Настоящее изобретение относится к технологии изгибания стеклянных листов, такой как та, которую используют, в частности, для формирования лобовых стекол или задних стекол в автомобилях. В частности, настоящее изобретение относится к такому типу изгибания, когда, по меньшей мере, одно из продольного или поперечного направлений стеклянного листа или листов имеет значительный изгиб.
Производители и проектировщики автомобилей все больше и больше обращаются к сложным формам и большим размерам для деталей остекления современных транспортных средств. Цель этих тенденций состоит, в частности, в расширении поля обзора внутри транспортного средства. Они также приводят к значительному увеличению освещенности в салоне автомобиля и дают в результате ощущение пространства.
Придание формы этим деталям остекления, как с большими размерами, так и с существенным изгибом, ставит новые проблемы и, следовательно, требует новых технологий.
Таким образом, возникает особое затруднение в производстве панорамных деталей остекления, то есть деталей остекления с боковыми секциями, которые изогнуты круто внутрь относительно центрального сечения этих деталей остекления. Это затруднение относится, в частности, к формированию изгиба малого радиуса по всей высоте остекления на расстоянии от краев, причем указанный изгиб дополнительно объединяется со вторым поперечным изгибом относительно изгиба малого радиуса. Сочетание этих изгибов требует особой тщательности, чтобы предотвращать недопустимые деформации.
Наиболее стандартные технологии для придания формы панорамным деталям остекления представляют собой изгибание под силой тяжести. В этих технологиях стекло помещают на раму, которая имеет подвижные концы. Плоские листы стекла опираются на эти концы при начале процесса. Раму, несущую листы, вставляют в печь, где температура повышается до температуры размягчения стекла. Когда стеклянные листы достаточно размягчились, концы изгибающей рамы автоматически поднимаются. Перемещение боковых секций рамы обычно достигают за счет взаимодействия между весом стекла и его жесткостью, с одной стороны, которое действует против подъема концов рамы, и действием противовеса, с другой стороны, который наоборот, имеет тенденцию поднимать эти концы.
В этих традиционных технологиях очевидно, что операторы не способны контролировать перемещения рамы. Только температура и выбор массы противовесов определяют момент подъема боковых секций. Это не обеспечивает наиболее удовлетворительную реализацию, чтобы получить требуемый изгиб во всех случаях.
Таким образом, на этой стадии процесса формирование изгибов, в частности, в ортогональном направлении относительно направления изгиба, сконфигурированного этими подвижными сочлененными концами, полностью не заканчивается. Подъем концов листов значительно модифицирует их подверженность воздействию излучения, что обеспечивает их термическое кондиционирование. В результате этого на этой стадии операции нагревание листов больше не происходит однородно, и изгибание не протекает должным образом, так как сила тяжести, очевидно, больше не действует одинаковым образом на секции листов, которые остаются в основном в горизонтальной плоскости, и на те, которые расположены в плоскостях, имеющих тенденцию к вертикали.
Были предложены различные средства, чтобы избежать этих трудностей. Среди них термическое кондиционирование стеклянных листов контролировали, чтобы обеспечить лучшую однородность, посредством того, что называют "термическими массами". В простейшем случае они представляют собой пластины, связанные с рамой, функция которых состоит в том, чтобы абсорбировать часть излучаемой энергии. Позиционирование этих пластин позволяет ограничивать размягчение стекла и, следовательно, позволяет контролировать до некоторой степени перемещение этих сочлененных секций. Следовательно, возможно слегка замедлить закрытие рамы. Это обеспечивает лучшую стандартизацию температуры листов. Однако эта стандартизация температур не позволяет решать вопроса конфигурации кривых в секции, имеющей самый маленький радиус. Фактически задержка размягчения происходит одинаково в обоих направлениях, и две кривые продолжают контролироваться только размягчением стекла.
Еще относительно формирования этих панорамных деталей остекления было предложено контролировать изгиб концов удерживанием листов, закрепленных на раме. Цель этой операции состоит в том, чтобы предотвратить перемещение этих концов стекла с импульсом от подъема рамы, который выходил бы за пределы искомого изгиба.
Далее предложены некоторые технологии, при которых стеклянные листы подвергают давлениям, приложенным к их концам, чтобы вынуждать изгибание на ранней стадии, когда размягчение еще не достигнуто, что позволяет изгибание под влиянием веса стекла. Эта вынужденная деформация возможна только для деталей остекления только с одним направлением изгиба, то есть тем, что соответствует перемещениям этих концов.
Очевидно, что ранее предложенные решения не решают проблему, рассматриваемую в соответствии с изобретением. В соответствии с ним изобретение фактически относится к предоставлению возможности формирования деталей остекления панорамного типа со значительными составными изгибами. Задача изобретения состоит в том, чтобы создать технологию, которая позволяла бы решить указанные трудности в производстве этого типа остекления.
Задача изобретения решается технологией изгибания силой тяжести на сочлененной раме, при этом закрытие рамы контролируют независимо от состояния размягчения стекла.
В соответствии с этим изобретением, в частности, предложено, чтобы закрытие рамы было замедлено, когда стекло уже достаточно размягчилось для того, чтобы его вес больше не был достаточным, чтобы противодействовать этому закрытию. В этой операции стеклянные листы, которые первоначально помещают, по существу, горизонтально на раме, удерживают в этом положении настолько долго, сколько окажется необходимым для обработки стеклянного листа, и в особенности для завершения формирования изгиба в поперечном направлении в ходе закрытия рамы.
В горизонтальном положении листы подвергают воздействию излучения, испускаемого сводом и полом печи, которые состоят из элементов, которые традиционно производят в основном тепловое излучение. В этом расположении возможно должным образом контролировать подачу тепла к каждой точке поверхности стекла.
Искомое распределение часто представляет собой однородное распределение. В этом случае нагревание свода и пола регулируют одинаково равномерно. Этого достигают регулярным расположением нагревательных элементов и/или при сочетании размещения этих средств с регулированием энергии, которую они рассеивают индивидуально.
Тем не менее, в других случаях предпочтительно, чтобы подача тепла была более значительной в некоторых секциях поверхности стекла. Это, возможно, имеет место с зонами, которые должны поддерживать сильно выраженные изгибы. В этом случае интенсивность излучения и подача тепла может быть существенно более локальной. Этого вновь достигают распределением средств нагрева и/или регулированием энергии, доставляемой этими средствами на индивидуальной основе.
Учитывая, что расстояние от листов до этих стенок является, по существу, одинаковым в каждой точке листов, можно относительно хорошо контролировать температурные условия по всему листу. Кроме того, так как перемещение вверх концов рамы сдерживается за пределами размягчения листа, лист может быть доведен до температур выше таковых в традиционных технологиях, когда подвижные боковые секции рамы начинают подниматься.
Удерживая стеклянные листы полностью горизонтально, расположения в соответствии с изобретением позволяют поддерживать действие силы тяжести равномерно по всей поверхности в течение времени, необходимого для получения кривых во всех направлениях до создания сильно выраженного изгиба, который сходен со "складыванием" листа в боковых секциях. Таким образом, с единообразными температурой и размягчением, сила тяжести имеет тенденцию создавать даже "подобные цепи" профили между двумя противоположными опорными точками. Если "закрытие" формы контролируется только размягчением стекла, изгибание боковых секций стекла, поднятого боковыми секциями рамы, по существу, модифицирует ориентацию сил тяжести относительно плоскости стеклянного листа. На этих боковых секциях, исходя из направления, первоначально, по существу, ортогонального к плоскости листа, действуют силы при постоянно уменьшающемся угле, когда подвижные секции рамы поднимают. Эти силы могут быть расположены в общей плоскости боковых секций листа в конце процесса, если в крайних случаях вызванный изгиб направляет точки практически вертикально. Очевидно, что в этих условиях изгибание этих секций, которые поднялись "преждевременно", не развивается больше тем же самым образом, как в остальной части стекла. Другими словами, чем ближе боковые секции прибывают к вертикальному положению, тем меньше сила тяжести участвует в изгибании этих секций, таким образом, становящихся вертикально. По этим причинам может быть очень важно удерживать раму, поддерживающую стекло, в исходном положении, когда размягчение уже заставит боковые секции подняться.
Изобретение будет описано более подробно ниже со ссылкой на приложенные фигуры:
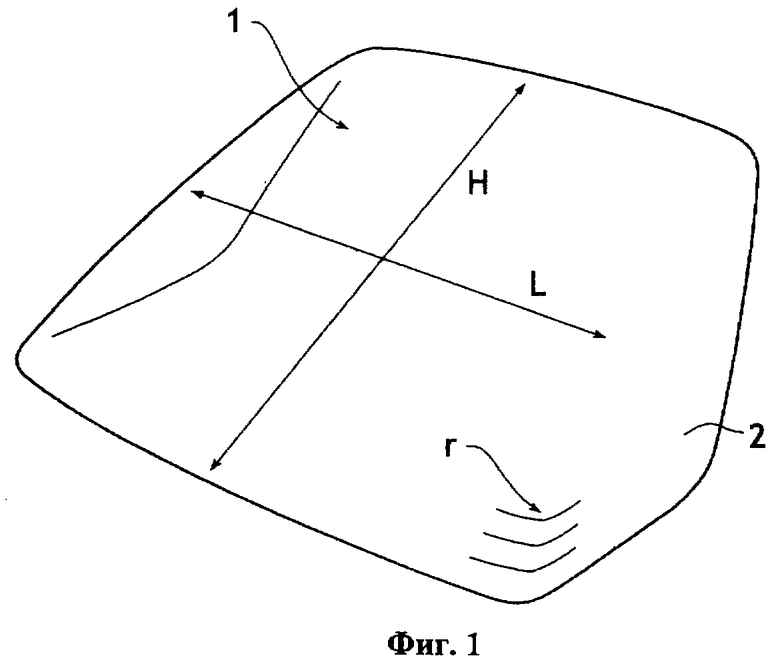
фигура 1 представляет собой перспективное изображение детали остекления с современной панорамной формой;
фигура 2 представляет собой схематическое перспективное изображение традиционной сочлененной рамы для формирования деталей остекления с выраженным продольным изгибом;
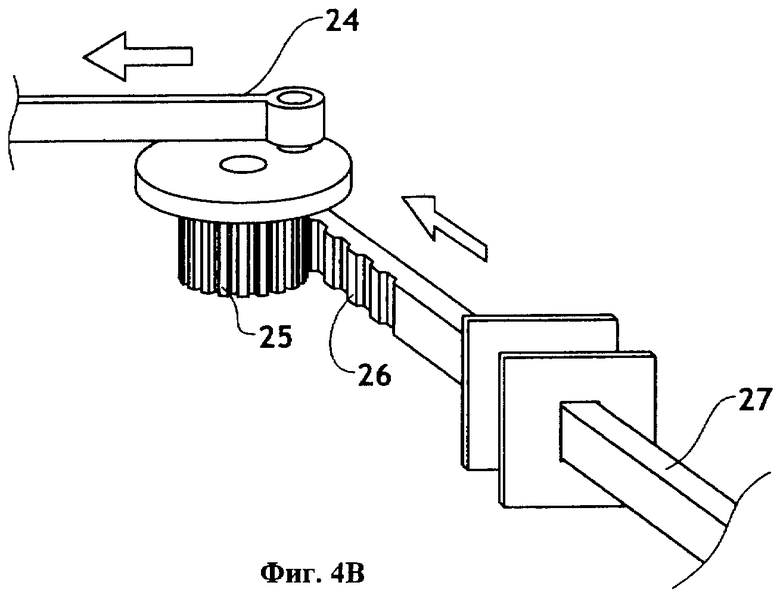
фигура 4 схематично показывает конструктивное расположение устройства, предназначенного для контроля перемещения сочлененных секций рамы;
фигура 5 схематично показывает раму с подвижными секциями, включающую несколько средств удерживания, действующих отдельно, чтобы обеспечить прогрессивно более выраженные профили.
Фигура 1 показывает типичное лобовое стекло современных транспортных средств. Эти лобовые стекла имеют крутой наклон, чтобы обеспечивать лучший профиль для движения транспортного средства. Этот очень значительный наклон приводит к относительно большой высоте Н по сравнению с более ранними транспортными средствами. Это лобовое стекло (1) также характеризуется двойным изгибом. Изгиб в направлении высоты является относительно ограниченным. Однако он, конечно, присутствует, как это очевидно из профиля, видимого с левой стороны фигуры. Этот изгиб сочетается с изгибом, созданным по ширине лобового стекла L. По ширине лобовое стекло имеет две боковых секции или указывающих вниз "крыла" (2). Крылья (2), по существу, расположены в прямоугольных плоскостях относительно общей плоскости лобового стекла. Это расположение приводит к изгибу малого радиуса r при соединении главной секции лобового стекла (1) и этих крыльев (2).
Трудности производства этого типа лобового стекла, в первую очередь, связаны с сочетанием продольных и поперечных изгибов и с этим особо выраженным изгибом, связанным с присутствием этих крыльев (2). В дополнение к этому имеются трудности, обычные для лобовых стекол больших размеров.
Известно производство деталей остекления, которые имеют изгиб малого радиуса в непосредственной близости к одному или более краям остекления, в частности, чтобы "выровнять" металлическую структуру транспортного средства, чтобы получить непрерывный и ровный профиль. Эти изгибы, тем не менее, намного более легкие для производства, чем таковые, расположенные на некотором расстоянии от краев. Изгиб близко к кромкам обычно расположен в нескольких сантиметрах, самое большее, от этой кромки. Типичные расстояния составляют порядка от 20 до 50 мм. Наоборот, в панорамных деталях остекления, рассматриваемых в соответствии с изобретением, изгиб малого радиуса, который соединяет крылья с центральной секцией остекления, может составлять несколько десятков сантиметров от концов. В этих ситуациях сложные изгибы вызывают все трудности, указанные выше. Фактически в случае изгибов, близких к кромкам, качество оптических требований является намного меньшим, чем для секций, расположенных в полях зрения, которые являются главным интересом в панорамных деталях остекления, охваченных этим изобретением.
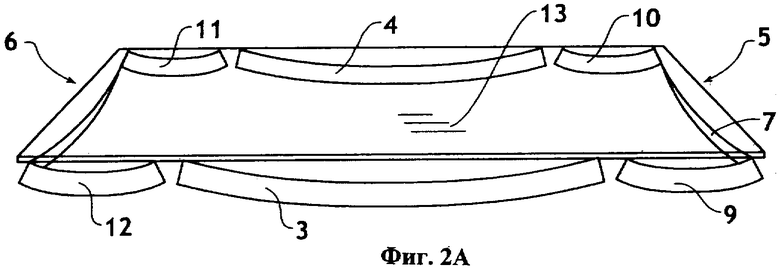
Фигура 2 показывает принцип изгибания на раме с подвижными секциями для изгибания лобового стекла с крутым боковым изгибом. Две стадии изгибания иллюстрируются в фигурах 2а и 2b соответственно.
Схематично показанная рама, на которой проводят изгибание, включает две фиксированные продольные поперечины (3, 4) и подвижные сочлененные элементы (5, 6). Эти последние элементы в показанной форме состоят из концевых поперечин (7, 8) и элементов (9, 10, 11, 12), предназначенных для расширения фиксированных поперечин (3, 4), когда в конце процесса сборка, сформированная фиксированными поперечинами (3, 4) и подвижными сочлененными элементами (5, 6), воспроизводит периферийные контуры конечной детали остекления.
Фигура 2а относится к начальной фазе процесса. Рама показана в так называемом "открытом" положении. В этом положении подвижные концы отогнуты. Плоский лист стекла опирается на концы (5, 6) рамы. Если необходимо, этот лист также опирается на концы продольных поперечин в точках, по существу, соответствующих соединениям между фиксированными поперечинами (3, 4) и сочлененными концами (5, 6). Традиционно подвижные боковые секции удерживают в открытом положении весом стеклянного листа. Вес листа действует против вертикального расположения подвижных секций (5, 6), которые имеют противовесы (не показаны), присоединенные к ним, чтобы пытаться установить эти подвижные секции вертикально.
Рама, поддерживающая стеклянный лист указанным образом, входит в печь. Движение через печь сопровождается прогрессивным увеличением температуры. Когда она достигает температуры размягчения стеклянного листа, центральная секция листа опускается и приближается к фиксированным поперечинам (3, 4) рамы. На этой стадии лист больше не оказывает достаточного давления на сочлененные концы (5, 6), чтобы противодействовать действию противовесов, присоединенных к ним, и подвижные концы прогрессивно поднимаются.
Когда подвижные секции полностью подняты, они располагаются в продолжении фиксированных поперечин (3, 4), как показано в фигуре 2b. Рама тогда соответствует окончательной форме периферии остекления. Стеклянный лист (13) продолжает опускаться и опирается на раме.
Когда изгибание закончено, лист быстро затвердевает в этой конечной форме.
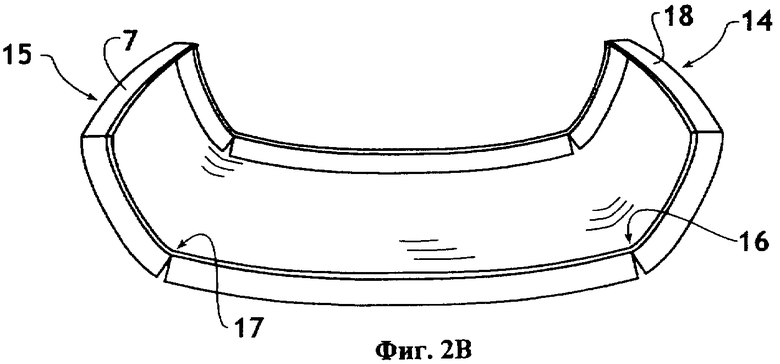
В фигурах 2 показано изгибание, включающее два изгиба, причем один изгиб по ширине остекления с относительно слабо выраженной средней секцией, и на стороне имеются крылья (14, 15), расширяющие эту среднюю секцию крыльями (16, 17), и средняя секция соединяется с этими крыльями через зону малого радиуса, и относительно слабо выраженный изгиб по высоте остекления.
Показано остекление, имеющее изгиб в двух направлениях: продольном и поперечном. Поперечный изгиб очевиден в особенности в конце подвижных секций рамы. Поперечины (18) и (19) этих концов (14) и (15) показаны изогнутыми внутрь, чтобы создать этот поперечный изгиб. Практически внутренний поперечный изгиб остекления не требует такого расположения поперечин (18) и (19), как показано. Когда поперечный изгиб остается ограниченным, простое действие силы тяжести на размягченный стеклянный лист является достаточным, чтобы вызвать формирование этого поперечного изгиба. Однако когда поперечный изгиб является значительно более выраженным, предпочтительно использование изогнутых внутрь концевых поперечин (18, 19) в сочетании со средствами, чтобы предотвратить формирование обратного изгиба - явление, которое хорошо известно, когда стеклянный лист заставляют сгибаться одновременно с двумя изгибами в различных направлениях.
В первом приближении и для относительно простых форм остекления, таких как показанная в фигурах 2, основная цель состоит в том, чтобы поддерживать нагревание листа (13) настолько равномерным, насколько возможно в ходе его продвижения через печь. В его начале плоский лист, установленный преимущественно параллельно к своду и полу печи, подвергают равномерно излучению, которое составляет большую часть подводимого тепла. Равномерность этого излучения обеспечивают регулированием и соответствующим расположением элементов, которые обеспечивают нагревание печи.
Равномерные условия нагревания поддерживаются настолько долго, пока лист остается плоским.
Когда лист размягчается под действием повышения температуры и сочлененные секции рамы движутся вертикально, расстояние, отделяющее боковые секции стеклянного листа от свода печи, снижается относительно такового для центральной секции. Но все поверхности, соответствующие этим боковым секциям остекления, больше не выдерживают непосредственно под излучением, исходящим от свода или пола. Угол падения излучения становится более плоским. Количество энергии на единицу площади, которую стеклянный лист получает на свои вертикальные боковые секции, следовательно, существенно понижается. Однако важно, что эти боковые секции соответственно приводят к относительно повышенным температурам в отношении центральных секций остекления, чтобы обеспечить соответствующее формирование изгиба малого радиуса зон (16) и (17).
Кроме того, подъем крыльев (14) и (15) к стадии, где изгибание, особенно в направлении высоты лобового стекла, не завершено, может мешать этому изгибанию, по меньшей мере, одной рассматриваемой боковой секции. Фактически подъем этих крыльев в направлении, приближающемся к нормали относительно первоначальной плоскости стекла, другими словами, в направлении, близком к вертикали, заметно изменяет механизмы деформации стекла, которые связаны с силой тяжести. Почти вертикальное положение, в частности, прерывает формирование выпуклости вдоль зоны, соединяющей среднюю секцию и крылья, а также сами крылья.
Прерывание изгибания при "преждевременном" подъеме подвижных секций может приводить к дефектам, таким как изгибание в противоположном направлении в этих зонах (16) и (17). В действительности такие дефекты соответствовали бы, например, неадекватной или деформированной выпуклости в конечном остеклении в зонах с малым радиусом изгиба. В этой фигуре такой дефект виден, например, на профиле в левой части фигуры.
Ранее были предложены пути, чтобы попытаться устранить эти трудности. Как указано выше, они чаще всего относятся к изменениям, касающимся распределения энергии излучения при использовании более или менее интенсивно локализованного нагревания, в зависимости от зон, подвергаемых этому излучению. Такие расположения, конечно, обеспечивают лучшее распределение температур стеклянного листа. Однако они не обеспечивают точный контроль кинетики установки боковых секций относительно развития изгибания по ходу всего процесса.
В соответствии с этим изобретением детали, проанализированные выше в отношении фигуры 2а, частично воспроизведены. Начальные расположения стеклянного листа относительно элементов рамы являются такими же. Однако сочлененные боковые секции подвергают перемещениям, которые больше не происходят исключительно вследствие веса стекла, его размягчения и действия противовеса. В соответствии с изобретением перемещение этих сочлененных боковых секций (5) и (6) контролируется механически в соответствии с программой, которая учитывает температуры по всему стеклянному листу, и в особенности в зонах, которые подвергаются изгибанию с особенно выраженным изгибом, и, кроме того, состояние протекания формирования изгибов.
Практически это наиболее часто соответствует замедлению вертикального перемещения подвижных секций рамы относительно перемещения, которое произошло бы в условиях, подчеркнутых выше. Формирование изгибов ускоряют путем поддержания стеклянного листа в состоянии подвергания воздействию падающего излучения настолько интенсивно, насколько возможно. Очевидно, что трудности, указанные относительно предыдущих технологий, могут быть предотвращены. Кроме того, тот факт, что весь стеклянный лист удерживают в положении, которое является преимущественно параллельным к своду и полу печи после начала размягчения, позволяет более быстро достигать адекватных температур для формирования выраженных изгибов в зонах (16) и (17). Этим способом не только возможно предотвращать формирование дефектов изгибания, но и успешно модифицировать весь процесс.
Реализация процесса в соответствии с изобретением может быть иметь дополнительные особенности, предназначенные для дальнейшего улучшения формирования деталей остекления. Это состоит в особенности в проведении процесса изгибания так, чтобы адаптировать раму к развитию размягчения стекла.
В отношении фигур 2 очевидно, что стекло, помещенное в форме жестких плоских листов, первоначально удерживают в нескольких периферических точках. В конце процесса вся периферия опирается на раму в закрытом положении. Между этими двумя крайними стадиями стекло размягчается и пытается перемещаться по направлению к раме.
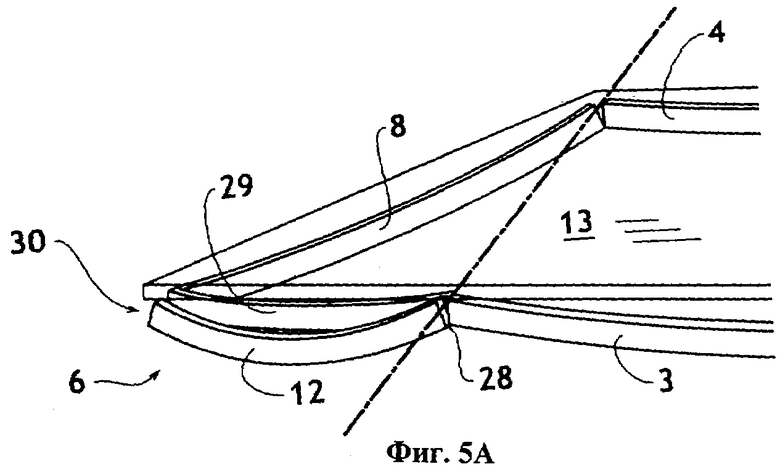
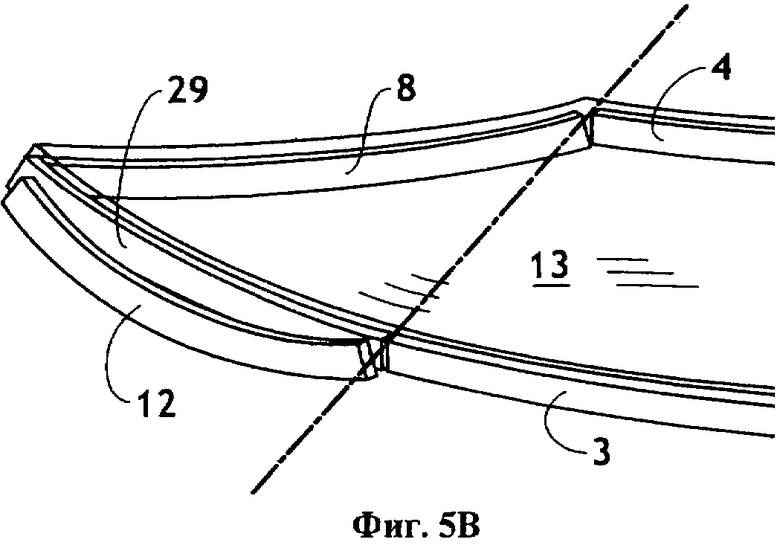
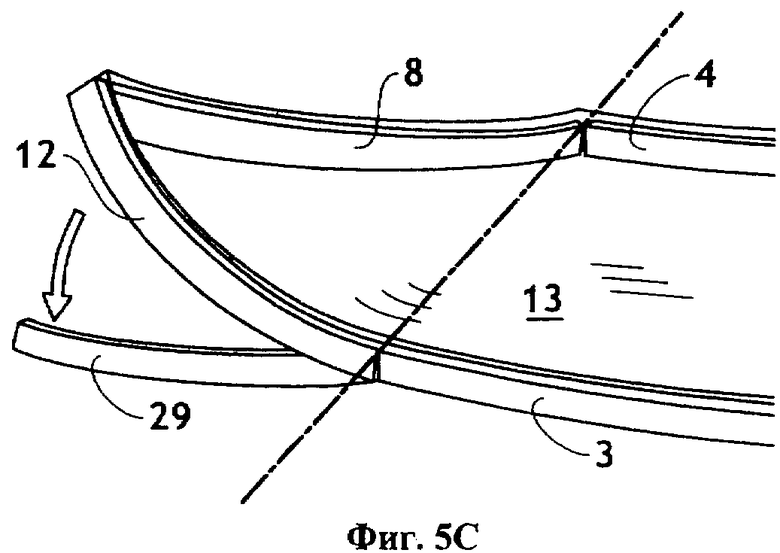
Фигура 5 показывает практический пример изобретения, включающего дополнительные средства для контроля изгибания.
В варианте осуществления изобретения, показанном в фигуре 5, начальное стекло разрезают на трапециевидные формы, чтобы произвести такое остекление, которое показано на фигуре 1. В этой форме зоны с малым радиусом изгиба, которые отделяют центральную секцию остекления, боковые секции, расположены близко к оси вращения Х подвижных секций рамы.
Когда раму удерживают открытой, хотя размягчение стекла старалось бы устанавливать подвижные боковые секции вертикально, предпочтительно, чтобы закрытие рамы не ограничивалось точкой, где боковые секции стекла оперлись бы на соответствующие элементы рамы. Опускание стекла на этой стадии привело бы к резкой деформации в точке соединения (28) подвижных секций рамы и ее фиксированных секций. Эта деформация, которая существенно увеличивается, когда вертикальное расположение само становится более выраженным, может приводить к дефекту в форме "складки" даже после конечной вертикальной установки боковых секций.
Чтобы предотвратить эту нежелательную "складку", можно провести вертикальное перемещение в несколько стадий. Контроль закрытия рамы фактически обеспечивает требуемую кинетику, чтобы следовать нужной разработке стекла. Таким образом, например, при замедлении закрытия рамы относительно размягчения стекла, возможно прогрессивно использовать это закрытие, чтобы, по меньшей мере, частично ограничивать существенный характер отмеченной выше "складки". Например, вертикальное размещение может первоначально заставлять перемещение подвижных секций быть ограниченным половиной перемещения полного вращения и задерживать остальное вращение, чтобы сделать более выраженным изгибание стекла при сохранении его в положении, где сила тяжести все еще играет существенную роль в изгибании в перпендикулярном направлении, и только затем заставлять завершать вертикальную установку с более или менее быстрой скоростью после того, как изгиб в перпендикулярном направлении достигает желательной степени.
Альтернативный или дополнительный путь для предотвращения появления этого типа дефекта состоит в том, чтобы устанавливать промежуточные средства удерживания (29) на подвижные секции рамы, которые моментально удерживают стекло на расстоянии от определенной рамы при уменьшении опускания стекла. Эти промежуточные средства удерживания особенно полезны в зонах, где изгиб имеет малый радиус. Пример на фигуре 5 относится к подвижной секции (12) рамы.
Промежуточные средства удерживания (29), например сочлененная поперечина на элементе (12) подвижного конца (6), удерживают стекло в периферии на подвижных секциях рамы до тех пор, пока определенная степень вертикального положения этих подвижных секций не будет достигнута. Так как средства удерживания (29) являются изогнутыми внутрь в меньшей степени, чем элемент (12), или вообще не изогнуты внутрь, они дают возможность снижать складывание в месте соединения фиксированных и подвижных секций рамы. Идеально, чтобы в конце первой части процесса эти промежуточные средства (29) были расположены на всем протяжении фиксированных секций (3) рамы, предотвращая любой риск формирования этой складки.
Промежуточные удерживающие средства (29) затем отводят, чтобы освободить соответствующий конечный элемент (12) и позволить стеклу продолжить процесс формования до тех пор, пока оно не входит в контакт с этой частью рамы.
Различные стадии являются предметом фигур 5а, b и с. В фигуре 5а при начале этого процесса стеклянный лист (13) является плоским и опирается на конец (30) подвижной секции (12). Он также опирается на точки соединения между фиксированной секцией (3, 4) и подвижной секцией рамы. Именно в этом положении, и в особенности в точке (28), имеется риск того, что стекло сложится необратимо, если размягчение стекла продолжается, и оно продолжает опускаться до рамы (3 и 12).
Чтобы ограничить эффект складывания, можно частично поднять конец (6) рамы контролируемым (или неконтролируемым) образом. При уменьшении угла в точке соединения, риск формирования необратимой складки также снижается. Также возможно, либо альтернативно, либо одновременно, удерживать размягченный лист, как показано в фигуре 5b, поперечиной (29).
Преимущественно на этой первой стадии поперечину (29) устанавливают так, чтобы поддержка, оказанная стеклу, выполнялась без образования складки, так как профиль поперечины расположен на всем протяжении фиксированной секции (3).
Остальная часть процесса включает конец подъема конца (6) и освобождение элемента (12) при опускании поперечины (29). Последовательность этих операций зависит от рассматриваемого случая. Опускание поперечины (29) обязательно предшествует почти вертикальному расположению конца (6). Когда конечное положение операции подъема заметно ниже, опускание может происходить в момент подъема, который даже может быть после того, как он завершен. Практически, так как формирование панорамных деталей остекления ведет к очень выраженному подъему, опускание поперечины (29) предшествует концу подъема и предпочтительно происходит перед тем, как поворот превышает угол 45 градусов.
Различные методы, ведущие к закрытию рамы, могут протекать без перерыва или, наоборот, могут быть выполнены в отдельных последовательностях. Эта последняя процедура особенно подходит для рам, продвигающих секцию за секцией в печи с остановкой рамы на каждой секции в течение установленного времени, например одной минуты, а затем с перемещением следующей секции. В этом случае механизм контроля рамы приспособлен так, чтобы он мог быть приведен в действие в каждой секции печи, где положение боковых секций рамы должно быть изменено.
Практически если можно контролировать процесс подъема боковых секций от начала до конца, например, как указано ниже в отношении фигуры 4, ход этого процесса может частично проводиться традиционным образом, другими словами, он может проводиться путем взаимодействия между размягчением стекла и действия противовеса. Возможный путь состоит в проведении, таким образом, в первой стадии и только для части перемещения, приводящего к частичной вертикальной установке с использованием традиционных средств. Это может иметь место, например, когда несколько стадий проводят так, как указано выше, чтобы предотвратить формирование складки. В этом случае перемещение боковых секций останавливают в момент вертикальной установки и впоследствии контролируют, чтобы замедлить процесс остальной установки в вертикальном положении.
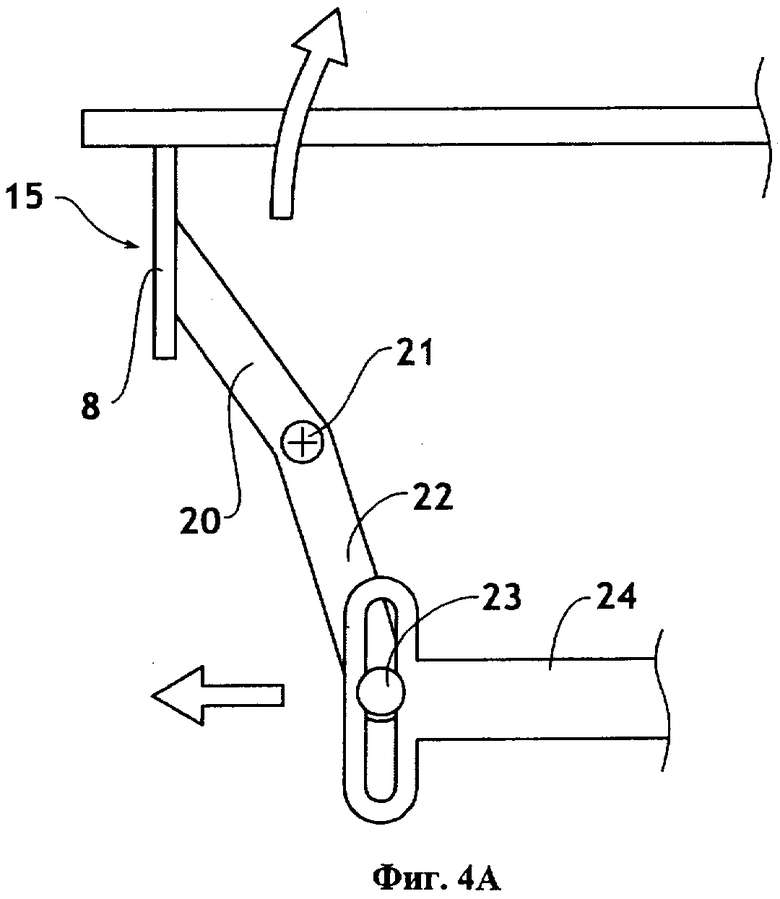
Фигура 4 показывает способ механического контроля за боковыми секциями рамы. Для ясности показаны только подвижные элементы этого механизма, а все элементы, формирующие опору, исключены.
Подвижная боковая секция (15) соединена с прямоугольным плечом рычага (20) под прямым углом. Обеспечивается вращательное перемещение вокруг оси (21). Прямоугольное плечо (22) зацепляется в ползуне (23) на его конце. Этот ползун соединен в одной части со стержнем (24). Конец этого стержня сочленен на вращающейся подвижной плите. Эта плита захватывается посредством реечной системы (rack system) (25, 26). Рейка приводится в действие поршнем (27).
Все части механизма, описанного выше, поддерживаются рамой и ее станиной. Только поршень (27) независим от этой конструкции. Это представляет собой механизм, который преимущественно движется снаружи печи через ее стенки.
Необходимо заметить, что этот способ представляет собой только одно из возможных воплощений. Эквивалентные средства представляют собой, например, системы винтового конвейера, системы зубчатой передачи и т.д. На выбор в этой области влияют, главным образом, необходимость осуществлять способы, которые могут выдерживать условия, наложенные повторным пропусканием через печь без повреждения и без дорогостоящего обслуживания.
Изобретение дает возможность производить детали остекления "панорамного" типа, со сложными или комплексными изгибами, и в особенности с малым радиусом изгиба на расстоянии от краев.
Полученные детали остекления сохраняют выпуклые изгибы, заданные даже вдоль секций с этими изгибами малого радиуса. Реализация изобретения демонстрирует, что формирование этой зоны с малым радиусом изгиба в конце процесса дополнительно изменяет выпуклость другого изгиба в этой специфической зоне. Тем не менее, отмеченное изменение заметно снижает возможность и не приводит к обратному изгибу в виде "изгиба в противоположную сторону", другими словами, выпуклая форма сохраняется, даже если выпуклость слегка понижается в ходе формирования этого изгиба малого радиуса.
| название | год | авторы | номер документа |
|---|---|---|---|
| МОЛЛИРОВАНИЕ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2465225C2 |
| СПОСОБ И УСТРОЙСТВО ВЫПУКЛОГО ИЗГИБАНИЯ СТЕКЛЯННОЙ ПЛАСТИНЫ | 1994 |
|
RU2121983C1 |
| УСТРОЙСТВО И СПОСОБ ИЗГИБАНИЯ ПРЕССОВАНИЕМ СТЕКЛЯННЫХ ЛИСТОВ | 2018 |
|
RU2742682C1 |
| ГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СТЕКЛА ДЛЯ ИСПОЛЬЗОВАНИЯ В ОСТЕКЛЕНИИ САМОЛЕТА | 2013 |
|
RU2641346C2 |
| АВТОТРАНСПОРТНОЕ СРЕДСТВО С КОНСТРУКЦИЕЙ КУЗОВА И СПОСОБ МОНТАЖА КОНСТРУКЦИОННОЙ КРЫШИ НА КОНСТРУКЦИИ КУЗОВА АВТОТРАНСПОРТНОГО СРЕДСТВА | 2016 |
|
RU2710417C2 |
| Устройство для изготовления гнутого стеклянного листа | 1979 |
|
SU1120922A3 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ И СПОСОБ ИЗГИБАНИЯ СТЕКЛЯННОГО ЛИСТА | 2008 |
|
RU2476388C2 |
| ПЕЧЬ И СПОСОБ НАГРЕВА ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2090523C1 |
| СВЕТЯЩЕЕСЯ ОСТЕКЛЕНИЕ | 2013 |
|
RU2660817C2 |
Изобретение относится к способу изгибания стеклянных листов. Технический результат изобретения заключается в исключении недопустимых деформаций при формировании изгиба малого радиуса по высоте остекления в совокупности с поперечным изгибом. По меньшей мере, один лист стекла размещают на раме. Рама выполнена с подвижными боковыми секциями. Профиль рамы в конце процесса соответствует тому профилю, который должны иметь листы стекла по периферии. Раму помещают в печь, в которой температура прогрессирующе увеличивается до тех пор, пока она не достигнет температуры размягчения стекла. Стекло деформируется под собственным весом. Перемещение боковых секций рамы на стадиях изгибания, по меньшей мере, частично контролируют независимо от состояния размягчения стекла. После изгибания температуру понижают для отверждения стекла. 4 н. и 10 з.п. ф-лы, 4 ил.
1. Способ изгибания стеклянных листов, где один или более стеклянных листов помещают на раму, профиль которой в конце процесса соответствует тому, который лист(ы) должен(ны) иметь на своей периферии, причем указанная рама имеет тип с подвижными боковыми секциями, перемещающимися от так называемого "открытого" положения в начале процесса к так называемому "закрытому" положению в конце этого процесса; раму, несущую стеклянный(е) лист(ы), вставляют в печь, в которой температура прогрессирующе увеличивается до тех пор, пока она не достигает температуры размягчения стекла, которое деформируется под его собственным весом, чтобы приобрести форму рамы на своей периферии; и где, как только конечная форма достигнута, температуру быстро понижают для отверждения стекла; и где перемещение боковых секций рамы на стадиях изгибания по меньшей мере частично контролируют независимо от состояния размягчения стекла.
2. Способ по п.1, где перемещение боковых секций рамы замедляют по сравнению с перемещением, которое следовало бы только за размягчением стекла.
3. Способ по п.2, где перемещение боковых секций рамы начинают после того, как изгибы, за исключением соответствующих этому перемещению, практически закончены.
4. Способ по одному из предшествующих пунктов, где перемещение боковых секций рамы является достаточно быстрым, чтобы гарантировать, что изгибание, достигнутое перед этим перемещением, существенно не развивается в ходе этого перемещения или после него.
5. Способ по одному из предшествующих пунктов, где охлаждение стекла предпринимают немедленно после перемещения боковых секций рамы.
6. Способ по п.1 или 2, где перемещение боковых секций рамы включает несколько стадий, причем первое частичное перемещение осуществляется, чтобы уменьшить неоднородность изгиба стекла, полученную в месте соединения между фиксированными секциями и подвижными боковыми секциями рамы.
7. Способ по п.6, где первое частичное перемещение проводят при совместном действии размягчения стекла и противовеса.
8. Способ по одному из предшествующих пунктов, где рама включает один или несколько двойных наборов средств удерживания на ее подвижных секциях, причем эти средства удерживания действуют последовательно, чтобы поддерживать стекло на его периферии, и эта последовательность приводит к все более и более выраженному изогнутому профилю.
9. Способ по п.8, где конечное перемещение подвижных боковых секций проводят после того, как последовательные средства удерживания, которые несут эти подвижные боковые секции, вводят в действие вплоть до получения наиболее сильно выраженного профиля вдоль этих подвижных секций.
10. Способ по п.6, или 7, или 8, где первое средство удерживания с ограниченным изгибом поддерживает стекло вдоль одной секции из по меньшей мере подвижных секций рамы в конце первого частичного перемещения этих подвижных секций, причем это первое средство удерживания затем отводят, чтобы освободить средство удерживания с более сильно выраженным изгибом и освободить стекло для оставшегося перемещения подвижных секций.
11. Способ по одному из предшествующих пунктов, где перемещение подвижных секций рамы начинают, когда стекло достигает определенной температуры.
12. Устройство для выполнения способа в соответствии с одним из предшествующих пунктов, где подвижные боковые секции приводят в движение действием противовеса, на первой стадии эти подвижные секции удерживают в положении против действия противовеса задвижкой, механически приводимой в действие в данной точке при продвижении через печь.
13. Устройство для выполнения способа в соответствии с одним из пп.1-11, в котором либо поршень, установленный на пути рам в печи для изгибания, заставляет набор стержней и кулачков, реек или рукояток, которые несет рама, вызывать перемещение подвижных боковых секций рамы, либо вал, который на своем конце имеет зубчатую передачу на пути рам в печи для изгибания, входит в зацепление с соответствующей зубчатой передачей, которую несет рама, причем эта вторая зубчатая передача приводит в действие набор стержней посредством реек, кулачков или рукояток, вызывающих также перемещение подвижных боковых секций формы независимо от состояния размягчения стекла.
14. Остекление с теми свойствами, которые получены способом в соответствии с одним из пп.1-11, и имеющее изгиб в двух направлениях.
| US 3307930 A, 07.03.1967 | |||
| US 6595027 В1, 22.07.2003 | |||
| US 6158247 А, 12.12.2000 | |||
| JP 2003335533 А, 25.11.2003. |

