Изобретение относится к области обработки металлов давлением, а именно к листовой штамповке и может быть использовано при вытяжке различных деталей из листовых материалов, преимущественная область применения - штамповка крупногабаритных деталей сложной формы для транспортных средств.
Известен штамп с пневматическим приводом рычажного устройства для подъема и сброса штампованной детали, который можно наиболее эффективно использовать при штамповке сложных пространственных и особенно крупных деталей для их удаления из рабочей зоны (Скворцов Г.Д. Основы конструирования штампов для холодней листовой штамповки. - Москва: Машиностроение, 1972, с.101-102, рис.81).
Недостатком данного штампа является ограниченная область применения, так как не всегда удается разместить в нижней части штампа пневматический привод рычажного устройства для подъема и сброса штампованной детали. Такая конструкция штампа со сбрасывателем применима для штампов обрезки, вытяжки и других в тех случаях, когда конструкция детали позволяет выполнить выемку в нижней части штампа.
Известен также штамп для вытяжки крупногабаритных деталей кузова автомобиля, содержащий пуансон, матрицу с перетяжными ребрами и прижим с пружинными отлипателями. При данной конструкция с нижней части штампа деталь приподнимают пружинными отлипателями, а из штампа удаляют механической рукой (Нефедов А.П. Конструирование и изготовление штампов. Москва: Машиностроение, 1973, с.71-72, рис.52).
Недостатком штампа является ограничение области использования, а также его низкая производительность и недостаточная надежность из-за того, что пружинные; отлипатели для подъема детали, расположенные в нижнем прижиме, находятся при загрузке листовой заготовки выше уровня прижима, что уменьшает производительность штамповки и нередко приводит к поломке пружинных отлипателей. Штамп применим лишь на прессах двойного действия, оснащенных механическими руками для удаления отштампованных деталей.
Известен штамп для обработки штучных заготовок, имеющий вал, сбрасыватель, тягу, собачку и ловитель, отличающийся тем, что ловитель смонтирован с возможностью перемещения вдоль оси давления, подпружинен в этом направлении и снабжен фиксатором. В нижней части штампа выполнена выемка для возможности установки и работы сбрасывателя. Такая конструкция сбрасывателя применима для штампов обрезки, вытяжки и других в тех случаях, когда конструкция детали позволяет выполнить выемку в нижней части штампа (а.с. СССР №1133011 от 23.08.1983 г.).
Недостатком штампа является ограниченная область его применения для деталей несложной формы, конструкция которых позволяет выполнить выемку в нижней части штампа.
В качестве прототипа выбрана конструкция штампа для обтяжки с формовкой, который содержит пуансон, матрицу, прижимные устройства, механизм регулирования начального прогиба заготовки и удаления деталей. В нижней части штампа выполнена выемка для возможности установки и работы механизма регулирования начального прогиба заготовки и удаления деталей (а.с. СССР №1794535 от 23.05.1991 г.).
Недостатком прототипа является ограниченная область использования для деталей относительно простой формы, конструкция которых позволяет выполнить выемку в нижней части штампа.
Задачами изобретения являются повышение производительности штамповки и надежности работы с расширением области применения от получения деталей относительно простой формы до деталей сложной формы за счет разработки новой конструкции штампа для вытяжки деталей.
Поставленные задачи решается за счет того, что конструкция штампа для вытяжки деталей сложной формы, содержащего пуансон, матрицу с - перетяжными ребрами, прижим с выемками под перетяжные ребра, подъемники и механизм удаления деталей из штампа отличается тем, что подъемники расположены в пазах, выполненных в выемках прижима под перетяжные ребра, а ход подъемников Hi равен (1,1-1,2)Н2, где Н2 - высота перетяжного ребра. При этом подъемники детали опускаются в пазы, выполненные в выемках прижима под перетяжные ребра, при формовке в заготовке элементов торможения перетяжными ребрами.
Сущность изобретения характеризуется следующими чертежами.
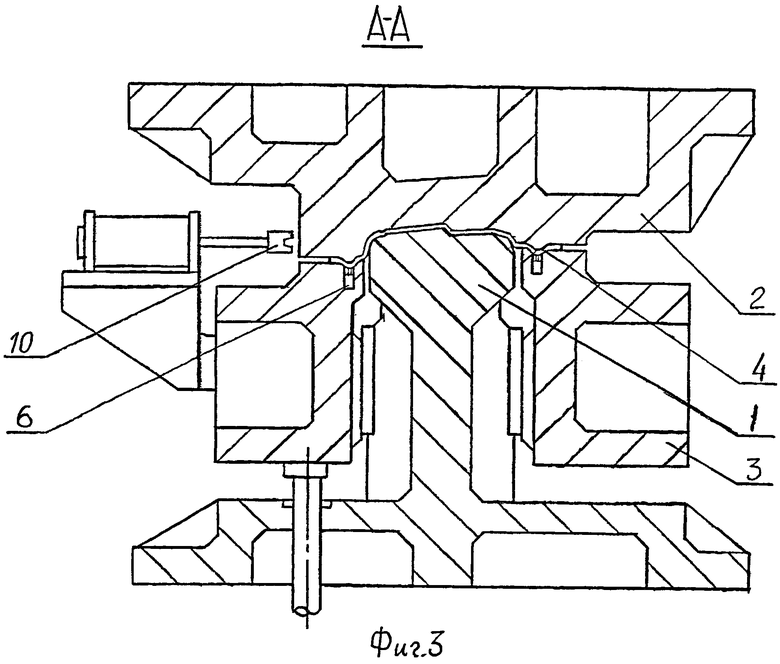
На фиг.1 изображен план низа предложенного вытяжного штампа, на фиг.2 разрез В-В вытяжного штампа в момент загрузки заготовки, на фиг.3 - осевой разрез A-A вытяжного штампа в момент окончания формообразования, на фиг.4 - осевой разрез А-А вытяжного штампа в момент окончания формообразования с поднятой матрицей, на фиг.5 - увеличенный фрагмент I осевого разреза вытяжного штампа А-А в момент окончания формообразования с поднятой матрицей.
Штамп для вытяжки содержит: пуансон 1, матрицу 2 с перетяжными ребрами 4, прижим 3 с выемками под перетяжные ребра 5, пружинные подъемники 6, фронтальные фиксаторы заготовки 7, боковые фиксаторы заготовки 8, тыловые фиксаторы заготовки 9 и механизм удаления заготовки из штампа 10.
Штамп работает следующим образом. Листовая заготовка 11 загружается на поверхность прижима 3 по фиксаторам заготовки 7, 8, 9, при ходе ползуна пресса (на фиг. не показан) вниз листовую заготовку 11 зажимают и тормозят в периферийных зонах между матрицей 2 и прижимом 3 с формовкой элементов торможения ребрами 4 и выемками под ребра 5. При этом подъемники детали 6 опускаются в пазы, выполненные в выемках 5 прижима 3 под перетяжные ребра 4. При дальнейшем ходе ползуна пресса вниз центральная часть заготовки обтягивается по пуансону 1, при смыкании рабочих частей пуансона 1 и матрицы 2 происходит окончательное формообразование вытяжного перехода. После хода ползуна пресса с матрицей 2 вверх пружинные подъемники 6 поднимают вытяжной переход 13 на высоту H1, равную (1,1-1,2)Н2, где H2 - высота перетяжного ребра 4 и происходит удаление вытяжного перехода 13 пневматическим механизмом удаления 10 из штампа путем удара во фланец утянутой после вытяжки заготовки 12.
Таким образом, предложенный штамп, по сравнению с известными конструкциями штампов, обеспечивает повышение производительности штамповки и надежности работы за счет того, что пружинные подъемники 6 в момент загрузки заготовки не выступают над уровнем прижима и не препятствуют загрузке заготовок, так как они расположены в выемках 5 прижима 3 под перетяжные ребра 4. После окончания процесса вытяжки и хода ползуна пресса и матрицы 2 вверх фланец 12 вытяжного перехода 13 находится выше фланца заготовки 11 на величину высоты перетяжного ребра 4 Н2, что позволяет беспрепятственно удалить из штампа вытяжной переход 13 пневматическим механизмом удаления 10, не выполняя при этом выемки или вырезов в прижиме или пуансоне. Расширение области применения достигается за счет того, что в нижней части штампа, в предложенном решении - в пуансоне, нет необходимости выполнить выемку под подъемники или сбрасыватели.
Наиболее эффективно использование предложенного штампа для вытяжки деталей сложной формы, а также достаточно узких деталей на прессах простого действия, где нет возможности выполнить в пуансоне выемку под подъемники или сбрасыватели другого типа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вытяжки крупногабаритных деталей | 2016 |
|
RU2631070C2 |
| СПОСОБ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2627318C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2072270C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| Штамп для вытяжки крупногабаритных деталей сложной формы | 2015 |
|
RU2631065C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОГО КРУПНОГАБАРИТНОГО ПОЛУФАБРИКАТА ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2013 |
|
RU2560799C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 2003 |
|
RU2243051C1 |
| СПОСОБ ВЫТЯЖКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2015 |
|
RU2633865C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ | 1993 |
|
RU2047407C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2004 |
|
RU2264879C1 |



Изобретение относится к области обработки металлов давлением, в частности к штамповке крупногабаритных деталей сложной формы для транспортных средств. Штамп содержит пуансон, матрицу с перетяжными ребрами, прижим с выемками под перетяжные ребра, подъемники и механизм удаления деталей из штампа. При этом подъемники расположены в пазах, выполненных в выемках прижима под перетяжные ребра, и имеют определенный ход, зависящий от высоты перетяжного ребра. Подъемники детали опускаются в пазы, выполненные в выемках прижима под перетяжные ребра при формовке в заготовке элементов торможения перетяжными ребрами. Повышается производительность и надежность. 1 з.п. ф-лы, 5 ил.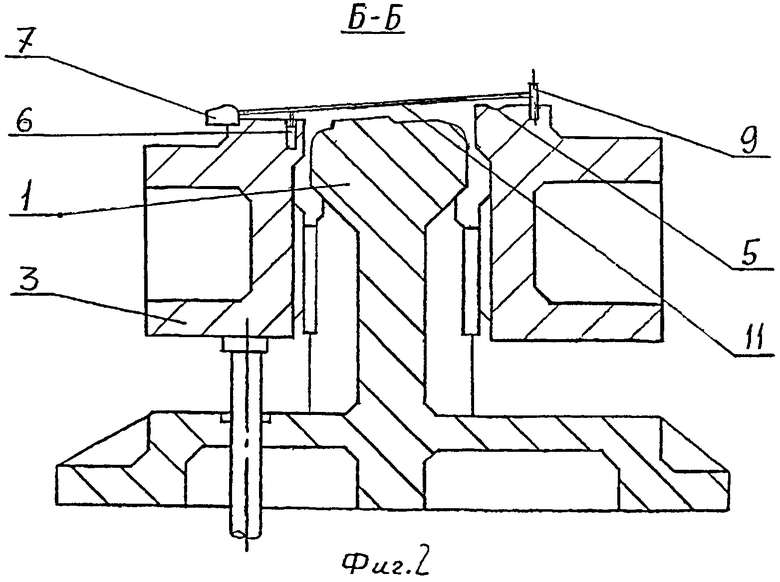
1. Штамп для вытяжки деталей сложной формы, содержащий пуансон, матрицу с перетяжными ребрами, прижим с выемками под перетяжные ребра, подъемники и механизм для удаления детали, отличающийся тем, что подъемники расположены в пазах, выполненных в выемках прижима под перетяжные ребра, и имеют ход H1, равный (1,1-1,2)H2, где H2 - высота перетяжного ребра.
2. Штамп по п.1, отличающийся тем, что подъемники выполнены с возможностью опускания в пазы выемок прижима под перетяжные ребра при формовке в заготовке элементов торможения перетяжными ребрами.
| Штамп для обтяжки с формовкой | 1991 |
|
SU1794535A1 |
| Штамп для вытяжки | 1986 |
|
SU1447478A1 |
| Штамп для вытяжки крупногабаритных деталей | 1980 |
|
SU912343A1 |
| СПОСОБ ВЫТЯЖКИ И ШТАМП ДЛЯ ВЫТЯЖКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ (ВАРИАНТЫ) | 2009 |
|
RU2423199C2 |
| US 4962659 A, 16.10.1990. | |||

