Область техники, к которой относится изобретение
Настоящее изобретение относится к прессу, используемому для пластического формообразования металлического материала или неметаллического материала, и, в частности, к высокоточному штамповочному прессу с нижним приводом.
Уровень техники
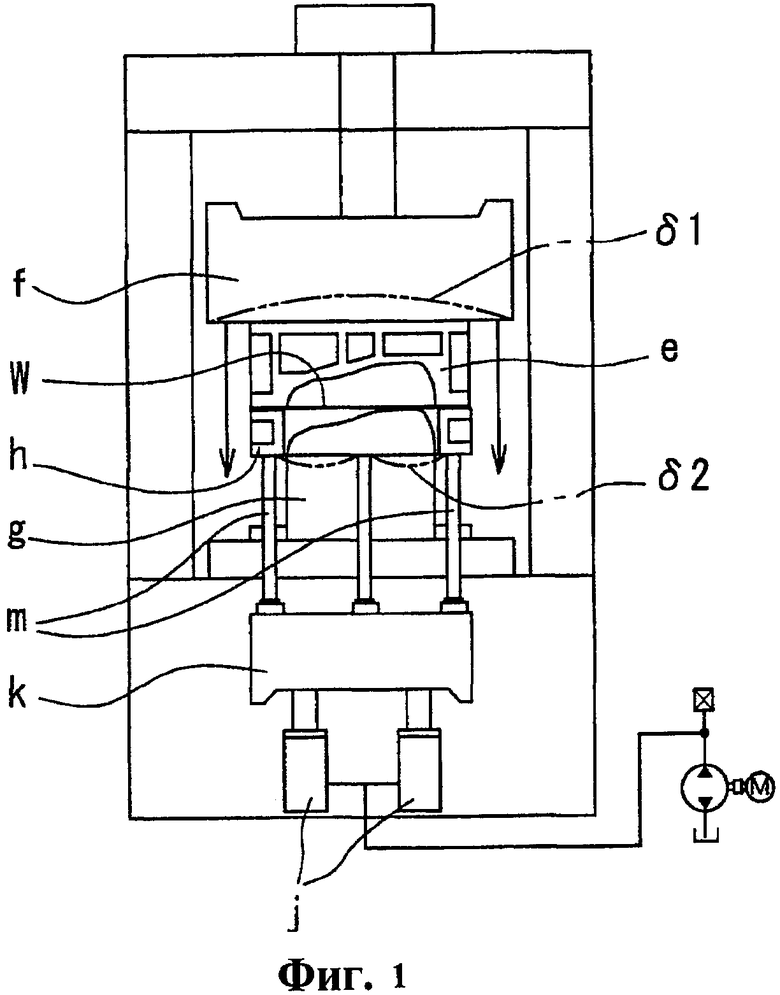
Прессы широко используются в качестве средства выполнения пластического формообразования, представляющего собой вытяжку металлических и неметаллических материалов. В подобных прессах простого (одностороннего) действия, как правило, используется рамная конструкция, в которой стойка смонтирована на станине, а верхняя часть пресса установлена на вершине стойки. Как показано на фиг.1, ползун f, на котором установлен верхний штамп е (матрица в данном примере), выполнен с возможностью подъема или опускания посредством приводного устройства (не показано), предусмотренного на стороне верхней части пресса. Нижний штамп g (пуансон в данном примере) прикреплен к станине, и удерживающее кольцо h, препятствующее образованию складок, расположено вокруг нижнего штампа g. Удерживающее кольцо h, препятствующее образованию складок, опирается на ряд амортизирующих стержней m, проходящих от опоры k, которая поднимается или опускается посредством пневмоцилиндров j.
В данном прессе, подобном показанному на фиг.1, ход при штамповке выполняют посредством подъема опоры k с целью подъема препятствующего образованию складок кольца h до уровня нижнего штампа посредством амортизирующих стержней m, опускания ползуна для зажима периферийного края заготовки W посредством препятствующего образованию складок удерживающего кольца h и периферийного края верхнего штампа е, дальнейшего прессования и опускания ползуна f в этом состоянии и опускания удерживающего кольца h, препятствующего образованию складок, с обеспечением взаимоблокировки.
Тем не менее, в обычном прессе верхняя сторона ползуна становится формообразующим узлом пресса, и ползун опускается на длину целого хода, необходимого для штамповки, посредством приводного механизма. Таким образом, длина хода становится большой, и трудно обеспечить экономию энергии. Кроме того, поскольку длина хода большая, габаритная высота пресса становится большой, и, таким образом, требуется большое пространство внутри здания. В некоторых случаях также имеет место ситуация, в которой установку (монтаж) невозможно выполнить.
Кроме того, в том случае, когда изделия, подлежащие штамповке, представляют собой, например, панели, такие как кузовные детали транспортных средств или дверцы транспортных средств, представленных автомобилями, имеет место постоянное увеличение числа и усложнение форм, и разработка новых материалов, и соответственно требования к точности обработки в прессе становятся очень высокими.
Для удовлетворения данных требований обычно штампы обрабатывают с высокой точностью, используют рамную конструкцию, жесткость которой стала высокой, или используют для управления прессом способ управления посредством компьютерного ЧПУ. Однако вследствие большой нагрузки во время операции штамповки невозможно избежать прогиба, обусловленного упругой деформацией, и возникновения проблем, возникающих в результате этого.
То есть прогиб δ1 возникает в ползуне, как показано на фиг.1, вследствие большой нагрузки при штамповке. Это приводит к нарушению плотного контакта между ползуном и верхним штампом. Таким образом, трудно равномерно передать усилие пластического деформирования (формообразующее усилие) заготовке, и однородный контакт заготовки с полостью штампа становится трудно осуществимым. Следовательно, точность штамповки (формообразования) снижается.
Кроме того, в обычном прессе удерживающее кольцо, препятствующее образованию складок, опирается на амортизирующие стержни для штампа с шагом от 150 до 300 мм, и подобные амортизирующие стержни имеют такие размеры, что они продолжаются так, что они проходят через подштамповую плиту. По этой причине прогиб δ2 неизбежно будет возникать в препятствующем образованию складок удерживающем кольце между амортизирующими стержнями вследствие сжимающей нагрузки, действующей со стороны ползуна. По этой причине возникает неравномерность силы, препятствующей образованию складок, и легко возникает ситуация, при которой имеет место низкая точность штамповки, такая как уменьшение толщины листа или образование линии скачка уплотнения.
Кроме того, в обычном прессе приводной механизм типа гидравлического силового цилиндра или приводной механизм кривошипного типа используется в качестве приводного механизма ползуна. Поскольку приводной механизм, упомянутый первым, не может обеспечить выполнение большого числа ходов в единицу времени, затруднено обеспечение высокой производительности. Несмотря на то что приводной механизм, упомянутый последним, может обеспечить высокое быстродействие и большое число ходов, существуют проблемы, связанные с тем, что сила, действующая при обработке, скорость обработки, граничные положения хода и т.д. не могут быть заданы произвольно, что движение ползуна ограничено, что скорость ползуна невозможно регулировать в соответствии с различными условиями, такими как профили, получаемые штамповкой, или размеры изделий, или материалы, и что невозможно регулировать производительность в соответствии с длиной хода ползуна.
Таким образом, заявитель настоящего изобретения предложил пресс с кулисным механизмом в публикации заявки на патент Японии No. 2001-300778, не прошедшей экспертизу. В данном прессе с кулисным механизмом ползун выполнен с возможностью подъема и опускания посредством коленно-рычажного механизма, и серводвигатель и винтовая гайка используются в качестве приводного средства коленно-рычажного механизма. Данный пресс имеет преимущества, заключающиеся в том, что могут быть обеспечены высокая скорость обработки и большое число ходов, а также скорость обработки, ход и производительность могут быть заданы произвольным образом.
Тем не менее, вышеуказанное устройство предшествующего уровня техники является неэффективным с точки зрения устранения возникающего в результате вышеупомянутого прогиба явления неравномерности усилия, препятствующего образованию складок, и устранения явления прогиба ползуна. Кроме того, ползун опускают на длину целого хода, требуемого для штамповки. Таким образом, длина хода становится большой, и затруднено обеспечение экономии энергии. Кроме того, длина ходового винта влияет на высоту пресса, и ходовой винт становится длинным, когда ход ползуна становится большим. Следовательно, существует проблема, связанная с тем, что габаритная высота пресса становится большой.
Патентный документ 1: JP-А-2001-300778
Раскрытие изобретения
Проблема, решаемая изобретением
Изобретение было выполнено для решения вышеуказанных проблем. Таким образом, первая цель изобретения заключается в разработке пресса простого действия с нижним приводом, способного обеспечить экономию энергии, экономию пространства и реализацию формообразующих характеристик с высокой точностью сбалансированным образом.
Вторая цель изобретения заключается в разработке пресса простого действия с нижним приводом, способного обеспечить высокую производительность (малую продолжительность цикла, большой такт выпуска), помимо вышеуказанной цели.
Средства решения проблемы
Для достижения вышеуказанной первой цели пресс с нижним приводом включает в себя препятствующий образованию складок кольцевой держатель, неподвижно расположенный на станине; формообразующий узел пресса, включающий в себя нижний штамп, расположенный внутри препятствующего образованию складок держателя, ползун, служащий опорой нижнего штампа внутри станины, и приводной механизм, обеспечивающий подъем или опускание ползуна; приводной механизм, установленный со стороны верхней части пресса, и ползун, поднимаемый или опускаемый посредством приводного механизма; узел пресса для зажима штампа, включающий в себя верхний штамп, имеющий зажимную часть, обеспечивающую зажим заготовки во взаимодействии с препятствующим образованию складок держателем у ее периферийного края; и устройство для обеспечения приложения прижимающей силы к верхнему штампу с его задней стороны после последней стадии опускания ползуна узла пресса для зажима штампа, и верхнего штампа, и предназначенное для повышения точности штамповки.
Преимущества изобретения
В изобретении узел пресса для зажима штампа расположен со стороны верхней части пресса, формообразующий узел пресса расположен со стороны станины, узел пресса для зажима штампа не опускается под давлением во время опускания, и требуется длина хода, необходимая только для выполнения зажима штампа. Таким образом, габаритная высота пресса может быть небольшой. Кроме того, штамповка осуществляется посредством подъема нижнего формообразующего узла пресса для приложения давления к нижней части пресса в состоянии, когда узел пресса для зажима штампа функционирует и верхний штамп примыкает к препятствующему образованию складок держателю. Таким образом, минимальный ход, равный ходу при штамповке, будет достаточным с точки зрения длины хода формообразующего узла пресса. В результате может быть обеспечена экономия энергии.
Кроме того, поскольку препятствующий образованию складок держатель не поднимается и не опускается в состоянии, когда он опирается на амортизирующие стержни, но зафиксирован в заданном положении на станине, в отличие от обычного пресса не возникает прогиба, препятствующего образованию складок держателя между стержнями. Кроме того, устройство повышения точности штамповки предусмотрено со стороны узла пресса для зажима штампа, и прижимающее усилие будет непосредственно приложено к верхнему штампу с его задней стороны после последней стадии опускания узла пресса для зажима штампа. Таким образом, может быть обеспечено, по меньшей мере, одно из оптимизации усилия, препятствующего образованию складок и действующего со стороны зажимной части верхнего штампа и препятствующего образованию складок держателя и коррекции прогиба со стороны ползуна, и, следовательно, может быть повышена точность штамповки изделий.
Краткое описание чертежей
Фиг.1 представляет собой сечение, показывающее схему обычного пресса простого действия и ситуацию, связанную с образованием прогиба в обычном прессе.
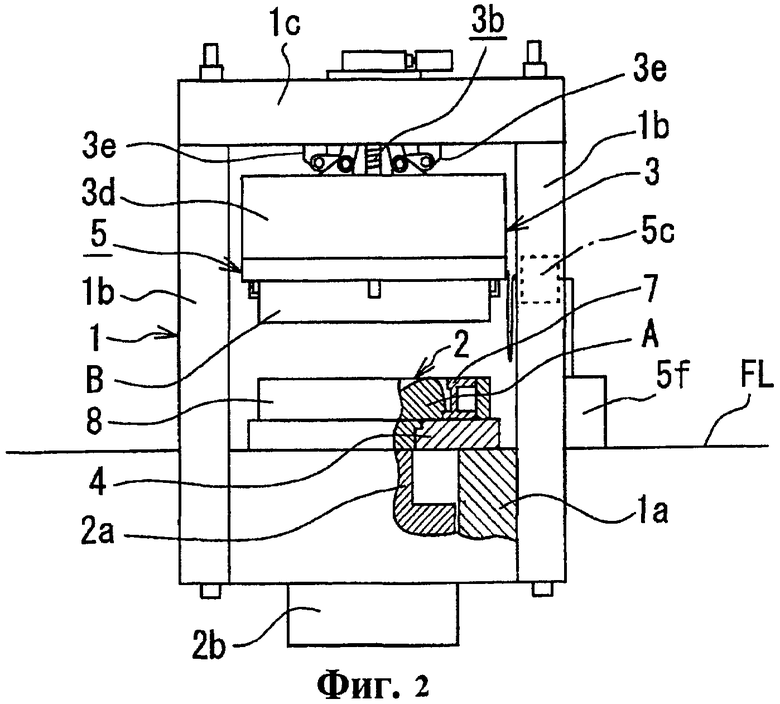
Фиг.2 представляет собой выполненный с местным разрезом вид спереди, показывающий первый вариант осуществления пресса с нижним приводом по изобретению.
Фиг.3 представляет собой продольное фронтальное сечение, показывающее детали пресса на фиг.2.
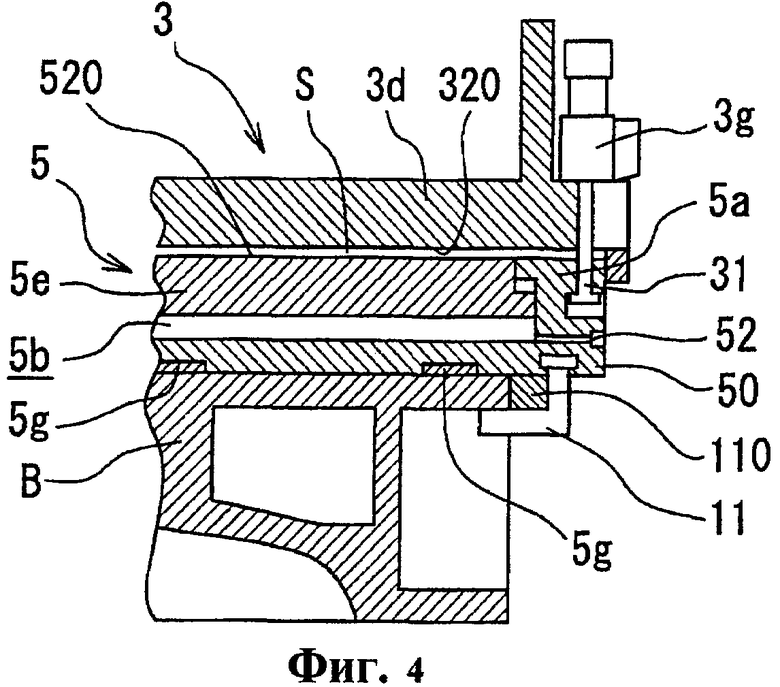
Фиг.4 представляет собой частичное увеличенное изображение пресса на фиг.3.
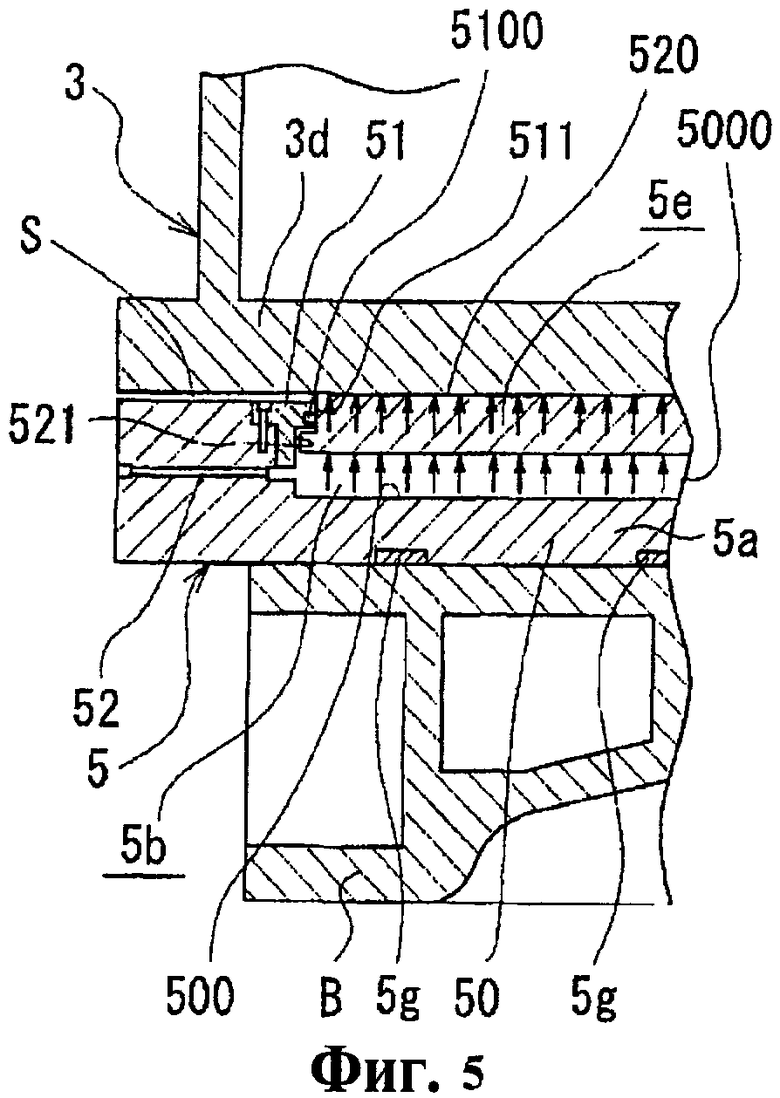
Фиг.5 представляет собой частичное увеличенное изображение, показывающее пример поддерживающей повышенное давление части и прижимного элемента в устройстве для повышения точности штамповки.
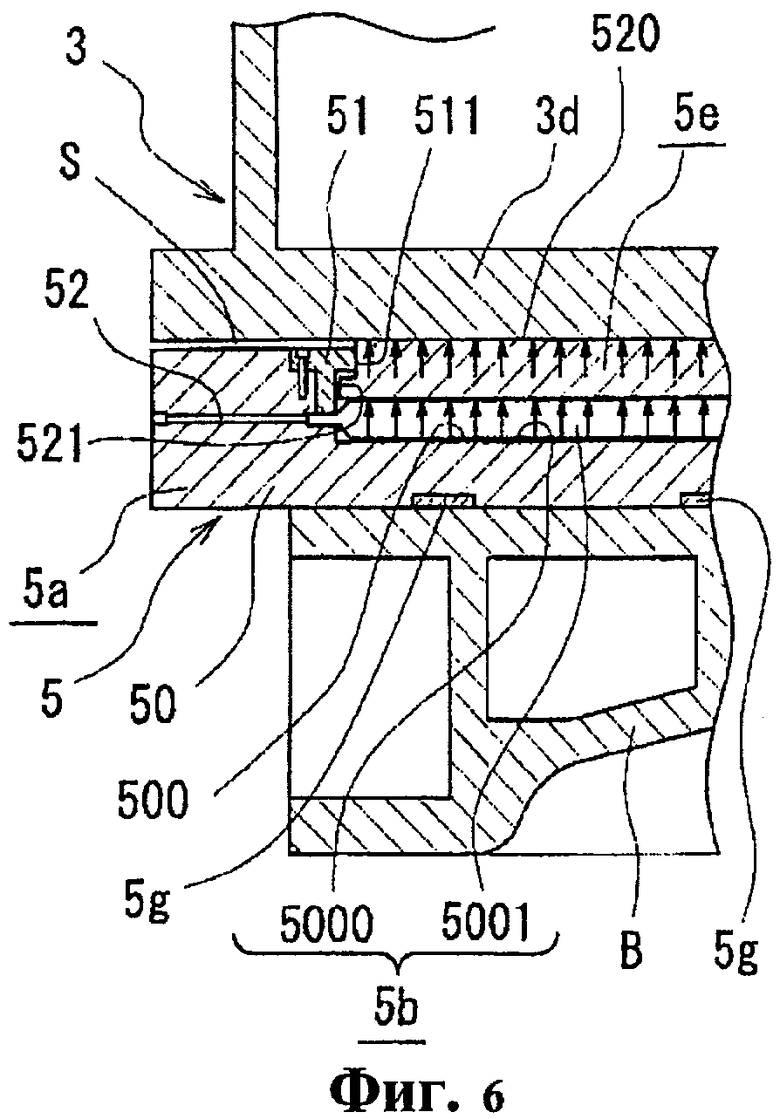
Фиг.6 представляет собой частичное увеличенное изображение, показывающее другой пример поддерживающей повышенное давление части в устройстве для повышения точности штамповки.
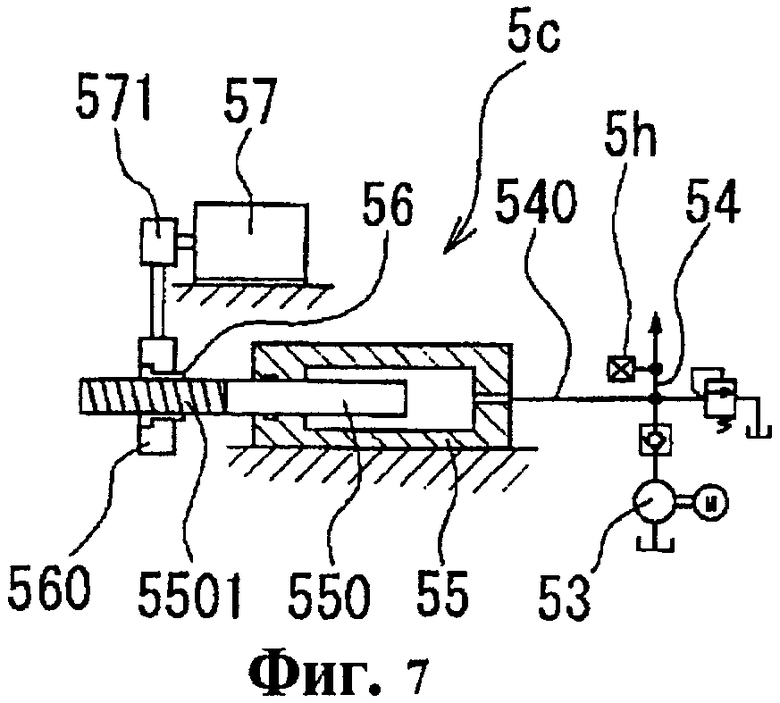
Фиг.7 представляет собой разъясняющий вид, показывающий пример средства создания давления в устройстве для повышения точности штамповки.
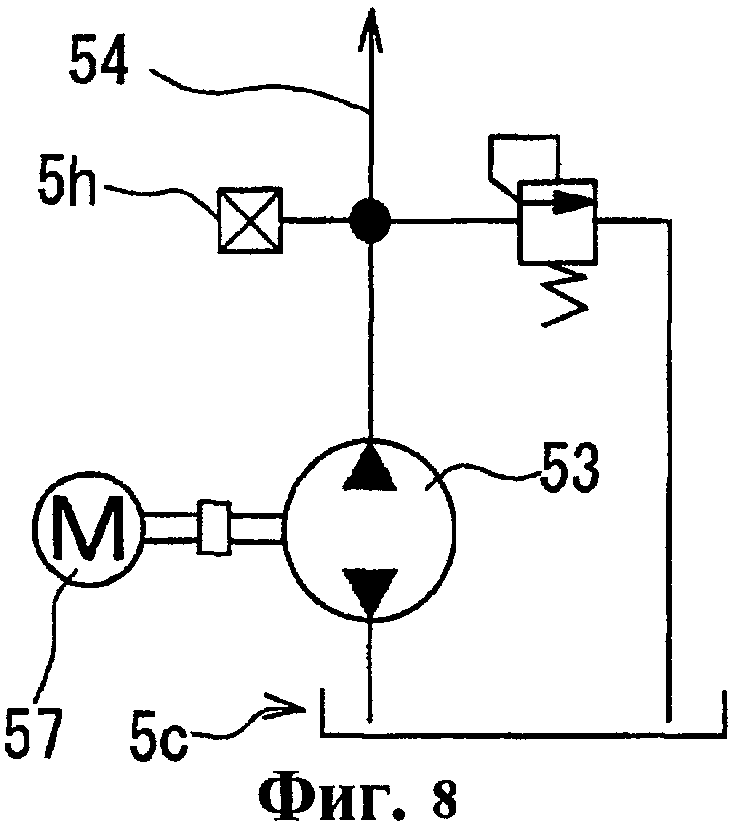
Фиг.8 представляет собой разъясняющий вид, показывающий другой пример средства создания давления в устройстве для повышения точности штамповки.
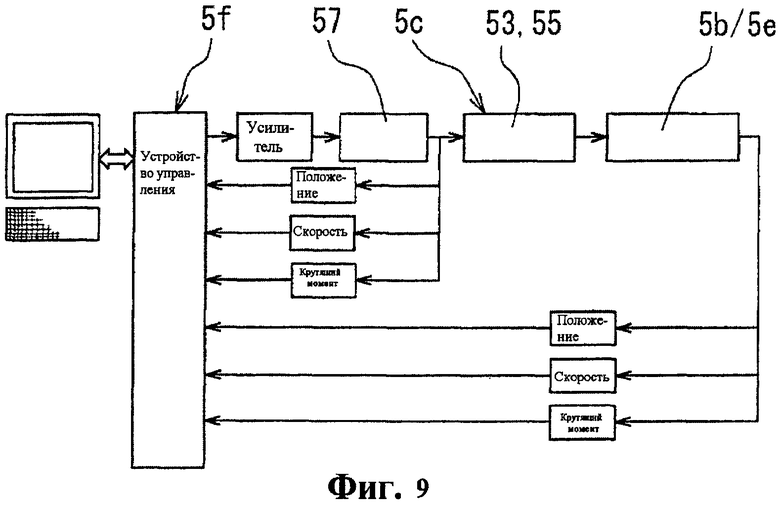
Фиг.9 представляет собой блок-схему, показывающую средство регулирования давления в устройстве для повышения точности штамповки.
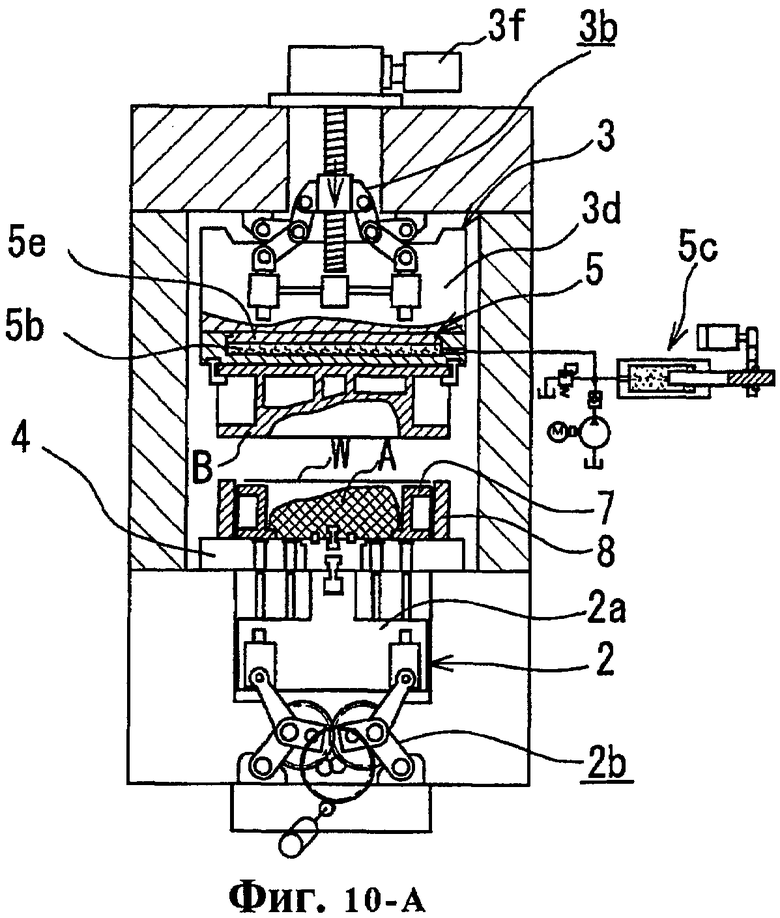
Фиг.10А представляет собой сечение, показывающее работу первого варианта осуществления поэтапно и показывающее состояние на последней стадии перед началом штамповки.
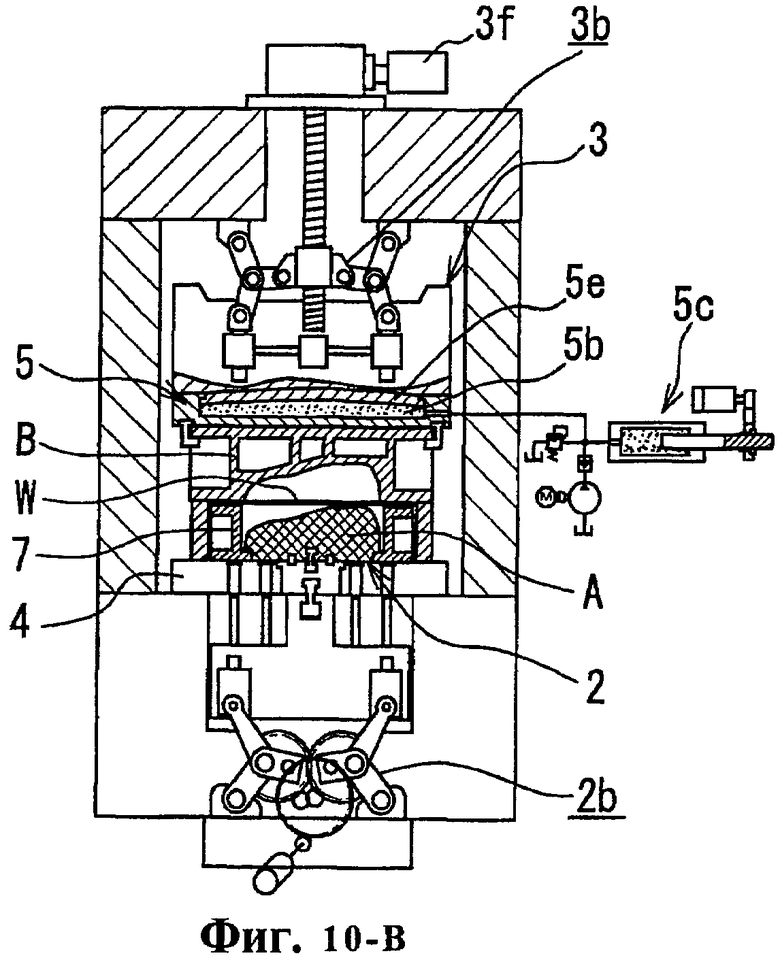
Фиг.10В представляет собой сечение, показывающее работу первого варианта осуществления поэтапно, и показывающее состояние, в котором нижний штамп и верхний штамп сопряжены вместе, и приложена сила, препятствующая образованию складок.
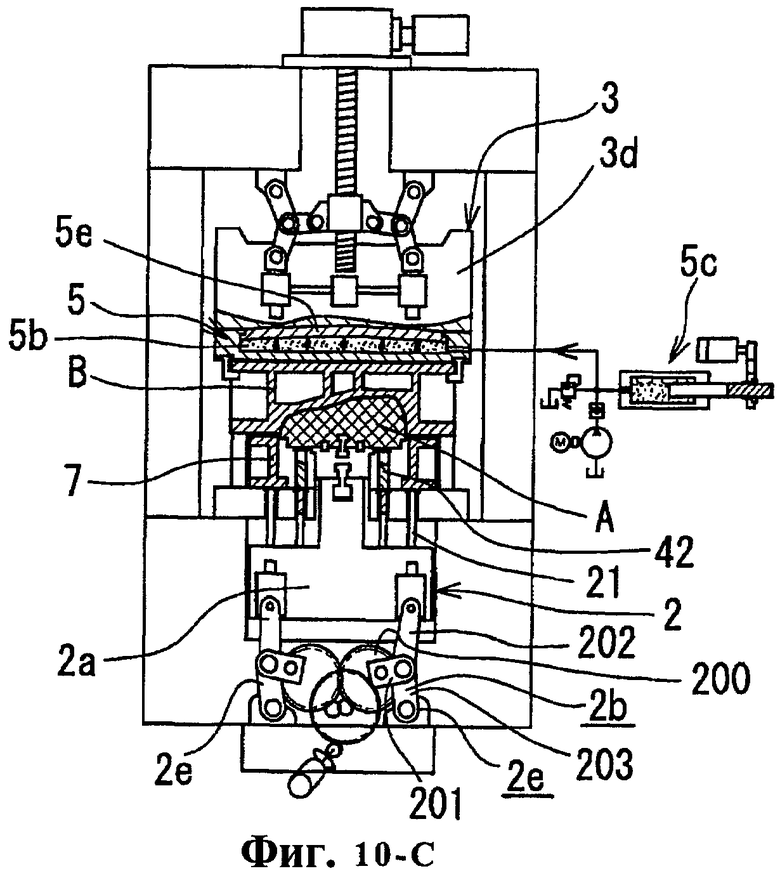
Фиг.10С представляет собой сечение, показывающее работу первого варианта осуществления поэтапно и показывающее состояние на последней стадии, в котором нижний штамп поднят для выполнения штамповки.
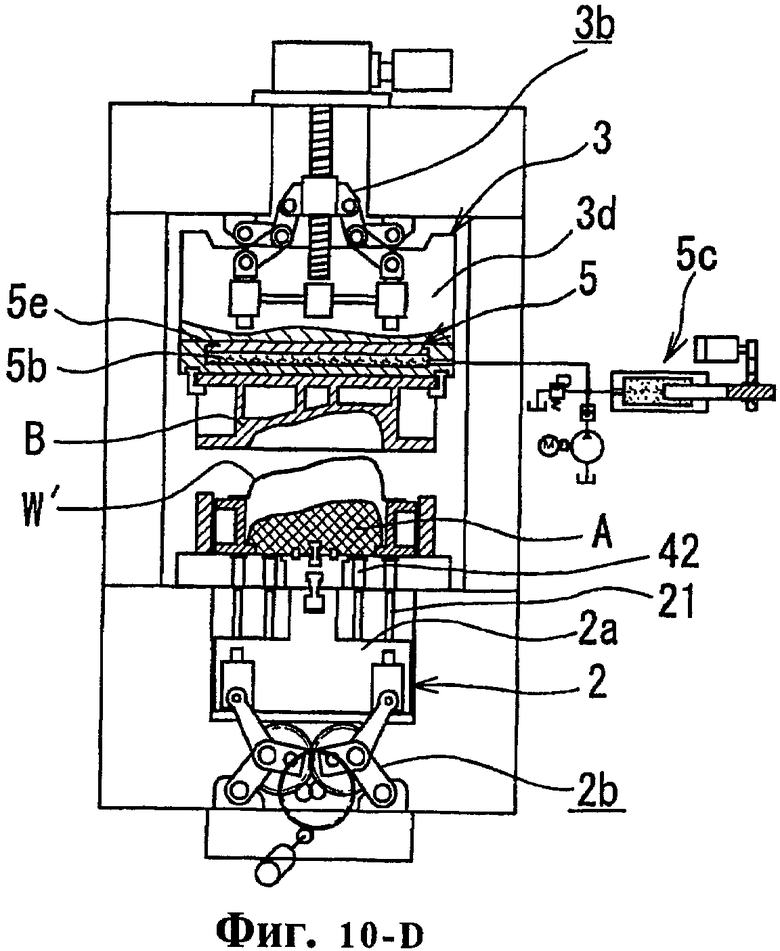
Фиг.10D представляет собой сечение, показывающее работу первого варианта осуществления поэтапно и показывающее состояние, в котором штамповка завершена и верхний штамп поднят.
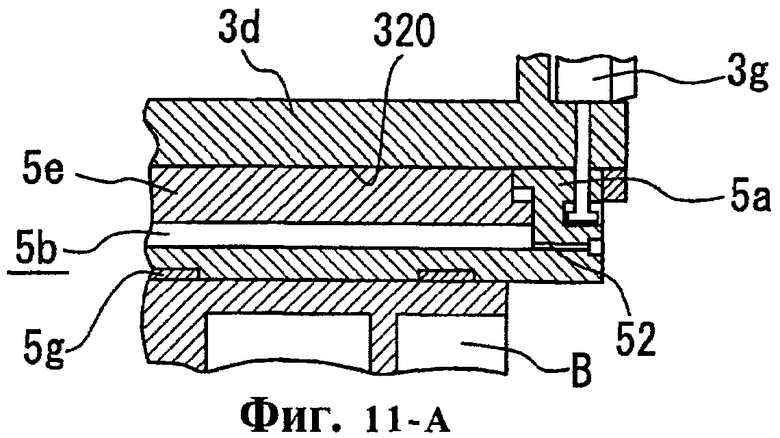
Фиг.11А представляет собой сечение, показывающее состояние устройства для повышения точности штамповки, когда верхний штамп вошел в контакт с препятствующим образованию складок держателем.
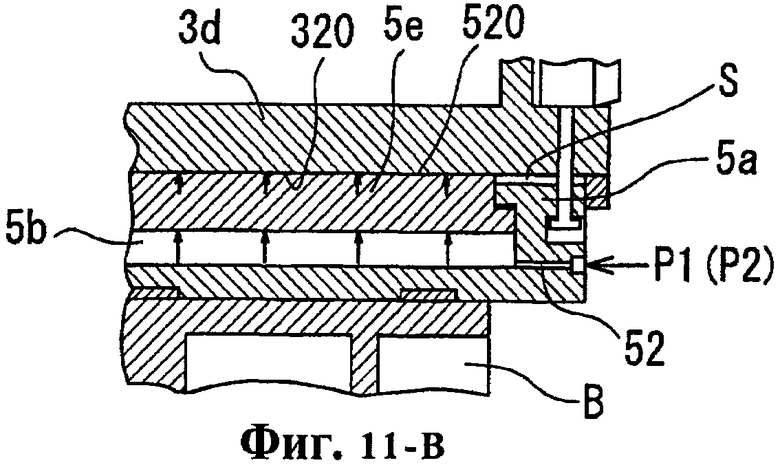
Фиг.11В представляет собой сечение, показывающее состояние устройства для повышения точности штамповки во время штамповки.
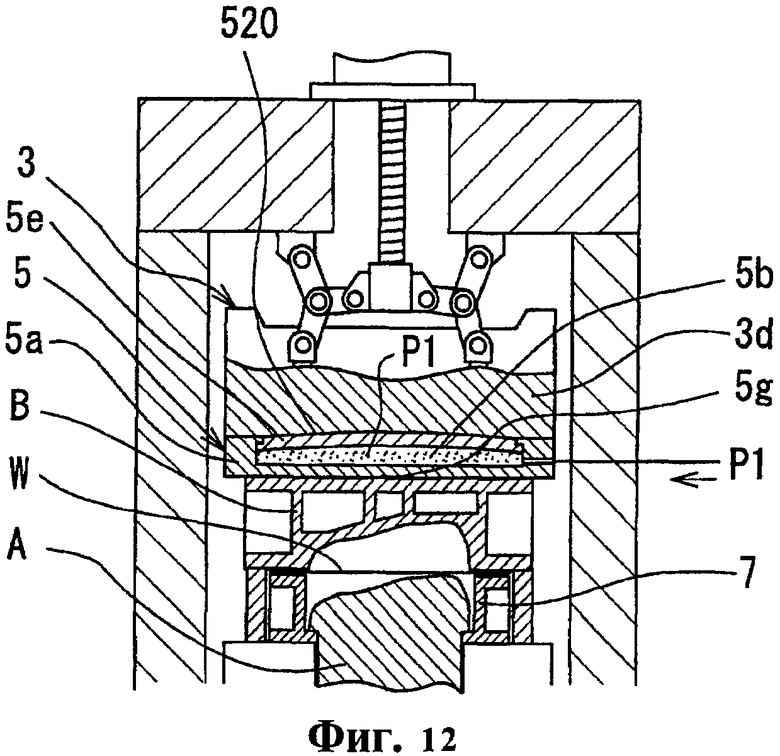
Фиг.12 представляет собой увеличенное изображение состояния по фиг.10 В.
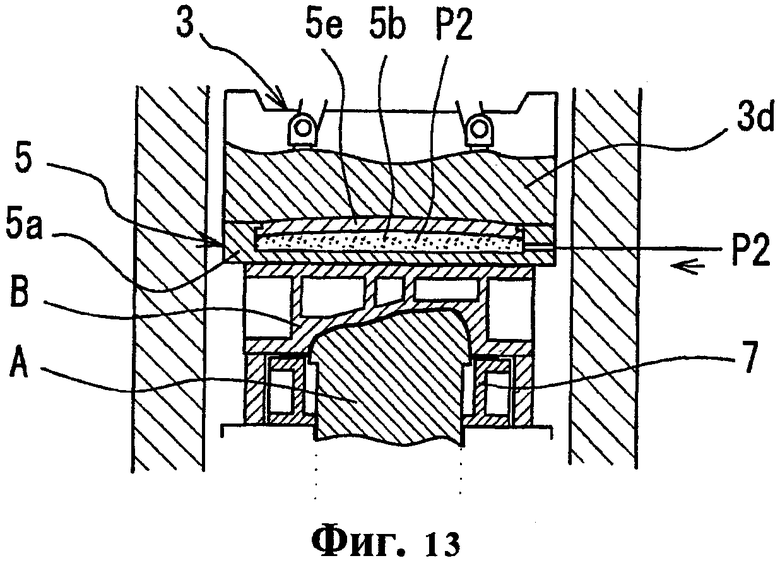
Фиг.13 представляет собой увеличенное изображение состояния по фиг.10С.
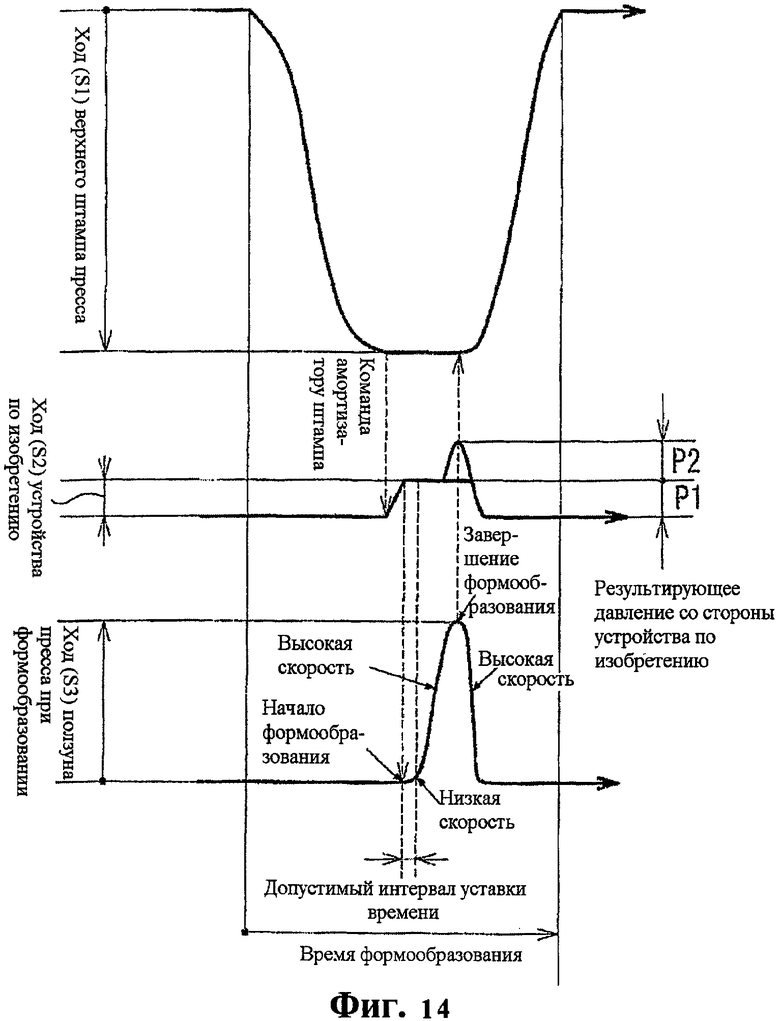
Фиг.14 иллюстрирует пример графика хода и давления для пресса, для которого применяется изобретение.
Фиг.15 представляет собой вид спереди, показывающий другой пример приводного механизма ползуна формообразующего узла пресса.
Фиг.16А представляет собой сечение, показывающее функционирование при использовании приводного механизма ползуна на фиг.15 поэтапным образом и показывающее состояние перед началом штамповки.
Фиг.16 В представляет собой сечение, показывающее функционирование при использовании приводного механизма ползуна на фиг.15 поэтапным образом и показывающее состояние, в котором нижний штамп и верхний штамп сопряжены вместе, и приложена сила, препятствующая образованию складок.
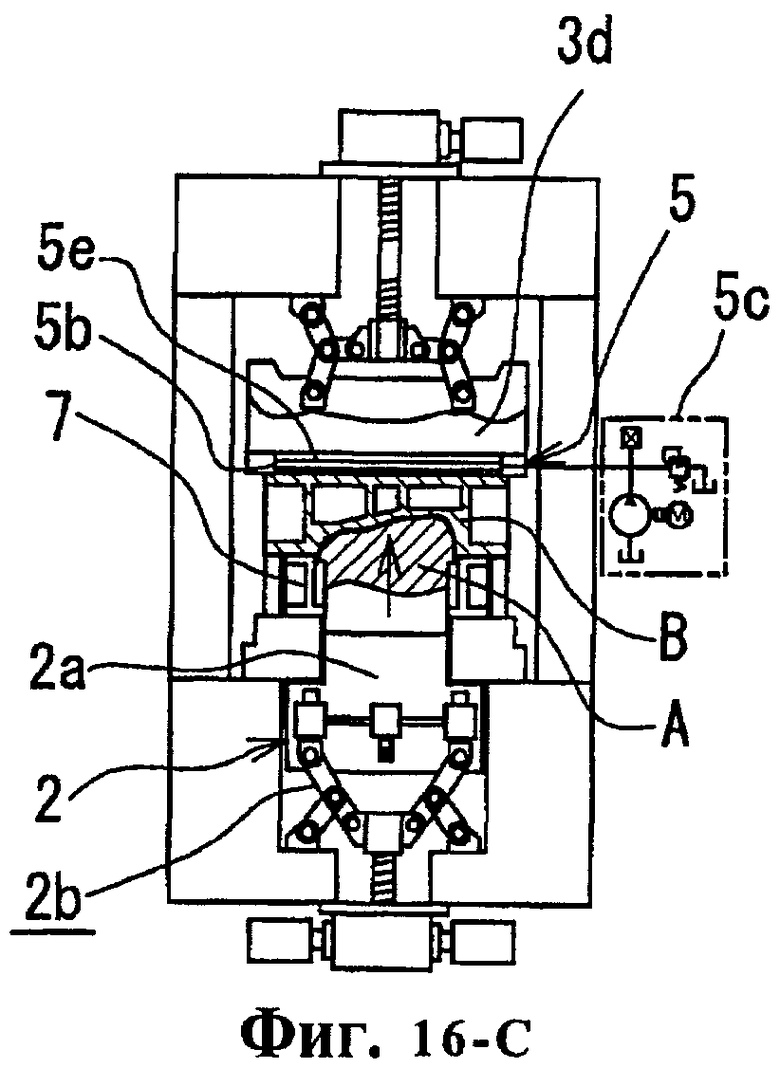
Фиг.16С представляет собой сечение, показывающее функционирование при использовании приводного механизма ползуна на фиг.15 поэтапным образом и показывающее состояние на последней стадии, когда нижний штамп поднят для выполнения штамповки.
Фиг.16D представляет собой сечение, показывающее функционирование при использовании приводного механизма ползуна на фиг.15 поэтапным образом и показывающее состояние, в котором штамповка завершена и верхний штамп поднят.
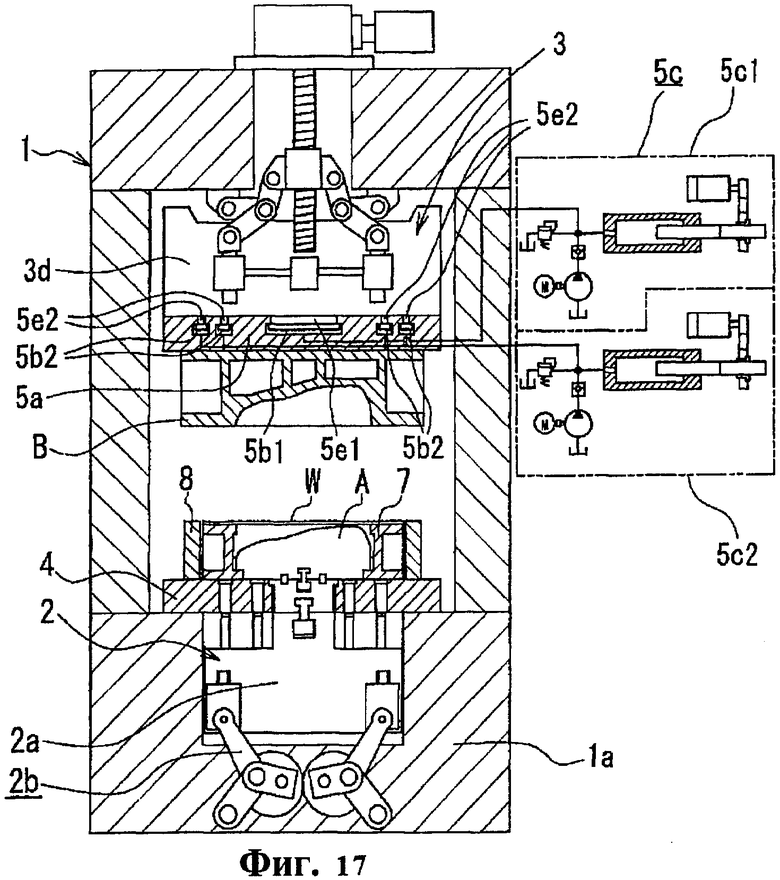
Фиг.17 представляет собой вид спереди, показывающий второй вариант осуществления изобретения.
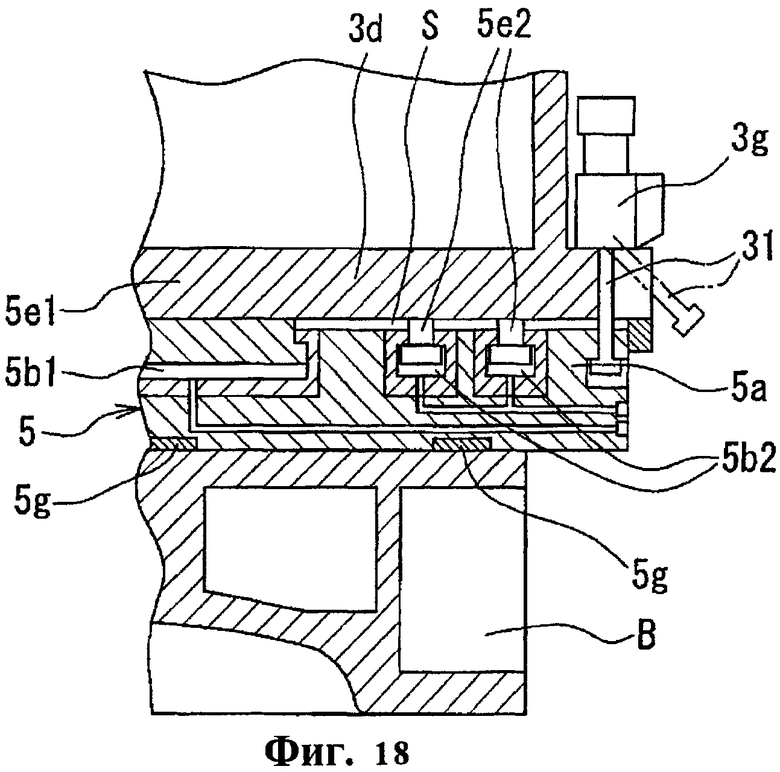
Фиг.18 представляет собой частичное увеличенное изображение устройства по фиг.17.
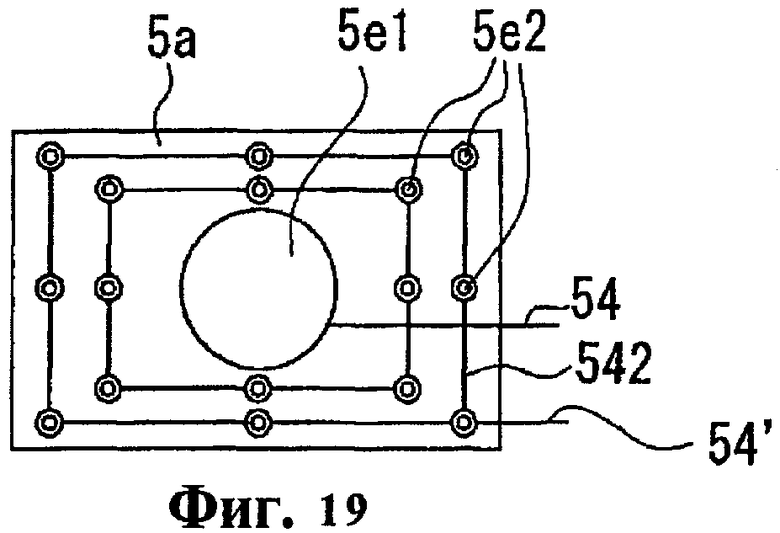
Фиг.19 представляет собой вид в плане устройства на фиг.17.
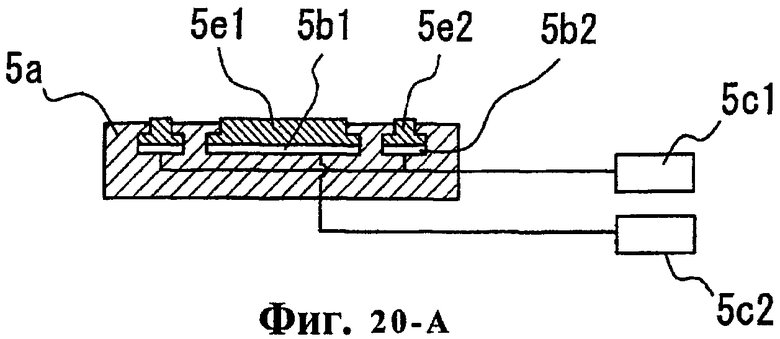
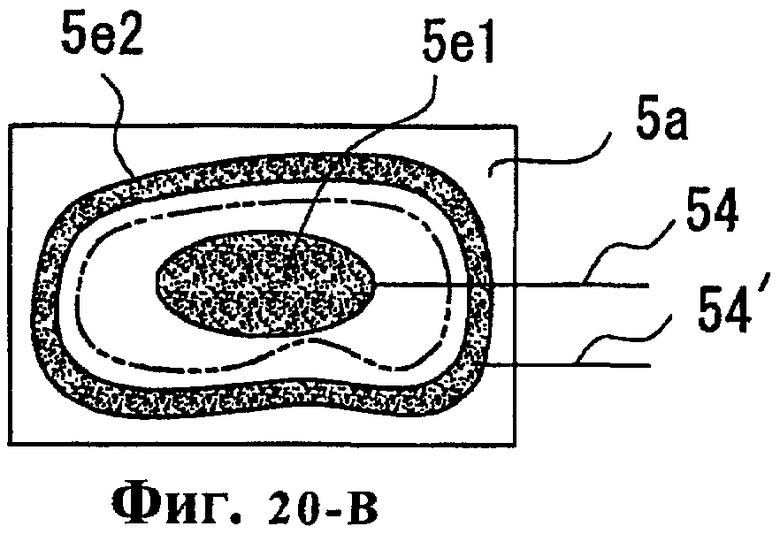
Фиг.20А представляет собой сечение, показывающее другой вариант поддерживающей повышенное давление части и прижимного элемента во втором варианте осуществления.
Фиг.20В представляет собой вид в плане изображения на фиг.20А.
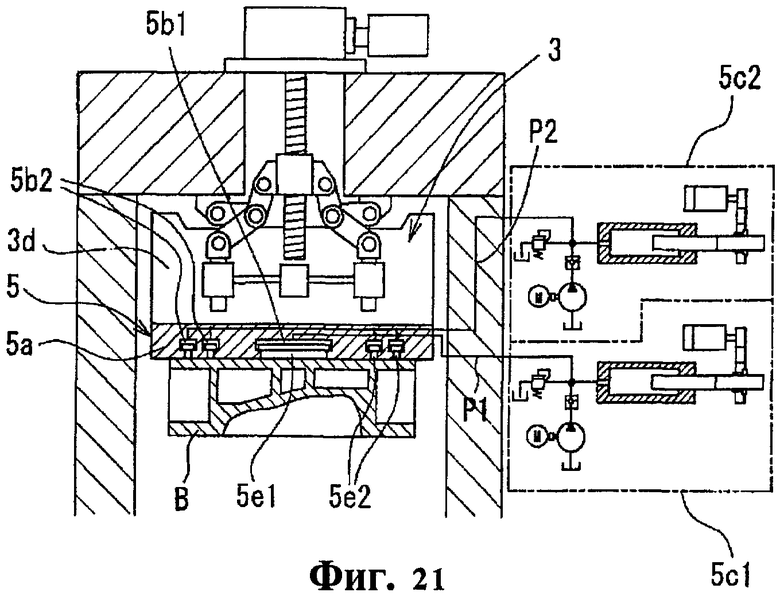
Фиг.21 представляет собой вид спереди, показывающий пример, в котором направление прижимного элемента по второму варианту осуществления изменено на противоположное.
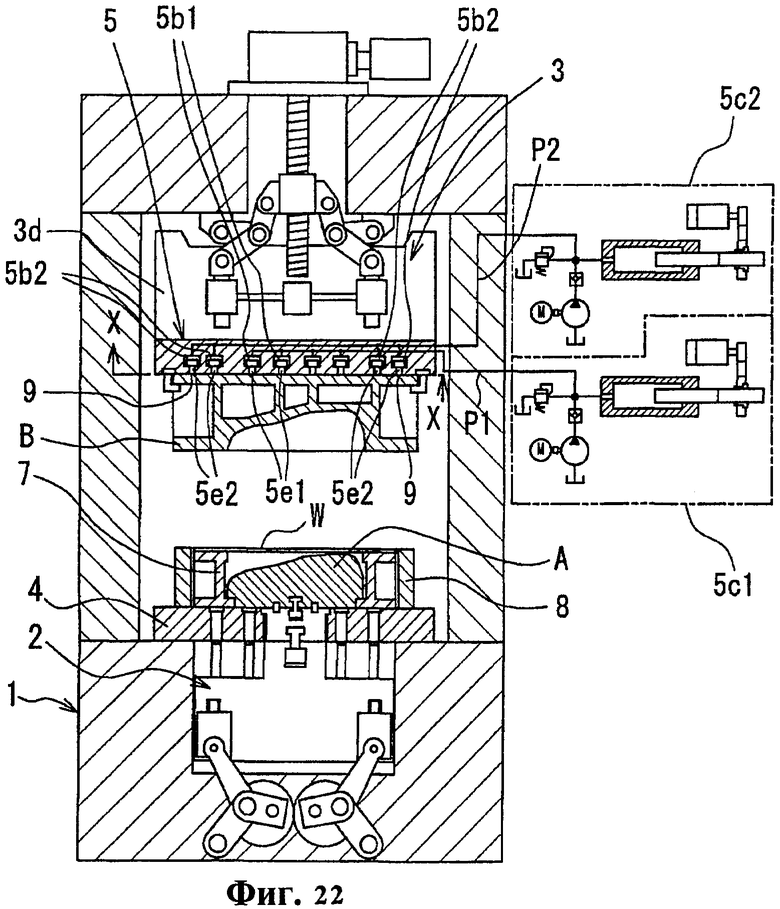
Фиг.22 представляет собой вид спереди, показывающий третий вариант осуществления изобретения.
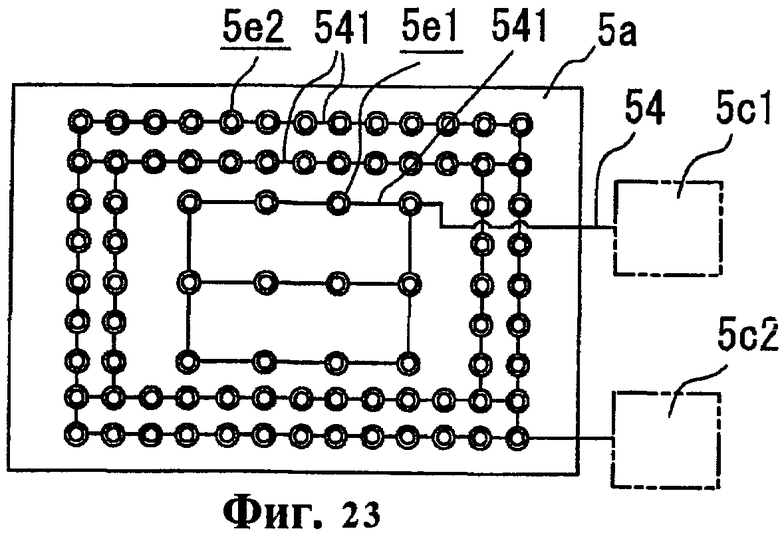
Фиг.23 представляет собой сечение, выполненное по линии Х-Х на фиг.22.
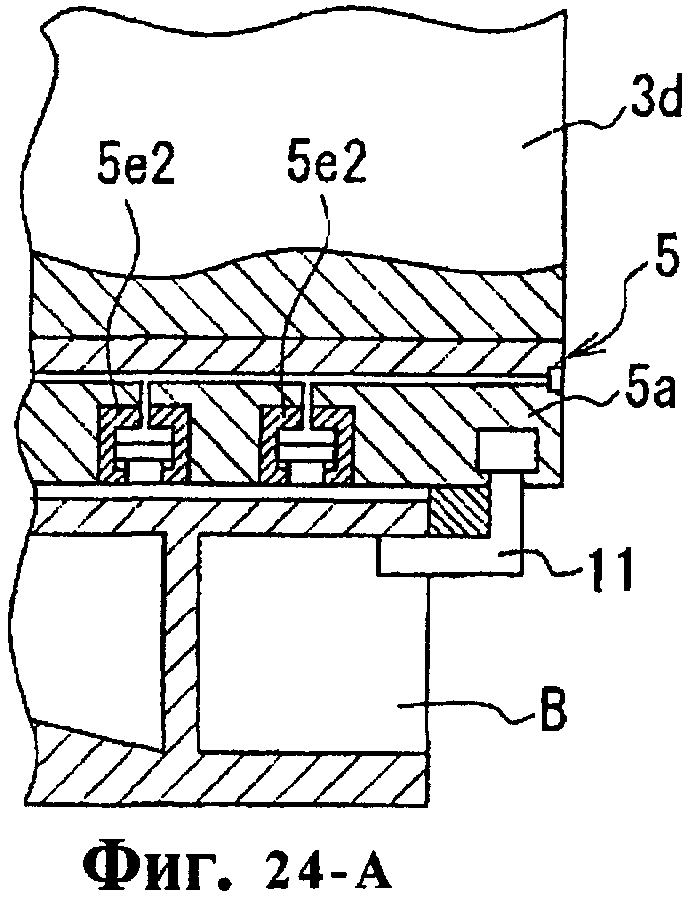
Фиг.24А представляет собой сечение части, в которой используются регулировочные детали в варианте на фиг.22.
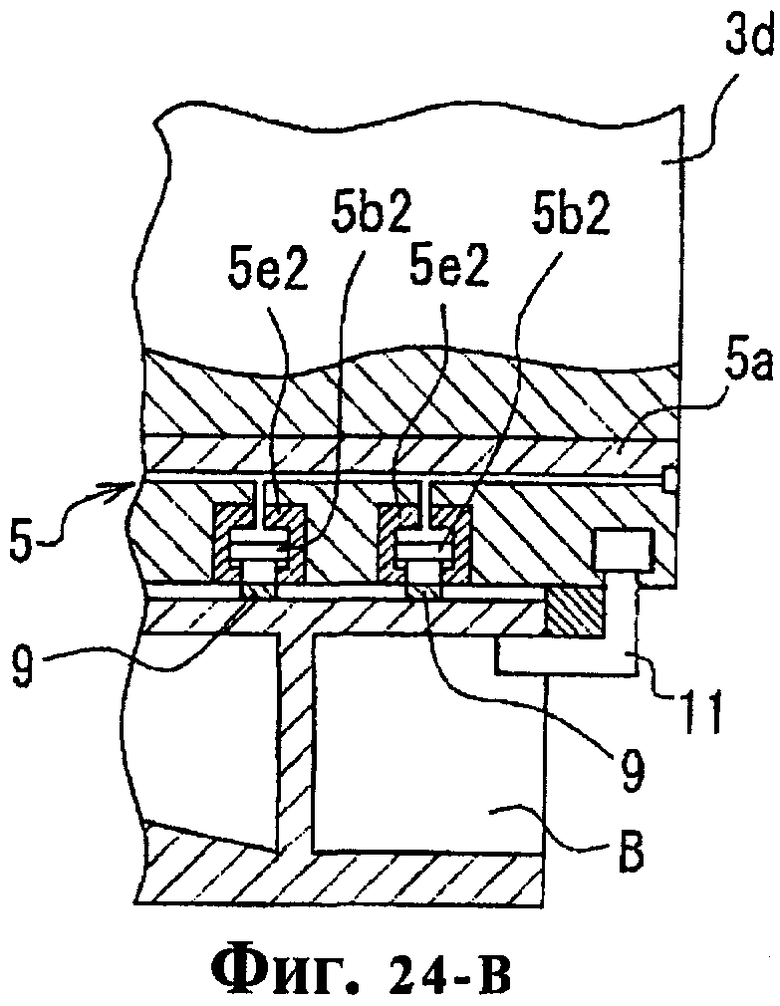
Фиг.24А представляет собой сечение части, в которой не используются регулировочные детали в варианте на фиг.22.
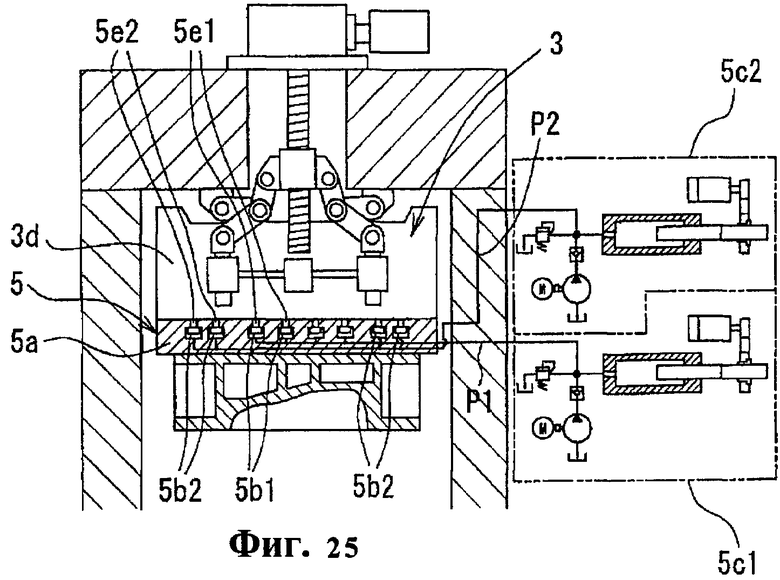
Фиг.25 представляет собой вид спереди, показывающий пример, в котором направление прижимного элемента по третьему варианту осуществления изменено на противоположное.
Фиг.26 представляет собой частичное увеличенное изображение устройства на фиг.25.
ССЫЛОЧНЫЕ ПОЗИЦИИ
2: ФОРМООБРАЗУЮЩИЙ УЗЕЛ ПРЕССА
2а: ПОЛЗУН
2b: ПРИВОДНОЙ МЕХАНИЗМ
2е: ЭКСЦЕНТРИКОВОЕ РЫЧАЖНОЕ ЗВЕНО
2f: ДВИГАТЕЛЬ, УПРАВЛЯЕМЫЙ ОТ ЦИФРОВОЙ СИСТЕМЫ
3: УЗЕЛ ПРЕССА ДЛЯ ЗАЖИМА ШТАМПА
3b: ПРИВОДНОЙ МЕХАНИЗМ
3d: ПОЛЗУН
3е: КОЛЕННО-РЫЧАЖНЫЙ МЕХАНИЗМ
3f: ДВИГАТЕЛЬ, УПРАВЛЯЕМЫЙ ОТ ЦИФРОВОЙ СИСТЕМЫ
5: УСТРОЙСТВО ПОВЫШЕНИЯ ТОЧНОСТИ ШТАМПОВКИ
5а: ОСНОВАНИЕ
5b: ПОДДЕРЖИВАЮЩАЯ ПОВЫШЕННОЕ ДАВЛЕНИЕ ЧАСТЬ
5b1: ПЕРВАЯ ПОДДЕРЖИВАЮЩАЯ ПОВЫШЕННОЕ ДАВЛЕНИЕ ЧАСТЬ
5b2: ВТОРАЯ ПОДДЕРЖИВАЮЩАЯ ПОВЫШЕННОЕ ДАВЛЕНИЕ ЧАСТЬ
5 с: СРЕДСТВО СОЗДАНИЯ ДАВЛЕНИЯ
5 с1: ПЕРВОЕ СРЕДСТВО СОЗДАНИЯ ДАВЛЕНИЯ
5 с2: ВТОРОЕ СРЕДСТВО СОЗДАНИЯ ДАВЛЕНИЯ
5е: ПРИЖИМНОЙ ЭЛЕМЕНТ
5е1: ПЕРВЫЙ ПРИЖИМНОЙ ЭЛЕМЕНТ
5е2: ВТОРОЙ ПРИЖИМНОЙ ЭЛЕМЕНТ
А: НИЖНИЙ ШТАМП
В: ВЕРХНИЙ ШТАМП
Предпочтительные варианты осуществления изобретения
Предпочтительно устройство для обеспечения приложения прижимающей силы к верхнему штампу с его задней стороны для повышения точности штамповки включает в себя дискообразное основание, расположенное между нижней поверхностью ползуна и верхним штампом; поддерживающую повышенное давление часть, встроенную в основание; прижимной элемент, имеющий прижимную поверхность, расположенную у нижней поверхности ползуна или задней поверхности верхнего штампа, и поверхность, противоположную прижимной поверхности и обращенную к поддерживающей повышенное давление части; расположенное снаружи основания средство создания давления для подачи среды, предназначенной для поддержания повышенного давления, в поддерживающую повышенное давление часть; и расположенное снаружи основания средство регулирования давления среды, предназначенной для поддержания повышенного давления и подаваемой в поддерживающую повышенное давление часть из средства создания давления.
Если используется данная конструкция, прижимной элемент выступает для сильного поджима нижней поверхности ползуна или задней поверхности верхнего штампа посредством подачи среды, предназначенной для поддержания повышенного давления, в поддерживающую повышенное давление часть из средства создания давления, и в этом случае вогнутый прогиб ползуна корректируется. В результате этого ползун и верхний штамп вводятся в плотный контакт друг с другом, так что усилие пластического деформирования может быть равномерно передано к заготовке, и давление поверхностей верхнего и нижнего штампа, которые поджимаются к заготовке, выравнивается. Поскольку по этой причине состояние пластического течения материала становится однородным, может быть улучшена форма, придаваемая заготовке при штамповке.
Кроме того, поскольку предусмотрено средство регулирования подаваемого давления среды, предназначенной для поддержания повышенного давления, в поддерживающую повышенное давление часть с помощью средства создания давления, усилие, действующее со стороны прижимного элемента, можно регулировать в соответствии с ходом ползуна пресса. Тем самым удерживающую силу, препятствующую образованию складок и действующую на заготовку, можно регулировать до оптимальной величины, и сила, действующая со стороны прижимного элемента, увеличивается на конечной стадии штамповки, так что прогиб ползуна может быть скорректирован. Кроме того, поскольку основание, включающее в себя прижимной элемент и поддерживающую повышенное давление часть, становится плоским узлом, конструкция является простой, и установка в прессе также является легкой.
В изобретении поддерживающая повышенное давление часть состоит из корпуса камеры и упругого элемента, встроенного в корпуса камеры, или состоит из корпуса камеры и текучей среды, которая заполняет корпуса камеры.
Поскольку в соответствии с первым указанным вариантом упругий элемент расширяется посредством среды, предназначенной для поддержания повышенного давления, для перемещения прижимного элемента, уплотнение осуществляется легко. Кроме того, поскольку в соответствии с последним указанным вариантом прижимной элемент непосредственно подвергается воздействию повышенного давления, чувствительность становится хорошей, а также облегчается регулирование давления.
Предпочтительно средство создания давления имеет серводвигатель в качестве источника приводного усилия.
В соответствии с этим давление в поддерживающей повышенное давление части, которое обеспечивает перемещение прижимного элемента, можно точно и свободно регулировать, и можно обеспечить оптимальные эффекты, адаптированные к степени прогиба, свойствам материалов заготовок, толщине листа и т.д.
Датчик для регулирования давления, подлежащего подаче в поддерживающую повышенное давление часть из средства создания давления, расположен между нижней поверхностью ползуна и задней поверхностью верхнего штампа или между основанием и задней поверхностью верхнего штампа.
Поскольку в соответствии с этим регулирование до оптимального давления может быть осуществлено в ответ на состояние деформации прогиба, точность коррекции может быть повышена.
В зависимости от обстоятельств изобретение включает в себя вариант, в котором прижимной элемент и поддерживающая повышенное давление часть состоят из пневмоцилиндров, а данные цилиндры расположены в основании с заранее заданными интервалами.
В соответствии с этим, поскольку заранее заданное число небольших поршневых цилиндров может быть расположено в основании, изготовление устройства является простым. Кроме того, если множество рядов поршневых цилиндров расположены в направлении ширины корпуса камеры, можно обеспечить более точную регулировку усилия коррекции прогиба и силы, препятствующей образованию складок.
Другие предпочтительные аспекты изобретения следующие:
1) прижимной элемент имеет форму одного диска с размером, достаточным для покрытия зоны воспрепятствования образованию складок.
В соответствии с этим конструкция является простой, и изготовление также является простым.
2) Прижимной элемент имеет первый элемент в его центральной зоне и второй элемент в месте, соответствующем зоне воспрепятствования образованию складок, поддерживающая повышенное давление часть состоит из первой поддерживающей повышенное давления части, соответствующей первому элементу, и второй поддерживающей повышенное давление части, соответствующей второму элементу, а средство создания давления состоит из первого средства создания давления, предусмотренного для первой поддерживающей повышенное давление части, и второго средства создания давления, предусмотренного для второй поддерживающей повышенное давление части.
В соответствии с этим поддержание повышенного давления для поддерживающего повышенное давление держателя и поддержание повышенного давления для коррекции прогиба можно регулировать независимо, и могут быть обеспечены оптимальная удерживающая сила, препятствующая образованию складок, и оптимальная коррекция прогиба ползуна в соответствии с ходом ползуна пресса.
В данном случае разновидности вышеуказанного пункта 2) включают в себя случай, в котором первый элемент имеет форму диска и второй элемент имеет кольцевую форму на виде в плане, и случай, в котором первый элемент имеет форму диска, или первый элемент и первая поддерживающая повышенное давление часть состоят из множества пневмоцилиндров, которые соединены друг с другом и расположены с требуемыми интервалами, и второй элемент и вторая поддерживающая повышенное давление часть состоят из множества пневмоцилиндров, которые соединены друг с другом и расположены с требуемыми интервалами.
В соответствии с этим может быть осуществлено регулирование до достижения оптимальной удерживающей силы, препятствующей образованию складок, адаптированной к свойствам и условиям формообразования заготовок. В частности, в том случае, когда второй элемент и вторая поддерживающая повышенное давление часть состоят из множества пневмоцилиндров, которые соединены друг с другом и расположены с требуемыми интервалами, величину удерживающей силы, препятствующей образованию складок, можно регулировать локально и простым образом, и может быть получена оптимальная удерживающая сила, препятствующая образованию складок и соответствующая материалу, размеру и т.д. заготовок.
Предпочтительно приводной механизм узла пресса для зажима штампа включает в себя двигатель с управлением от цифровой системы и рычажные элементы, и приводной механизм формообразующего узла пресса включает в себя двигатель с управлением от цифровой системы и рычажные элементы.
Поскольку в соответствии с этим конечные положения при подъеме/опускании, ход, скорость обработки и производительность можно задавать произвольным образом и можно регулировать надлежащим образом, может быть получено достаточно большое число ходов. В частности, в том случае, когда используются эксцентриковые рычажные звенья для приводного механизма формообразующего узла пресса, приводной механизм является ротационным и не имеет времени останова. Таким образом, может быть получен большой такт выпуска, приблизительно в два раза превышающий такт выпуска в прессе с сервоприводом по предшествующему уровню техники.
Несмотря на то что другие признаки и преимущества изобретения станут ясными из нижеприведенного подробного описания, очевидно, что изобретение не ограничено конструкциями, показанными в вариантах осуществления, до тех пор пока они включают в себя основные принципы изобретения, и могут быть выполнены различные изменения и модификации.
Вариант 1 осуществления
Далее варианты осуществления изобретения будут разъяснены со ссылкой на сопровождающие чертежи.
Фиг.2 и 3 показывают первый вариант пресса с нижним приводом, предусмотренного с цифровым приводом, в соответствии с изобретением. Ссылочная позиция 1 обозначает опорную раму пресса, которая имеет станину 1а, множество стоек 1b и верхнюю часть 1 с пресса. Центр станины 1а предусмотрен с формообразующим узлом 2 пресса, и верхняя часть пресса снабжена узлом 3 пресса для зажима штампа (верхним узлом пресса). Подштамповая плита 4 расположена на верхней поверхности станины.
Формообразующий узел 2 пресса (нижний узел пресса) включает в себя нижний штамп А, ползун 2а, расположенный в отверстии в станине, и приводной механизм 2b, предназначенный для подъема или опускания ползуна. В приводном механизме 2b предпочтительно используются двигатель 2f с управлением от цифровой системы, такой как серводвигатель или двигатель с компьютерным числовым программным управлением, и пара из правого и левого эксцентриковых рычажных звеньев 2е, которые приводятся в движение данным двигателем.
При подробном рассмотрении можно указать, что эксцентриковые рычажные звенья 2е имеют первые рычаги 201, концы которых соответственно закреплены в смещенных от центра местах пары из правого и левого вращающихся дисков 200 и 200, вторые рычаги 202, задние концы которых соединены со свободными концами первых рычагов 201 и другие концы которых соединены с ползуном 2а, и третьи рычаги 203, задние концы которых соединены со свободными концами первых рычагов 201 и другие концы которых неподвижно присоединены к станине. Вращающиеся диски 200 и 200 имеют зубчатые венцы соответственно на их наружных перифериях и выполнены с возможностью приведения их во вращение в противоположных направлениях посредством большого зубчатого колеса, приводимого в движение ведущим зубчатым колесом двигателя 2f с управлением от цифровой системы, малого зубчатого колеса, находящегося в центре данного большого зубчатого колеса, и малого зубчатого колеса, находящегося в зацеплении с данным малым зубчатым колесом.
Нижний штамп А (пуансон) расположен на верхней поверхности подштамповой плиты 4, и нижний штамп А соединен с верхней частью ползуна 2а посредством соединительного блока, который простирается через отверстие подштамповой плиты 4.
Препятствующий образованию складок кольцевой держатель 7, который обеспечивает размещение плитообразной заготовки W в заданном положении, прикреплен к верхней поверхности подштамповой плиты 4, и распорный блок 8, который захватывает верхний штамп В во время опускания верхнего штампа, тем самым регулируя ход, установлен на подштамповой плите снаружи препятствующего образованию складок держателя 7. Распорный блок 8 может быть образован в виде цельной рамы и может представлять собой множество разделенных отдельных элементов (стоек или стенок). Тем не менее, в любом случае высоту распорного блока задают равной размеру, который соответствует уровню высоты в состоянии, когда заготовка W расположена на препятствующем образованию складок держателе 7 перед началом штамповки, или уровню, умеренно превышающему вышеуказанный уровень.
Кроме того, в данном варианте осуществления для достижения уравновешенного подъема нижнего штампа А направляющие штифты (колонки) 21 встроены с заранее заданными интервалами вокруг соединительного блока ползуна 2а, и продольные отверстия 41, которые обеспечивают возможность вставки/удаления направляющих штифтов 21, расположены в подштамповой плите 4. Кроме того, для стабилизации движения подъема/опускания нижнего штампа А поднимающие штифты 42, которые поджимаются направляющими штифтами 21, вставлены в продольные отверстия 41 в соответствии с нижней поверхностью нижнего штампа А.
Узел 3 пресса для зажима штампа имеет ползун 3d и приводной механизм 3b для подъема или опускания данного ползуна. Несмотря на то что приводной механизм 3b может быть таким же, как приводной механизм формообразующего узла 2 пресса, предпочтительно, чтобы были обеспечены опускание с высокой скоростью и большое усилие зажима штампа. Таким образом, в данном варианте осуществления используются пара из правого и левого коленно-рычажных механизмов 3е и 3е и двигатель 3f с управлением от цифровой системы (например, серводвигатель переменного тока и т.д.).
Каждый коленно-рычажный механизм 3е имеет первый рычажный элемент 301, один конец которого соединен с гайкой 300, которая навинчена на ходовой винт 304, приводимый во вращение двигателем 3f, второй рычажный элемент 302, один конец которого соединен с верхней частью пресса, и третий рычажный элемент 303, один конец которого соединен с ползуном 3d, и другие концы рычажных элементов «собраны» и соединены вместе посредством осей поворота (шарниров).
Кроме того, средство, которое выполняет функцию коррекции прогиба ползуна и/или функцию выравнивания давления для противодействия образованию складок в целях повышения точности штамповки, предусмотрено в узле 3 пресса для зажима штампа и вблизи от него. В частности, предусмотрены ползун 3d узла 3 для зажима штампа пресса и устройство 5, которое обеспечивает приложение прижимной силы к верхнему штампу В сзади после последней стадии опускания верхнего штампа В. Это существенно отличается от обычного пресса, в котором верхний штамп В (матрица) прикреплен только к нижней поверхности ползуна 3d.
Устройство 5 (далее называемое устройством для повышения точности штамповки) имеет основной корпус, расположенный между нижней поверхностью ползуна 3d и верхним штампом В. Основной корпус включает в себя дискообразное, относительно плоское основание 5а, поддерживающую повышенное давление часть 5b, встроенную в основание 5а, и прижимной элемент 5е, торцевая поверхность которого обращена к нижней поверхности ползуна 3d в данном варианте осуществления и который имеет часть, расположенную под ползуном и встроенную в поддерживающую повышенное давление часть 5b так, что он может подниматься или опускаться. Снаружи устройства предусмотрены средство 5с создания давления, которое обеспечивает подачу среды, предназначенной для поддержания повышенного давления, в поддерживающую повышенное давление часть 5b и выпуск среды, предназначенной для поддержания повышенного давления, из поддерживающей повышенное давление части 5b и средство 5f управления, которое управляет приведением в действие средства 5с создания давления. Средство 5с создания давления установлено, например, на стойке 1b.
Поскольку основание 5а функционирует как основание, оно выполнено из толстой плиты и т.д. с тем, чтобы оно имело высокую прочность и жесткость. Как показано на фиг.4, часть основания, расположенная снаружи поддерживающей повышенное давление части 5b, подвешена посредством зажимного устройства 3g, смонтированного на ползуне 3d, так, что может существовать умеренный зазор S, отделяющий устройство 5 от нижней поверхности ползуна 3d в нормальном состоянии. Зажимное устройство 3g имеет консольный элемент 31 с крюком, который сцепляется со свисающей частью и отцепляется от свисающей части, предусмотренной на боковом конце основания 5а.
Несмотря на то что верхний штамп В подвешен посредством L-образного средства 11 подвешивания, прикрепленного к краю основания 5а, верхний штамп может быть непосредственно прикреплен к основанию 5а. В том случае, когда используется средство 11 подвешивания, направляющая 110, подобная показанной на фиг.4, может быть прикреплена так, чтобы не могло произойти никакого отклонения верхнего штампа В в горизонтальном направлении.
Поддерживающая повышенное давление часть 5b представляет собой часть прямого действия в данном варианте осуществления. Как показано на фиг.5, поддерживающая повышенное давление часть образована внутри основания 5а как сравнительно неглубокая плоская камера 5000 и выполнена такой, что среда, предназначенная для поддержания повышенного давления, непосредственно вводится или выпускается по каналу 52, выполненному в надлежащем месте основания 5а. Несмотря на то что жидкости, такие как масло и вода, как правило, используются в качестве среды, предназначенной для поддержания повышенного давления, газ также используется в зависимости от обстоятельств.
Для подробного разъяснения, относящегося к поддерживающей повышенное давление части 5b, следует отметить, что основание 5а объединено в одно целое, например, посредством скрепления основного корпуса 50 и крышки 51 фиксирующим элементом. Углубление 500 образовано в основном корпусе 50, и выемка, которая находится напротив углубления 500, образована в крышке 51, в результате чего образуется плоская камера. Крышка 51 образована с отверстием 511, которое сообщается с выемкой, но имеет меньшую ширину, чем выемка. Поскольку среда, предназначенная для поддержания повышенного давления, непосредственно вводится или выпускается по каналу 52, как упомянуто выше, уплотнительный элемент 5100, который контактирует с участком периферийной стенки прижимного элемента 5е, закреплен вдоль поверхности внутренней стенки отверстия 511.
Прижимной элемент 5е образован из одного дискообразного тела (плиты), которое имеет почти такую же площадь, как площадь заготовки W в данном варианте осуществления. Часть прижимного элемента, находящаяся ниже прижимной торцевой поверхности 520, вставлена в отверстие 511 и простирается внутрь выемки. Нижняя концевая боковая часть прижимного элемента снабжена фланцем 521, который может контактировать с верхней стенкой выемки. Данный фланец и перекрывающая стенка выполнены с возможностью ограничения хода ST до интервала, например от 1 до 5 мм. Стрелки на фиг.5 показывают состояние, при котором среда, предназначенная для поддержания повышенного давления, нагнетается в камеру 5000 по каналу 52, и в результате этого прижимной элемент 5е выступает и торцевая поверхность 520 поджимает ползун 3d.
Кроме того, поддерживающая повышенное давление часть 5b не ограничена частью прямого действия. Фиг.6 показывает пример части непрямого действия, которая образована камерой 5000, границы которой определяются углублением, и упругим элементом 5001, встроенным в камеру.
Упругий элемент 5001 выполнен из поддающего стягиванию или растягиванию материала, такого как каучук (резина). Верхняя поверхность упругого элемента 5001 может быть присоединена к прижимному элементу 5е. Кроме того, в данном варианте осуществления в качестве упругого элемента 5001 используется плоский мешок, часть которого соединена с каналом 52 основания 5а через посредство места соединения. Тем не менее, упругий элемент 5001 не ограничен материалом при условии, что он расширяется под действием давления среды, предназначенной для поддержания повышенного давления, для создания давления, и могут быть использованы олигомерный (жидкий), тестообразный или твердый каучук.
Средство 5с создания давления представляет собой средство, которое «создает» среду, предназначенную для поддержания повышенного давления, и обеспечивает подачу данной среды по каналу 52 в поддерживающую повышенное давление часть 5b и выпуск ее по каналу 52 из поддерживающей повышенное давление части 5b. Предпочтительно используется средство создания давления, выполненное с возможностью осуществления цифрового управления им. Фиг.7 показывает средство создания давления типа цилиндра в качестве примера средства 5 с создания давления. Патрубок 540, соединенный с выходом цилиндра 55 с напорной стороны, соединен с трубой 54, соединенной с каналом 52 через посредство насоса 53 и обратного клапана. Гайка 56 навинчена на винтовую часть 5501 поршневого штока 550, вставленного в цилиндр 55. Данная гайка 56 сама соединена с вращательным элементом (небольшим шкивом или шестерней) 571 выходной части серводвигателя 57 посредством передаточного средства непосредственно или через посредство вращательного элемента (шкива или небольшого зубчатого колеса) 560 для замедления.
В конструкции данного типа частота вращения на выходе серводвигателя 57 уменьшается и передается гайке 56, поршневой шток 550 приводится в движение посредством вращения гайки 56, и, таким образом, давление в системе, состоящей из патрубка 540 и трубы 54, которые заполнены текучей средой из насоса 53, заранее регулируется в сторону его увеличения или в сторону его уменьшения. По существу, когда направление движения и скорость поршневого штока 550 изменяются в зависимости от направления вращения, частоты вращения или крутящего момента на валу серводвигателя 57, давление в поддерживающей повышенное давление части 5b изменяется, и сила, с которой прижимной элемент 5е выступает, и прижимающая сила, действующая со стороны прижимного элемента 5е, изменяются.
Средство 5с создания давления не ограничено средством типа цилиндра. Фиг.8 показывает средство создания давления насосного типа. В конструкции данного типа внутреннее давление в трубе 54, которая ведет к каналу 52, регулируется в сторону его увеличения или в сторону его уменьшения, когда насос 53 приводится в действие посредством серводвигателя 57. То есть средство создания давления включает в себя насос 53, который расположен в трубе 54 для подачи среды, предназначенной для поддержания повышенного давления, например, масла под давлением, в поддерживающую повышенное давление часть 5b из резервуара в зависимости от направления вращения и, наоборот, обеспечивает возврат среды, предназначенной для поддержания повышенного давления, в резервуар из поддерживающей повышенное давление части 5b и серводвигатель 57, который приводит насос в действие в обычном или реверсивном режиме и обеспечивает регулирование силы, создаваемой поддерживающей повышенное давление частью 5b в зависимости от направления вращения, крутящего момента и регулирования скорости (частоты вращения).
В конструкции данного типа прижимной элемент 5е поднимается, когда среда, предназначенная для поддержания повышенного давления и находящаяся в резервуаре, подается в поддерживающую повышенное давление часть 5b по трубе 54 и каналу 52 из насоса 53 за счет приведения в действие серводвигателя 57 в нормальном (обычном) направлении. Кроме того, если серводвигатель 57 приведен в действие в обратном направлении, насос 53 обеспечивает всасывание среды, предназначенной для поддержания повышенного давления, из трубы, и масло, находящееся в поддерживающей повышенное давление части 5b и в трубе 54, возвращается в резервуар. Таким образом, прижимной элемент 5е опускается. Соответственно прижимающую силу, действующую со стороны прижимного элемента 5е, можно регулировать произвольным образом и точно посредством регулирования крутящего момента и частоты вращения серводвигателя 57.
Средство 5f регулирования давления расположено в виде панели управления (пульта управления) и т.д. в надлежащем месте вблизи от станины, стойки и т.д. для регулирования приведения в действия средства 5с создания давления. Средство 5f регулирования давления, подобное показанному на фиг.9, выполнено в виде компьютера, включающего в себя устройство управления, подобное устройству ЧПУ типа CNC [устройству компьютерного числового программного управления]. Кроме того, для обнаружения деформированного состояния ползуна 3d или верхнего штампа В, подобных показанным на фиг.3-6, датчик 5g присоединен к центральной зоне между нижней поверхностью основания 5а и верхним штампом В или заранее заданной деталью, такой как боковая деталь, и электрически соединен с устройством управления. В качестве датчика 5g используются датчики смещения, представленные датчиком деформации, датчиком давления и т.д., которые могут обнаружить сжатие и растяжение. Кроме того, может быть использован датчик положения.
Кроме того, датчик 5h давления расположен в системе средства 5с создания давления. Выходная система датчика 5h давления и датчика 5g смещения наряду с выходной системой частоты и крутящего момента на выходе серводвигателя 57 соединены с устройством управления. Типы, свойства, режимы обработки и т.д. заготовок введены в компьютер и хранятся в компьютере, и команды, относящиеся к направлению вращения, частоте вращения и крутящему моменту, выдаются из устройства управления в ответ на рассчитанные соответствующие условия (режимы).
Кроме того, частота вращения и крутящий момент направляются по цепи обратной связи в устройство управления из выходной системы серводвигателя 57. Кроме того, фактическое состояние прогиба (сжатие и растяжение) ползуна 3d или верхнего штампа В определяются датчиком 5g, давление в амортизаторе определяется датчиком 5h давления, и состояние прогиба и давление в амортизаторе подаются по цепи обратной связи в устройство управления. Соответственно направление вращения, частота вращения (скорость) и крутящий момент, которые последовательно сравниваются с надлежащими значениями и которые корректируются, если существует какое-либо различие, будут переданы в виде команд в серводвигатель 57.
Далее, будут разъяснены работа вышеприведенного варианта осуществления и эффекты, получаемые в результате его использования.
Фиг.10А-10D и фиг.11А, фиг.11В, фиг.12 и фиг.13 показывают работу пресса, показанного на фиг.3, поэтапно, и фиг.14 показывает график хода и давления. Фиг.10А показывает состояние перед началом обработки. Верхний штамп В и нижний штамп А находятся в предельных положениях отвода. В данный момент не возникает никакая деформация ползуна 3d или верхнего штампа В. Таким образом, датчик 5g смещения в устройстве 5 для повышения точности штамповки не выдает никакого сигнала образования деформации, а давление в поддерживающей повышенное давление части 5b задано в интервале от нуля до низкого давления. Существует зазор S между верхней поверхностью основания 5а устройства 5 повышения точности штамповки и нижней поверхностью ползуна 3d, как показано на фиг.4. С другой стороны, заготовка W установлена на препятствующем образованию складок держателе 7, а верхняя торцевая поверхность распорного блока 8 находится почти на том же уровне, что и верхняя поверхность заготовки W.
Далее, если двигатель 3f приводят в действие для приведения в действие узла 3 пресса для зажима штампа, ползун 3d и верхний штамп В опускаются, и, как показано на фиг.10В, верхний штамп В упирается в препятствующий образованию складок держатель 7 и распорный блок 8. Таким образом, как показано на фиг.11А, повешенное основание 5а поджимается вверх, и его верхняя поверхность входит в контакт с нижней поверхностью 320 ползуна 3d. Если датчик 5g обнаружит данное состояние касания (контакта), средство 5f регулирования, которое получило сигнал обнаружения, выдает сигнал, и средство 5с создания давления приводится в действие, и, таким образом, среда, предназначенная для поддержания повышенного давления, подается в поддерживающую повышенное давление часть 5b посредством трубы 54 и канала 52.
Таким образом, поскольку давление в поддерживающей повышенное давление части 5b повышается до давления Р1, как показано на фиг.11В, прижимная поверхность 520 прижимного элемента 5е поднимается на заданную высоту, например на 1-4 мм, от уровня высоты верхней поверхности основания. В результате сила реакции будет приложена к верхнему штампу В. Данное состояние показано на фиг.10В и фиг.12. Поскольку равномерно распределенная сила, препятствующая образованию складок, действует на всей поверхности препятствующего образованию складок держателя 7, равномерно распределенная сила, препятствующая образованию складок, будет приложена к заготовке W между верхним штампом В и препятствующим образованию складок держателем 7.
В данном состоянии посредством приведения в действие приводного механизма 2b формообразующего узла 2 пресса и раздвигания эксцентриковых рычажных звеньев 2е ползун 2а поднимают, и нижний штамп А поднимается от подштамповой плиты 4.
То есть, поскольку большое зубчатое колесо приводится во вращение посредством ведущего зубчатого колеса за счет приведения в действия двигателя 2f с управлением от цифровой системы, и одна пара вращающихся дисков 200 и 200 приводится во вращение посредством малого зубчатого колеса, находящегося в центре большого зубчатого колеса, первые рычаги 201 и 201 перемещаются в направлении раздвигания, и второй рычаг 202 и третий рычаг 203 поднимаются. Таким образом, происходит выталкивание ползуна 2а вверх в станине, и нижний штамп А, соединенный с блоком в центре ползуна, поднимается. Ход подъема в данный момент соответствует ситуации низкая скорость → высокая скорость, как показано на фиг.14.
Кроме того, во время подъема ползуна 2а направляющие штифты 21 перемещаются в отверстия 42 подштамповой плиты 4, и штифты 42, вставленные в отверстия 42 подштамповой плиты 4, выталкиваются вверх, при этом гарантируется стабильный уравновешенный подъем.
По существу, если ползун 2а и нижний штамп А подняты, как показано на фиг.10С, нижний штамп А перемещается вперед в верхний штамп В, и выполняется заданная обработка, например вытяжка. Если в данном процессе подъем нижнего штампа А продолжается и ход формообразования приближается к концу, наличие/отсутствие деформации на стороне ползуна обнаруживается датчиком 5g смещения. В том случае, если будет обнаружено, что имела место любая деформация с образованием выпуклости (деформация сжатия) на верхней стороне, средство 5с создания давления приводится в действие посредством сигнала из средства 5f регулирования, и давление Р2, более высокое по сравнению с тем, которое было в момент вышеуказанного касания, подается в поддерживающую повышенное давление часть 5b. В результате выходное воздействие прижимного элемента 5е становится сильным, и, как показано с преувеличением на фиг.13, давление на нижнюю поверхность ползуна увеличивается.
Таким образом, поскольку верхний В штамп направлен вниз и сила, вызывающая деформацию с образованием выпуклости, определяется силой реакции, деформация корректируется. По этой причине, поскольку ползун 3d и верхний штамп В адгезионно сцеплены друг с другом, сила пластического деформирования может быть равномерно передана заготовке, и выполняется формообразование, точно соответствующее полостям штампов А и В, полученная в результате формообразования (штамповки) форма заготовки становится очень хорошей.
После завершения штамповки ползун 2а опускается за счет вращения серводвигателя 2f и обеспечивает возврат нижнего штампа А к месту нахождения подштамповой плиты. На этой стадии нагрузка, действующая при пластическом деформировании, утрачивается на данной фазе, и прогиб ползуна 3d и верхнего штампа В исчезает. Таким образом, коррекция становится ненужной. Таким образом, давление в поддерживающей повышенное давление части 5b уменьшается с помощью средства 5с создания давления, и обеспечивается возврат прижимного элемента 5е в его исходное положение. Кроме того, если узел 3 пресса для зажима штампа поднят, как показано на фиг.10D, и ползун 3d остановился в верхней мертвой точке, отформованное изделие w' извлекают, и процесс обработки будет завершен.
Как описано выше, в качестве первой стадии давление, препятствующее образованию складок, регулируют посредством приложения давления к прижимному элементу 5е через посредство поддерживающей повышенное давление части 5b в момент касания штампов. Таким образом, можно устранить неравномерность распределения силы, препятствующей образованию складок, которая возникает в результате прогиба, препятствующего образованию складок держателя, в сочетании с тем, что не используются амортизирующие стержни, и может быть создано состояние равномерного воспрепятствования образованию складок. Кроме того, в качестве второй стадии коррекция прогиба на стороне ползуна может быть выполнена надлежащим образом посредством приложения давления, большего, чем на первой стадии, в конце хода к прижимному элементу 5е посредством поддерживающей повышенное давление части 5b. Кроме того, правку при формообразовании осуществляют посредством приложения давления Р2 для коррекции прогиба в конце хода. Соответственно точность штампованных изделий может быть значительно повышена.
Кроме того, давление в поддерживающей повышенное давление части 5b можно свободно регулировать при произвольном положении пресса с помощью системы цифрового управления, регулирования крутящего момента серводвигателя и частоты вращения. Например, если направление вращения серводвигателя 57 будет изменено на противоположное по команде из устройства управления, и серводвигатель 57 будет приведен в действие с крутящим моментом и частотой вращения, соответствующими условиям обработки, как показано на фиг.7, поршень 550 отводится для увеличения объема цилиндра. Как показано на фиг.8, насос 53 вращается в противоположном направлении для переключения на всасывание и выпуск, и среда, предназначенная для поддержания повышенного давления и находящаяся в трубе 54, возвращается в резервуар в соответствии с крутящим моментом и частотой вращения. Следовательно, поскольку давление в поддерживающей повышенное давление части 5b становится низким, прижимающая сила, действующая со стороны прижимного элемента 5е, также уменьшается, удерживающая сила, препятствующая образованию складок, снимается, и проявляется амортизирующее действие, соответствующее вытяжке, для псевдоожижения материала. Далее, в зависимости от состояния, обнаруженного датчиком 5g смещения, и направления вращения, крутящего момента и частоты вращения серводвигателя 57, соответствующих ему, осуществляется регулирование прижимающей силы, действующей со стороны прижимного элемента 5е, в соответствии с состоянием прогиба в прессе.
Давление, препятствующее образованию складок, и давление для коррекции прогиба можно регулировать бесступенчато посредством крутящего момента и частоты вращения серводвигателя 57. То есть, если крутящий момент на валу серводвигателя 57 уменьшается, осуществляется замедление, и, если крутящий момент увеличивается, осуществляется ускорение. Если частота вращения мала, количество среды, предназначенной для поддержания повышенного давления, возвращаемое в цилиндр или резервуар, уменьшается. Таким образом, снижение давления в системе, включающей в себя поддерживающую повышенное давление часть 5b, является небольшим. Соответственно давление в амортизаторе штампа или давление для коррекции прогиба становится относительно большим, чем в том случае, когда частота вращения серводвигателя является большой.
Соответственно серводвигатель 57 приводится в действие с соответствующей величиной в процессе осуществления хода штамповки (формообразования) в соответствии с данным свойством. Тем самым прогиб может быть скорректирован, и можно выполнить регулирование до получения равномерно распределенной прижимающей силы. Кроме того, давление для воспрепятствования образованию складок можно плавно регулировать с высокой точностью, и можно осуществить высокоточную штамповку, соответствующую условиям обработки.
Как можно понять из хода формообразования (штамповки), габаритная высота пресса может быть уменьшена посредством хода обработки. Кроме того, штамповку выполняют способом с использованием нижнего привода посредством применения нижнего формообразующего узла 2 пресса и выполняют с той же минимальной длиной хода, что и длина хода формообразования. Следовательно, можно обеспечить экономию энергии.
Кроме того, поскольку при приведении в действие формообразующего узла 2 пресса происходит передача движения в вертикальном направлении ползуну 2а посредством эксцентриковых рычажных звеньев 2е с двигателем 2f с управлением от цифровой системы в качестве источника приводного усилия, можно обеспечить увеличение скорости и большой коэффициент увеличения силы. Кроме того, в данном варианте осуществления приводной механизм 2b является вращательным и не имеет времени останова. Таким образом, обеспечивается возможность достижения большого такта выпуска, почти в два раза превышающего 15-18 ходов в минуту у обычного пресса.
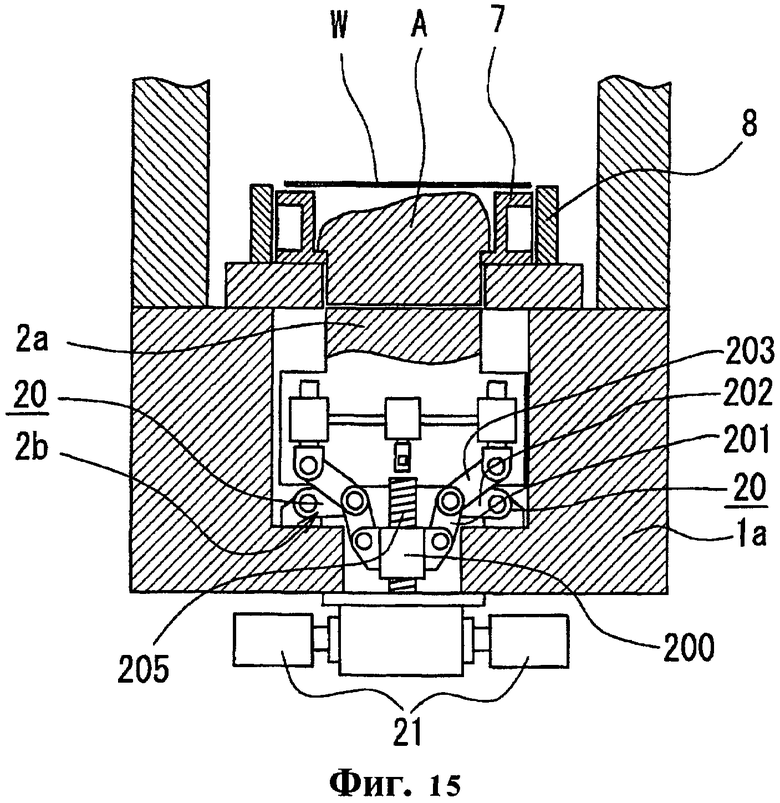
Кроме того, приводной механизм 2b для подъема или опускания ползуна 2а формообразующего узла 2 пресса не ограничен способом с использованием эксцентриковых рычажных звеньев. Фиг.15 показывает другой пример. В данном примере предусмотрены пара из правого и левого коленно-рычажных механизмов 20 и двигатель 21 с управлением от цифровой системы. Нижний штамп А расположен на верхней поверхности подштамповой плиты 4, и ползун 2а соединен с нижним штампом А через посредство отверстия подштамповой плиты 4. Коленно-рычажный механизм 20 состоит из пары из правого и левого рычажных элементов. Каждый коленно-рычажный механизм имеет первый рычажный элемент 201, один конец которого соединен с гайкой 200, которая навинчена на ходовой винт 205, приводимый во вращение посредством двигателя 21 с управлением от цифровой системы, второй рычажный элемент 202, один конец которого соединен со станиной, и третий рычажный элемент 203, один конец которого соединен с ползуном, и другие концы рычажных элементов «собраны» и соединены вместе посредством осей поворота (шарниров).
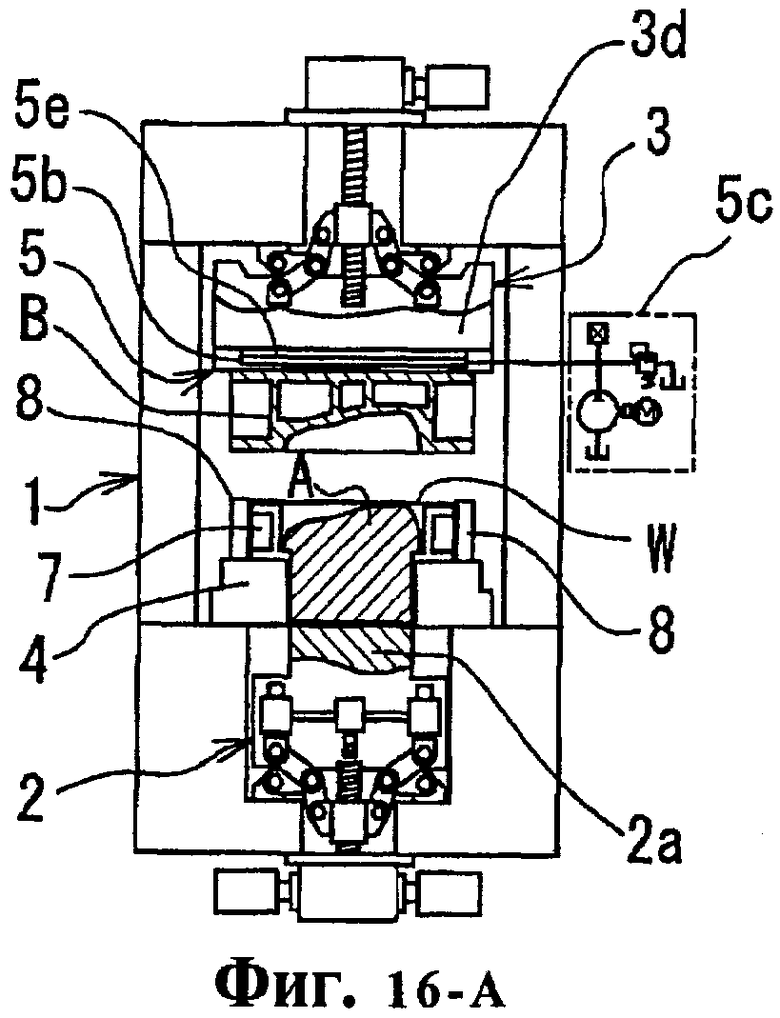
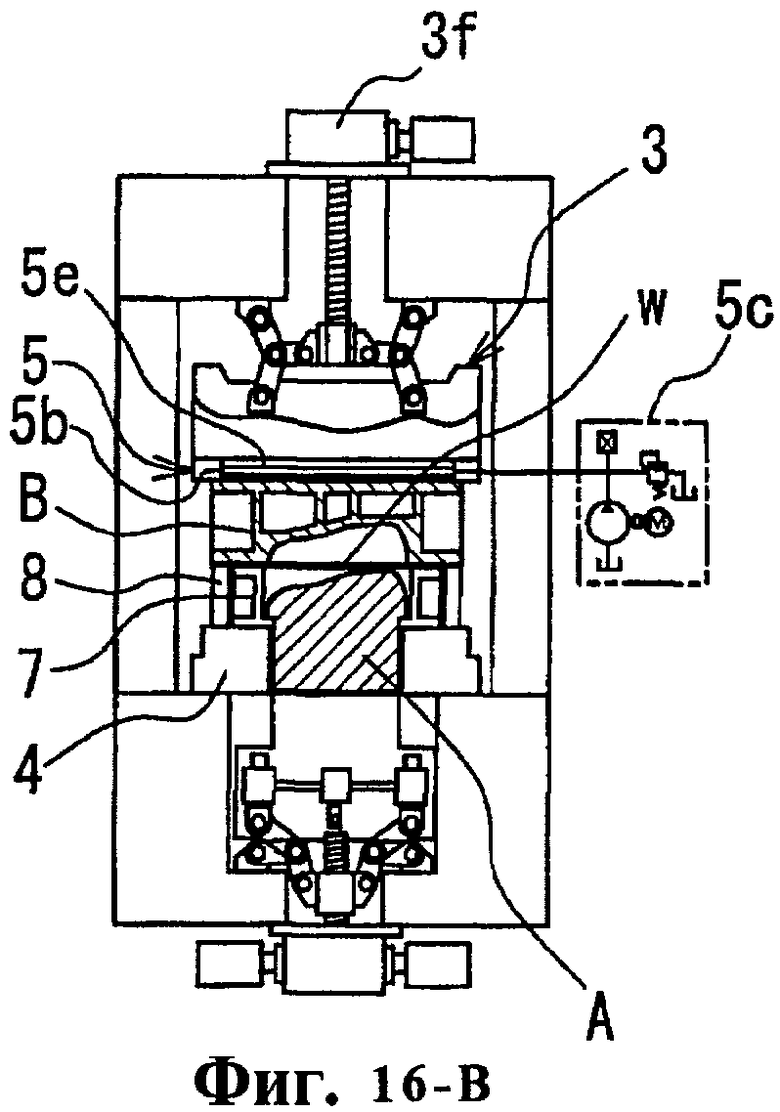
Фиг.16А-16D показывают процесс штамповки, в котором используется коленно-рычажный механизм в качестве приводного механизма 2b, поэтапно. Поскольку работа пресса и эффекты, получаемые в результате его использования, такие же, как описанные со ссылкой на фиг.10А-10D, описание их опущено.
Вариант 2 осуществления
Фиг.10-21 показывают вариант осуществления, в котором используется другой вариант в качестве устройства 5 для повышения точности штамповки. В данном варианте осуществления основание 5а в качестве основного элемента устройства 5 для повышения точности штамповки, как показано на фиг.18, не отличается от основания 5а по первому варианту осуществления в том, что основание подвешено посредством зажимного устройства 3g так, что может быть образован зазор S относительно ползуна 3d.
В данном варианте осуществления, как показано на фиг.17 и 18, прижимной элемент 5е разделен на первый элемент 5е1 в его центральной зоне и второй элемент 5е2, находящийся в месте, соответствующем зоне воспрепятствования образованию складок. Поддерживающая повышенное давление часть 5b образована первой поддерживающей повышенное давление частью 5b1, соответствующей первому элементу, и второй поддерживающей повышенное давление частью 5b2, соответствующей второму элементу. Средство создания давления образовано первым средством 5с1 создания давления, предусмотренным для первой поддерживающей повышенное давление части, и вторым средством 5с2 создания давления, предусмотренным для второй поддерживающей повышенное давление части.
Первый прижимной элемент 5е1 имеет форму диска, и любая из конструкций, показанных на фиг.5 и 6, применяется в качестве первой поддерживающей повышенное давление части 5b1. Что касается первого средства 5с1 создания давления и второго средства 5с2 создания давления, то применяется любой из вариантов по фиг.7 и 8. Первая поддерживающая повышенное давление часть 5b1 соединена с первым средством 5с1 создания давления посредством канала 54.
Второй прижимной элемент 5е2 состоит из множества гидравлических/пневматических исполнительных механизмов, которые расположены с промежутками, в данном варианте осуществления. То есть некоторое количество гидравлических/пневматических цилиндров, каждый из которых включает в себя трубчатый цилиндр, служащий в качестве единичной поддерживающей повышенное давление части, и поршень, служащий в качестве единичного прижимного элемента, расположены в определенном порядке в камерах, предусмотренных с требуемыми интервалами внутри основания 5а. Гидравлические/пневматические цилиндры предусмотрены по отдельности или расположены в определенном порядке в камере, которая выполнена широкой в виде углубления (выемки). Поршни могут быть открыты в направлении верхней поверхности основания 5а, или крышка или закрывающий элемент с отверстием установлена (установлен) на каждом цилиндре. Каждый из трубчатых цилиндров из группы гидравлических/пневматических цилиндров соединен посредством коммуникационного канала (трубопровода) 542 и соединен со средством 5с2 создания давления посредством канала 54'.
Фиг.20А и фиг.20В показывают другой аспект второго варианта осуществления. В данном случае второй прижимной элемент 5е2 имеет конструкцию в виде кольцевой рамы, как видно на виде в плане, и вторая поддерживающая повышенное давление часть 5b2 выполнена в виде камеры, образованной с формой кольцевой канавки внутри основания 5а. Вторая поддерживающая повышенное давление часть 5b2 может представлять собой часть прямого действия, подобную показанной на фиг.5, или может представлять собой часть непрямого действия, в которой используется упругий элемент, как показано на фиг.6.
Поскольку остальные конфигурации такие же, как конфигурации в первом варианте осуществления, их разъяснение будет общим с первым вариантом осуществления, и те же ссылочные позиции будут даны одним и тем же деталям.
Второй вариант осуществления также в основном имеет те же эффекты, что и первый вариант осуществления. Однако в первом варианте осуществления прижимной элемент 5е и поддерживающая повышенное давление часть 5b представляют собой одну комбинацию. Следовательно, будут созданы удерживающая сила, препятствующая образованию складок, и сила для коррекции прогиба, которые получают при приложении равномерно распределенной силы ко всему прижимному элементу 5е.
Напротив, во втором варианте осуществления прижимной элемент 5е разделен на первый элемент 5е1 в его центральной части или внутренней части и второй элемент 5е2 на его периферии (соответствующей каждой стороне изделия). Соответственно поддерживающая повышенное давление часть 5b также разделена на первую поддерживающую повышенное давление часть 5b1 и вторую поддерживающую повышенное давление часть 5b2. Тем самым давление в каждом комплекте регулируется по отдельности посредством первого средства 5с1 регулирования давления и второго средства 5с2 регулирования давления.
По этой причине может быть задано разное необходимое давление для первой поддерживающей повышенное давление части 5b1 и второй поддерживающей повышенное давление части 5b2. Таким образом, на первой стадии (в момент касания (входа в контакт)), соответствующей фиг.11А, второй прижимной элемент 5е2 будет выступать на требуемый ход для поджима периферийного края верхнего края, если только во второй поддерживающей повышенное давление части 5b2 повышено давление посредством второго средства 5с2 создания давления. Таким образом, может быть создана и отрегулирована соответствующая удерживающая сила, препятствующая образованию складок. Затем на второй стадии (в конце хода) первое средство 5с1 создания давления приводится в действие для создания давления в первой поддерживающей повышенное давление части 5b1 на уровне давления Р2. Таким образом, поскольку первый элемент 5е1 осуществляет рабочий ход для создания большой силы, любой прогиб ползуна 3d, вызванный нагрузкой при штамповке, может быть надлежащим образом скорректирован. Фиг.18 показывает состояние в этот момент времени. Как показано на данном чертеже, среда, предназначенная для поддержания повышенного давления, подается в первую поддерживающую повышенное давление часть 5b1 и вторую поддерживающую повышенное давление часть 5b2 одновременно из первого средства 5с1 создания давления и второго средства 5с2 создания давления для одновременного перемещения первого прижимного элемента 5е1 и второго прижимного элемента 5е2 и для создания прижимающей силы Р1+Р2 равной или другой величины, в результате чего создается давление правки. Посредством подобного прижима могут быть обеспечены повышение точности штамповки и экономия энергии.
Кроме того, как показано на фиг.17, прижимные поверхности первого прижимного элемента 5е1 и второго прижимного элемента 5е2 обращены к нижней поверхности ползуна 3d. Однако изобретение не ограничено этим. Верх и низ устройства можно поменять местами, и, как показано на фиг.21, прижимные поверхности первого прижимного элемента 5е1 и второго прижимного элемента 5е2 могут быть расположены так, что они будут обращены к задней поверхности верхнего штампа В. В этом случае часть основания, находящаяся снаружи поддерживающей повышенное давление части 5b, может быть прочно прикреплена к ползуну 3d и объединена в одно целое с ползуном 3d посредством болтового соединения и т.д. В случае конструкции по фиг.21 первый прижимной элемент 5е1 и второй прижимной элемент 5е2 выступают под действием первой поддерживающей повышенное давление части 5b1 и второй поддерживающей повышенное давление части 5b2, в результате чего прижимающие силы будут действовать непосредственно на заднюю поверхность верхнего штампа В, и осуществляется увеличение давления для воспрепятствования образованию складок и коррекции прогиба.
Вариант 3 осуществления
Фиг.22-26 показывают третий вариант осуществления изобретения.
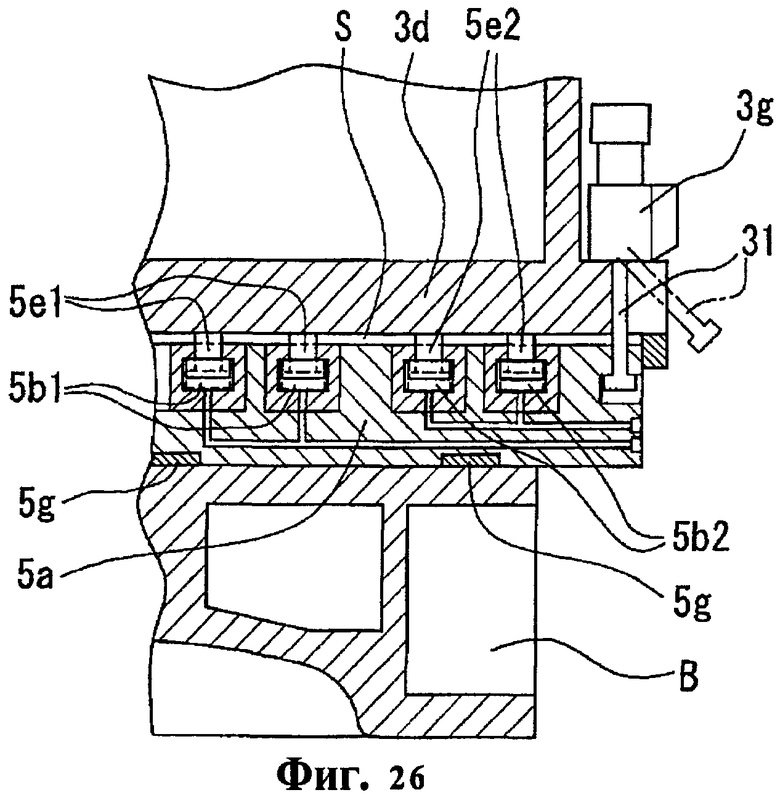
В данном варианте осуществления, аналогично второму варианту осуществления, прижимной элемент 5е имеет первый элемент 5е1 в его центральной зоне и второй элемент 5е2, находящийся в месте, соответствующем зоне воспрепятствования образованию складок. Поддерживающая повышенное давление часть 5b разделена на первую поддерживающую повышенное давление часть 5b1, соответствующую первому элементу, и вторую поддерживающую повышенное давление часть 5b2, соответствующую второму элементу. Средство создания давления разделено на первое средство 5с1 создания давления, предусмотренное для первой поддерживающей повышенное давление части, и второе средство 5с2 создания давления, предусмотренное для второй поддерживающей повышенное давление части. Кроме того, второй прижимной элемент 5е2 состоит из группы пневматических цилиндров, расположенных с промежутками.
Однако в данном третьем варианте осуществления первый прижимной элемент 5е1, который представляет собой первый прижимной элемент 5е1 в центральной зоне, и первая поддерживающая повышенное давление часть 5b1 также состоят из множества пневматических цилиндров, которые расположены с промежутками.
То есть некоторое количество пневматических цилиндров, каждый из которых включает в себя трубчатый цилиндр, служащий в качестве единичной поддерживающей повышенное давление части, и поршень, служащий в качестве единичного прижимного элемента, расположены в определенном порядке в камерах, предусмотренных с требуемыми интервалами внутри основания 5а. Пневматические цилиндры предусмотрены по отдельности или расположены в определенном порядке в камере, которая выполнена широкой в виде углубления (выемки). Каждый из трубчатых цилиндров из группы пневматических цилиндров соединен посредством коммуникационного канала (трубопровода) 541 и соединен со средством 5с1 создания давления посредством канала 54.
Кроме того, в данном варианте осуществления, аналогично варианту на фиг.21, первый прижимной элемент 5е1 и второй прижимной элемент 5е2 расположены так, что их прижимные поверхности обращены к верхнему В штампу. На фиг.25, в отличие от вышеуказанного, первый прижимной элемент 5е1 и второй прижимной элемент 5е2 расположены так, что их прижимные поверхности обращены к ползуну 3d. Фиг.26 показывает конструкцию на фиг.25 в частично увеличенном виде. Поскольку остальные конфигурации и эффекты такие же, как во втором варианте осуществления, их описание опущено.
В данном третьем варианте осуществления первый прижимной элемент 5е1 и второй прижимной элемент 5е2 перемещаются одновременно в конце хода, и создается прижимающая сила Р1+Р2 равной или различной величины, в результате чего создается давление правки. Посредством подобной штамповки в прессе могут быть обеспечены повышение точности штамповки и экономия энергии.
Кроме того, в том случае, когда прижимные элементы и поддерживающие повышенное давление части выполнены как отдельные конструктивные элементы (точечная группа), при использовании группы пневматических цилиндров подобно второму варианту осуществления или третьему варианту осуществления можно выполнить точную регулировку удерживающей силы, препятствующей образованию складок, или силы для коррекции прогиба. В качестве способа реализации этого группа гидравлических/пневматических цилиндров может быть разделена на некоторое количество групп, данные группы могут быть соединены вместе трубопроводами, и средство создания давления может быть соединено с каждой группой.
Однако в более простом варианте, как показано на фиг.24А, детали 9 для восприятия давления расположены на верхней поверхности верхнего штампа, включая зоны, которые требуют поджима посредством прижимных элементов. Детали 9 для восприятия давления находятся на тех же осях, что и поршни, и воспринимают прижимное усилие за счет хода поршней. В тех местах, где прижим не требуется, как показано на фиг.24В, детали для восприятия давления не расположены. В других случаях могут быть размещены детали для восприятия давления, которые имеют разную толщину в соответствии со степенью необходимости прижимающей силы.
За счет выполнения такой конструкции можно обеспечить локальное регулирование удерживающей силы, препятствующей образованию складок, посредством использования группы пневматических цилиндров с теми же техническими характеристиками и без увеличения числа средств создания давления. Например, в том случае, когда заготовка W является большой, можно просто реализовать конструкцию, в которой прижимающая сила в прямолинейной зоне может быть создана сравнительно большой для получения большой удерживающей силы, препятствующей образованию складок, и прижимающая сила в угловой зоне может быть создана сравнительно и немного меньшей для незначительного уменьшения (ослабления) удерживающей силы, препятствующей образованию складок.
Проиллюстрированные прессы представляют собой несколько примеров осуществления изобретения, и изобретение не ограничено ими.
Те же самые эксцентриковые рычажные звенья, что и в формообразующем узле 2 пресса, могут быть использованы для приводного механизма 3b узла 3 пресса для зажима штампа. В данном случае получают ротационный пресс простого действия с нижним приводом. Излишне говорить о том, что устройство 5 для повышения точности штамповки будет расположено и зафиксировано между ползуном узла пресса для зажима штампа и верхним штампом.
Кроме того, само устройство 5 повышения точности штамповки (формообразования) может быть использовано независимо от типов прессов, может быть применено для универсального механического пресса, гидравлического пресса и т.д., а также пресса с сервоприводом и рычажными элементами, показанного в качестве предшествующего уровня техники, и может быть применено для пресса простого действия или пресса двойного действия в классификации в соответствии с типами приводов.
Даже в случае применения для любого из них эффект выравнивания давления большой, и усилие сопряжения штампов и удерживающая сила, препятствующая образованию складок, становятся равномерно распределенными независимо от прогиба прессов и штампов, точность изделия повышается. Кроме того, достигается большой эффект экономии энергии, и, если средство создания давления также создано так, как в вариантах осуществления, предохранительный клапан не используется. Таким образом, теплота не вырабатывается в гидравлической схеме, и пиковое давление в тот момент, когда ползун и амортизатор штампа сталкиваются друг с другом, является низким. Кроме того, долговечность и нагрузочные характеристики являются высокими.
Кроме того, изобретение включает в себя следующее содержание.
1) Устройство для повышения точности штамповки, включающее в себя расположенное между штампом и нижней поверхностью ползуна, способного подниматься или опускаться, дискообразное основание, поддерживающую повышенное давление часть, встроенную в основание и соединенную с внешним средством создания давления, и средство регулирования подаваемого давления, и прижимной элемент, имеющий прижимную поверхность, расположенную у нижней поверхности ползуна или верхней поверхности штампа, и обращенный к поддерживающей повышенное давление части со стороны, противоположной прижимной поверхности.
2) Способ штамповки с использованием пресса, включающий в себя размещение - между верхним штампом и нижней поверхностью ползуна пресса - устройства, включающего в себя дискообразное основание, поддерживающую повышенное давление часть, встроенную в основание и соединенную с внешним средством создания давления, и прижимной элемент, имеющий прижимную поверхность, расположенную у нижней поверхности ползуна или верхней поверхности штампа, и поверхность, противоположную по отношению к прижимной поверхности и обращенную к поддерживающей повышенное давление части, предназначенной для поддержания повышенного давления, и регулирование прижимающей силы, действующей со стороны прижимного элемента, посредством поддерживающей повышенное давление части при прессовании заготовки, то есть давления Р1 на стадии, на которой ползун опускается и верхний штамп соприкасается с заготовкой, и давления Р2 на стадии, на которой ползун дошел до нижней мертвой точки, до [соотношения] Р2>Р1.
3) Вариант 2) включает в себя вариант, в котором давление Р1 на стадии, на которой ползун опускается и верхний штамп вошел в контакт с заготовкой, сообщается прижимному элементу только на его периферийном крае, соответствующем препятствующему образованию складок держателю, и давление Р2 на стадии, на которой ползун дошел до нижней мертвой точки, сообщается прижимному элементу в его центральной части.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2012 |
|
RU2492956C1 |
| СПОСОБ СМЕНЫ ШТАМПА В ПРЕССЕ И ПРЕСС | 2007 |
|
RU2410186C2 |
| ПРЕССУЮЩЕЕ УСТРОЙСТВО, СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕССОВАННОГО ИЗДЕЛИЯ, ИСПОЛЬЗУЯ ПРЕССУЮЩЕЕ УСТРОЙСТВО, И ПРЕССОВАННОЕ ИЗДЕЛИЕ | 2014 |
|
RU2661681C2 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2560799C2 |
| СПОСОБ ШТАМПОВКИ КОРОБКИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ ПРОСТОГО ДЕЙСТВИЯ | 2011 |
|
RU2527820C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ НА ПРЕССЕ (ВАРИАНТЫ) | 2011 |
|
RU2501618C2 |
| СПОСОБ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА С ПНЕВМОСЪЕМНИКАМИ В ПРИЖИМНОЙ ПЛИТЕ (ВАРИАНТЫ) | 2013 |
|
RU2560805C2 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2401173C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ПНЕВМОСЪЕМНИКАМИ В МАТРИЦЕ (ВАРИАНТЫ) | 2011 |
|
RU2480305C2 |

Изобретение относится к обработке давлением, в частности к оборудованию для пластического формообразования материалов. Пресс содержит препятствующий образованию складок кольцевой держатель, формообразующий узел с нижним штампом, узел пресса для зажима штампа, включающий верхний штамп, и устройство приложения прижимающей силы к верхнему штампу с его задней стороны. Нижний штамп опирается на ползун, который оснащен приводным механизмом для его подъема или опускания. Верхний штамп имеет зажимную часть, которая взаимодействует с кольцевым держателем. Приложение прижимающей силы к верхнему штампу с его задней стороны обеспечивается после последней стадии опускания узла пресса для зажима штампа и верхнего штампа. В результате обеспечивается повышение точности штамповки и производительности. 10 з.п. ф-лы, 26 ил.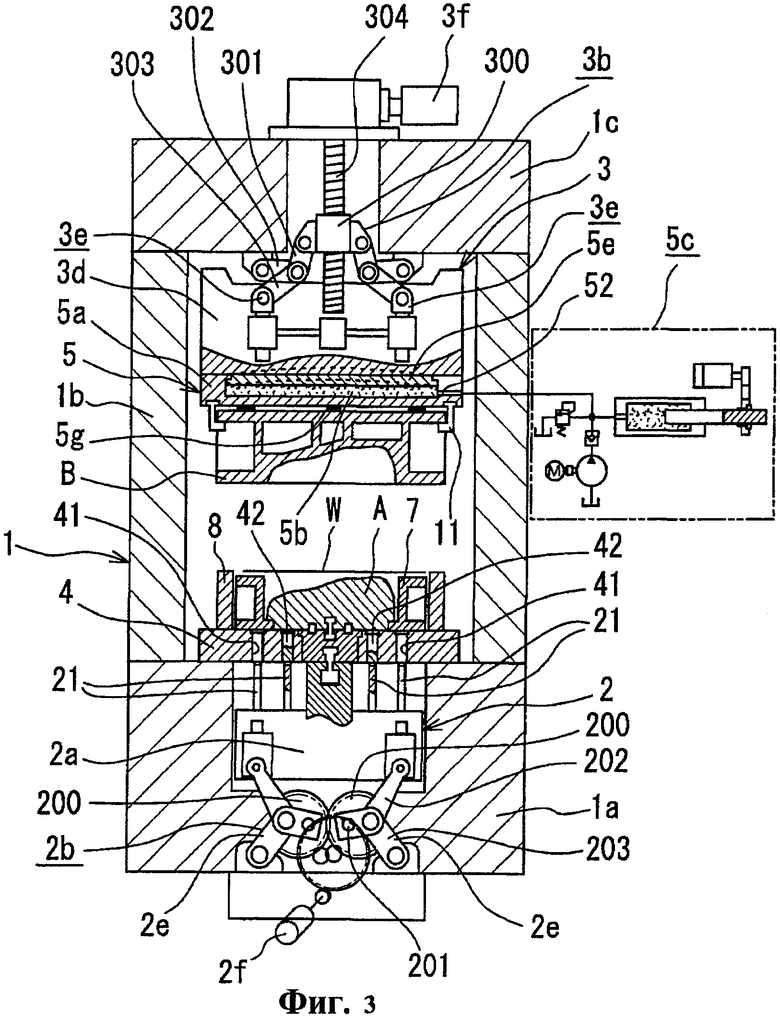
1. Пресс с нижним приводом, содержащий препятствующий образованию складок кольцевой держатель, неподвижно расположенный на станине, формообразующий узел пресса, включающий нижний штамп, расположенный внутри препятствующего образованию складок кольцевого держателя, ползун, служащий опорой нижнего штампа, и приводной механизм, расположенный в станине и предназначенный для подъема или опускания ползуна, узел пресса для зажима штампа, включающий верхний штамп, имеющий зажимную часть, обеспечивающую зажим заготовки при взаимодействии с препятствующим образованию складок кольцевым держателем у ее периферийного края, приводной механизм, установленный со стороны верхней части пресса, и ползун, поднимаемый или опускаемый посредством указанного приводного механизма, отличающийся тем, что он снабжен устройством приложения прижимающей силы к верхнему штампу с его задней стороны после последней стадии опускания ползуна и верхнего штампа узла пресса для зажима штампа для повышения точности штамповки.
2. Пресс по п.1, отличающийся тем, что устройство приложения прижимающей силы к верхнему штампу с его задней стороны для повышения точности штамповки включает дискообразное основание, расположенное между нижней поверхностью ползуна и верхним штампом, поддерживающую повышенное давление часть, встроенную в дискообразное основание, прижимной элемент, имеющий прижимную поверхность, расположенную у нижней поверхности ползуна или задней поверхности верхнего штампа, и поверхность, противоположную прижимной поверхности и обращенную к поддерживающей повышенное давление части, расположенное снаружи основания средство создания давления для подачи среды, предназначенной для поддержания повышенного давления, в поддерживающую повышенное давление часть, и расположенное снаружи основания средство регулирования давления среды, предназначенной для поддержания повышенного давления и подаваемой в поддерживающую повышенное давление часть из средства создания давления.
3. Пресс по п.2, отличающийся тем, что прижимной элемент включает дискообразный элемент, имеющий размер, достаточный для покрытия зоны, препятствующей образованию складок.
4. Пресс по п.2, отличающийся тем, что прижимной элемент имеет первый элемент в его центральной зоне и второй элемент в месте, соответствующем зоне, препятствующей образованию складок, поддерживающая повышенное давление часть имеет первую поддерживающую повышенное давление часть, соответствующую первому элементу, и вторую поддерживающую повышенное давление часть, соответствующую второму элементу, а средство создания давления состоит из первого средства создания давления, предусмотренного для первой поддерживающей повышенное давление части, и второго средства создания давления, предусмотренного для второй поддерживающей повышенное давление части.
5. Пресс по п.4, отличающийся тем, что первый элемент имеет форму диска, а второй элемент на виде сверху имеет кольцевую форму.
6. Пресс по п.4, отличающийся тем, что первый элемент имеет форму диска или первый элемент и первая поддерживающая повышенное давление часть состоят из множества пневмоцилиндров, которые соединены друг с другом и расположены с требуемыми интервалами, а второй элемент и вторая поддерживающая повышенное давление часть состоят из множества пневмоцилиндров, которые соединены друг с другом и расположены с требуемыми интервалами.
7. Пресс по любому из пп.2-5, отличающийся тем, что поддерживающая повышенное давление часть состоит из корпуса камеры и упругого элемента, встроенного в корпус камеры.
8. Пресс по любому из пп.2-5, отличающийся тем, что поддерживающая повышенное давление часть состоит из корпуса камеры и текучей среды, которой заполнен корпус камеры.
9. Пресс по п.2, отличающийся тем, что он содержит датчик регулирования давления, подлежащего подаче в поддерживающую повышенное давление часть из средства создания давления, который расположен между нижней поверхностью ползуна и задней поверхностью верхнего штампа узла пресса для зажима штампа или между основанием и задней поверхностью верхнего штампа.
10. Пресс по п.2, отличающийся тем, что средство создания давления имеет серводвигатель в качестве источника приводного усилия.
11. Пресс по п.1, отличающийся тем, что приводной механизм узла пресса для зажима штампа включает двигатель с управлением от цифровой системы и рычажные элементы, а приводной механизм формообразующего узла пресса включает двигатель с управлением от цифровой системы и рычажные элементы.
| Штамп для изготовления полых изделий из относительно тонких листовых заготовок на прессах простого действия | 1991 |
|
SU1802734A3 |
| Устройство для гидромеханической вытяжки | 1988 |
|
SU1558535A1 |
| US 6006578 A, 28.12.1999 | |||
| JP 2004114079 A, 15.04.2004. | |||

