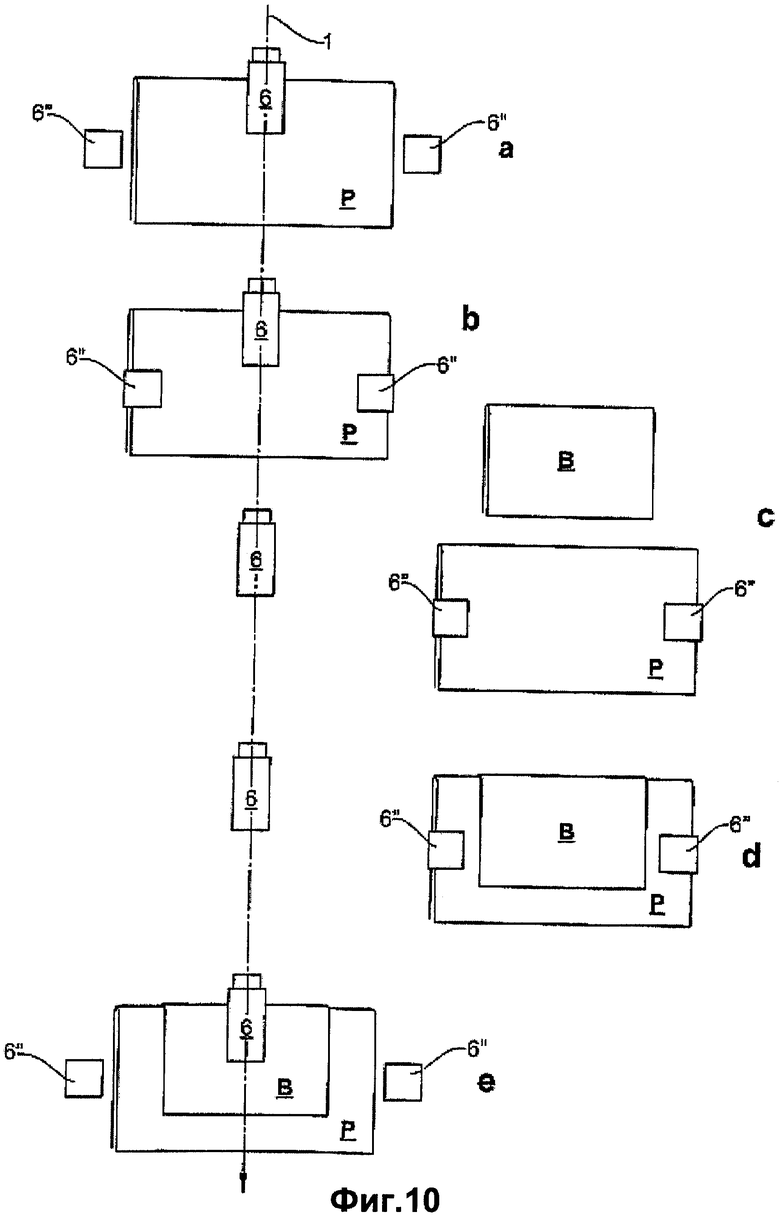
На фиг.8-10 проиллюстрирован другой примерный вариант реализации способа и устройства согласно изобретению (фиг.8 - вид сбоку, фиг.9 - вид сверху, фиг.10 - этапы a-e способа). Принцип этого варианта реализации аналогичен принципу варианта реализации, показанного на фиг.5-7, то есть конвейер 1 печатной продукции транспортирует печатную продукцию Р, удерживаемую у фальцованных и корешковых краев, к участку добавления и от него. Для транспортировки через место добавления печатная продукция Р перехватывается вспомогательным конвейером 20, захваты 6'' которого удерживают печатную продукцию Р за края, примыкающие к обеим сторонам фальцованного или корешкового края.
Захваты 6' вспомогательного конвейера 20 проходят, по существу, по вертикальной круговой траектории и перемещаются на участок перед местом Z добавления в осевом направлении, а на участке за местом добавления перемещаются обратно в противоположном направлении. Траектория конвейера 1 печатной продукции на участке добавления также проходит вниз по круговой дуге вокруг центральной точки круговой траектории захватов 6'' вспомогательного конвейера 20, причем расстояние по нормали между двумя конвейерами 1 и 20 остается одинаковым, а печатная продукция Р перемещается, по существу, от вертикального положения с направленными вверх фальцованными или корешковыми краями в горизонтальное положение, а затем в вертикальное положение с фальцованными или корешковыми краями, направленными вниз. Печатная продукция Р отделяется от захватов 6 конвейера 1 печатной продукции за счет осевого смещения захватов 6'' вспомогательного конвейера, при этом фальцованные или корешковые края печатной продукции высвобождаются для наложения приложений В.
На фиг.10 показана последовательность этапов данного способа. На этапе а экземпляр печатной продукции Р находится перед местом добавления, при этом он удерживается захватом 6 конвейера печатной продукции, а захваты 6'' вспомогательного конвейера подходят сбоку. На этапе b экземпляр печатной продукции удерживается захватом 6 конвейера печатной продукции, а также захватами 6'' вспомогательного конвейера. На этапе с захваты 6'' вспомогательного конвейера расположены сбоку, при этом выполняется наложение приложения В, причем фальцованные края или корешковые края печатной продукции, предпочтительно, еще направлены вверх (см. положение места Z добавления на фиг.8). Накладывают приложение на этапе d. На этапе е захваты 6'' вспомогательного конвейера снова смещаются назад, в область захвата 6 конвейера печатной продукции, при этом захват 6 конвейера печатной продукции захватывает комплект из печатной продукции и приложения, тогда как захваты 6'' вспомогательного конвейера отходят вбок.
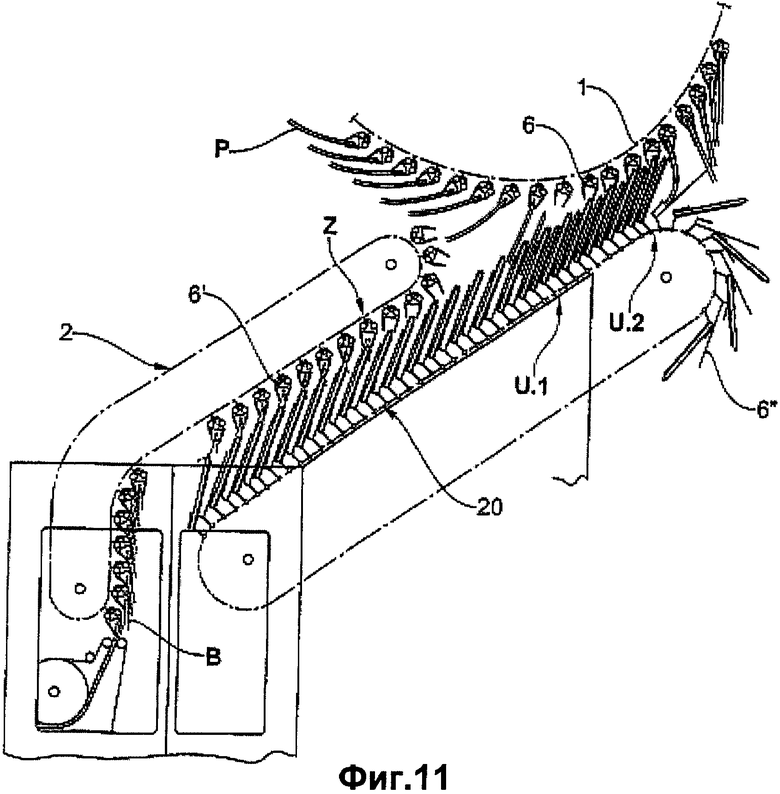
На фиг.11 показан схематичный вид сбоку другого варианта реализации способа и устройства согласно изобретению. В этом варианте исполнения печатная продукция также перехватывается вспомогательным конвейером 20 для транспортировки через место добавления, причем захваты 6'' вспомогательного конвейера 20 удерживают те края печатной продукции Р, которые лежат напротив фальцованных или корешковых краев. Одна из частей данных захватов удлинена, чтобы захваты 6'' вспомогательного конвейера 20 надежно удерживали и направляли печатную продукцию Р во всех возможных положениях, и служит опорой для печатной продукции Р. Захваты 6'' проходят, по существу, по замкнутому контуру через место U.1 перехвата, место U.2 передачи и место Z добавления, причем конвейерная частота (количество захватов, проходящих через определенную точку траектории конвейера в единицу времени) захватов 6'' вспомогательного конвейера 20 в два раза больше конвейерной частоты захватов 6 конвейера 1 печатной продукции, при этом во вращении участвует нечетное количество захватов 6''.
Каждый второй захват 6'' перехватывает экземпляр печатной продукции Р у конвейера 1 в месте U.1 перехвата и перемещает через место U.2 передачи, а также через место Z добавления, где приложение накладывается на экземпляр печатной продукции. Затем комплект из экземпляра печатной продукции и приложения транспортируется снова через место U.1 перехвата в место U.2 передачи, где комплект захватывается захватом конвейера 1 печатной продукции. Таким образом, между местом U.1 перехвата и местом U.2 передачи используются все захваты 6'' вспомогательного конвейера 20, а на оставшейся части трассы вспомогательного конвейера 20 используется только каждый второй захват.
Преимущество варианта реализации согласно фиг.11 заключается в том, что вспомогательный конвейер 20, средство 2 подачи приложений и средство 3 раскрытия приложений могут быть объединены в дополнительное устройство, причем это дополнительное устройство, например, объединенное с накопителем, может быть, например, установлено только временно почти в любом месте, где печатную продукцию перемещают по одному экземпляру, удерживаемому за фальцованные или корешковые края. В оборудовании помещений экспедирования имеются самые разные указанные места. Таким образом, конвейерная трасса, необходимая в качестве участка дополнения, является чрезвычайно короткой.
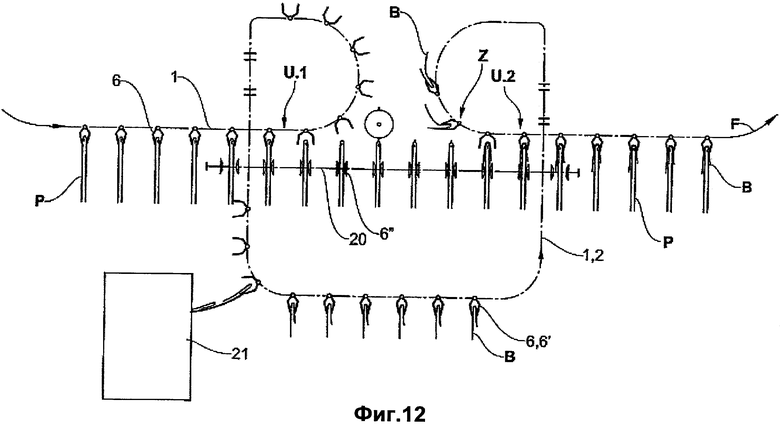
Последний примерный вариант реализации способа и устройства согласно изобретению представлен на фиг.12, где снова очень схематично показано заявленное устройство с конвейером 1 печатной продукции и вспомогательным конвейером 20 (вид сбоку). В соответствии с этим вариантом реализации конвейер 1 печатной продукции также выполняет функцию средства 2 подачи приложений.
Конвейер 1 печатной продукции также представляет собой грейферный транспортер 6, который транспортирует печатную продукцию Р, удерживаемую за фальцованные или корешковые края, к участку добавления и от него. Для транспортировки через участок добавления печатная продукция перехватывается вспомогательным конвейером 20 с захватами 6'' (место U.1 перехвата и место U.2 передачи). Вспомогательный конвейер 20, например, выполнен так же, как вспомогательный конвейер согласно варианту исполнения, показанному на фиг.5 и 6. Между местом U.1 перехвата и местом U.2 передачи трасса конвейера 1 печатной продукции, захваты 6 которого на этом участке не переносят печатную продукцию Р, проходит сбоку, рядом со вспомогательным конвейером 20, и мимо потока печатной продукции, транспортируемой вспомогательным конвейером 20, вниз, к месту под вспомогательным конвейером 20, где, например, подаются приложения от накопителя к захватам 6, которые принимают данные приложения. Трасса конвейера 1 печатной продукции, который на этом участке функционирует как средство 2 подачи приложений, затем снова идет вверх, мимо вспомогательного конвейера 20, и сверху - к месту Z добавления, в котором данные приложения открываются вышеописанным способом, и накладываются на фальцованные и корешковые края печатной продукции Р, удерживаемой захватами 6'' вспомогательного конвейера 20. Вслед за этим захваты 6 снова могут принимать комплект из экземпляра печатной продукции Р и приложения В.
Как показано на фиг.12, за счет различного исполнения захватов 6 трасса конвейера 1 печатной продукции имеет витки, то есть данную функцию может выполнять только транспортирующее средство, способное образовывать витки.
На большинстве чертежей данной патентной заявки печатная продукция транспортируется через участок добавления с направленными вверх фальцованными или корешковыми краями, а приложения подаются и накладываются на данные фальцованные и корешковые края сверху. Это обстоятельство не является условием заявленного способа. Также можно транспортировать печатную продукцию таким образом, что ее фальцованные или корешковые края находятся сбоку или снизу, и приложения подаются и накладываются сбоку или снизу.
Данная группа изобретений связана с областью дополнительной обработки печатной продукции. Способ заключается в том, что транспортируют печатную продукцию в конвейерном потоке в направлении транспортирования через место добавления на участке добавления. Фальцованные или брошюрованные края печатной продукции расположены в ряд перпендикулярно или наискось относительно направления транспортирования. Каждый экземпляр печатной продукции удерживают захватами (6) у фальцованного или корешкового края, у края, противолежащего фальцованному или корешковому краю, или у обоих краев, примыкающих к фальцованному или корешковому краю. К месту Z добавления друг за другом подают сфальцованные по сгибу приложения. Раскрывают приложения. Накладывают раскрытое приложение на фальцованный или корешковый край каждого экземпляра печатной продукции, транспортируемой через место добавления таким образом, что сгиб приложения совмещен с фальцованным или корешковым краем экземпляра печатной продукции. Технический результат направлен на упрощение конструкции. 2 н. и 22 з.п. ф-лы, 13 ил.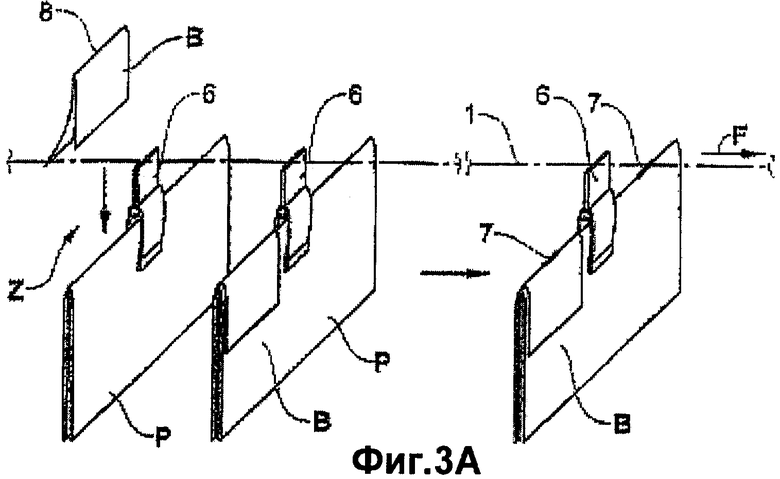
1. Способ добавления по одному приложению (В) к каждому экземпляру печатной продукции (Р), транспортируемой, по существу, непрерывно в конвейерном потоке, причем печатная продукция (Р) сфальцована или сброшюрована, и, таким образом, каждый ее экземпляр имеет фальцованный край или корешковый край, содержащий следующие шаги:
транспортируют печатную продукции в конвейерном потоке в направлении транспортирования через место добавления на участке добавления, причем фальцованные или брошюрованные края печатной продукции расположены в ряд, перпендикулярно или наискось относительно направления транспортирования, при этом каждый экземпляр печатной продукции удерживают захватами (6, 6") у фальцованного или корешкового края, у края, противолежащего фальцованному или корешковому краю, или у обоих краев, примыкающих к фальцованному или корешковому краю;
к месту Z добавления друг за другом подают сфальцованные по сгибу приложения;
раскрывают приложения; и
накладывают раскрытое приложение на фальцованный или корешковый край каждого экземпляра печатной продукции, транспортируемой через место добавления таким образом, что сгиб приложения совмещен с фальцованным или корешковым краем экземпляра печатной продукции.
2. Способ по п.1, дополнительно содержащий удерживание каждого экземпляра печатной продукции у фальцованного или корешкового края посредством захватов конвейера печатной продукции; транспортирование печатной продукции к участку добавления, через участок добавления и от него; и наложение приложения рядом с захватами.
3. Способ по п.1, дополнительно содержащий удерживание каждого экземпляра печатной продукции (Р) посредством захватов конвейера печатной продукции у края, противолежащего фальцованному или корешковому краю, или у обоих краев, примыкающих к фальцованному или корешковому краю, и транспортирование печатной продукции к участку добавления, через участок добавления и от него.
4. Способ по п.1, дополнительно содержащий удерживание каждого экземпляра печатной продукции посредством захватов конвейера печатной продукции у фальцованного или корешкового края, транспортирование печатной продукции к участку добавления, через участок добавления и от него, при этом для транспортирования печатной продукции через место добавления ее удерживают захватами (6") вспомогательного конвейера (20) у края, противолежащего фальцованному или корешковому краю, или у обоих краев, примыкающих к фальцованному или корешковому краю.
5. Способ по любому из пп.1-4, дополнительно содержащий подачу приложений к месту добавления по одному друг за другом и сгибами назад.
6. Способ по любому из пп.1-4, дополнительно содержащий подачу приложений к месту добавления, при этом каждое приложение удерживают в области сгиба.
7. Способ по любому из пп.1-4, в котором приложения (В) содержат потенциальную линию (9) сгиба, параллельную сгибу (8) и расположенную на некотором расстоянии от него, и дополнительно содержащий шаг, на котором приложения сгибают вдоль этой потенциальной линии (9) сгиба при наложении приложений на фальцованные или корешковые края печатной продукции.
8. Способ по любому из пп.1-4, дополнительно содержащий прикрепление приложений к фальцованным или корешковым краям печатной продукции.
9. Способ по п.8, дополнительно содержащий выполнение прикрепления посредством приклеивания, при этом клей по ходу транспортера до места добавления наносят на переднюю или заднюю сторону печатной продукции в области фальцованного или корешкового края, или на фальцованный или корешковый край.
10. Способ по п.8, дополнительно содержащий выполнение прикрепления посредством сшивания.
11. Способ по любому из пп.1-4, 9, 10, в котором приложения (В) сфальцованы не посередине.
12. Устройство для добавления приложения к печатной продукции, содержащей фальцованный или корешковый край, содержащее
конвейерное средство для, по существу, непрерывной транспортировки печатной продукции в конвейерном потоке при заданном расположении в ряд фальцованных или корешковых краев,
при этом конвейерное средство содержит захваты для транспортирования печатной продукции в конвейерном потоке и в направлении транспортирования через место добавления на участке добавления, причем фальцованные или корешковые края расположены в ряд перпендикулярно или наискось относительно направления (F) транспортирования, причем каждый экземпляр печатной продукции удерживают у фальцованного или корешкового края; у края, противолежащего фальцованному или корешковому краю; или у обоих краев, примыкающих к фальцованному или корешковому краю,
средство подачи приложений, предназначенное для подачи сфальцованных по линии сгиба приложений к месту добавления; и
средство раскрытия приложений, предназначенное для раскрытия подаваемых приложений,
причем средство подачи приложений и средство раскрытия приложений расположены и функционируют с обеспечением возможности наложения раскрытого приложения в месте добавления на фальцованный или корешковый край каждого экземпляра печатной продукции, транспортируемой через место добавления, при этом сгибы приложений совмещены с фальцованными или корешковыми краями.
13. Устройство по п.12, в котором конвейерное средство для транспортировки печатной продукции, содержит единственный конвейер печатной продукции с захватами.
14. Устройство по п.13, в котором конвейер печатной продукции и средство подачи приложений расположены с обеспечением возможности транспортирования печатной продукции, удерживаемой захватами у фальцованных или корешковых краев, и наложения приложений рядом с захватами.
15. Устройство по п.13, в котором конвейер печатной продукции и средство подачи приложений расположены с обеспечением возможности транспортирования печатной продукции, удерживаемой у краев, противолежащих фальцованным или корешковым краям, или у обоих краев, примыкающим к фальцованному или корешковому краю, и возможности наложения приложений на указанные фальцованные или корешковые края печатной продукции.
16. Устройство по п.12, в котором конвейерное средство для транспортировки печатной продукции содержит конвейер печатной продукции с захватами и вспомогательный конвейер с дополнительными захватами, причем оба конвейера расположены с обеспечением возможности транспортирования печатной продукции посредством конвейера печатной продукции к участку добавления и от него, возможности перехвата печатной продукции вспомогательным конвейером по ходу конвейера до места дополнения и возможности ее повторной передачи конвейеру печатной продукции по ходу конвейера за местом дополнения.
17. Устройство по п.16, в котором конвейер печатной продукции и вспомогательный конвейер расположены с обеспечением возможности захвата фальцованных или корешковых краев печатной продукции посредством захватов конвейера печатной продукции, а также краев, противолежащих фальцованным или корешковым краям, или обоих краев, примыкающих к фальцованным или корешковым краям, посредством дополнительных захватов вспомогательного конвейера, при этом для транспортировки печатной продукции через место добавления обеспечена возможность ее размещения на некотором расстоянии от захватов конвейера печатной продукции.
18. Устройство по п.17, в котором дополнительные захваты предназначены для захватывания двух краев, примыкающих к фальцованным или корешковым краям, при этом для размещения печатной продукции на некотором расстоянии от захватов конвейера печатной продукции указанный конвейер печатной продукции на участке добавления имеет изгиб в сторону от вспомогательного конвейера.
19. Устройство по п.17, в котором дополнительные захваты предназначены для захватывания двух краев, примыкающих к корешковым или фальцованным краям, при этом для размещения печатной продукции на некотором расстоянии от захватов конвейера печатной продукции расстояние между конвейером печатной продукции и вспомогательным конвейером остается постоянным, а дополнительные захваты вспомогательного конвейера расположены с возможностью смещения перпендикулярно направлению транспортирования на участке добавления.
20. Устройство по п.17, в котором дополнительные захваты предназначены для захватывания краев, противолежащих фальцованным или корешковым краям, при этом траектория вспомогательного конвейера (20) содержит петлю, обеспечивающую размещение печатной продукции на некотором расстоянии.
21. Устройство по любому из пп.12-20, в котором средство подачи приложений содержит пару конвейерных лент, выполненных с возможностью прижатия друг к другу.
22. Устройство по любому из пп.12-20, в котором средство подачи приложений содержит захваты.
23. Устройство по п.22, в котором функция захватов подающего приложения средства переходит к захватам конвейера печатной продукции.
24. Устройство по любому из пп.12-20 для прикрепления приложений к печатной продукции, дополнительно содержащее средство нанесения клея на печатную продукцию, расположенное по ходу конвейера до места подачи, или сшивающее устройство, расположенное по ходу конвейера за местом подачи.
| Композиция | 1975 |
|
SU659586A1 |
| ЕР 1254857 A2, 06.11.2002 | |||
| US 5137409 А, 11.08.1992 | |||
| Пресс-форма для прессования порошковых изделий с полостью | 1988 |
|
SU1547950A1 |
| Установка для исследования физико-механических свойств материалов | 1988 |
|
SU1516839A1 |
| US 5662319 А, 02.09.1997 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СОСТОЯЩИХ ИЗ НЕСКОЛЬКИХ ЧАСТЕЙ ТИПОГРАФСКИХ ИЗДЕЛИЙ | 1998 |
|
RU2182110C2 |
| Устройство для вкладки обложек в календари | 1982 |
|
SU1044468A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТРАНСПОРТИРОВКИ ПЕЧАТНЫХ ИЗДЕЛИЙ | 1999 |
|
RU2229429C2 |

