Изобретение относится к прсмьвпленности строительства и стройматериалов, в частности к стекольной промышленности, к приспособлениям для захвата и изготовления гнутого листо- s вого стинла.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для изготовления гнутого стеклянного 10 листа, содержащее штангу с уравновешивающими рычагами на ней, на одном конце каждого из которых закреплены блоки подвески с зажимами для стекла, а на другом - противовесы lj . 15
В известном устройстве захваты оказывают концевое или 6oj5OBoe натяжение на плоский стеклянный лист, действующее в плоскости стекла с тем, чтобы поддерживать лист плос- 20 КИМ, и невозможно получить изогнутый стеклянный лист.
Цель изобретения - повышение качества гнутья.
Поставленная цель достигается тем,25 что в устройстве для изготовления гнутого стеклянного листа, содержащем штангу с уравновешивающими рычагами на ней, на одном конце каждого из которых закреплены блоки подвески с ЗО захватами для стекла, а на другом противовесы, каждый уравновешивающий рычаг установлен поперек штанги.
Целесообразно каждый уравновешивающий рычаг выполнять с опорной приз- г мой, жесткс прикрепленной к штанге.
При этом опорная призма выполнена с возможность поворота вокруг вертикальной оси относительно штанги.
Подвеска может быть выполнена в о виде крюка с шариком на верхнем конце , входящим в чашеобразный подшипник, плотно вставленный в плечо рычага, С целью ограничения поворота уравновешивающего рычага целесооб- д разно устройство снабдить скобой, расположенной поверх одного плеча рычага и жестко прикрепленной к штанге.
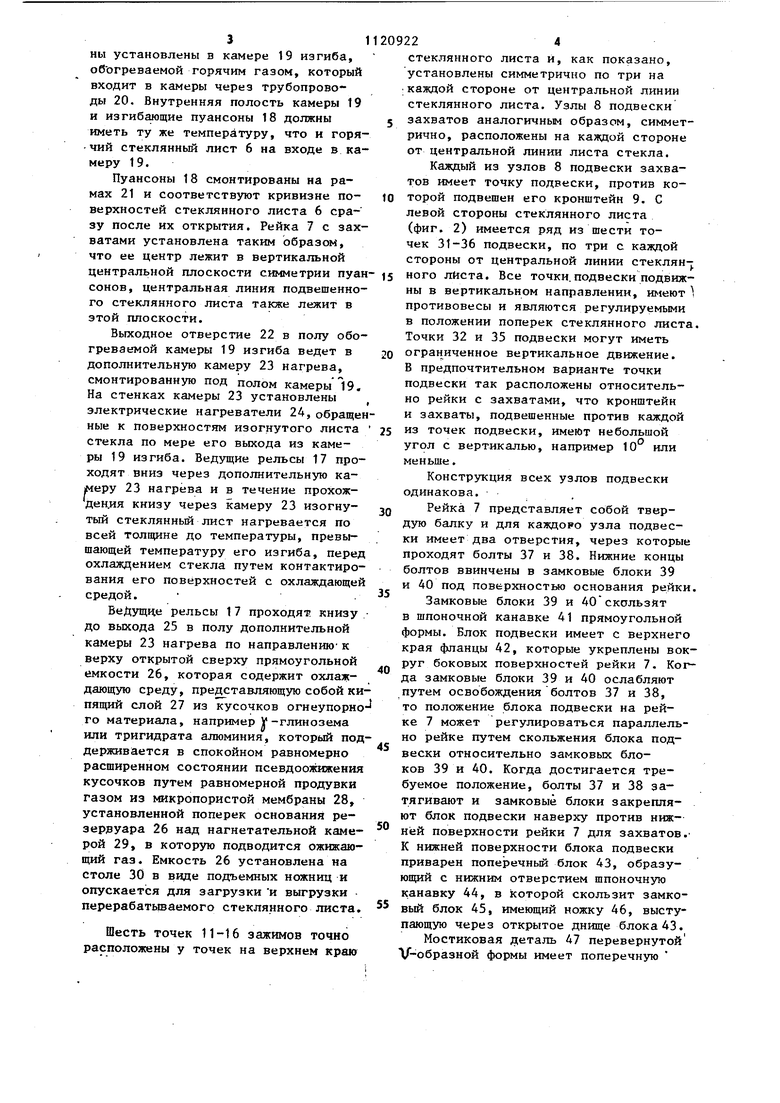
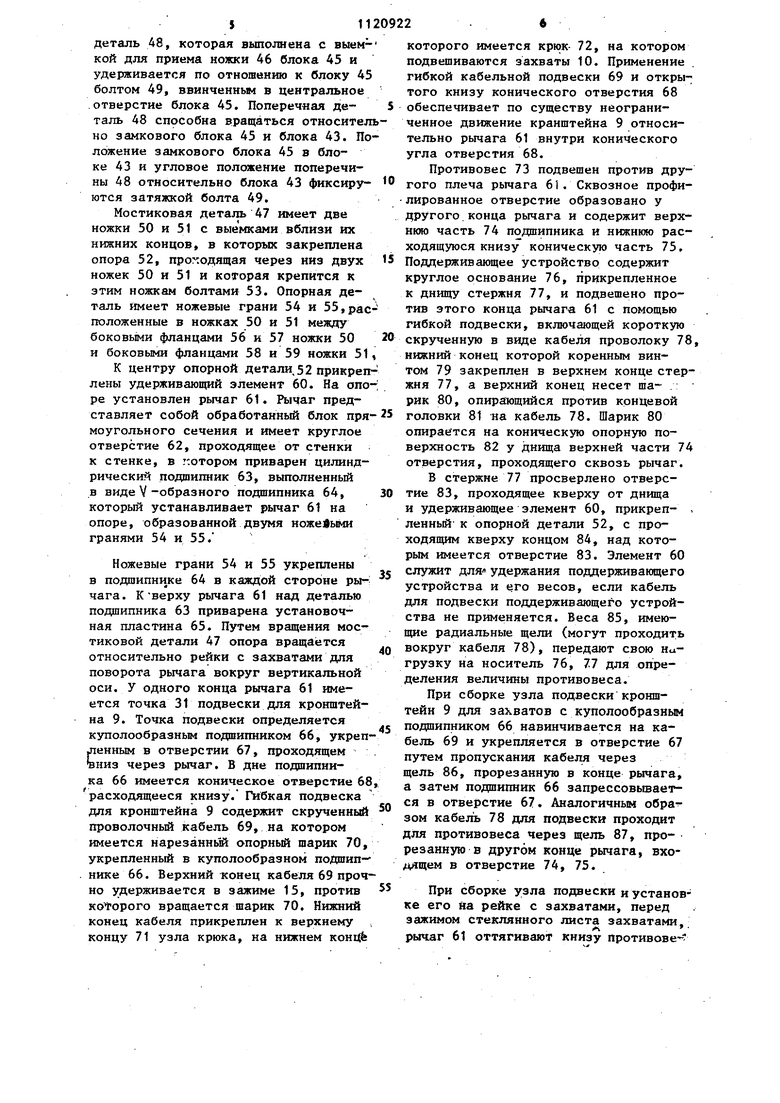
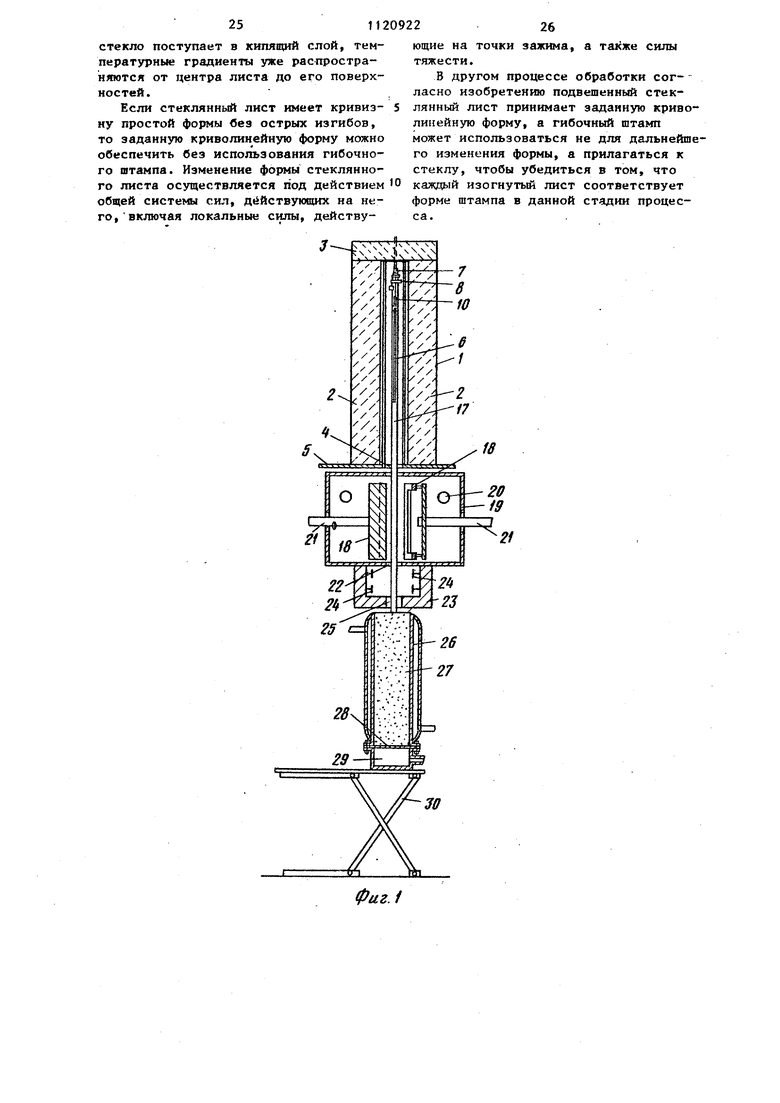
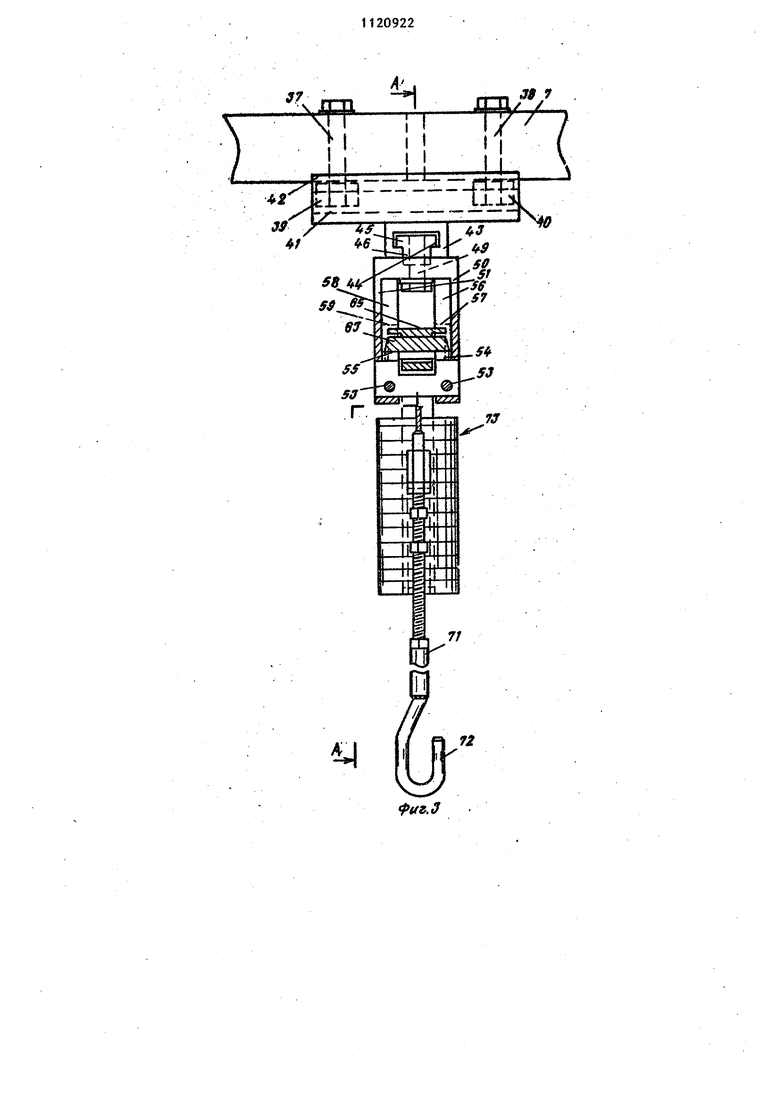
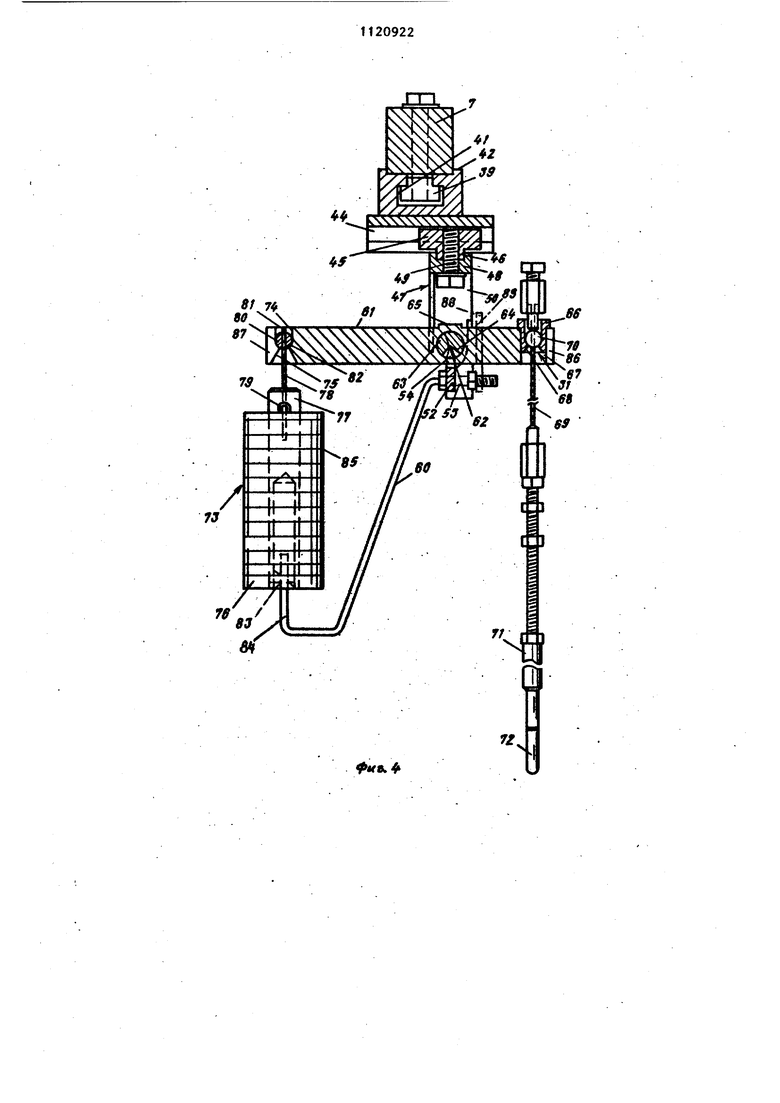
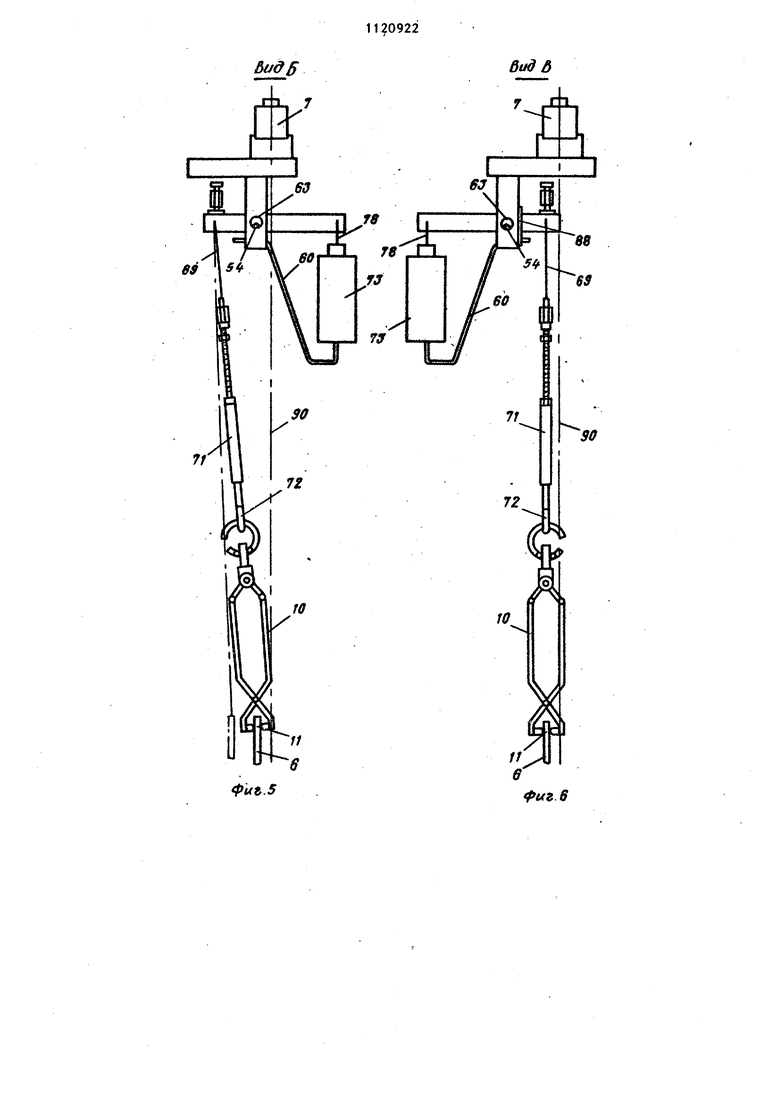
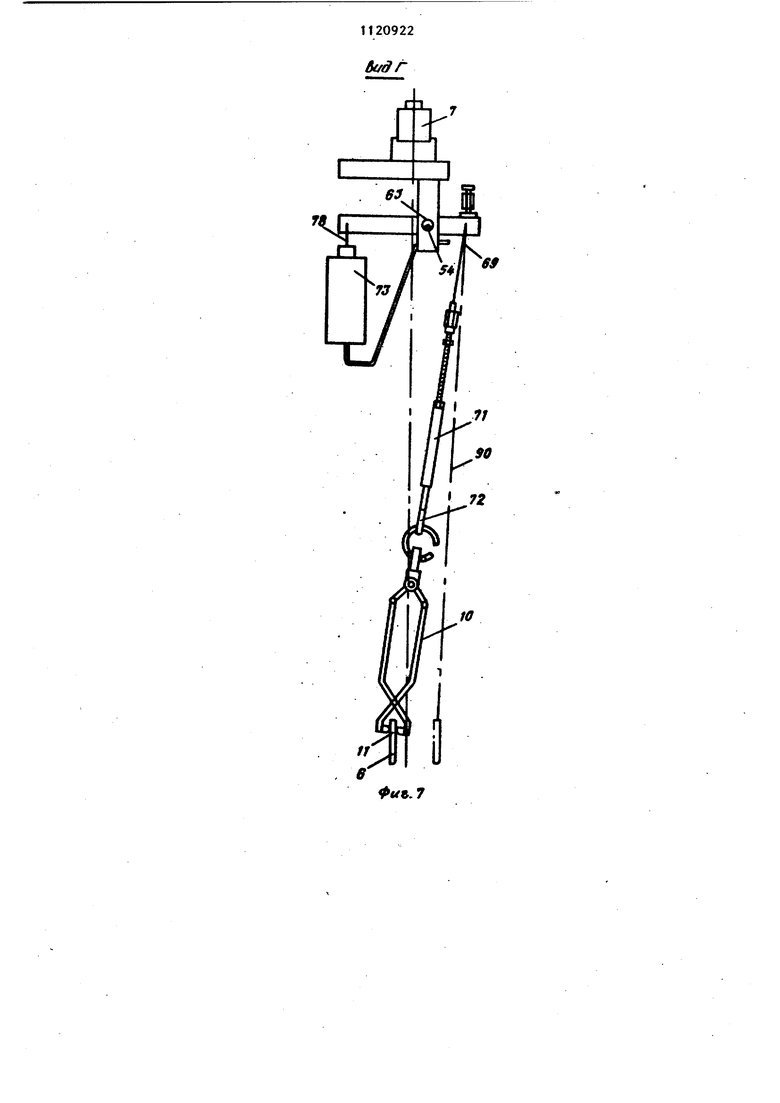
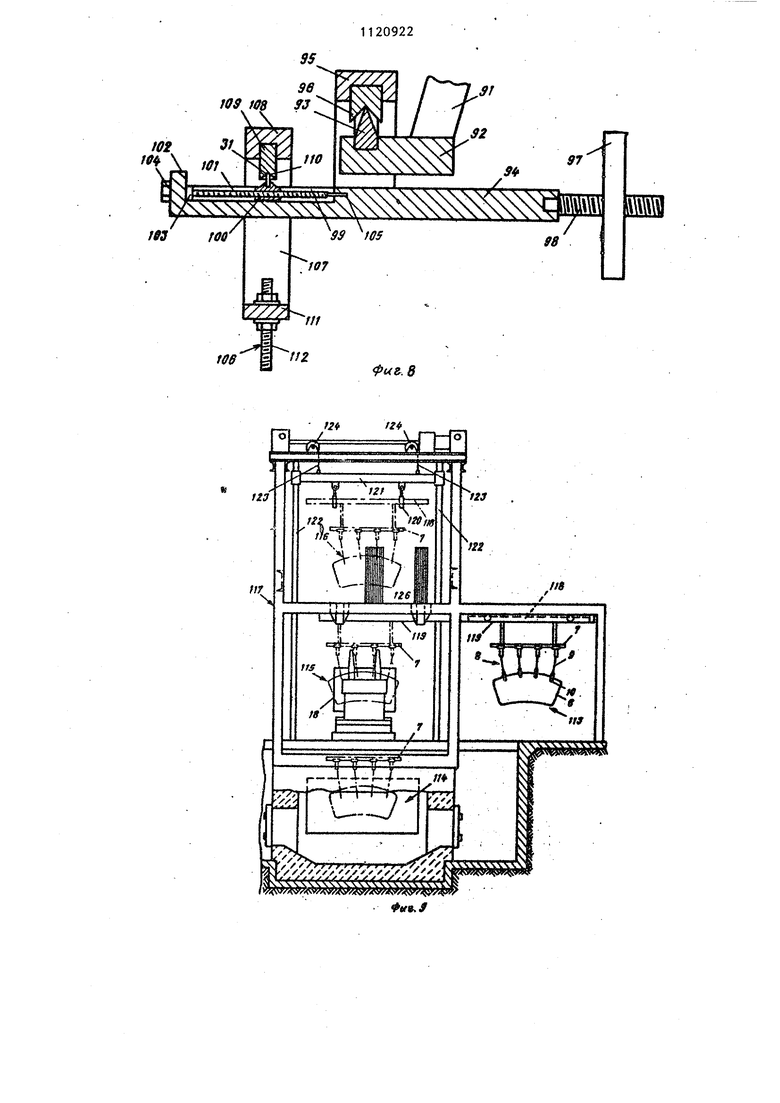
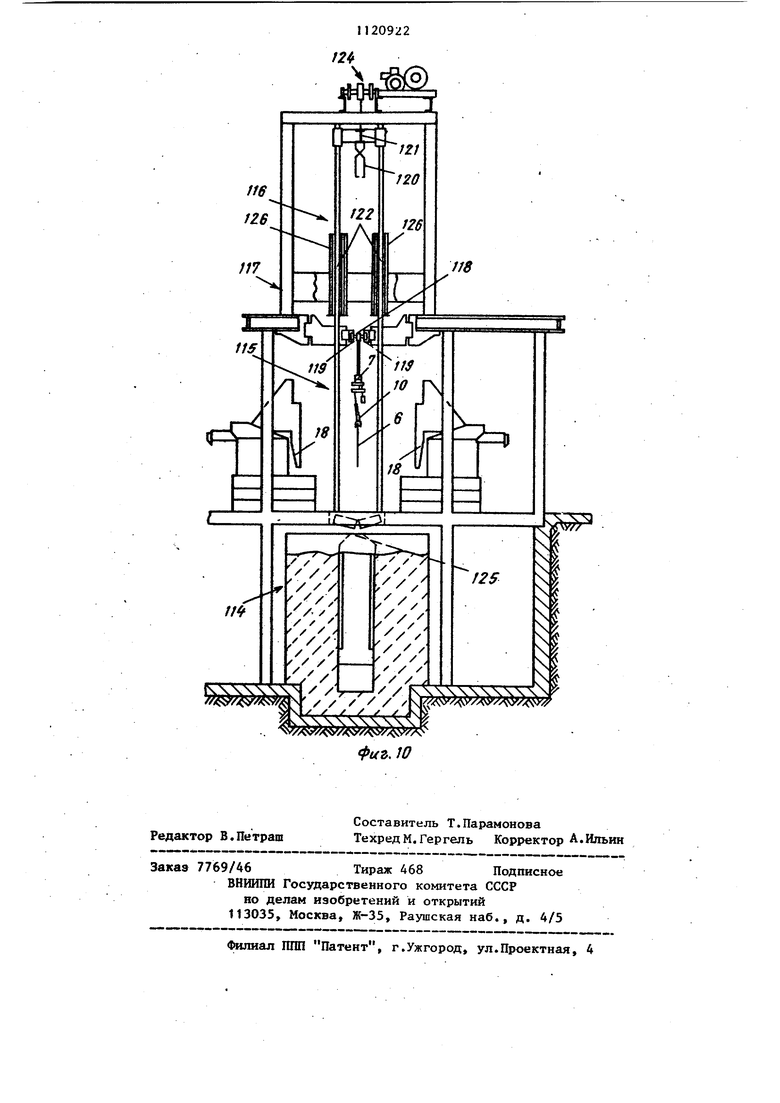
На фиг. 1 схематически показано устройство, вертикальный разрез, на 50 фиг. 2 - тонкий стеклянный лист, подвешенный против ряда узлов подвески с захватами, вид спереди| на фиг. 3один из ряда узлов подвески захватов, вид спереди, частичньй разрез} на 55 фиг. 4 - сечение А-А на фиг. 3 на фиг. 5 - вид по стрелке Б на фиг. 2 (первый узел подвески захвата и захваты, сплошными линиями показано положение листа стекла с кронштейном и захватами, когда лист плоский, и прерывистыми линиями - положение листа, захватов и кронштейна, когда лист изогнут)i на фиг. 6 - вид по стрелке В на фиг. 2 (второй узел подвески захватов)} на фиг. 7 - вид по стрелке Г на фиг. 2 (третий узел подвески захватов)} на фиг. .8 - вариант узла подвески, вид сбоку на фиг. 9вариант устройства для изготовления гнутого стеклянного листа, вид спереди, частичный разрез{ на фиг. 10то же, вид сбоку.
Устройство может применяться в вертикально установленном виде.
Вертикальная печь 1 имеет боковые стенки 2 и крьшу 3, изготовленные из обычного огнеупорного материала. Днище печи имеет удлиненное отверстие 4 в основании 5, на котором установле на печь. Для закрытия отверстия предусмотрена подвижная заслонка известной конструкции (не показана).
Лист 6 известково-натриевого стекла, который следует изогнуть до искривленной формы, отвечающей ветровому стеклу моторного транспортного средства, обрезают до требуемой формы (фиг. 2), выравнивают обрезанные края а затем подвешивают против рейки 7 с захватами с помощью шести узлов 8 подвески на захватах, которые расположены на рейке 7 и отстоят один от другого на заданном расстоянии симметрично по три на каждой стороне от центра рейки с захватами. Каждый узел подвески на захватах имеет кронш- теин 9 для пары захватов 10, зажимающих верхний край стеклянного листа 6 в ряду зажимов 11-16, расположенных на некотором расстоянии один от другого вдоль верхнего края стеклянного листа. Пары захватов 10 имеют обычную конструкцию и защелкиваются весом листа 6 стекла, зажатого между точками захвата.
Рейка 7 с захватами подвешена против обычной тали (не показана) и перемещается на вертикальных ведущих рельсах 17, которые проходят книзу из печи для опускания и подъема рейки 7 с захватами.
На пути стеклянного листа, когда он выходит из печи после нагрева до температуры изгиба, расположена пара изгибающих пуансонов 18. Пуансо3ны установлены в камере 19 изгиба, обогреваемой горячим газом, который входит в камеры через трубопроводы 20. Внутренняя полость камеры 19 и изгибающие пуансоны 18 должны иметь ту же температуру, что и горя-чий стеклянный лист 6 на входе в камеру 19. Пуансоны 18 смонтированы на рамах 21 и соответствуют кривизне поверхностей стеклянного листа 6 сразу после их открытия. Рейка 7 с захватами установлена таким образом, что ее центр лежит в вертикальной центральной плоскости симметрии пуан сонов, центральная линия подвешенного стеклянного листа также лежит в этой плоскости. Выходное отверстие 22 в полу обогреваемой камеры 19 изгиба ведет в дополнительную камеру 23 нагрева, смонтированную под полом камеры 19. На стенках камеры 23 установлены электрические нагреватели 24, обраще ные к поверхностям изогнутого листа стекла по мере его выхода из камеры 19 изгиба. Ведущие рельсы 17 проходят вниз через дополнительную камеру 23 нагрева и в течение прохожден.ия книзу через камеру 23 изогнутый стеклянный лист нагревается по всей толщине до температуры, превышающей температуру его изгиба, перед охлаждением стекла путем контактирования его поверхностей с охлаждающей средой. БеДущче рельсы 17 проходят книзу до выхода 25 в полу дополнительной камеры 23 нагрева по направлениюк верху открытой сверху прямоугольной емкости 26, которая содержит охлаждающую среду, представляющую собой ки пящий слой 27 из кусочков огнеупорно го материала, например У-глинозема или тригидрата алюминия, который под держивается в спокойном равномерно расширенном состоянии псевдоожижения кусочков путем равномерной продувки газом из микропористой мембраны 28, установленной поперек основания резерруара 26 над нагнетательной камерой 29, в которую подводится ожижающий газ. Емкость 26 установлена на столе 30 в виде подъемных ножниц и опускается для загрузки и выгрузки перерабатываемого стеклянного листа Шесть точек 11-16 зажимов точно расположены у точек на верхнем краю 24 стеклянного листа и, как показано, установлены симметрично по три на каждой стороне от центральной линии стеклянного листа. Узлы В подвески захватов аналогичньм образом, симметрично, расположены на каящой стороне от Центральной линии листа стекла. Каждый из узлов 8 подвески захватов имеет точку подвески, против которой подвешен его кронштейн 9. С левой стороны стеклянного листа (фиг. 2) имеется ряд из шести точек 31-36 подвески, по три с каждой стороны от центральной линии стеклянного листа. Все точки, подвески подвижны в вертикальном направлении, имеют , противовесы и являются регулируемыми в положении поперек стеклянного листа. Точки 32 и 35 подвески могут иметь ограниченное вертикальное движение. В предпочтительном варианте точки подвески так расположены относительно рейки с захватами, что кронштейн и захваты, подвешенные против каждой из точек подвески, имеют небольшой угол с вертикалью, например Ю или меньше. Конструкция всех узлов подвески одинакова. Рейка 7 представляет собой твердую балку и для каждоро узла подвески имеет два отверстия, через которые проходят болты 37 и 38. Нижние концы болтов ввинчены в замковые блоки 39 и 40 под поверхностью основания рейки. Замковые блоки 39 и 40скользят в шпоночной канавке 41 прямоугольной формы. Блок подвески имеет с верхнего края фланцы 42, которые укреплены вокруг боковых поверхностей рейки 7. Когда замковые блоки 39 и 40 ослабляют путем освобождения болтов 37 и 38, то положение блока подвески на рейке 7 может регулироваться параллельно рейке путем скольжения блока подвески относительно замковых блоков 39 и 40. Когда достигается требуемое положение, болты 37 и 38 затягивают и замковые блоки закрепляют блок подвески наверху против нижней поверхности рейки 7 для захватов. К нижней поверхности блока подвески приварен поперечньй блок 43, образующий с нижним отверстием шпоночную канавку 44, в которой скользит замковый блок 45, имеющий ножку 46, выступающую через открытое днище блока 43. Мостиковая деталь 47 перевернутой V-образной формы имеет поперечную 511 деталь 48, которая выполнена с выемкой для приема ножки 46 блока 45 и удерживается по отношению к блоку 45 болтом 49, ввинченным в центральное отверстие блока 45, Поперечная деталь 48 способна вращаться относител но замкового блока 45 и блока 43. По ложение замкового блока 45 в блоке 43 и угловое положение поперечины 48 относительно блока 43 фиксируются затяжкой болта 49. Мостиковая деталь 47 имеет две ножки 50 и 51 с выемками вблизи их нижних концов, в которых закреплена опора 52, про :одящая через низ двух ножек 50 и 51 и которая крепится к этим ножкам болтами 53. Опорная деталь имеет ножевые грани 54 и 55,рас пюложенные в ножках 50 и 51 между боковыми фланцами 56 и 57 ножки 50 и боковыми фланцами 58 и 59 ножки 51 К центру опорной детали. 5 2 прикреп лены удерживающий элемент 60. На опо ре установлен рычаг 61. Рычаг представляет собой обработанный блок пря моугольного сечения и имеет круглое отверстие 62, проходящее от стенки к стенке, в тсотором приварен цилиндрический подшипник 63, выполненный в виде V-образного подшипника 64, который устанавливает рычаг 61 на опоре, образованной двумя ножевыми гранями 54 и 55. Ножевые грани 54 и 55 укреплены в подшипнике 64 в каждой стороне рычага. Кверху рычага 61 над деталью подшипника 63 приварена установочная пластина 65. Путем вращения мостиковой детали 47 опора вращается относительно рейки с захватами для поворота рычага вокруг вертикальной оси. У одного конца рычага 61 имеется точка 31 подвески для кронштейна 9. Точка подвески определяется куполообразным подшипником 66, укреп ленным в отверстии 67, проходящем вниз через рычаг. В дне подшипника 66 имеется коническое отверстие 68 расходящееся книзу. Гибкая подвеска для кронштейна 9 содержит скрученньй проволочньй кабель 69, на котором имеется нарезанный опорньй шарик 70, укрепленный в куполообразном подшипнике 66. Верхний конец кабеля 69 проч но удерживается в зажиме 15, против которого вращается шарик 70. Нижний конец кабеля прикреплен к верхнему концу 71 узла крюка, на нижнем конЦё 2 которого имеется крюк- 72, на котором подвешиваются захваты 10. Применение . гибкой кабельной подвески 69 и открытого книзу конического отверстия 68 обеспечивает по существу неограниченное движение кранштейна 9 относительно рычага 61 внутри конического угла отверстия 68. Противовес 73 подвешен против другого плеча рычага 61. Сквозное профилированное отверстие образовано у другого конца рычага и содержит верхнюю часть 74 подшипника и нижнюю расходящуюся книзу коническую часть 75. Поддерживакщее устройство содержит круглое основание 76, прикрепленное к днищу стержня 77, и подвешено против этого конца рычага 61 с помощью гибкой подвески, включающей короткую скрученную в виде кабеля проволоку 78, нижний конец которой коренным винтом 79 закреплен в верхнем конце стержня 77, а верхний конец несет ша- : рик 80, опирающийся против концевой головки 81 на кабель 78. Шарик 80 опирается на коническую опорную поверхность 82 у днища верхней части 74 отверстия, проходящего сквозь рычаг. В стержне 77 просверлено отверстие 83, проходящее кверху от днища и удерживающее элемент 60, прикреп- . ленный к опорной детали 52, с проходящим кверху концом 84, над которым имеется отверстие 83. Элемент 60 служит для удержания поддерживающего устройства и его весов, если кабель для подвески поддерживающего устройства не применяется. Веса 85, имеющие радиальные щели (могут проходить вокруг кабеля 78), передают свою нчгрузку на носитель 76, 77 для определения величины противовеса. При сборке узла подвески кронштейн 9 для захватов с куполообразным подшипником 66 навинчивается на кабель 69 и укрепляется в отверстие 67 путем пропускания кабеля через щель 86, прорезанную в конце рычага, а затем подшипник 66 запрессовьшается в отверстие 67. Аналогичным образом кабель 78 для подвески проходит для противовеса через щель 87, прорезанную в другом конце рычага, входящем в отверстие 74, 75. При сборке узла подвески и установке его йа рейке с захватами, перед зажимом стеклянного листа захватами, рычаг 61 оттягивают книзу противовесом, а вращение ограничивается пластиной 65 против фланцев 57 и 59.
Путем ослабления болтов 37, 38 и 49 -можно найти точное положение точки 31 подвески. Эту точку подвески рассматривают как точку, где шарик 70 входит в горловину отверстия 68 I Регулировку осуществляют путем сколь|жения блока на замковых блоках 39 и 40, путем скольжения ползуна 45 в шпоночной канавке 44 и, при необходимости, путем поворота поперечной детали 48 вокруг болта 49. Когда точка 31 подвески находится в требуемом положении относительно рейки с захватами, болты 37, 38 и 49 затягивают
Третий, четвертьЕЙ и шестой узлы подвески с точками 33, 34 и 36 подвески идентичны описанному узлу, причем границы поворота рычага 61 определяются пластиной 65 на фланцах 57, 59 или 56, 58 ножек мостика, поддерживающего опору. Точки 32 и 35 подвески, однако, фиксируются путем ограничения вращательного движения плеча рычага 61, несущего точку подвески.
Фиксирующие устройства включают съемный хомут 88 перевернутой Y-обраной формы (показано точечными линиями, на фиг. 5). Этот хомут установлен над плечом рычага, несущего поворотные точки 32 и 35, и крепится к болтам 53, фиксирующим положение опорной детали 52. Нижняя поверхность верхней поперечной детали хомута 88 имеет ножевую грань 89, действующую в качестве стопора, предотвращающего нарзшное вращение плеча рычага, несущего точку подвески. Противовес 73 поддерживает плечо рычага в пластине против ножевой грани 89, фиксируя тем самым положение точки 32 и 35 соответственно.
Изменения длины кабеля 69 и кронштейна 71 необходимы для приспособления к форме верхней грани листа стекла. Третий и четвертый узлы подвески крепятся к рейке с захватами своими точками 33 и 34 подвески позади листа 6, а их противовесы находятся впереди листа. Закрепленные узлы подвески, а именно второй и пятый, регулируют таким «образом, что их точки 32 и 35 подвески лежат сразу же позади листа 6, а их противовесы находятся впереди листа.
Величина и направление индивидуаль ной силы, приложенной к плоскому лис
ту стекла у каждой из точек 11 и 16 зажима, определяется весом кронштейнов и захватов, положениями точек 31 и 36 подвески относительно точек 11 и 16 зажима, массой противовесов незакрепленного узла подвески. Масса противовеса каждого незакрепленного узла подвески определяет вертикальную составляницую силы, приложенной к точке зажима, относящейся к этому узлу подвески. По мере того, как свободно подвешенный горячий лист стекла приближается к предопределенной искривленной форме, положения точек зажима относительно точек подвес ки изменяются и величины и направления сил, приложенных к стеклу у точек зажима, также изменяются в период изменения формы стеклу. Это означает, что влияние общей:системы сил действующих на лист стекла при изме- , нении формы листа, уменьшается по мере того, как лист приближается к предопределенной искривленной форме.
При вращении рейки 7 с захватами или при искривлении в вертикальной плоскости на небольшую величину, на- . пример, вызываемую некоторым вертикальным перемещением точек подвески, происходит компенсирующее вертикальное движение точек 31, 33 и 34 подвески благодаря повороту рычагов, уравновешенных противовесами, несущими зти точки подвески, так, что фактически у каждой из точек зажима продолжает воздействовать на стеклянный лист одна и та же сила. Так.чм образом, подвеска стекла зффективно отключается от перемещений рейки с захватами, вызываемых, например, вращением или искривлением рейки.
Поскольку в каждом узле подвески точка подвески, а именно точка 31 первого узла, точки 55 и 54 приложения силы, а также точка, в которой подвешен противовес 73, на другом плече рычага располагаются на прямой линии, то устанавливается равновесие со стеклом. Это означает, что, если изменяется угол рычага 61 вслед-г ствие перемещения стержня с выступом из-за сгибания или провисания, либо вследствие перемещений стекла в процессе изгибания из плоского в криволинейное состояние, вертикальные составляклще силы, действующей на стекло в точках зажима,не изменяются.
Устройство работает следующим об разом. При установке стеклянный лист нагревается до температуры формования, которая в данном варианте является температурой изгибания при изготовлении. Например, для изгибания и упрочнения стеклянного листа толщиной 2,3 мм температура гибки должна быть .550-650 0. Обычно поддерживают температуру гибки стекла толщиной 2,3 м 600°С. , , V, .Гибочный штамп 18 в гибочной jtaMepe 19 поддерживается при темпе- ратуре гибки, после того, как нагретый стеклянный лист изогнут в штампе он открывается и нагретый стеклянный лист, подвешенный на зажинах, опуска ется через дополнительную камеру 23 нагрева в кипящий слой охлаждающей среды в емкости 26. В камере 23 подогрева стеклянньй лист, изогнутый в горячем состоянии, нагревается от температуры гибки до температуры закалки, которая находит ся в диапазоне 620-720 С. Для стеклянного листа толщиной 2,3 мм, которьй изогнут при температуре гибки 600 С, темпетэатура закалки, до которой лист нагревается при его прохождении вниз в камеру 23 дополнител ного подогрева, может составлять 650 С. Значение температуры закалки зависит от величины напряжений, которые возникают в стекле. После изгибания и упрочнения стеклянньд лист подвешивают в псевдо ожиженном слое, где происходит его .охлаждение до такой степени, чтобы его можно было взять руками. После этого его вынимают из слоя и производят контроль формы по шаблону в отношении перегиба или недогиба верхней кромки листа. Если наблюдается перегиб верхней кромки листа, то точки 31-36 подвески перемещают ближе к штанге с захватами. Если имеет место недостаточный изгиб верхней кромки, то точки 31-36 подвески захватов выставляют таким образом, чтобы они располагались немного дальше от штанги с захватами. Когда достигают соответствующего расположения для получения приблизительно заданной формы верхней кромки листа путем повторения операций обработки стеклянного листа и регулировок, производят контроль нижней кромки. Если имеет место перегиб нижней кромки, то точки 11-16 захватов, а также точки 31-36 подвески можно подвинуть дальше к боковьпч сторонам стекла и/или можно отрегулировать противовесы для уменьшения веса стеклянного листа, приходящегося на захваты, подвешенные в точках 33 и ЗА, а также для увеличения веса, который приходится на наружные захваты, которые подвешены в точках 31 и 36. Если имеет место недогиб нижней кромки стеклянного листа, то точки захватов и подвески можно смещать не)сколько вперед к центру стекла или следует изменить распределение веса путем регулирования противовеса с целью увеличения веса, приходящегося на захваты, подвешенные в точках 33 и 34, а также с целью уменьшения веса, приходящегося на наружные захваты. Эти операции после этого повторяют до получения приблизительно правильной формы нижней кромки. , После этого производят повторный контроль верхней кромки, небольшую регулировку можно сделать путем перемещения некоторых или всех точек 31-36 подвески в сторону штанги с захватами или от нее в направлении для поправки найденных отклонений. Эти стадии повторяют в заданной последова- i тельности, пока стеклянный лист в изогнутом состоянии Не приобретает приблизительно правильные формы верхней и нижней кромок. После этого стеклянный лист подвергают контролю, чтобы убедиться в отсутствии между точками зажима утолщения и утонения верхней кромки стеклянного листа. Такие нежелательные явления могут возникать в процессе нагрева стеклянного листа в печи 1, причем ни не снимаются при изгибании в гибочном штампе. Некоторые утолщения верхней кромки изогнутого стеклянного листа можно исправить путем некоторого регулиро- вания положений точек зажима, а таке точек подвески, как это описано для исправления недогиба нижней кромки. Однако, если регулировки для исправления нижней кромки уже выполнены, то более приемлемо исправлять выпуклости верхней кромки путем регулирования наклона захватов и кронштейнов относительно вертикали (фиг.2). Это увеличивает натяжение верхней KfOMKK листа в достаточной степени. Некоторые утонения верхней кронки можно исправить путем вьшолнения таких же регулировок, как описано при исправлении недогиба нижней кром ки. Если такие регулировки положений точек зажима и точек подвески относи тельно центра стекла или регулировки распределения веса оказываются неприемлемьми, то регулируют наклоны кронштейнов и захватов относительно вертикали (фиг. 2), чтобы уменьшить натяжение или создать сжатие в верхней кромки листа в достаточной степени. Таким образом используется гибочный штамп для получения заданной кри визны стеклянного листа, которьй после последовательной обработки и нагрева в печи дополнительного нагревания и закалки приобретает окончательную необходимую форму, когда стекло охлаждается до окружающей тем пературы. Изогнутое стекло становится частич но подверженным воздействию сил, при ложенных к нему, при его дополнительном нагреве до температуры закалки, которая превьшает температуру изгибания. Например, стеклянный лист может в некоторой степени подвергаться воз-зо действию сил веса, которые стремятся изменить его форму относительно полученной при гибке. Поэтому остаточные силы, которые все еще приложены к стеклу в точках зажима, нужно еделать такими, чтобы они были притивоположньвли относительно любой тенденции деформации листа от упомянутой изогнутой формы под действием сил тяжести. Исходная регулировка точек зажима относительно точек подвески принимается в расчет таким образом, что бы составляющие горизонтальной силы, действующей на точки зажима как тангенциально, так и нормально изогнуто му стеклянному листу, противостояли любой тенденции подвешенного листа искривиться под действием силы тяжести. Поэтому остаточные усилия, действующие на стекло, в точках зажима вносят свой вклад в общее усилие, действующее на стекло после завершения гибки, обеспечивая тем самьи, чтобы изогнутый лист по возможности принял окончательную необходимую форму после его закалки и охлаждения до окружающей температуры. Когда достигнута заданная установка точек зажима и точек подвески относительно штанги с захватами, то при этом расположения точек подвески относительно точек зажима, с которыми они соединяются соответствующими кронштейнами с гибкой связью и захватами, получается таким, что силы, прилаженные к верхней кромке плоского стекла 6 в точках 11-16 зажима, имеют вертикальные составляющие при их действии в плоскости листа 6, причем они воспринимают вес листа, а также имеют горизонтальные составляющие, действующие в плоскости листа для поддержания гладкой кривизны листа, в частности его верхней кромки, при этом лист нагревается и после этого изгибается. Относительные расположения точки 31 подвески и точки 11 зажима на плоском листе 6 таковы, что составляющая силы вне плоскости, действующая на изогнутый лист в каждой зажима, при открытом гибочном штампе имеет небольшую величину. Эти небольшие силы продолжают действовать на свободно подвешенный нагретый изогнутый Стеклянный лист, которьй находится в деформированном состояНИИ, и он опускается через дополнительную камеру 23 подогрева в псевдо ожиженный слой 27. При этом времз вьздержки таково, что изогнутый .лист закаливается и охлаждается до окружающей температуры в псевдоожиженном слое. Стеклянный лист принимает свою окончательнзто криволинейную форму, причем стекло охлаждено до такой степени, что при дальнейшем уменьшеНИИ температуры никакого дополнительного изменения формы не происходит. Таким образом, составлякяцие силы вне плоскости .являются частью общей системы сил, которая действует на стекло в процессе его обработки, причем его тягучесть такова, что стекло подвергается деформации под действием отдельных сил, приложенных к нему в точках зажима, кроме этого, на него действуют изгибающие моменты, возникающие в стеклянном листе под влиянием силы тяжести. Плоский стеклянный лист 6 выполнен из натриевого силикатного стекла, имеет ширину 703 мм между верхними углами и 645 мм по высоте на центральной линии 90. Ляст имеет толщину 2,3 мм и вес 5 кг. Стол 30 в виде подъемных ножниц опущен, штанга 7 с зажимами также опущена до низа направляющего рельса 17, а верхний край стеклянного листа 6 зажат шестью парами захватов 10. Положения точек 31-36 подвески изменяют путем регулировки в продоль ном и поперечном направлениях зажимных узлов подвес си на зажимной штан ге. Отладка осуществляется последовательными приближениями, описанньо4И выпе. Пример. Точки 31 и 36 подвески располагаются на расстоянии 716 мм с любой боковой стороны плоскости и на расстоянии 87 мМ впереди плоскости. Длина кронштейна от точек 31 и 36 подвески до точек 11 и 16 зажима составляет 660 мм. Точки 32 и 35 подвески располагаются на расстоянии 459 мм с любой боковой стороны плоскости и находятся сразу под продольной центральной линией зажимной штанги 7. Длина кронштейна от точек 31 и 35 подвески до точек 12 и 15 зажима составляет. 590 мм.Точки 33 и 34 подвески располагаются на расстоянии 243 мм с любой бо ковой стороны плоскости. Длина кронштейна от точек 33 и 35 подвески до точек 13 и. 14 зажима составляет 550 мм Положение точек 11-16 зажима можно выразить их расстоянием в горизон тальном направлении от вертикальной центральной линии 90 стеклянного лис та, которая располагается в вертикаль ной центральной плоскости симметрии зажимной штанги, а также в вертикаль ной Центральной плоскости симметрии гибочного штампа 18. Точки 11 и 16 зажима находятся на расстоянии с любой боковой стороны центральной линии 90, точки 12 и 15 зажима находят ся на расстоянии 414 мм с любой боко вой стороны центральной линии 90, а точки 13 и- 14 зажима - на расстоянии 143 мм с любой боковой стороны центральной линии 90. При такой регулировке плоский стеклянный лист 6 свободно висит. Все кронштейны первого, второго, пятого и шестого .узлов подвески первоначально наклонены под небольш,им углом к вертикали (фиг. 2). Кронш1214 теины и захваты третьего и четверто- го узлов подвески находятся первоначально в вертикальном положении (вид спереди) и наклонены под неболь шим углом к вертикали (вид сбок) Кронштейны и зажимы третьего и четвертого узлов подвески наклонены внутрь в сторону центральной линии 90 под углом 8,5 к вертикали (фиг. 2), а также наклонены назад под углом 7,2 к вертикали (фиг. 5). Кронштейны и зажимы второго и пятого узлов подвески наклонены внутрь в сторону центральной линии 90 лянного листа под углом 4,4 к вертикали (фиг. 2), а также наклонены вперед под углом 0,4 к вертикали (фиг. 6). Кронштейны и зажимы третьего и четвертого узлов подвески наклонены вперед под углом 3,3 к вертикали (фиг. 7). Противовесы 73 второго и пятого узлов подвески нагружены таким образом, чтобы поддерживать плечи рычагов, несущих точки 32 и 35 подвески, в контакте с кромками ножа 89 хомутов 88,которые закреплены поверх рычагов 61 этих узлов подвески. Индивидуальньй подбор величины и направлений каждой силы, приложенной в точке зажима, приводит к тому, что плоский стеклянньй лист под действием этих сил стремится принять заданную форму и деформируется в некоторой степени, принимая криволинейную форму, когда напряжения в листе сняты. После этого приводится в действие подъемник для -поднятия подвешенного стеклянного листа в печь 1, в которой поддерживается температура 850°С. Стеклянный лист быстро нагревается до температуры гибки, которая близка к точке размягчения, преимущественно до 550-650°С, например до . При размягчении стекла в печи внутренняя сила в его верхней кромке противодействует любой тенденции верхней кромки листа подвергнуться деформации вспучиванием или утонением между точками зажима. Общая система сил, действующая на стеклянный лист, когда он начинает размягчаться, позволяет свободно подвешенному нагретому стеклянному листу принять заданную криволинейную форму, поскольку величины и направления действия сил изменяются в процессе измененияформы стекла. Ко да начинается перемещение боковых областей листа вперед, то одновременно происходит перемещение центральной части листа назад, поскольку кронштейны и зажимы начинают поворачиваться в своих точках подвески к своим конечным положениям. Принцип гибкой подвески кронштейнов и зажимов в шаровых точках подвески (фиг. и 4) свободно позволяет изменять величину и направление действия сил Во время равномерного нагрева стеклянного листа в печи до необходимой температуры гибки он принимает промежуточную гладкую криволинейную форму. После этого заслонка, за крывающая отверстие 4, открывается и нагретый сформованный стеклянный лист опускается подъемником в положение между открытым гибочным штампом. Штамп закрывается с частично сформованньм листом, осуществляя его изгиб до заданной криволинейной формы. По истечении заданного времени пребывания в закрытом штампе 18, которое, поскольку имеет место пред варительно формообразование, относительно коротко, например 0,5-2 с, штамп открьгоают и нагретый криволинейный стеклянный лист свободно вис между матрицей и пуансоном. При это стеклянньй лист находится при темпе ратуре гибки, например 600°С. Окончательные положения кронштей нов и зажимов, подвешенных в точках 31, 32, 35 и 36 подвески, показ ны на фиг. 5 и 6 штриховыми ликиями. В точках 33 и 34 подвески нет заметных отклонений кронштейнов и зажимов от их наклоненных положений (фиг. 7). После гибки кронштейны и зажимы первого и шестого узлов подвески наклоняются внутрь в сторону центральной лииии 90 под углом 9,5 к вертикали, увеличение угла составля а также наклоняются назад ет под углом 2,8° к вертикали, под углом отклонения 4,4 к вертикали (фиг. 5). После изгибания листа кронштейны и зажимы второго и пятого узлов под вески наклонены внутрь в стороиу центральной линии 90 стеклянного ли та под угле 5,3 , увеличение угла 0,9 , а также остаются наклоненн ми вперед под углом 0,4 к вертикал После гибки листа кронштейны и зажимы третьего и четвертого узлов подвески остаются в вертикальном положении при вит(е спереди и отклоняются назад на угол 1,04 к вертикали, отклонение от вертикали составляет 2,3 (фиг. 7). Свободно подвешенный стеклянный лист опускается через дополнительную камеру 23 подогрева и попадает в псевдоожиженный слой 27 закалочной емкости 26, которая при этом поднимается со столом 30 в положение, показанное на фиг. 1, это происходит при открытой верхней части емкостк 26, которая располагается непосредственно под выходом 25 из дополнительной камеры 23 подогрева. Подогревательные элементы 24 в камере 23 отрегулированы таким образом, чтобы свободно подвешенный стеклянный лист нагревался по всей толщине от температуры гибки около 600 С до более высокой температуры закалки. По высоте листа образуется градиент температуры путем регулирования скорости пбдъема, таким образом ускоряя лист при его опускании через камеру 23 в такой степени, чтобы температура его нижней кромки составляла 665 С, а температура верхней кромки , когда он проходит через выход 25 в псевдоожиженный слой 27. Стеклянный лист закаливается во взвешенном слое частиц при его входе в горизонтальную поверхность слоя 27, при этом в стекле возникают упрочняющие напряжения при быстром охлаждении взвешенными частицами,у которых поддерживается соответствующая температура закалки, например 60-80 С. При быстром охлаждении стекла оно ужесточается в достаточной степени для предотвращения каких-либо последующих изменений формЫ, вызванных остаточными.силаьш в точках зажима, хотя некоторые изменения формы и/или расположения подвешенного нагретого листа могут продолжаться в течение такого промежутка времени, которьй необходим для охлаждения изогнутого стеклянного листа до окружающей температуры. Стеклянньй лист остается в псевдоожиженном слое 27 до тех пор, пока его температура не приблизится к температуре слоя, в это время последующие изменения формы листа, вызванные различными усадками при охлаждении листа до окружающей температуры, приводят к тому, что лист принимает окончательную заданную криволинейную форму переднего стекла автомобиля. Первоначальные относительные регулировки точек подвески и точек зажима приводятся в соответствие с непрерыв ным изменением формы нагретого листа после того, как матрица открьтается, и до твердения листа, исчезают небольшие изменения формы в процессе окончательного охлаждения и усадки листа, также как и температурные гра диенты по TonovHHe листа, возникающие при закалке, при этом стекло приобретает упрочняющие напряжения.. При изготовлении отпущенного криволинейного стеклянного листа емкость 26 не поднимают, и нагретый искривленньй лист подвешен в окружакнцем воздухе под камерой дополнительно подогрева, при зтом он охлаждается до окружакицей температуры. Лист висит в печи 1 до тех пор, пока его температура не достигнет 600 С, затем он изгибается при температуре гибки около 600°С в гибочном штампе 18. После прохождения через допол нительную камеру подогрева с постоян ной скоростыо температуры листа достигает 630°С. При этом темпера урньй градиент по высоте листа не возникает. После того, как лист становится достаточно жестким и на него переста ют оказывать влияние составлякицие остаточных сил, не происходит даль-« нейшего существенного изменения его формы при охлаждении до температуры, при которой им можно манипулировать. Вместо псевдоожиженного слоя в качестве охлаждающей среды можно использовать соответствующую жидкую среду, например легкое минеральное масло или минеральное масло, содержащее в обязательном порядке высококипящие фракции с небольшим количеством низкокипящих добавок, например толуола. Согласно варианту узла подЁески, представленному на фиг.9, поворотный опорньй кронштейн 91 крепится к штанге 7 с зажимами, имеет поворотное опорное плечо 92, на котором установлена опорная призма 93 с острой кромкой. Рычаг 94 опирается на перемычку 95, расположенную на опоре 96, имеющей форму перевернутой буквы У, и которая сидит на кромке 93. Регулируемый противовес 97 навернут на резьбовой шток 98, закрепленный на одном конце рычага 94. Другой конец рычага 94 имеет канавку 99, в которой располагается установоч1шя колодка too с закаленные стальным поворотньм штифтом , и чей наконечник об- разует узел 31 подвески для кронштей-у на и зажима. Колодка 100 имеет резьбо вое центральное отверстие, через которое проходит вал 101, им«йощий нарезку. Рычаг 94 имеет наружный торцовьй фланец 102 с отверстием для прохождения одного конца вала 101, который фиксируется кольцом 103. Конец вала 101., выступающий за фланец 102, имеет головку 104, за которую можно вращать вал с помощью инструмента, и таким образом выставлять положение поворотной точки 31 подвески относительно опорной призмы 93. Внутренний конец вала имеет втулку 105, которая свободно вращается в опорном отверстии рычага. Узел подвески содержит также кронштейн, предназначенный для захва ° обычной конструкции. Кронитейн 106 имеет серьгу 107, имеющую форму вытянутой прямоугольной рамы. Верхняя деталь рамы 108 несет опорную колодку 109, изготовленную из закаленной стали, нижняя поверхность колодки имеет коническую опорную выточку 110, которая лежит на поворотной точке 31. Рама кронштейна содержит массивную нижнюю деталь 111, в которой имеется центральное отверстие , через которое проходит шток 1 12 кронштейна, закрепленный гайками. Нижний конец штока кронштейна имеет крюк для подве ки захватов так же, как это представлено на фиг. 4 и 5. Подвеска кронштейна и зажимов с помощью конической опорной выточки 110, лежащей в точке 31, дает возможность кронштейну отклоняться относительно плеча рычага 94 на большой угол для приведения в соответствии с необходимым наклоном линии соединения точки поворотной подвески и точки зажима на стекле, когда плоский стеклянный лист подвешен на захватах. Это позволяет кронштейну и захватам легко отклоняться.йа различный угол при изменении стеклянного листа в процессе его нагрева. В узле подвески опорная призма 93 располагается над линией, соединяюще поворотную точку 31 подвески с центром тяжести противовеса 97. Это пред ставляет собой самоустанавливающийся узел, если на стекло действует слишком большая сила, вызывающая перемещение зажима вверх, то это перемещение само по себе вызьгаает появление силы, действующей на стекло, которая ее уменьшает. Стекло может подвешиваться только на регулируемых узлах подвески типа, представленного на фиг. 8, без рычага тех узлов подвески которые закреплены на стержне с захв тами. Вариант устройства представлен на фиг. 9 и 10, где схематично представлены перемещающиеся узлы гибочных штампов, предназначенных для гиб ки стеклянного листа и упрочнения изогнутого листа путем обдувки охлаждающим воздухом. Этот узел можно применять, например, для гибки и упрочнения стекол автомобилей, т.е. лобовых, боковых и задних стекол, а также для гибки и упрочнения других изделий, например самолетных стекол Узел включает элемент 18 для загрузки и выгрузки, расположенный на уровне пола, электропечь114, установленную ниже уровня пола, элемент 115 для гибки, расположенный над печью 114 и сбоку места для загрузки и выгрузки, а также место 116 где производится упрочнение, располо женное над местом 115 для гибки. Установки 115 для гибки и 116. упрочнения заключены в корпус в виде башни 117, которая расположена над печью. Лист 6 стекла, подлежащий гибке заданной кривизной для ветрового стекла автомобиля, режут по заданной форме, как показано на фиг. 9 и 10, кромки сглаживают и после этого стек ло подвепгавают на штангу 7 с захватами на четырех узлах 8 подвески, которые располагаются в заданных положениях на штангах с захватами, благодаря чему два узла 8 подвески располагаются симметрично с обеих сторон вертикальной центральной плос кости симметрии штанги с- захватами, а также стеклянного листа 6, когда он висит на зажимах 10, которые подвешены на кронштейнах 9 на узлах 8 подвески. Штанга 7 с захватами подвешена на тележке 118, которая перемещается по рельсам 119, проходящим от установки 113 ДЛ1 загрузки и выгрузки в установку- 115 для гибки. Рельсы 119 имеют поворотные секции в установке 115 для гибки. Ъ начале операции гибки и упрочнения гибочный штамп 18 обычного типа, установленный в установке 115$ находится в убранном положении (фиг. 10). Когда тележка 118 достигает центрального положения между убранным гибочным штампом 18 по отнсмвению к вертикальной плоскости симметрии штанги 7 с захватами и стеклянным листом 6, совпадающим с центральной вертикальной плоскостью симметрии гибочного штампа 18, то она сцепляется с захватами 120 подъемника. Захваты 120 подвешены на балке 121 подъемника, которая перемещается по вертикальным рельсам 122 в башне 117, поднимается на тросах ,123 подъемного механизма, которые накручиваются на подъемные барабаны 124, установленные сверху башни 117. Барабаны 124 имеют обычное гидравлическое управление . Захваты 120 подъемника поднимают тележку 118 с рельсов 119, а поворотные секции рельсов 119 в установке 115 для гибки поворачиваются, позволяя тележке 118с подвешенным стеклянньм листом 6 подниматься и опускаться в установке гибки. После этого открываются створки 125 на входе в печь и подъемный механизм опускает тросы 123 со штангой 7 с захватами на вход печи 114 (фиг. 9). Стеклянный лист 6 остается в печи 114 в течение времени, достаточного для нагрева листа до температуры, например 670с, т.е. .немного вьше заданной температуры гибки, например 650с. Когда стеклянный лист размягчается, горизонтальные составляющие силы, действующие на стекло в точках зажима, а также силы тяжести, действующие на лист, заставляют его слегка искривляться, принимая форму, которая приблизительно является средней относительно необходимой конечной криволинейной формы. Когда стекло нагрето, вход в печь открывается и нагретый лист поднимается из печи 114 в положение между ма трицей и пуансоном 18 в установке 115 для гибки. Гибочный штамп 18 закрывается с частично изогнутым лис том, обеспечивая придание ему заданной формы, соответствующей прилегающим поверхностям матрищ и пуансона 18. Штамп открывается, когда лист при нимает заданную форму, а напряжения при гибке по существу исчезают. Снова приводится в действие подъемный механизм, поднимая нагретый изогну,тый лист в верхнее положение (фиг.9) где он находится в подвешенном состоянии между перемещающимися возврат но-поступательно обдувочными рамами 126 в установке 116 продувки. При обдувке охлаждающим воздухом, истекающим из перемещающихся возвратно-поступательно обдувочных рам 126, поверхностей листа в нем воз никают упрочняющие напряжения. В про цессе упрочнения штанга 7 с зажимами сами зажимы 10 и изогнутый лист ужес точаются упрочняющей проволокой. Сис тема динамических сил продолжает дей ствовать на точки зажима на свободно подвешенном изогнутом листе во время его подъема в место 116 упрочнения, когда начинается охлаждение -с помощь охлаждающего воздуха, причем отдельны силы действуют в точках зажима вместе с силами тяжести листа. Пол ается такой эффект, что свободно подвей шенный изогнутый лист принимает, заданную крнволинершую форму во время его охлаждения до момента твердения, эта форма является окончательной, когда он далее охлаждается до окружаю щей температуры. Период времени от открытия штампа до момента, когда стекло становится твердым, короткий по сравнению с тем же периодом времени, определяющим процесс закалки в псевдоожиженном слое. Поскольку гибочный штамп относительно холодный в устройстве, представленном на фиг. 9 и 10, то стеклянньй лист обычно нагревают до более высокой температуры, например 670 С, благодаря чему стекло оказывается достаточно горячим после гибки для обеспечения заданных напря жений, которые возникают в нем в процессе закалки между рамами обдувки . Затраченное время, если стекло находится при более высокой температуре, например 670 С при обдувке, больше времени, если стекло имеет повьшенную температуру, например температуру подогрева в дополнительном подогревателе 650 С. Это существенно, когда стеклянный лист в устройстве .(фиг. 9 и 10) находится в подвешенном состоянии, для определения величин и направлений действия сил, приложенные в точках 11-14 зажима, в первую очередь для того, чтобы способность достижения заданной формы стекла непосредственно перед закрытием штампа с подвешенным стеклянным листом, в частности для исключения локальных деформаций, таких как утонение или утолщение верхней кромки стекла между захватами. Эти локальные деформации трудно исправлять даже наложением гибочного штампа. Таким образом, после открытия штампа могут иметь место небольшие остаточные силы, которые неблагоприятно действуют на стекло. Однако это допустимо, поскольку данный период времени короткий и можно допустить некоторые небольшие изменения формы, когда проектируют поверхности гибочной матрицы с заданной кривизной. Заданная криволинейная форма, которую нагретый подвешенный стеклянный лист принимает до помещения в матрицу, преимущественно должна быть мягкой и плавной, но стекло должно достаточно точно соответствовать форме поверхностей гибочного штампа для того, чтобы стеклянный лист можно было быстро изогнуть до формы штампа за минимальный промежуток времени в процессе штамповки. После того, как завершен процесс охлаждения, подача воздуха в обдувочные рамы 126 прекращается и подьемньй механизм снова приводится в действие для опускания изогнутого и уп- рочненного листа в положение,показанное в установке 115 для гибки, где лист подвешен между отодвинутыми матрицей и пуансоном 18. Поворотные секции рельсов поворачиваются обратно в положение, совпадающее с рельсами, выходящими из установки 113 для загрузки и выгрузки, и эти участки рельсов принимают тележку 118с захватов 120 подъемного устройства. После этого тележка 118 двигается обратно в установку 113, где изогнутый и упрочненный лист снимается с захватов 10, a на его место устанавливается следующий плоский лист для обработки. Плоский стеклянный лист 6 представляет собой натрийсиликатное стек ло шириной 1380 мм между верхними i углами и высотой 548 мм по центральI ной линии 90. Лист имеет толщину : 3,0 мм и вес 5,24 кг. Два наружных узла подвески, имеющие точки 32 и 2 ;подвески, крепятся с хомутами 88, а их противовесы 73 таковы, что рычаги 61 удерживаются в плотном соприкосновении с ножами своих сере.жек. Регулировка последовательными приближениями проводится для определения наилучших положений точек подвески и точек зажима. Поскольку гибочный штамп 18 не подогревается, то окончательная криволинейная форма охлажденного стеклянного листа после закалки отл чается от криволинейной формы листа который поднимается из гибочного штампа в установку 116 упрочнения. Устройство можно также использо вать при непрерывной многостадийной гибке в штампе и упрочнении, когда в установке находятся одновременно несколько стекол, каждое в различном состоянии при их перемещении из установки загрузки в соседнюю установку выгрузки. В обеих установках - непрерьшной и постадийной (фиг. 9 и 10) - осу-, ществляется горизонтальное перемещение стеклянного листа, и система подвески согласно изобретению облад ет преимуществом в процессе эти пе ремещений, поскольку горизонтальные .колебания стеклянного листа восприн маются узлами подвески и любое раск чивание точек зажима на стекле искл чается. Изобретение можно использовать для обработки стеклянных листов любой толщины и размеров, напри14ер пе редних, боковых и задних стекол все типов любых автомобилей. Эти стекла имеют толщину 1,5-6 мм в зависимост от их располсякения на транспортном средстве или от состава покрытия стекла. Изобретение также можно использо вать для обработки криволинейных сте лянных листов, предназначенных для других целей, например для окон и других архитектурных целей в здания а также для окон в других транспортных средствах, таких как поезда, корабли, самолеты. Вес лобового стекла составляет около 12 кг при толщине 6 мм, а стекло толщиной 4 мм может весить около 9 кг, при толщине 3 мм вес стекла может составлять 6,75 кг. Для каждой толщины стекла сопоставимой формы получено, что регулировка точек зажима на стекле относительно точек подвеса по существу одинакова. Система балансируется при использовании более легких или более тяжелых противовесов для обеспечения заданного распределения веса стекла между узлами подвески. Упрочненные или отпущенные стекла можно использовать в качестве компонентов лобовых стекол с покрытием для автомобилей. Например, наружный слой лобового многослойного стекла может быть отпущенным, а внутренний слой может быть термически упрочненНЫ4И. Обеспечивается соответствие упрочненного листа и отпущенного с заданной фррмой, поскольку способ подвески нагретого изогнутого листа обеспечивает соответствие листов и при покрытии не возникает проблем. Можно изготовлять ряд упрочненных листов, который следует за рядом отпущенных листов, можно также брачь для соединения два несоответствующих листа из стопы, а также можно брать и соединять вместе два отпущенных изогнутых листа. Наконец, можно производить два отпущенных листа, соединяя их вместе изгибом в подвешенном виде. Когда Изогнутый лист закаливается в охлаждающей среде, например в псевдоожиженном слое (фиг. 1), то первоначальная стадия закалки может осуществляться путем обдувки охлаждающим воздухом обеих поверхностей стеклянного листа, который дополнительно нагрет, при его прохождении между нижней частью дополнительной камеры 23 подогрева и верхней частью емкости 27, в которой лист закаливает ся в псевдоожиженнон слое. Эта .стадия предварительной закалки подготавливает поверхность-нагретого стеклянного листа до его погружения в слой взвешенных частиц и также вьтолня гт роль первоначального охлажденияПо « вёрхности стекла, поэтому, когда 2511 стекло поступает в кипящий слой, температурные градиенты уже распространяются от центра листа до его поверхностей. Если стеклянный лист имеет кривизну простой формы вез острых изгибов, то заданную криволинейную форму можно обеспечить без использования гибочного штампа. Изменение формы стеклянного листа осуществляется под действием
общей системы сил, действующих на него, включая локальные силы, действуформе штампа в данной стадии процесса. 2 26 ющие на точки зажима. а также силы тяжести. В другом процессе обработки согласно изобретению подвешенный стеклянный лист принимает заданную криволинейнзгю форму, а гибочный штамп может использоваться не для дальнейшего изменения формы, а прилагаться к стеклу, чтобы убедиться в том, что каждый изогнутый лист соответствует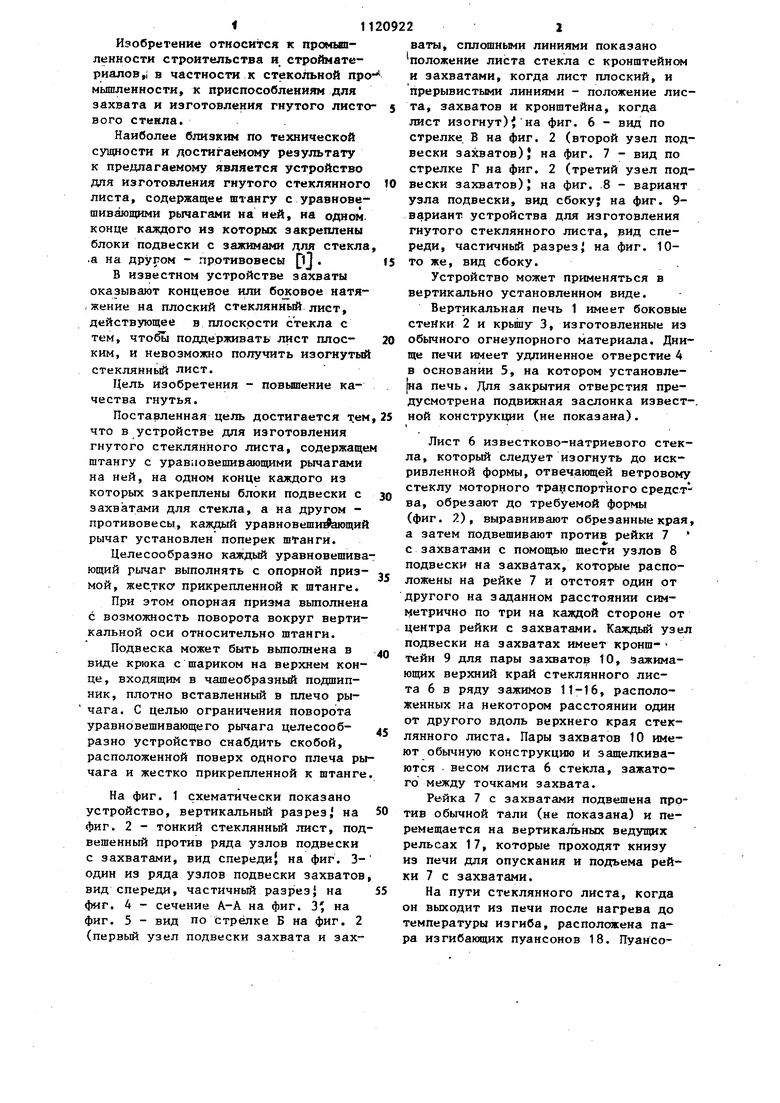


| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закалки листа стекла | 1974 |
|
SU554807A3 |
| Способ изготовления многослойного стекла | 1974 |
|
SU735164A3 |
| Самолетное остекленение | 1973 |
|
SU677647A3 |
| Способ нанесения окисной металлической пленки | 1972 |
|
SU743574A3 |
| Способ закалки стеклоизделий и устройство для его осуществления | 1978 |
|
SU871730A3 |
| ГИБКА СТЕКЛЯННЫХ ЛИСТОВ | 2017 |
|
RU2742780C2 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТЖИГА ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2540725C2 |
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| Способ упрочнения стекла и устройство для его осуществления | 1983 |
|
SU1232142A3 |

1 .УСТРОЙСТВО ДЛЯ ИЗГОТОВЖНИЯ ГНУТОГО СТЕКЛЯННОГО ЛИСТА, содержащее штангу с уравновешиваннфши рычагами на ней, на одном конце калздого яз которых закреплены блоки подвески с захватами для стекла, а на другом - противовесы, о т л и ч а rant е е с я тем, что, с целью повышения качества гнутья, каждый урав- . новешивающий рычаг установлен поперек штанги. 2.Устройство по п. 1, о т л ичающееся тем, что каждый уравновешивающий рычаг выполнен с опорной .призмой, жестко прикрепленной к штанге. 3.Устройство по п. 1, отличающееся тем, что опорная призма выполнена с возможностью поворота вокруг вертикальной оси относительно штанги. 4.Устройство по пп. 1-3, отличающееся тем, что подвеска выполнена в виде крюка с шариком на верхнем конце, входящим в чашеобразный подшипник, плотно вставленный в § (У) плечо рычага./ 5.Устройство по пп. 1-4, отличающееся тем,-что, с целью ограничения поворота уравновешивающего рычага, оно снабжено скобой, расположенной поверх одного плеча рычага и жестко прикрепленной к штанге.
30
Фиг.1
37
at;
.Г
I I
&t
66
фм.
&ud5
фиь.5
6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для открывания и закрывания бортов форм | 1973 |
|
SU473604A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
