ной внутренней поверхностью неподвижной матрицы 5 и торцовыми поверхностями матрицы 6 и нижнего пуансона 9. При дальнейшем опускании пуансона 15 - материал брикета начинает течь в за-, зор между внутренней поверхностью , матрицы 5 и буртом пуансона 15 с образованием изделия типа стакан, имеющего высокие геометрические параметры и равномерную плотность, близкую к плотности компактного материала, в его стенках. Применение данной пресс- формы ведет также к повышению производительности процесса прессования, так как позволяет использовать ее в автоматическом режиме. 2 ил.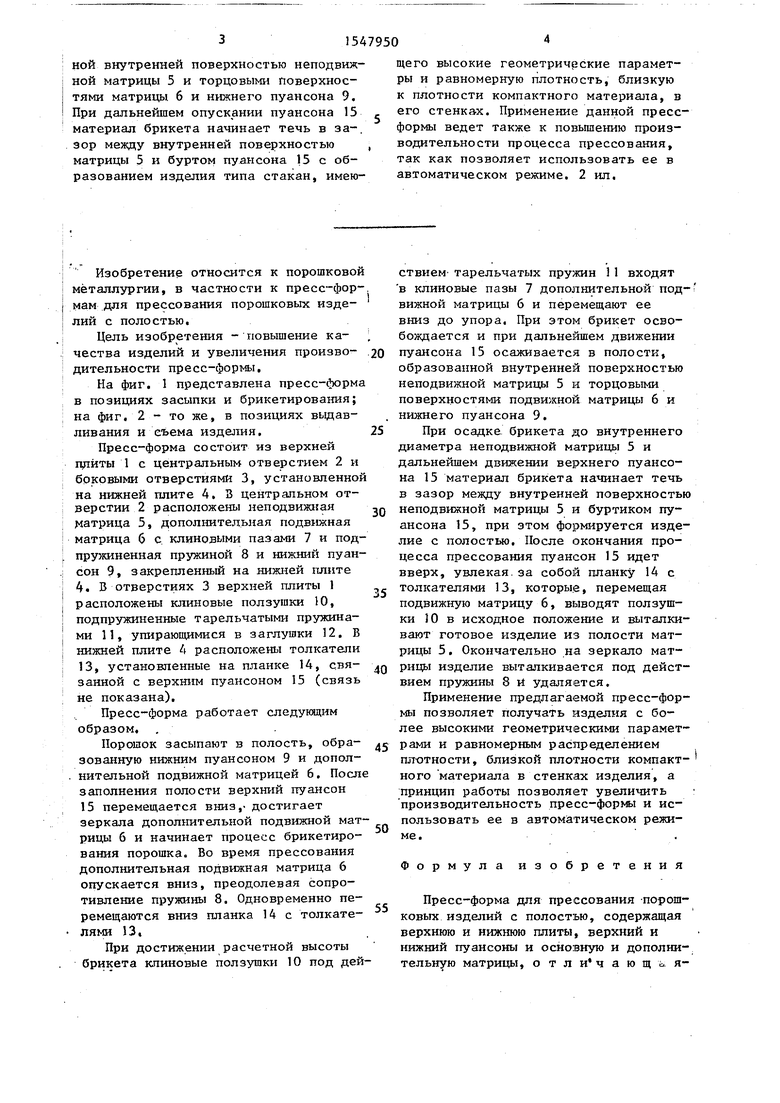
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ СТАКАНООБРАЗНЫХ ИЗДЕЛИЙ | 2010 |
|
RU2449857C1 |
| Пресс-форма | 1983 |
|
SU1109261A1 |
| Пресс-блок для прессования порошков | 1987 |
|
SU1503999A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ ПОРОШКА И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264277C1 |
| Пресс-форма | 1985 |
|
SU1315133A1 |
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| Пресс-форма для прессования изделий из порошков | 1987 |
|
SU1468659A1 |
| Пресс-форма для прессования порошков | 1978 |
|
SU749568A1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| Пресс для формования изделий из термореактивных материалов | 1979 |
|
SU859184A1 |
Изобретение относится к пресс-формам для гидростатического прессования порошковых изделий с полостью. Цель изобретения - повышение качества изделий и производительности пресс-формы. Порошок засыпают в полость между нижним пуансоном 9 и дополнительной подвижной матрицей 6. При перемещении верхнего пуансона 15 начинается процесс брикетирования порошка при одновременном опускании матрицы 6 до тех пор, пока клиновые ползушки 10 под действием тарельчатых пружин 11 не войдут в клиновые пазы 7 дополнительной матрицы 6. Подвижная матрица перемещается вниз до упора. При дальнейшем движении пуансона 15 брикет осаживается в полости, образованной внутренней поверхностью неподвижной матрицы 5 и торцовыми поверхностями матрицы 6 и нижнего пуансона 9. При дальнейшем опускании пуансона 15 материал брикета начинает течь в зазор между внутренней поверхностью матрицы 5 и буртом пуансона 15 с образованием изделия типа стакан, имеющего высокие геометрические параметры и равномерную плотность, близкую к плотности компактного материала, в его стенках. Применение данной пресс-формы ведет также к повышению производительности процесса прессования, так как позволяет использовать ее в автоматическом режиме. 2 ил.
35
Изобретение относится к порошковой еталлургии, в частности к пресс-форам для прессования порошковых издеий с полостью.
Цель изобретения - повышение каества изделий и увеличения произво- 20 ительности пресс-формы.
На фиг. 1 представлена пресс-форма в позициях засыпки и брикетирования; а фиг. 2 - то же, в позициях выдавивания и съема изделия.25
Пресс-форма состоит из верхней плиты 1 с центральным отверстием 2 и боковыми отверстиями 3, установленной на нижней плите 4. В центральном отверстии 2 расположены неподвижная ,Q матрица 5, дополнительная подвижная матрица 6 с клиновыми пазами 7 и подпружиненная пружиной 8 и нижний пуансон 9, закрепленный на нижней плите 4. В отверстиях 3 верхней плиты 1 расположены клиновые ползушки 10, подпружиненные тарельчатыми пружинами 11, упирающимися в заглушки 12. В нижней плите 4 расположены толкатели 13, установленные на планке 14, свя- дд занной с верхним пуансоном 15 (связь не показана).
Пресс-форма работает следующим образом.
Порошок засыпают в полость, обра- зованную нижним пуансоном 9 и допол- нительной подвижной матрицей 6. После заполнения полости верхний пуансон 15 перемещается вниз,- достигает зеркала дополнительной подвижной матрицы б и начинает процесс брикетирования порошка. Во время прессования дополнительная подвижная матрица 6 опускается вниз, преодолевая сопротивление пружины 8. Одновременно перемещаются вниз планка 14 с толкате лями 13,
При достижении расчетной высоты брикета клиновые ползушки 10 под дей50
, 55
35
20
25
,Q дд
50
55
ствием тарельчатых пружин 11 входят в клиновые пазы 7 дополнительной под- вижной матрицы б и перемещают ее вниз до упора. При этом брикет освобождается и при дальнейшем движении пуансона 15 осаживается в полости, образованной внутренней поверхностью неподвижной матрицы 5 и торцовыми поверхностями подвижной матрицы 6 и нижнего пуансона 9.
При осадке брикета до внутреннего диаметра неподвижной матрицы 5 и дальнейшем движении верхнего пуансона 15 материал брикета начинает течь в зазор между внутренней поверхностью неподвижной матрицы 5 и буртиком пуансона 15, при этом формируется изделие с полостью. После окончания процесса прессования пуансон 15 идет вверх, увлекая за собой планку 14 с толкателями 13, которые, перемещая подвижную матрицу 6, выводят ползушки 10 в исходное положение и выталкивают готовое изделие из полости матрицы 5. Окончательно на зеркало матрицы изделие выталкивается под действием пружины 8 И удаляется.
Применение предлагаемой пресс-формы позволяет получать изделия с более высокими геометрическими параметрами и равномерным распределением плотности, близкой плотности компакт- ного материала в стенках изделия, а принцип работы позволяет увеличить производительность пресс-формы и использовать ее в автоматическом режиме..
Формула изобретения
Пресс-форма для прессования -порошковых изделий с полостью, содержащая верхнюю и нижнюю плиты, верхний и нижний пуансоны и основную и дополнительную матрицы, отли чающоЯ515479506
с я тем, что, с целью повышения ка- нительная матрица установлена с воз- чества изделий и производительности нежностью осевого перемещения, под- пресс-формы, она снабжена подпружи- пружинена и имеет клиновые поверхности для взаимодействия с ползушками.
ненными клиновыми ползушками, установленными в верхней плите, а допол15
| Прессформа для прессования порошковых изделий с полостью | 1980 |
|
SU929326A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Пресс-форма | 1983 |
|
SU1109261A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
