Изобретение относится к способу и устройству для обработки емкостей из полимерного материала.
Полимерные емкости применяются, например, в качестве упаковок для напитков. На типовых установках емкости в виде полимерных бутылок изготавливаются формовкой выдуванием из заготовок (пресс-форм). Этот процесс изготовления часто осуществляется перед наполнением разливаемым продуктом на связанной единым процессом установке.
Для этого преформы, поставляемые как сыпучий материал, помещаются в выдувную машину, контролируемо нагреваются и выдуваются с высокой производительностью на следующей по потоку технологической позиции выдувания. Для этого применяются различные машины, разработанные, например, с множеством вращающихся формовок выдуванием для того, чтобы достичь высокой производственной мощности.
После формовки выдуванием сформованные емкости подаются на другие секции установки, например, на ополаскиватель или заполнитель. Отдельные секции установки согласованы между собой по своей производственной мощности, так что, например, выдувная машина может предоставить достаточно емкостей для того, чтобы также иметь возможность непрерывно снабжать наполняемыми емкостями разливочную машину при самой высокой производительности.
Несмотря на это никогда не удается совершенно избежать изменений в пропускной способности отдельных секций установки, например, из-за неисправностей или колебаний в подаче изделий, что может приводить к периодическому снижению, например, скорости заполнения. Для того чтобы иметь возможность выравнивать подобные колебания, между отдельными секциями установки часто предусмотрены накопительные участки, которые могут на определенный промежуток времени выравнивать перепроизводство предыдущей по потоку секции установки. Таким образом, избегают возникновения заторов, а неисправности в отдельной секции установки не отражаются непосредственно на всех секциях установки, так что можно избежать аварийной остановки, а вместо этого может осуществляться медленное и согласованное повышение или снижение производительности во всех секциях установки.
Для транспортировки пустых полимерных емкостей часто применяются системы пневмотранспортировки. Полимерные емкости, в описанном способе изготовленные из заготовок, имеют в области горлышка огибающий кольцеобразный краевой выступ, находящийся независимо от величины емкости всегда на том же самом месте, и дополнительно, независимо от вида соответствующей емкости, имеет ту же самую форму. В системах пневмотранспортировки емкости с этими краевыми выступами приводятся в движение в канале, в котором воздушные сопла, выполненные жабровидными и расположенные наклонно, вдувают стерильный сжатый воздух под краевые выступы, и емкости, таким образом, имеют возможность двигаться вперед с очень малым сопротивлением. Вся система пневмотранспортировки может быть выполнена как замкнутый канал с тем дополнительным преимуществом, что предотвращается загрязнение внутренней полости емкости. К тому же подобные транспортирующие системы, по существу, являются независимыми от размеров емкости, так как и разработанные, также различные типы емкостей независимо от их размеров выполнены одинаковыми в головной части и таким образом могут быть перемещены в тех же самых транспортирующих системах.
Системы пневмотранспортировки в зависимости от величины установки выполнены очень протяженными с тем, чтобы иметь возможность использоваться в качестве накопительного участка или тому подобного. При этом они принимают большое число полимерных емкостей.
Здесь возникает проблема, связанная с тем, что емкости из-за малого трения во время транспортировки двигаются вперед не всегда с постоянной скоростью, при этом емкости подчинены действию пульсации. К тому же емкости приводятся в неконтролируемое вращательное движение. При столкновении двух емкостей друг с другом могут появиться нежелательные эффекты. Так как ведение осуществляется исключительно в головной части, а в нижней части емкость свободно висит, то при соударении емкостей они могут отталкиваться друг другом в стороны и таким образом заклиниваться друг другом. Подобные эффекты могут выявиться и при столкновении емкостей, находящихся во вращении относительно друг друга. Вследствие высоких скоростей транспортировки и производительности установки могут проявиться такие неисправности, которые имеют крайне отрицательные воздействия на производительность всей установки.
Известно, что преформы уже в процессе их изготовления могут быть снабжены силиконовым покрытием, которое, однако, имеет тот недостаток, что оно не допущено для применения в секторе пищевых продуктов, так как не может быть гарантировано, что внутренняя полость изготовленных бутылок свободна от загрязнения силиконом. Поэтому подобные преформы не подходят для установок описанного типа или для применения, например, в секторе напитков.
Задачей изобретения является создание такого способа обработки емкостей, при котором создается возможность транспортировать емкости с возможностью меньших помех, потому что уменьшается взаимодействие емкостей между собой.
Изобретение решает эту задачу с помощью способа с отличительными признаками пункта 1 формулы изобретения, а также устройства с отличительными признаками пункта 8 формулы изобретения.
Благодаря подобной обработке значительно уменьшается взаимное влияние емкостей друг на друга при транспортировке. Таким образом, при контакте предотвращается их перекашивание или заклинивание друг другом. Таким образом значительно уменьшаются или полностью предотвращаются повреждения при транспортировке. Способ предпочтительно применять, в частности, при использовании систем пневмотранспортировки, но также и в других обычных транспортирующих устройствах.
Следующее преимущество изобретения состоит в том, что обрабатывающая установка должна быть выполнена таким образом, чтобы внутренняя полость емкости не обрабатывалась параллельно, так что предотвращается ее загрязнение обрабатывающей средой, что полезно, в частности, при использовании в секторе пищевых продуктов.
Емкости преимущественно обрызгиваются снаружи средством для уменьшения трения. При этом может быть применена смесь из средства-основы и действенной составной части, например, в то время как в качестве средства-основы используется вода, а в качестве действенной составной части, например, средство для уменьшения поверхностного натяжения или средство для изменения электропроводности, моющее средство, силикон или даже тефлон.
После этого емкости высушиваются целесообразным образом, для чего используется остаточное тепло емкостей, которое они имеют благодаря формовке выдуванием. Альтернативно или дополнительно может быть применен отводимый воздух из системы пневмотранспортировки, если он отводится подходящим образом. При необходимости может быть целесообразным предусмотреть устройство высушивания, например, посредством инфракрасного облучения или потока горячего воздуха.
Таким образом иссушается средство-основа, а действенная составная часть остается на поверхности емкости, где она снижает трение емкостей между собой. Возможные электростатические заряды на емкостях, еще имеющиеся вследствие формовки выдуванием, благодаря обработке также уменьшаются или совсем удаляются, так что, таким образом, также устраняется возможность взаимодействия емкостей между собой.
Далее изобретение представлено подробнее с помощью чертежей. Они показывают:
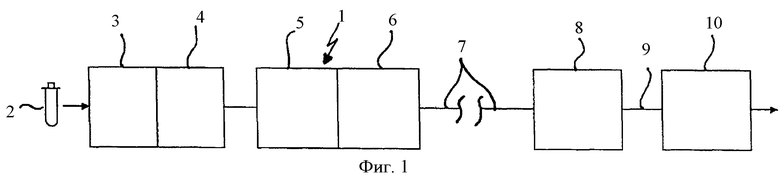
фиг.1 - блок-схему установки согласно изобретению, а также
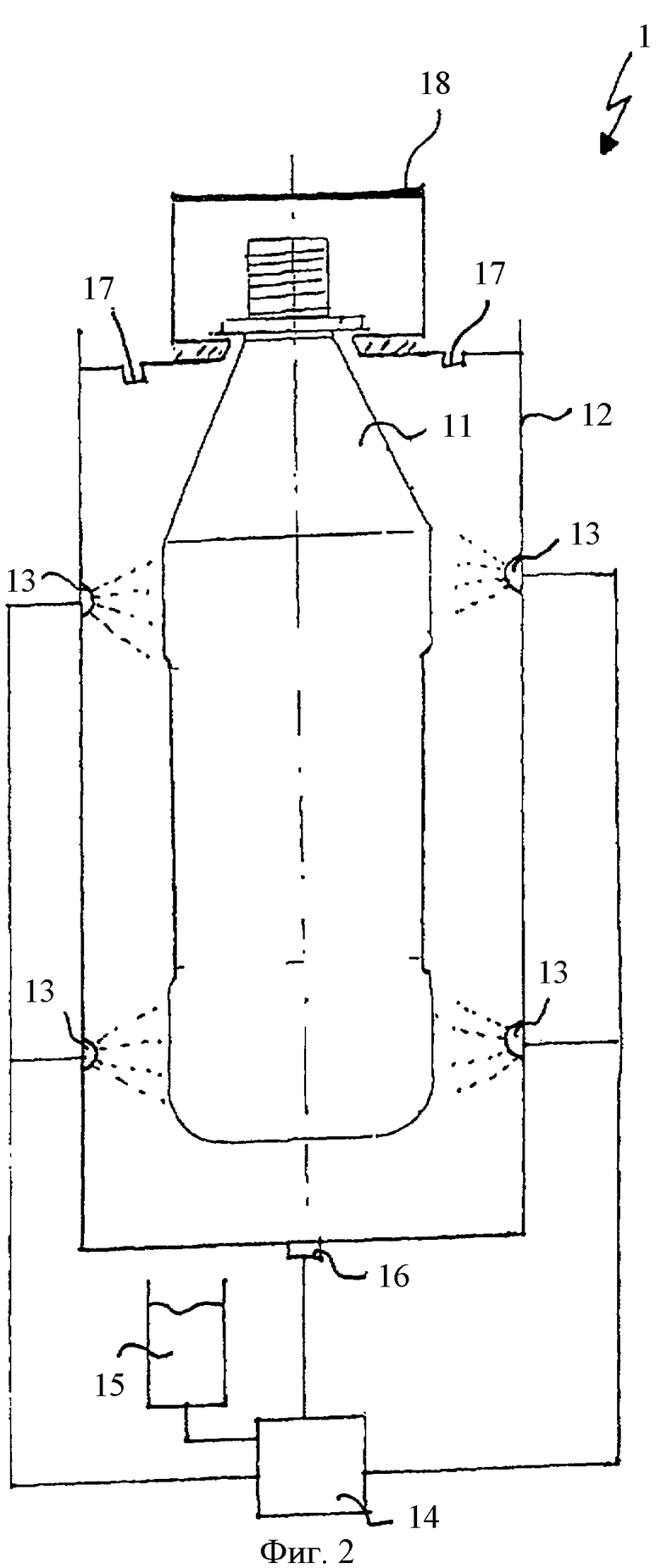
фиг.2 - схематичный вид сбоку устройства, соответствующего изобретению.
Схематичное изображение соответствующего изобретению обрабатывающего устройства 1 представлено подробнее на фиг.1. Окончательные заготовки (преформы) 2 помещаются в установку на входе и проходят сначала технологическую позицию 3 нагрева, в которой заготовки 2 предварительно нагреваются до контролируемой температуры. После этого они поступают на технологическую позицию 4 выдувания, на которой они посредством струйного дутья в формовке выдуванием приводятся в желаемую форму емкости, например, любую бутылку для напитка.
Непосредственно после этого сформованные емкости доставляются на соответствующую изобретению технологическую позицию 5 опрыскивания, а следом за этим высушиваются на технологической позиции 6 сушки. После этого они подаются с помощью системы 7 пневмотранспортировки, служащей также в качестве накопительного участка, на ополаскиватель 8, в котором емкости очищают изнутри и при необходимости стерилизуют. Стерилизированные емкости подаются затем по следующей системе 9 пневмотранспортировки к заполнителю 10, в котором емкости заполняются желаемым разливаемым продуктом. Альтернативно возможны также другие исполнения установки.
Конструкция соответствующего изобретению обрабатывающего устройства 1 изображена на фиг.2. Окончательно сформованная выдуванием емкость 11 из полимерного материала транспортируется после выхода из выдувной машины через камеру 12 опрыскивания. В ней расположено множество распыляющих сопел 13, которые мелко распыляют обрабатывающее средство и создают таким образом орошающий туман.
Обрабатывающее средство может состоять, например, из такого средства-основы, как вода, к которому добавлены действенные составные части, например, в виде моющих средств, силиконов или тефлонов. Орошающий туман осаждается на поверхности емкости 11.
Благодаря остаточному теплу емкости 11, которое она еще имеет после предыдущего процесса выдувания, средство-основа испаряется после выхода из опрыскивающей камеры 12. Таким образом высушивается емкость 11 и на поверхности остается только действенная составная часть в форме, например, тонкого слоя силикона или тефлона. Этот слой значительно уменьшает трение емкостей между собой. К тому же благодаря опрыскиванию происходит выравнивание или снятие возможного имеющегося электростатического заряда наружной поверхности, который мог образоваться на поверхности емкости 11 в процессе выдувания, так что взаимодействие между двумя емкостями 11 из-за электростатического эффекта тоже больше не возникает или проявляется лишь незначительно. Охлаждающие сопла 17, соединенные с воздухоснабжением системы пневмотранспортировки, поддерживают процесс высушивания благодаря тому, что поверхность дополнительно сушится посредством обдувания воздухом.
Для создания орошающего тумана предусмотрено насосное устройство 14, которое подает обрабатывающее средство из емкости 15 запаса на распыляющие сопла 13 и обеспечивает там необходимое давление для создания орошающего тумана.
Избыточная обрабатывающая среда, не осажденная на поверхности емкостей 11, конденсируется на стенках камеры 12 опрыскивания или осаждается на них, сбегает вниз и через слив 16 подается опять на насосное устройство 14, так что, например, часть обрабатывающего средства циркулирует по замкнутому контуру.
Согласно усовершенствованию после камеры 12 опрыскивания может подключаться еще одна самостоятельная камера высушивания дополнительно к уже описанному механизму высушивания, поддерживающая высыхание емкости 11 благодаря облучению инфракрасным излучением или дополнительному потоку горячего воздуха и, таким образом, образование пленки из действенной составной части.
Перед, во время или после обработки емкости в соответствующей изобретению камере 12 опрыскивания, емкости передается в таком случае системе 18 пневмотранспортировки, в которой емкость транспортируется посредством сопло- или жабровидных выступов и соответственно формируемых воздушных потоков. Благодаря соответствующему изобретению способу емкости 11 могут сталкиваться друг с другом в ходе транспортировки без заклинивания. Как в случае, если емкости находятся в стыке и транспортируются таким образом, так и в случае, если они вращаются относительно друг друга или сталкиваются с различными скоростями, емкости не заклиниваются или не зажимаются, так как благодаря соответствующей изобретению обработке трение поверхности и/или электростатические взаимодействия между емкостями снижены настолько, что взаимное воздействие едва-едва имеет место.
Изобретение не ограничено представленным примером исполнения, но и может изменяться с разных точек зрения, не уходя от основного замысла. Так используемые обрабатывающие средства, среды-основы или действенные составные части могут изменяться в широких пределах, пока они пригодны подходящим образом воздействовать на поверхность емкости, в частности, для снижения трения емкости. И конструкция установки, то есть нанесение среды и при необходимости последующее высушивание, могут быть произведены разным образом, пока достаточное количество обрабатывающего средства доставляется на важные места поверхности емкости. Конструкция установки в целом может меняться, в частности, могут варьироваться расположения других технологических позиций обработки после соответствующего изобретению обрабатывающего устройства. К тому же возможно также, что само обрабатывающее устройство может быть размещено в установке на других местах или соединено с другими секциями машины, как-то формирование выдуванием. Транспортирующие системы не ограничены пневмотранспортировкой.
Перечень позиций
1 Обрабатывающее устройство
2 Заготовка
3 Технологическая позиция нагрева
4 Технологическая позиция выдувания
5 Технологическая позиция опрыскивания
6 Технологическая позиция сушки
7 Система пневмотранспортировки
8 Ополаскиватель
9 Система пневмотранспортировки
10 Заполнитель
11 Емкость
12 Камера опрыскивания
13 Распыляющие сопла
14 Насосное устройство
15 Емкость запаса
16 Слив
17 Охлаждающие сопла
18 Система пневмотранспортировки
Изобретение относится к способу и устройству для обработки емкостей из полимерного материала. Задачей изобретения является создание такого способа обработки емкостей, при котором создается возможность транспортировки емкости с возможностью меньших помех, потому что уменьшается взаимодействие емкостей между собой. Для этого в способе обработки емкостей из полимерного материала емкости после их формования обрабатывают снаружи для снятия и/или выравнивания электростатических зарядов наружной поверхности и/или снижения трения наружной поверхности. Техническим результатом изобретения является обеспечение возможности в процессе транспортировки сталкивания емкостей друг с другом без заклинивания и зажима. 2 н. и 11 з.п. ф-лы, 2 ил.
1. Способ обработки емкостей из полимерного материала, отличающийся тем, что емкости (11) после их формования обрабатывают снаружи для снятия и/или выравнивания электростатических зарядов наружной поверхности и/или снижения трения наружной поверхности.
2. Способ по п.1, отличающийся тем, что емкости (11) опрыскивают средством для снижения трения.
3. Способ по п.2, отличающийся тем, что в качестве средства используют смесь из средства-основы и активной составной части.
4. Способ по п.3, отличающийся тем, что в качестве средства-основы используют воду.
5. Способ по п.3 или 4, отличающийся тем, что в качестве активной составной части используют вещества из групп моющих средств, силиконов, политетрафторэтиленов (тефлонов).
6. Способ по любому из пп.1-4, отличающийся тем, что емкости (11) сушат после опрыскивания.
7. Способ по п.5, отличающийся тем, что емкости (11) сушат после опрыскивания.
8. Способ по п.6, отличающийся тем, что высушивание осуществляют благодаря остаточному теплу емкости (11) от формовки выдуванием и/или отводимым воздухом из пневмотранспортировки и/или высушивающим устройством.
9. Способ по п.7, отличающийся тем, что высушивание осуществляют благодаря остаточному теплу емкости (11) от формовки выдуванием, и/или отводимым воздухом из пневмотранспортировки, и/или высушивающим устройством.
10. Устройство для обработки емкостей из полимерного материала по п.1 или по любому из пп.2-9.
11. Устройство по п.10, отличающееся тем, что предусмотрено множество распыляющих сопел (13) для нанесения на наружную поверхность емкости (11) средства для снижения трения.
12. Устройство по п.10 или 11, отличающееся тем, что предусмотрено насосное устройство (14) для обеспечения распыляющих сопел (13) средством для снижения трения.
13. Устройство по п.12, отличающееся тем, что предусмотрено устройство для приема избыточного средства для снижения трения, соединенное с насосным устройством (14).
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ТЕМПЕРАТУРНО СТАБИЛЬНЫЙ ИСТОЧНИК ОПОРНОГО НАПРЯЖЕНИЯ НА ОСНОВЕ СТАБИЛИТРОНА | 2013 |
|
RU2530260C1 |
| US 2003232150 A1, 18.12.2003 | |||
| СПОСОБ ДИАГНОСТИКИ ГИПЕРПЛАСТИЧЕСКИХ ПРОЦЕССОВ ЭНДОМЕТРИЯ | 1999 |
|
RU2159441C1 |
| СПОСОБ АНТИДИФФУЗИОННОЙ ЗАЩИТЫ ТОПЛИВНОГО БАКА ТРАНСПОРТНОГО СРЕДСТВА ИЗ УДАРОПРОЧНОГО ТЕРМОПЛАСТА | 1993 |
|
RU2082624C1 |

