Настоящее изобретение относится к печам нагрева стеклянных листов удлиненного туннельного типа, в которых листы стекла нагреваются по мере того, как их транспортируют через них по ряду выровненных в линию роликов в виде подготовки к последующим этапам обработки, таким как изгибание, отпуск и отжиг. В частности, изобретение относится к таким печам, которые содержат усовершенствованные средства нагрева листов стекла и транспортирования.
Стеклянные листы для использования в автомобильной промышленности обычно нагревают до их температуры размягчения и затем изгибают до заданной конфигурации, диктуемой конструкцией автомобиля, в который они должны быть поставлены. После изгибания листы, которые должны использоваться в качестве боковых окон и задних окон, обычно подвергают быстрому охлаждению, с тем, чтобы создать нужную степень отпуска для получения приемлемого рисунка излома. Листы, которые используются в виде ветровых стекол, постепенно охлаждают так, чтобы достичь их отжига, а затем прокатывают с другим листом или листами в различных сочетаниях с помощью пластмассового промежуточного слоя.
Известные печи для нагрева листов стекла обычно содержали вытянутую огнеупорную камеру прямоугольного поперечного сечения, через которую листы транспортируют по конвейеру последовательно по ряду установленных с интервалом металлических роликов. Тепло подавали с помощью соответствующих газовых или электрических нагревательных элементов, расположенных в крыше и в боковых стенках, с целью нагрева, по очереди, внутренней части печи. Стенки и потолок представляли собой стационарные элементы, выполненные из огнеупорных блоков. Ролики проходили через печь и опирались на шейки, размещенные за пределами боковых стенок. Червячное колесо, прикрепленное к одному концу каждого ролика, зацеплялось в процессе привода с червячным колесом на приводном валу, идущем вдоль и установленном для вращения смежно с боковой стенкой печи. Такие конвейерные системы, будучи механически прочными, были относительно дорогостоящими при создании и обслуживании и не допускали легкого изменения отдельных роликов, если бы это было необходимо. Кроме того, печи не приспосабливались легко к получению индивидуализированных моделей нагрева для листов стекла, имеющих различные конфигурации и требующих различные тепловые характеристики.
Ролики, имеющие контактирующие со стеклом поверхности из керамики, как оказалось, имели значительные преимущества над металлическими роликами при транспортировании листов через печь. В начале керамические ролики устанавливали и приводили в движение аналогично металлическим роликам. Однако, было обнаружено, что такие ролики чаще требовали восстановления для поддержания своей находящейся в контакте со стеклом поверхности в необходимом состоянии, в результате чего временами требуется удалить и заменить отдельные ролики или группы роликов. Это было очень трудным и требовало много времени при системе с червячным колесом и с приводом с промежуточным валом, что приводило к длительным периодам простоя. С целью облегчить смену роликов были разработаны так называемые фрикционные приводные системы, в которых ролики укладываются на каждом конце, за пределами кожуха печи, на продольно вытянутых ремнях. Концы роликов удерживаются от продольного перемещения так, что когда пластины ремней, на которых укладываются ролики, двигаются вперед, ролики приводятся во вращение. Замена роликов и доступ во внутреннюю часть печи были далее улучшены в результате разработки печей, верхние секции которых, то есть часть над линией роликов, содержит вертикально втягиваемый внутрь узел. В целях улучшения, среди прочего, эффективности нагрева и температурного регулирования, было предложено построить такую печь, в которой каждая из двух или как верхняя, так и нижняя секции имеют полуцилиндрическую конфигурацию в поперечном сечении.
Согласно настоящему изобретению, создана нагревательная печь для листового стекла, имеющая секционный или модульный удлиненный туннельный кожух, через который последовательно переносятся отдельные листы стекла по ряду выровненных в линию роликов. Кожух печи включает нижнюю секцию, обычно прямоугольного поперечного сечения, и верхнюю секцию, внутренняя поверхность которой, обращенная к листам стекла, перемещающимся через печь, имеет в общем эллиптическую конфигурацию в поперечном сечении. В то время как нижняя секция изображена и описана здесь как имеющая прямоугольное поперечное сечение, как легко будет оценено, она может иметь другие и разные конфигурации в поперечном сечении. Выровненные в линию ролики размещены на стыке верхней и нижней секций печи, и верхняя секция вертикально втягивается внутрь с помощью подъемного механизма для обеспечения доступа к роликам и внутрь печи.
Ролики выполнены из керамического материала и снабжены на своих противоположных концах концевыми пробками, заключающими валы, имеющие подшипники, приспособленные для приема в открытые сверху углубления в опорных плитах роликов, проходящих вдоль любой из двух сторон печи. На одном конце каждый ролик имеет зубчатую шестерню или звездочку, прикрепленную к концевому валу. Ролики приводятся группами с помощью синхронизированных ремней, верхние пластины которых проходят вокруг зубчатых шестерен и зацепляются с ними. Нажимные узлы, установленные с возможностью снятия на несущие плиты роликов, включают кулачковые ролики, расположенные в промежутке между каждой парой смежных зубчатых шестерен, для побуждения синхронизированных ремней книзу в зацепление с зубчатыми шестернями для приводов. Индивидуальные ролики могут быть сняты и заменены путем поднятия верхней секции печи, удаления соответствующего нажимного блока для выведения из зацепления синхронизирующего ремня, поднятия ролика для выведения концевых подшипников из углублений в боковых опорных плитах, и извлечения ролика и введения другого на его место.
В соответствии с другим аспектом данного изобретения, предусмотрено селективное изменение модели нагрева по всей печи. С этой целью может быть предусмотрен дифференциальный нагревательный блок над роликовым конвейером под верхней секцией эллиптического сечения кожуха печи.
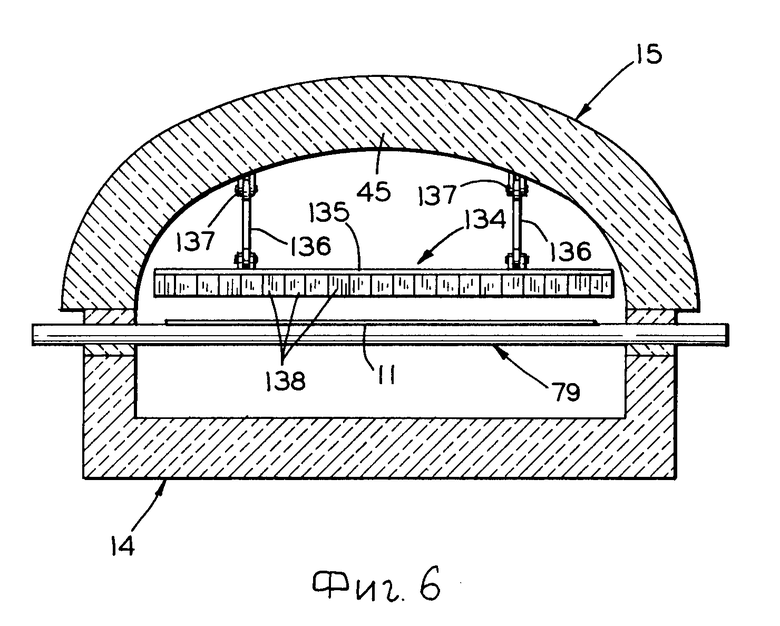
На фиг. 1 представлен схематичный продольный вид в вертикальной проекции печи для нагрева листового стекла, выполненной согласно данному изобретению; на фиг. 2 вид в поперечном разрез, сделанном практически по линии 2-2 с фиг. 1; на фиг. 3 увеличенный частичный боковой вид в вертикальной проекции части механизма установки роликов и привода согласно изобретению; на фиг. 4 - увеличенный поперечный вид роликового транспортера, в частичном разрезе, выполненном практически вдоль линии 4-4 с фиг. 3; на фиг. 5 схематичный поперечный вид в вертикальной проекции, иллюстрирующий конфигурацию обвязки печи; на фиг. 6 вид, подобный фиг. 5, иллюстрирующий дифференциальный нагревательный узел внутри обвязки печи.
Согласно настоящему изобретению, создана печь для нагрева листов стекла, содержащая верхнюю секцию обвязки печи и нижнюю секцию обвязки печи, образующие вместе удлиненную, в общем горизонтально вытянутую нагревательную камеру, транспортирующее средство, содержащее множество роликов, расположенных с зазором в линию по всей длине указанной нагревательной камеры для несения листов стекла в указанную нагревательную камеру и через нее, и средство для вращательного удержания указанных роликов за их противоположные концы за пределами указанной нагревательной камеры, при этом указанная верхняя секция обвязки печи включает колпак, имеющий внутреннюю поверхность, обращенную к указанным роликам и к листам стекла, транспортируемым на них, при этом указанная внутренняя поверхность указанного колпака имеет форму эллипса в поперечном сечении, и множество нагревательных средств, связанных с указанной внутренней поверхностью указанного колпака внутри указанной верхней секции обвязки, для подачи тепла, с помощью которых указанные листы могут быть дифференциально разогреты вдоль указанной печи, когда они транспортируются сквозь нее.
Наряду с этим, согласно настоящему изобретению, создан способ нагрева листов стекла, в соответствии с требуемой неоднородной схемой по их ширине по мере того, как указанные листы транспортируются через удлиненную замкнутую нагревательную печь по выровненным в линию роликовым элементам, включающий в себя создание огнеупорного колпака над указанными роликами и указанными листами стекла, транспортируемыми по ним, имеющего профиль, который изогнут от одной боковой кромки до другой, приведение в соответствие указанного профиля с указанной требуемой схемой нагрева, в результате чего степень кривизны указанного колпака выше на противолежащих зонах по указанным листам, где требуется больший нагрев, чем на противолежащих участках, где требуется меньший нагрев, и подачу лучистой теплоты согласно указанной схеме от указанного колпака к указанным листам.
И наконец, согласно настоящему изобретению, предусмотрен конвейер для транспортирования стеклянных листов через нагревательную печь, включающую нижнюю секцию обвязки печи под указанным конвейером и верхнюю, вертикально сокращающуюся секцию обвязки над указанным конвейером, причем указанные верхняя и нижняя секции обвязки взаимодействуют с целью образования удлиненной, горизонтально вытянутой нагревательной камеры, причем указанный конвейер содержит несущую раму, включающую балочное средство, вытянутое вдоль каждой стороны указанной нижней секции обвязки и наружу по отношению к ней, несущую плиту, прикрепленную к каждому указанному балочному средству, средство, образующее открывающиеся кверху гнезда, размещенные с интервалом вдоль каждой несущей плиты, множество роликов, вытянутых между указанными несущими плитами и опирающихся с возможностью вращения своими концами на указанные гнезда, приводное колесо, прикрепленное к одному концу каждого указанного ролика, причем указанные приводные колеса расположены продольно в линию, приводной ремень, вытянутый через верхние части множества указанных приводных колес, кулачковые ролики, размещенные так, чтобы зацепляться при вращении с верхней поверхностью указанного приводного ременного средства между смежными приводными колесами с целью нажатия на указанный приводной ремень и отведения его книзу до ввода в зацепление привода с указанными приводными колесами, и средство привода, оперативно связываемое с указанным приводным ремнем для продвижения вперед указанного приводного ремня и одновременного приведения во вращение указанного множества роликов.
Обратившись теперь к чертежам и в частности к фиг. 1, видим, что цифрой 10 в общем обозначена нагревательная печь согласно данному изобретению для подачи подходящих нагретых листов стекла 11 в прилежащий аппарат 12 для изгибания под прессом или другой аппарат (не показан) для сгибания и/или отпуска нагретых листов. Нагревательная печь выполнена из ряда отдельных модульных секций 13, размещенных встык одна за другой для образования туннельной обвязки. Предполагается, что каждая модульная секция может иметь порядка трех-восемнадцати футов или более в длину. Обычно четыре таких модульных секции, каждая порядка восемнадцати футов в длину, могут использоваться, хотя, как легко станет очевидным, это число должно зависеть от ряда факторов, таких как длина каждого модуля и различные рабочие требования к печи.
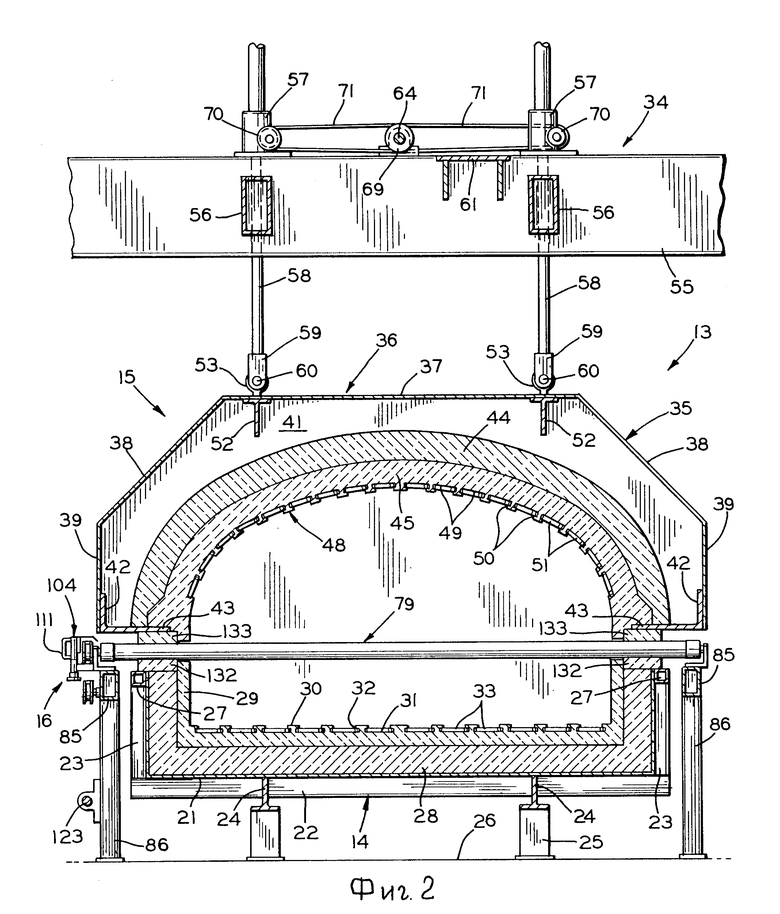
Как лучше видно на фиг. 2, каждая модульная секция 13 содержит нижнюю секцию 14 обвязки, независимо несомую верхнюю секцию обвязки 15 и конвейерную секцию 16 для транспортировки стеклянных листов в печь и через нее. На выходном конце 17 печи листы 11 принимаются на ряд конвейерных роликов 18, с помощью которых они вводятся в аппарат сгибания 12 в виде пресса. Нижнее, сегментированное, прижимное кольцо 19 с углублениями поднимает стекла с конвейерных роликов и прижимает их к верхней нажимной поверхности с выступами 20 обычным образом, и затем укладывает изогнутые и получившие форму листы на конвейерные ролики для вывода из установки изгиба под прессом.
Нижняя секция обвязки 14 содержит металлический кожух 21, заключенный внутри конструкционной рамы, содержащей поперечные элементы 22 и вертикальные боковые связки 23. Поперечные элементы и кожух опираются на продольные балки 24, которые лежат на основаниях 25, опирающихся на несущей поверхности 26, такой как строительный пол. Трубчатые продольные связующие элементы 27 предусмотрены вдоль верхних частей боковых связок 23. Кожух 21 снабжен соответствующим изоляционным слоем 28, и огнеупорная футеровка 29 покрывает изоляционный слой и образует внутреннюю поверхность обвязки. Верхняя поверхность 30 донной стенки огнеупорной футеровки может быть снабжена продольно вытянутыми гнездами 31, имеющими участки с выемкой 32 меньшей ширины. Удлиненные нагревательные элементы в виде ленты электрического сопротивления 33 установлены внутри этих гнезд для создания тепла внутри обвязки под транспортером.
Как указано выше, верхние секции обвязки 15 печи установлены для движения между опущенным, рабочим положением, как показано на чертежах, и поднятым положением доступа (не показано). С этой целью верхние секции обвязки 15 подвешивают на свободно стоящей раме, в общем изображенной под 34, опирающейся на пол 26. Каждый блок или модуль секции обвязки содержит наружный створный переплет 35, служащий в качестве рамы для этой секции. Как будет описано ниже, важный аспект данного изобретения заключается в новой конфигурации секции, образующей внутренний кожух или свод верхней секции обвязки, то есть в форме поверхности, обращенной к стеклянным листам, когда они продвигаются через печь на конвейере 16. В то время как форма этой внутренней поверхности будет диктоваться определенными параметрами данного изобретения, наружная конфигурация створного переплета 35 может принимать такую форму, которая соответственно обеспечит экономичную структурную целостность для секции обвязки. Таким образом, в предпочтительном варианте выполнения, изображенном на фиг. 2, створный переплет 35 содержит внешнюю оболочку 36, образованную из верхней покровной пластины 37, расположенных под углом угловых пластин 38 и размещенных противоположно друг другу вертикальных боковых пластин 39. Участки 41 с ребрами жесткости прикреплены к покровной пластине 37 участками с ребрами, с интервалами, расположенными продольно вдоль нее.
Поддерживающие элементы в форме уголка 42, имеющие направленные внутрь горизонтальные ветви 43, прикреплены вдоль нижних концов створного переплета 35. Слой 44 из изоляционного материала расположен вдоль и над огнеупорным колпаком или сводом 45, расположенным под оболочкой 36. Слой в форме свода 44 и кожух 45 опираются своими нижними кромками на горизонтальную ветвь 43 элемента 42. Стенка 46 на каждом конце печи (фиг. 1) заключает в себе верхнюю секцию обвязки 15 над конвейером. Соответствующий зазор 47 предусмотрен между стенкой и конвейером для прохода листов 11 внутрь печи и из печи на конвейере.
Огнеупорный свод содержит наружную поверхность 48, обращенную к внутренней стороне печи и, в частности, к листам стекла, когда они перемещаются сквозь печь на конвейере 16. В этой поверхности могут быть выполнены множество продольно проходящих с интервалом между ними углублений 49, имеющих промежуточные участки 50 уменьшенной ширины, для приема и удержания удлиненных электрических нагревательных элементов 51 сопротивления в виде ленты. Нагревательные элементы подсоединены к источнику электроэнергии (не показан) обычным образом для подачи тепла в камеру печи, как будет описано ниже.
С целью подвешивания створного переплета 35 на несущую раму 34 под верхней покровной пластиной 37 прикреплены продольно проходящие связки 52. Подъемные кольца 53 предусмотрены над этими связками в выбранных местах расположения вдоль модульных секций 13. Такие кольца могут, например, быть размещены смежно с каждым концом каждого модульного участка 13, как в варианте выполнения, изображенном на фиг. 1, для обеспечения поднятия каждого модульного участка независимо от остальных. В качестве альтернативы, там, где модульные секции взаимно соединены в собранной печи для одновременного втягивания, подъемные кольца 53 могут быть размещены в промежутке между концами для уменьшения требуемого числа подъемных домкратов.
Как показано на фиг. 1 и 2, несущая рама 34 для верхней секции обвязки включает вертикальные колонны 54, опирающиеся на пол 26 на любой из двух сторон печи. Поперечные балки 55, взаимно связаны друг с другом с помощью продольных связующих элементов 56, расположенных с интервалом. Винтовые домкраты 57, опирающиеся на балки 55 и расположенные над подъемными кольцами 53, имеют удлиняющиеся подъемные штоки 58, вертикально расположенные в линию с подъемными кольцами 53. Подъемные штоки соединены на своих нижних концах с помощью серег 59 и пальцев 60 с подъемными кольцами. Таким образом, при соответствующем приведении в действие винтового домкрата для сжатия или удлинения подъемных штоков, верхняя секция обвязки может быть поднята или опущена.
Средство привода предусмотрено для введения в действие ряда винтовых домкратов синхронно с целью обеспечения того, чтобы верхняя секция обвязки или секции не перекосились при их подъеме и опускании. Печь была проиллюстрирована на фиг. 1 и будет здесь описана как включающая отдельное средство привода для подъема каждой модульной секции 13. Однако, необходимо понимать, и это полностью предполагается, что единичное средство привода может приводить в действие все из винтовых домкратов для подъема и опускания всей верхней секции 15 обвязки в качестве единого целого.
В частности, на основании 61, прикрепленном к поперечной балке 55 над верхней секцией обвязки, установлен реверсивный шестеренчатый блок-редуктор 62 с приводом от двигателя, имеющий выходной приводной шкив 63. Промежуточный вал 64, установленный на подшипниках 65, опирающихся на поперечные элементы 66, прикрепленные к продольным связующим элементам 56, проходит продольно между противолежащими парами винтовых домкратов. Подходящий ремень или цепь 67 соединяет с обеспечением привода выходной приводной шкив 63 со шкивом 68, прикрепленным к промежуточному валу 64 для привода промежуточного вала. Шкивы или подшипники 69, должным образом расположенные вдоль контрпривода, по очереди соединяются при осуществлении привода, с такими элементами как шкивы или подшипники 70 на входных валах винтовых домкратов 57 с помощью ремней или цепей 71. Таким образом, при введении в действие блока 62 в его соответствующем направлении, все винтовые домкраты 57, соединенные с промежуточным валом 64, будут одновременно приводиться в действие для подъема или опускания связанной с ними верхней секции обвязки.
В соответствии с изобретением, внутренняя поверхность верхней секции обвязки, то есть свод, обращенный к листам стекла, когда они транспортируются через печь на конвейере, имеет новую конфигурацию. До настоящего времени такие печи обычно строились для цели создания равномерного нагрева листов стекла по ширине печи. С этой целью ранее существовавшие печи строили с плоскими сводами, расположенными на некотором расстоянии над маршрутом прохождения листов стекла через них. Впоследствии предлагались печи, имеющие плоские своды, расположенные ближе к стеклу, и с нагревательными элементами, использующими лучистую энергию, включенными в свод для нагрева листов. Еще были предложены другие конструкции печи с использованием свода, который является полукруглым в поперечном сечении и который может содержать нагревательные элементы с использованием лучистой энергии, включенные в его состав или используемые совместно с ним.
Конфигурация огнеупорного свода, обращенного к листам стекла, когда они перемещаются вдоль печи, имеет прямое соотношение со схемою, по которой тепло передается листам. Таким образом, нагретый огнеупор сам излучает тепло к листам в дополнение к тому, что подается непосредственно от нагревательных блоков внутри печи. Там, где нагревательные элементы включены в контур огнеупорного свода или следуют по этому контуру, конфигурация имеет особое значение. Таким образом, распределение тепла, получаемого стеклом в таких печах, является функцией формы поперечного сечения печи.
До настоящего времени в конструкции печи обычно предполагалось использовать печь для нагрева стекла, проходящего через нее, равномерно от одной боковой стороны до другой поперек печи. Если бы потребовалось произвести какое-либо изменение температурного профиля поперек листа, это создавалось с помощью так называемых дифференциальных нагревателей, расположенных для подачи дополнительного тепла непосредственно на конкретные области, как требовалось. При изготовлении современных изделий из изогнутого стекла оказалось желательным во многих случаях для листов стекла иметь температурные профили, меняющиеся согласно заранее заданной схеме, когда они выходят из нагревательной печи, с целью облегчения изгибания. В то время как это изменение температуры может быть создано с помощью дифференциальных нагревателей, оказалось целесообразным, согласно настоящему изобретению, чтобы сама печь, в некоторых случаях, была способна создавать неравномерный температурный профиль в листах. Если бы потребовалось изменение производимого печью изменения температурного профиля, это могло бы быть выполнено с помощью дифференциальных нагревателей.
Известно, что благодаря тому, что нагреватель в плоском своде печи будет излучать максимальное количество тепла на стекло непосредственно под ним, то плоская конфигурация относительно неэффективна при равномерном распределении тепла. Таким образом, с целью получения специального температурного профиля требуется значительное изменение к требованию по мощности у отдельных нагревателей через поперечное сечение печи. Создание и сохранение требуемого изменения плотности мощности нежелательным образом усложняет средства регулирования мощности нагревателей и уменьшает до минимума возможный выбор при поиске нагревателя. В связи с этим, свод полукруглой конфигурации более эффективен при распределении тепла равномерно от нагревателей. Действительно, было выявлено, что, полукруглая или полуцилиндрическая конфигурация свода настолько эффективна для распределения тепла равномерно на листы, что печь в действительности неспособна дифференциально нагревать листы, несмотря на изменение энергии, излучаемой нагревательными элементами.
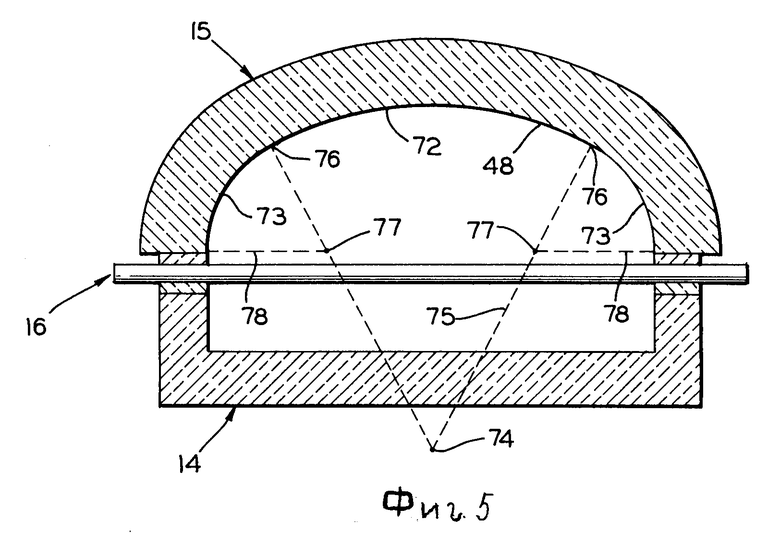
Согласно настоящему изобретению, было определено, что свод печи, как он изображен на фиг. 2 и 5, имеющий эллиптическую конфигурацию в поперечном сечении, целесообразен при относительно равномерном распределении тепла от нагревательных элементов, при одновременном обеспечении подачи тепла дифференциально по поперечному направлению печи. Таким образом, эллиптическая конфигурация свода создает относительно равномерный нагрев в центральной области и позволяет осуществлять дифференциальный нагрев стекла вдоль боковых областей печи. Для ясности иллюстрации нижняя и верхняя секции обвязки 14 и 15, соответственно, были показаны на фиг. 5 без нагревателей, которые в обычных условиях были бы с ними связаны. Однако, необходимо понимать, что соответствующие нагреватели, такие как нагревательные элементы 51, показанные на фиг. 2, должны быть помещены для следования по новому контуру поверхности 48 огнеупорного кожуха 45.
Поверхность 48-эллиптической конфигурации, образованной промежуточным дугообразным сегментом 72, имеющим относительно большой радиус кривизны, и дугообразными сегментами 73 вдоль любой из двух сторон, имеющими меньшие радиусы кривизны. В частности, поверхность может содержать сегмент 72, образованный дугой окружности, образованной вокруг центра 74 и имеющей радиус, обозначенный цифрой 75, который, для стандартного эллипса, касателен на его концах 76 к сегментам 73, образованным дугами окружностей, описанных из центров 77 и имеющих радиусы, обозначенные поз. 78.
Ширина дуги, расстояние средней точки дугообразного сегмента 72 над траекторией стекла и радиусы 75 и 78 дугообразных сегментов 72 и 73, соответственно, естественно, взаимосвязаны, и выбор любых двух из этих размеров установит остальные. Тогда как стандартная эллиптическая поверхность предпочтительна с точки зрения достижения преимущества, также может использоваться и нестандартная эллиптическая поверхность, в этом случае дуги не должны быть касательными в их соединениях. Размеры будут соответственно выбираться на основе ряда факторов, включающих максимальную плотность мощности, имеющуюся на нагревательных элементах, минимальную высоту печи, что диктуется производственными требованиями для замены нагревателей, высотой стопки стекла и установкой вспомогательного оборудования, и экономичностью конструкции. В качестве примера, предпочтительный вариант осуществления в печи, имеющей ширину изнутри в 84 дюйма (213,36 см) между сторонами, имеет высоту центра над основанием огнеупорного кожуха 45, то есть над горизонтальными полками 43 опорных элементов 42, в 25 дюймов (63,50 см). Радиус 75 составляет 64,396 дюймов (163,57), а радиус 78 равен 18,547 дюймов (47,11 см).
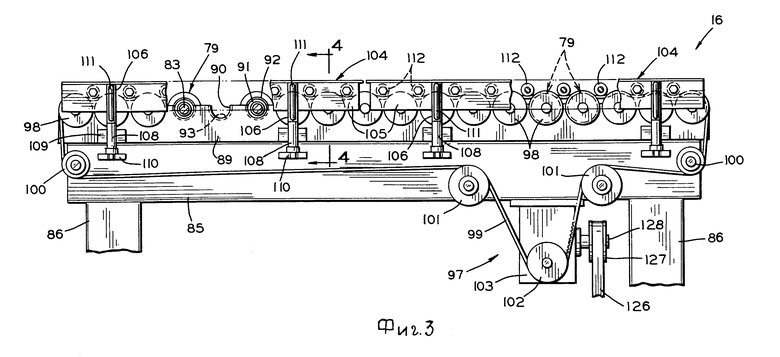
Согласно в частности фиг. 3 и 4, конвейер 16 согласно изобретению содержит множество смещенных друг от друга на расстояние отдельных роликов 79, выровненных в линию продольно и расположенных между нижней и верхней секциями обвязки 14 и 15 так, чтобы нести отдельные листы стекла от станции загрузки 80 на входе в печь 10, в печь и сквозь нее, для подачи на ролики 18, с помощью которых они перемещаются в аппарат 12 для изгибания под давлением. Такие ролики для современных печей, как описано выше, обычно имеют керамическую рабочую контактирующую поверхность и могут быть изготовлены из расплавленного кремнезема или кварца. В соответствии с этим, может возникнуть необходимость периодического снятия и замены отдельных роликов. Новая система установки и привода роликов согласно изобретению особенно приспособлена для создания жесткого взаимосвязанного привода для целой транспортерной галереи роликов, при облегчении быстрого удаления и замены выбранных отдельных роликов, когда это необходимо.
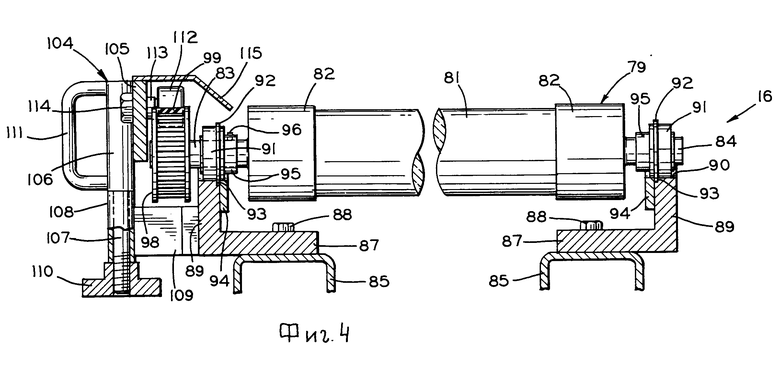
С этой целью ролики 79 могут содержать керамические цилиндры 81, имеющие концевые наконечники 82, прикрепленные к ним, как описано, например, в патенте США N 3.867.748 на имя Миллера. Концевой наконечник с одного конца ролика включает приводной вал 83, на концевой наконечник на другом конце включает установочный вал 84. С целью удержания роликов вдоль любой из двух сторон печи продольная несущая балка 85, прикрепленная к столбам 86, опирающихся через определенные интервалы вдоль по полу 26. Как лучше показано на фиг. 4, уголковые элементы 87, прикрепленные к опорным балкам, шурупами с квадратной головкой 88, имеют стоячие полки 89, служащие в качестве несущих пластин для роликов.
В частности, опорные пластины снабжены на определенных интервалах по длине противоположно расположенными парами обращенных кверху открытых полукруглых углублений 90. Кольца подшипников 91 на приводных валиках и установочных валиках 83 и 84, соответственно, помещаются в углубления 90 для несения роликов. Пружинные упорные удерживающие кольца 92 на кольцах подшипников приспособлены для приема в соответствующих удерживающих кольцевых гнездах или пазах 93, выполненных вокруг углублений 90 с обращенными внутрь сторонами опорных пластин 89. Удерживающие пластины подшипника 94, расположенные вдоль лицевой поверхности опорных пластин, и удерживающие кольца удерживают кольца подшипников от бокового перемещения, позволяя роликам и подшипникам на них подниматься с опорных пластин. Центральные опорные втулки 95 подшипников на приводных валиках 83 прикреплены к приводному валику, например, в виде установочного винта 96 с целью противодействия аксиальному перемещению ролика. Опорные втулки 95 подшипников на установочных валиках 84, с другой стороны, свободны для аксиального перемещения вдоль валиков для реагирования на аксиальное расширение и сжатие роликов.
Очень желательно, чтобы ролики по всей длине печи приводились в движение жестким образом при известной заранее заданной скорости с целью сведения к минимуму повреждения нагреваемых листов стекла, когда они перемещаются через печь. В то же время, обязательным является то, чтобы отдельные ролики имели возможность быстро и легко отсоединяться от системы привода, и чтобы система привода не мешала удалению и замене отдельных роликов. С этой целью конвейер 16 снабжен системой привода, обозначенной в общем поз. 97, с помощью которой ролики приводятся в движение группами принудительно, синхронным образом. В частности, к приводному валику 83 каждого ролика 79 прикреплена зубчатая звездочка или приводная шестерня 98. Верхняя ветвь синхронизирующего ремня 99 огибает ряд или группу звездочек, при этом ремень имеет соответствующим образом содержащую зубцы поверхность, приспособленную для плотного сцепления с зубцами звездочек 98. Ремень приводится во вращение относительно первых натяжных шкивов 100, прикрепленных к опорной балке 85 под концевыми шкивами группы зубчатых звездочек 98, а затем вокруг вторых натяжных шкивов 101, опирающихся на балку 85, и вокруг зубчатой приводной звездочки 102 приводного блока прямоугольных шестерен 103, прикрепленного к этой балке.
Один или оба из вторых натяжных шкивов 101 могут быть использованы в качестве регулируемых натяжителей ремня путем установки их обычным образом для выборочного позиционирования, например, путем их несения пружинным рычагом (не показан) или же, в противном случае, путем размещения в различных положениях вдоль балки 85. Любое число роликов 79 может приводиться каждым из ремней 99, при этом число обычно ограничивается длинами и типами ремней, которые легкодоступны. В модульных печах типа, предусмотренного данным изобретением, это число обычно должно составлять какую-то определенную часть, такую, как одна вторая или одна четвертая от общего числа роликов модуля. В варианте фиг. 3, например, ремень 99 приводит восемнадцать роликов 79.
В соответствии с одним важным аспектом данного изобретения, вдоль приводной стороны печи предусмотрен ряд легко удаляемых нажимных узлов, обозначаемых в общем поз 104 (фиг. 3 и 4), для удержания синхронизирующего ремня 99 в зацеплении в процессе привода с каждой из зубчатых звездочек 98, позволяя при этом быстрое и простое расцепление звездочек с ремнем для удаления и замены отдельных роликов 79. Каждый отдельный нажимной узел содержит удлиненную боковую пластину 105, к которой прикреплена пара расположенных друг от друга на расстоянии установочных блоков 106. Резьбовые валики 107, выходящие книзу из установочных блоков, аксиально вытянуты сквозь трубчатые приемники 108, опирающиеся на кронштейны 109, прикрепленные к уголковым элементам 87. Нажимные узлы закреплены на месте, например, с помощью ручных маховичков 110, посаженных с помощью резьбы на валики 107 и воздействующих на установочные блоки 106 для перемещения книзу к трубчатым приемникам 108. Ручки 111 предусмотрены на установочных блоках для ручной установки и извлечения нажимных узлов.
Множество свободно вращающихся кулачковых роликов 112 опираются на боковую пластину 105 с интервалами вдоль нее на валиках 113, прикрепленных к боковой пластине, например, с помощью установочных болтов 114. Кулачковые ролики установлены так, чтобы зацеплять во вращении верхнюю поверхность ремня 99, при этом один кулачковый ролик, промежуточный между каждой смежной парой зубчатой звездочки или приводных колес 98, должен вдавливать ремень между приводными колесами и обеспечивать, чтобы зубцы на синхронизирующем ремне постоянно входили в зацепление с зубцами приводных колес. Экранирующая пластина 115, прикрепленная к боковой пластине 105, проходит над линией кулачковых роликов в качестве меры безопасности и для предотвращения того, чтобы любое стекло, которое может разбиться, находясь на роликах, не попало внутрь ремня и приводного механизма со звездочками. Нажимные узлы 104 размещены торец к торцу вдоль печи, в результате чего один из кулачковых роликов расположен между каждой парой смежных зубчатых звездочек 98, и имеют такую длину, чтобы легко останавливаться и/или удаляться одним человеком. Таким образом, как показано на фиг. 3, два таких узла могут, в целесообразном варианте, использоваться с каждым сегментом роликов, приводимых единичным синхронизирующим ремнем 99.
Хотя для привода каждого из шестеренчатых приводных блоков 103 могут использоваться отдельные силовые агрегаты, все или любое число из приводных блоков могут, в качестве целесообразного варианта, приводиться в движение с помощью общего силового агрегата. В предпочтительном варианте с фиг. 1, например, все ролики от входной стороны печи до конечной секции, где листы передаются в аппарат изгиба прессованием, приводятся с помощью одного конвейерного приводного агрегата 116. Конечная секция приводится с помощью отдельного приводного агрегата передающей секции 117 так, чтобы его можно было соответствующим образом регулировать для ускорения движения нагретых листов в аппарат для изгиба под прессом.
Приводной блок 116 содержит двигатель 118, связанный с шестеренчатым редуктором 119, имеющим выходной вал и звездочку 120. Выходная звездочка соединена с помощью приводной цепи или ремня 121 со звездочкой 122 на соосном валу 123, опирающемся с возможностью вращения на подшипники 124, прикрепленные к опорным столбам 86. Соосный вал проходит вдоль печи и имеет прикрепленные в соответствующих местах вдоль нее звездочки 125. Звездочки соединены приводными цепями или ремнями 126 с приводными звездочками 127 на входных валах 128 приводных блоков 103 с прямоугольными шестернями. Таким образом, весь комплект роликов, вплоть до секции передачи, приводится синхронизировано с помощью приводного блока 116.
Как пояснено выше и будет видно на фиг. 1, концевой участок или передающая секция роликов приводится независимо от остальных роликов с помощью приводного блока 117 передающей секции. Этот приводной блок, в частности, содержит редуктор 129, имеющий зубчатую приводную звездочку 130, которая с возможностью привода зацепляется с синхронизирующим ремнем 99. Этот редуктор приводится, например, с помощью двигателя с переменной скоростью 131, имеющего соответствующие обычные средства управления (не показаны), с помощью чего ролики передающей секции могут приводиться в действие так, чтобы быстро подать нагретые листы стекла от печи в аппарат для изгибания с прессованием.
Предусмотрено закрытие боковой зоны печи вокруг роликов 79 и между верхней и нижней секциями обвязки с целью изолирования внутренней части печи от окружающей наружной атмосферы. Для этого, при обеспечении легкого снятия и замены роликов, как лучше видно на фиг. 2, нижний уплотнительный элемент ролика 132 расположен на верхней части каждой боковой стенки нижней секции обвязки, для обхвата, в сочетании со взаимодействующими верхними уплотнительными элементами роликов 133, зоны между и вокруг отдельных роликов.
Как описано выше, конструкция печи согласно данному изобретению такова, благодаря новой эллиптической конфигурации свода 45, чтобы облегчить дифференциальный нагрев листов с помощью нагревательных элементов, связанных со сводом. Если возникнет необходимость или желание изменить способность к дифференциальному нагреву печи в дополнение к тому, что может быть достигнуто с помощью базовой конструкции, или дополнить нагрев в определенных зонах, подразумевается, что могут быть предусмотрены дополнительные дифференциальные нагревательные средства. Таким образом, как показано на фиг. 6, под сводом 45 и над траекторией прохождения листов стекла 11 на роликах 79, предусмотрен дополнительный дифференциальный нагревательный узел, обозначенный общей поз. 134. Такой узел дифференциального нагрева описан и подробно раскрыт в патенте США N 4 952 227, описание которого включается сюда путем ссылки, и на который может делаться ссылка для полного понимания данного устройства. Короче говоря, и как показано на фиг. 6, дополнительный нагревательный узел может быть предусмотрен на выбранных местах расположения по длине печи, и он обычно содержит несущие элементы 135, проходящие поперечно внутри верхней секции обвязки 15, подвешенной относительно близко над траекторией прохождения листов стекла, например, с помощью подвесных кронштейнов 136, прикрепленных к подвескам 137 в своде печи. Проходящие продольно нагревательные элементы 138, опирающиеся на элементы 135, находятся напротив листов стекла с целью подачи на них тепла путем излучения. Нагревательные элементы могут регулироваться индивидуально с целью подачи тепла в выбранных количествах и, следовательно, создавать заранее заданную измененную модель нагрева поперек печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОГИБОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКИ СТЕКЛЯННОГО ЛИСТА | 1990 |
|
RU2031864C1 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ СТЕКЛЯННЫХ ЛИСТОВ | 1991 |
|
RU2036861C1 |
| УСТРОЙСТВО ДЛЯ ПРИЖИМНОЙ ГИБКИ РАЗМЯГЧЕННОГО ЛИСТОВОГО СТЕКЛА | 1991 |
|
RU2009108C1 |
| СПОСОБ ЗАКАЛКИ ЛИСТА СТЕКЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2025468C1 |
| ШТАМП ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2069647C1 |
| Устройство для молирования листов стекла | 1989 |
|
SU1831469A3 |
| СПОСОБ И УСТРОЙСТВО ГИБКИ И ЗАКАЛКИ СТЕКЛЯННЫХ ЛИСТОВ | 1995 |
|
RU2143407C1 |
| ЗЕЛЕНОЕ СТЕКЛО | 1990 |
|
RU2067559C1 |
| СПОСОБЫ ДЛЯ ЗАЩИТЫ УЛОЖЕННЫХ В ШТАБЕЛЬ СТЕКЛЯННЫХ ЛИСТОВ И ИЗДЕЛИЕ | 1994 |
|
RU2141876C1 |
Использование: для печей нагрева стеклянных листов удлиненного туннельного типа. Сущность изобретения: изобретение включает туннельную нагревательную печь модульной конструкции для нагрева листов стекла, перемещаемых через нее последовательно по ряду расположенных в линию роликов 79. Обвязка печи включает нижнюю секцию 14 общего прямоугольного сечения под роликами и верхнюю секцию 15, которая имеет в общем эллиптическую конфигурацию в поперечном сечении, выше роликов 79. Верхняя секция обвязки 15 может вертикально втягиваться с помощью подъемного механизма 57 для облегчения обслуживания и смены роликов 79. Ролики 79 включают валы на своих противоположных концах, имеющих подшипники, выполненные так, чтобы входить в открытые кверху углубления и опираться на них, причем эти углубления выполнены в плитах 85, несущих ролики и проходящих вдоль каждой из двух сторон печи. Зубчатое колесо или звездочка прикреплено к концевому валу на одном конце каждого ролика 79. Ролики приводятся группами с помощью синхронизированных ремней, верхние пластины которых огибают зубчатые шестерни и зацепляются с ними. Прижимные блоки 104 опираются с возможностью снятия на опорные плиты роликов. 2 с. и 16 з.п. ф-лы. 6 ил.
| Устройство для моллирования и закалки листового стекла | 1978 |
|
SU737372A1 |
| Мерная кружка для жидких тел | 1914 |
|
SU502A1 |

