Изобретение относится к устройству и способу изгибания стеклянных листов, в частности, изгибания прессованием стеклянных листов.
Остекления для моторных транспортных средств обычно имеют изгиб. Известны различные способы для производства такого изгиба. При так называемом «изгибании под действием силы тяжести» (также известном как моллирование) стеклянный лист, плоский в первоначальном состоянии, располагают на опорной поверхности формы для изгибания и нагревают до по меньшей мере его температуры размягчения так, что оно прилегает к опорной поверхности под воздействием силы тяжести. При так называемом «способе изгибания прессованием» лист располагают между двумя взаимосвязанными формами, которые вместе прикладывают прессующее действие к листу для того, чтобы производить изгиб.
При изгибании прессованием часто используют нижнюю форму для изгибания прессованием с подобной раме поверхностью контакта, к которой только боковой край стеклянного листа прилегает вдоль периферийной линии контакта. Поверхность контакта является обычно плоской и наклонена внутрь. Этот всего лишь подобный линии контакт между стеклянным листом и поверхностью контакта является важным для того, чтобы предотвращать следы от формы и связанное уменьшение оптического качества. Когда стеклянный лист прессуют с помощью верхней формы для изгибания прессованием (часто так называемой «массивной формы» со сплошной активной поверхностью) в нижнюю форму для изгибания прессованием и изменяют его форму, указанная линия контакта перемещается по поверхности контакта снаружи внутрь в результате увеличивающегося изгибания листа. Здесь важно поддерживать подобный линии контакт с поверхностью контакта во время всей операции и не допускать вступления в контакт основной поверхности листа с нижней формой для изгибания прессованием. Способы изгибания прессованием этого типа описаны, например, в DE10314267B3, WO2007125973A1, EP0677488A2 или WO9707066A1.
Существует проблема со стеклянными листами с сильными кривизнами в краевой области в том, что поверхность контакта должна была бы быть расположена очень круто для того, чтобы обеспечивать подобный линии контакт. Для того, чтобы поверхность контакта все же имела достаточную общую ширину, она должна была бы быть значительно продлена, что приводило бы к неуправляемо большому гибочному инструменту.
Также известны более сложные гибочные инструменты, с помощью которых могут быть произведены листы с сильными кривизнами. Таким образом, US5882370A раскрывает нижнюю форму для изгибания, которая используется и для производства предварительного изгиба с использованием изгибания под действием силы тяжести, и также в качестве нижней формы для изгибания прессованием, и которая имеет шарнирные краевые области. Краевые области сначала располагают вниз так, что форма для изгибания является относительно плоской, когда плоский лист размещают на ней, и поворачивают вверх с увеличивающейся кривизной листа для того, чтобы мягко осуществлять более сильную кривизну в краевой области. Инструменты, однако, являются очень сложными с соединениями и средствами для произведения поворотного перемещения, что увеличивает производство, интенсивность обслуживания и подверженность ошибкам.
US2005268661A1 раскрывает нижнюю форму для изгибания прессованием с вогнуто изогнутой поверхностью контакта.
Задачей настоящего изобретения является обеспечение улучшенного устройства для изгибания прессованием, с помощью которого могут быть реализованы сильные кривизны листа в краевой области без необходимости в более сложных способах изгибания.
Задача изобретения решается согласно изобретению с помощью устройства для изгибания стеклянных листов, содержащего:
- нижнюю форму для изгибания прессованием с поверхностью контакта в форме рамы,
- верхнюю форму для изгибания прессованием, расположенную противоположный поверхности контакта,
в котором нижняя форма для изгибания прессованием и верхняя форма для изгибания прессованием выполнены с возможностью изменения формы стеклянного листа, расположенного между ними (нагретого до температуры размягчения), посредством прессования, причем боковой край стеклянного листа прилегает к поверхности контакта вдоль линии контакта,
причем линия контакта является перемещаемой во время прессования с первой линии контакта вплоть до линии прессования (т.е. смещается по поверхности контакта).
Задача изобретения также решается с помощью способа изгибания стеклянных листов, содержащего следующие этапы, на которых:
(a) располагают стеклянный лист, нагретый до по меньшей мере его температуры размягчения, между нижней формой для изгибания прессованием с поверхностью контакта в форме рамы и верхней формой для изгибания прессованием, расположенной противоположно поверхности контакта, и приводят в контакт боковой край стеклянного листа и поверхность контакта вдоль первой линии контакта,
(b) изгибают с помощью прессования стеклянный лист (т.е. изменяют форму стеклянного листа посредством прессования) между нижней формой для изгибания прессованием и верхней формой для изгибания прессованием, причем боковой край стеклянного листа всегда прилегает к поверхности контакта вдоль периферийной линии контакта, которую перемещают во время прессования от первой линии контакта вплоть до линии прессования.
Устройство и способ представлены вместе ниже с объяснениями и предпочтительными вариантами выполнения, ссылающимися в равной мере на устройство и способ.
Согласно изобретению, поверхность контакта между первой линией контакта и линией прессования является выпукло изогнутой. Выпуклая кривизна поверхности контакта противоположна направлению кривизны стеклянного листа. Таким образом, поверхность контакта, если можно так выразиться, изгибается в сторону от стеклянного листа, что предотвращает вступление основной поверхности листа в контакт с поверхностью контакта. Вместо этого подобный линии контакт вдоль бокового края стеклянного листа обеспечивается даже при сильных кривизнах листа. Стеклянные листы с сильной кривизной, в частности, в краевой области и высоким оптическим качеством могут быть изготовлены при помощи нижней формы для изгибания прессованием согласно изобретению. Однако для этого не требуется никаких сложных модификаций гибочных устройств и способов изгибания. Нижняя форма для изгибания прессованием из существующих устройств всего лишь должна быть заменена на нижнюю форму согласно изобретению. Таким образом, изобретение может быть легко интегрировано в существующие предприятия и операции. Это главные преимущества настоящего изобретения.
Устройство согласно изобретению содержит нижнюю и верхнюю форму для изгибания прессованием. Формы для изгибания прессованием расположены противоположно друг другу и имеют взаимосвязанные активные поверхности или поверхности контакта, которые пригодны для изгибания стеклянного листа, нагретого до температуры размягчения, в желаемую форму, посредством прессования его между формами для изгибания прессованием с изменением кривизны листа. В контексте изобретения «нижняя форма для изгибания» означает форму, которая контактирует с нижней, обращенной к земле поверхности стеклянного листа или связана с ней и воздействует на нее. Термин «верхняя форма для изгибания» означает форму, которая контактирует с верхней поверхностью стеклянного листа, которая обращена в сторону от земли, или связана с ней и воздействует на нее. Формы для изгибания также могут называться гибочными инструментами.
Нижняя форма для изгибания прессованием имеет поверхность контакта, которая подобна раме. Термин «поверхность контакта» ссылается здесь на по существу направленную вверх поверхность, обращенную в сторону от земли, которая предназначена для поддержания стеклянного листа во время прессования. Поверхность контакта ограничена краями и, конкретно, внешним краем и внутренним краем, которые проходят по периферии подобным раме образом в каждом случае. Внутренний край обращен к центру и, при использовании по назначению, обращен к центру стеклянного листа. Внешний край направлен наружу и, при использовании по назначению, обращен в сторону от центра стеклянного листа. Во время операции изгибания не вся поверхность вступает в непосредственный контакт со стеклянным листом, а всего лишь область между первой опорной линией и линией прессования. Поверхность контакта не является так называемой «массивной формой», т.е. не является массивной формой для изгибания, которая предназначена вступать в контакт с большей частью стеклянного листа. Вместо этого поверхность контакта подобна раме или имеет форму рамы и приспосабливается к контуру стеклянного листа, подлежащего изгибанию, так, что она пригодна для контакта с периферийным боковым краем стеклянного листа. Такая форма для изгибания также может называться кольцом (гибочное кольцо) или рамой (рамная форма). Нижняя поверхность стеклянного листа не имеет непосредственного контакта с поверхностью контакта, а всего лишь ее боковой край. Поверхность контакта необязательно должна образовывать сплошную раму, но также может быть прерывистой. Поверхность контакта осуществлена в форме сплошной или прерывистой рамы.
Не имеет значения, подводят ли стеклянный лист до изгибания прессованием в контакт сначала с нижней или сначала с верхней формой для изгибания прессованием. Таким образом, стеклянный лист могут размещать на нижней форме для изгибания прессованием и затем могут подводить ближе к верхней форме для изгибания прессованием. Альтернативно, стеклянный лист могут сначала захватывать с помощью верхней формы для изгибания прессованием, например, с помощью всасывающего или выдувающего действия, и могут впоследствии подводить ближе к нижней форме для изгибания прессованием. В любом случае только боковой край стеклянного листа вступает в контакт с поверхностью контакта нижней формы для изгибания прессованием. Непосредственный контакт между стеклянным листом и поверхностью контакта является, таким образом, подобным линии или имеет форму линии, при этом эта линия называется в контексте изобретения «линия контакта». Линия контакта осуществлена на поверхности контакта по периферии подобно раме. Та линия контакта, вдоль которой стеклянный лист сначала касается поверхности контакта, когда формы подводят близко друг к другу до начала изменения формы, называется в контексте изобретения первой линией контакта. Как только начинается фактическое изгибание прессованием, и форму листа изменяют, боковой край стеклянного листа смещают по поверхности контакта. В результате увеличивающейся кривизны стеклянного листа линия контакта перемещается внутрь, в сторону от внешнего пограничного края подобной раме поверхности контакта. Когда после завершения изгибания прессованием после достижения конечной формы листа формы для изгибания достигли их конечного положения, линия контакта была максимально смещена и достигла ее самого внутреннего положения. В контексте изобретения эта линия контакта называется «линией прессования». Линия контакта перемещается во время операции изгибания, начиная от первой линии контакта внутрь вплоть до линии прессования.
Непосредственный контакт между стеклянным листом и нижней формой для изгибания во время всей операции изгибания происходит всегда только в форме линии вдоль линии контакта. Нижняя поверхность листа никогда не вступает в контакт с нижней формой для изгибания. Здесь та основная поверхность стеклянного листа, которая обращена к форме для изгибания и земле, называется «нижняя поверхность листа», тогда как та основная поверхность стеклянного листа, которая повернута в сторону от формы для изгибания и направлена вверх, называется «верхняя поверхность листа». Периферийный боковой край продолжается между верхней и нижней поверхностью листа. Говоря точнее, пограничная линия между нижней поверхностью листа и боковым краем находится, в частности, в контакте с поверхностью контакта.
Поверхность контакта нижней формы для изгибания прессованием имеет по меньшей мере одну секцию, в которой она является выпукло изогнутой, по меньшей мере в области между первой линией контакта и линией прессования. Стеклянный лист прессуют в нижнюю форму для изгибания прессованием с помощью верхней формы для изгибания прессованием так, что центр листа опускается, а края листа поднимают относительно центра листа. Таким образом, стеклянный лист изгибают так, что нижняя поверхность листа является выпукло изогнутой, а верхняя поверхность листа является вогнуто изогнутой. Поверхность контакта является выпукло изогнутой так, что кривизна поверхности контакта и кривизна стеклянного листа находятся в противоположных направлениях друг от друга. Высота поверхности контакта уменьшается в направлении от внешнего края до внутреннего края. Внутреннюю область поверхности контакта, таким образом, изгибают в сторону от стеклянного листа, если можно так выразиться, так, что предотвращают касание поверхностью контакта нижней поверхности листа даже при сильных кривизнах листа.
Кривизна согласно изобретению необязательно должна присутствовать по периферии на всей поверхности контакта. Также возможно, чтобы только секции поверхности контакта были обеспечены кривизной согласно изобретению, тогда как другие области образованы традиционно. Это может, например, происходить, когда стеклянный лист сильно изогнут в области части его бокового края, тогда как он не имеет действительно сильной кривизны в области остальной части бокового края. В таком случае может быть предпочтительным обеспечение только областей поверхности контакта, которые связаны с сильно изогнутыми боковыми краями, кривизной согласно изобретению.
Протяженность требуемой кривизны поверхности контакта зависит по существу от геометрии стеклянного листа, подлежащего изгибанию, и может быть определена с помощью традиционных технических вычислений во время проектирования гибочного инструмента. Кривизна, в частности, выбирается так, чтобы нижняя поверхность листа не касалась поверхности контакта даже в конечном изогнутом состоянии. Кривизна выбирается так, чтобы нижняя поверхность листа не касалась поверхности контакта даже в конечном изогнутом состоянии. Нижняя поверхность листа и поверхность контакта должны, таким образом, всегда заключать угол больше 0°, называемый в контексте изобретения «угол зазора». Из-за кривизны листа соответственная плоскость, касательная к линии контакта, должна быть использована для точного определения угла зазора. Угол зазора между стеклянным листом и поверхностью контакта на линии прессования составляет предпочтительно по меньшей мере 3°, особенно предпочтительно по меньшей мере 5°, например, от 5° до 8°. Таким образом, поверхность листа и поверхность контакта располагаются на достаточном расстоянии друг от друга для эффективного исключения непосредственного контакта даже с учетом производственных допусков.
Радиус кривизны поверхности контакта между первой линией контакта и линией прессования должен предпочтительно составлять не более 750 мм, предпочтительно не более 500 мм. При этих значениях с обычными радиусами кривизны стеклянного листа, подлежащего изгибанию, достигаются хорошие результаты и обеспечивается достаточный угол зазора.
В предпочтительном варианте радиус кривизны увеличивается, по меньшей мере в секциях, в направлении от первой линии контакта до линии прессования - кривизна, таким образом, становится слабее снаружи по направлению внутрь. В поперечном сечении от первой линии контакта до линии прессования, таким образом, существует по меньшей мере одна секция поверхности контакта, в которой кривизна становится сильнее снаружи по направлению внутрь. В результате внутренний край поверхности контакта опускается дальше и риск контакта между поверхностью листа и поверхностью контакта дополнительно уменьшается. Наиболее особенно предпочтительно увеличение радиуса кривизна снаружи по направлению внутрь во всей области между первой линией контакта и линией прессования.
В предпочтительном варианте выполнения расстояние между первой линией контакта и линией прессования составляет от 2 см до 50 см, предпочтительно от 5 см до 30 см. Указанное расстояние измеряется вдоль кратчайшего соединения на поверхности контакта между первой линией контакта и линией прессования, в частности, по существу перпендикулярно двум линиям. Особенно хорошие результаты изгибания могут быть получены с указанными расстояниями.
Расстояние между линией прессования и внутренним краем поверхности контакта составляет предпочтительно по меньшей мере 10 мм, например, от 10 мм до 100 мм. Расстояние между первой линией контакта и внешним краем поверхности контакта составляет предпочтительно по меньшей мере 5 мм, например, от 5 мм до 100 мм.
Верхняя форма для изгибания прессованием в предпочтительном варианте выполнения осуществлена в виде так называемой «массивной формы», т.е. имеет сплошную обращенную вниз поверхность контакта или активную поверхность. В отличие от рамочной формы для изгибания такая активная поверхность, которая также может называться «массивной», вступает в контакт, в конце этапа изгибания, с большей частью верхней поверхности листа или даже всей верхней поверхностью листа. Массивная верхняя форма для изгибания прессованием особенно пригодна для изгибания прессованием в соединении с подобной раме нижней формой для изгибания прессованием. Активная поверхность верхней формы для изгибания прессованием является, в частности, выпуклой и имеет геометрию, которая соответствует геометрии конечного изогнутого листа.
В случае изгибания прессованием поверхности контакта двух форм для изгибания прессованием обычно не покрыты тканью, в частности, металлосодержащей тканью, как обычно принято с другими гибочными формами. Вместо этого стеклянный лист находится в непосредственном контакте с металлическими поверхностями форм для изгибания.
Устройство согласно изобретению также включает в себя средство для перемещения нижней и верхней формы для изгибания прессованием по направлению друг к другу. С помощью этого средства две формы для изгибания прессованием перемещают ближе друг к другу после того, как стеклянный лист расположили для изгибания, так, что они могут взаимодействовать вместе, прессуя стеклянный лист. Вертикальное перемещение нижней формы для изгибания прессованием, верхней формы для изгибания прессованием или обеих может быть использовано для подведения их ближе друг к другу.
Устройство согласно изобретению также включает в себя средство для нагревания стеклянного листа до температуры размягчения. Обычно формы для изгибания располагают внутри нагреваемой гибочной печи или нагреваемой гибочной камеры. Стеклянный лист может проходить через отдельную камеру для нагревания, например, туннельную печь.
Устройство также включает в себя средство для перемещения стеклянного листа, подлежащего изгибанию, для того, чтобы транспортировать стеклянный лист в средство нагрева и в сторону от средства нагрева снова после изгибания. Таким образом, например, формы для изгибания прессованием могут быть смонтированы с возможностью перемещения, например, на транспортировочной стойке, которая перемещается посредством роликов или конвейерных лент. Альтернативно, формы для изгибания могут быть расположены неподвижно в гибочной печи, и стеклянный лист может перемещаться непосредственно на роликах или конвейерных лентах. В гибочной печи стеклянный лист могут, например, захватывать с верхней формы для изгибания прессованием. С этой целью стеклянный лист могут перемещать с верхней формы для изгибания прессованием посредством всасывания или выдувания на верхнюю форму для изгибания прессованием посредством вертикальной струи воздуха.
В предпочтительном варианте выполнения стеклянный лист предварительно изгибают до изгибания прессованием, и устройство оборудовано соответствующим средством для производства предварительного изгиба. Предварительное изгибание могут выполнять, например, посредством выдувания размягченного стеклянного листа на верхнюю форму для изгибания прессованием. Альтернативно, предварительное изгибание могут производить с помощью изгибания под действием силы тяжести. С этой целью устройство оборудовано формой для изгибания под действием силы тяжести, которая предпочтительно имеет опорную поверхность в форме рамы, ограниченную внутренним краем и внешним краем. Только одна краевая область стеклянного листа находится в непосредственном контакте с опорной поверхностью, тогда как большая часть стеклянного листа не имеет непосредственного контакта с формой для изгибания под действием силы тяжести. Периферийный боковой край стеклянного листа может быть расположен на опорной поверхности или даже выступает за пределы опорной поверхности в секциях или по периферии. Когда стеклянный лист нагревают до температуры размягчения, центр листа опускается под действием силы тяжести, а края листа поднимают относительно центра листа, производя предварительный изгиб. Посредством комбинации изгибания под действием силы тяжести для производства предварительного изгиба и изгибания прессованием для конечного изгиба стеклянные листы со сложными геометриями могут быть произведены с высоким оптическим качеством.
Устройство далее предпочтительно включает в себя средство для расположения стеклянного листа на форме для изгибания под действием силы тяжести, в частности, верхнюю транспортировочную форму с ориентированной вниз поверхностью контакта. Стеклянный лист всасывают или выдувают на поверхность контакта. Форму для изгибания под действием силы тяжести перемещают под транспортировочной формой (или, альтернативно, транспортировочную форму перемещают над формой для изгибания под действием силы тяжести), возможно, подводят ближе к транспортировочной форме, и стеклянный лист размещают на опорной поверхности формы для изгибания под действием силы тяжести посредством прерывания всасывающего или выдувающего действия. Поверхность контакта транспортировочной формы является предпочтительно плоской, в результате чего стеклянный лист, плоский в первоначальном состоянии, может оптимально транспортироваться.
Устройство может, например, конкретно включать в себя средство для перемещения стеклянного листа с формы для изгибания под действием силы тяжести на нижнюю форму для изгибания прессованием, например, дополнительную верхнюю транспортировочную форму. Его также могут поднимать с формы для изгибания под действием силы тяжести посредством выдувания его в верхнюю форму для изгибания прессованием, при этом форму для изгибания под действием силы тяжести впоследствии заменяют на нижнюю форму для изгибания прессованием для того, чтобы подготавливать устройство для изгибания прессованием. В предпочтительном варианте выполнения форма для изгибания под действием силы тяжести и нижняя форма для изгибания прессованием объединены в общем инструменте, в котором поверхность контакта нижней формы для изгибания прессованием обрамляет опорную поверхность формы для изгибания под действием силы тяжести или наоборот. Поверхность контакта нижней формы для изгибания прессованием и опорная поверхность формы для изгибания под действием силы тяжести являются подвижными относительно друг друга посредством вертикального смещения так, что может быть выполнено изменение между первым состоянием, в котором опорная поверхность формы для изгибания под действием силы тяжести расположена выше, чем поверхность контакта нижней формы для изгибания прессованием, и вторым состоянием, в котором поверхность контакта нижней формы для изгибания прессованием расположена выше, чем опорная поверхность формы для изгибания под действием силы тяжести. Когда стеклянный лист предварительно изогнули в первом состоянии на форме для изгибания под действием силы тяжести, его могут переносить на нижнюю форму для изгибания прессованием простым образом путем перехода во второе состояние без необходимости его подъема с помощью инструмента.
Форма для изгибания под действием силы тяжести предпочтительно имеет опорную поверхность в форме рамы, которая выполнена с возможностью расположения на ней стеклянного листа и которая имеет внешний край и внутренний край. Внутренний край обращен к центру и, при использовании по назначению, обращен к центру стеклянного листа. Внешний край направлен наружу и, при использовании по назначению, обращен к краю листа и обращен в сторону от центра стеклянного листа. Периферийный боковой край стеклянного листа может быть расположен на опорной поверхности или даже выступает за пределы опорной поверхности в секциях или по периферии.
В особенно предпочтительном варианте опорная поверхность не является полностью плоской, а частично изогнута. Опорная поверхность имеет внешнюю, центральную и внутреннюю область. Области также осуществлены подобно раме, при этом внешняя область окружает центральную область, которая, в свою очередь, окружает внутреннюю область. Внешняя область обращена к внешнему краю; внутренняя область обращена к внутреннему краю; а центральная область расположена между внешней областью и внутренней областью. В поперечном сечении через форму для изгибания под действием силы тяжести видны области между внешним краем и внутренним краем опорной поверхности с расположенными, начиная от внешнего края в направлении внутреннего края, первой внешней областью, затем центральной областью и затем внутренней областью.
Внешняя область опорной поверхности является плоской и расположена горизонтально. Центральная область может быть плоской или немного изогнутой (предпочтительно выпукло) и наклонена внутрь, т.е. по направлению к внутреннему краю. Внутренняя область имеет, в отличие от этого, относительно сильную кривизну в направлении, противоположном кривизне стеклянного листа, произведенного во время операции изгибания под действием силы тяжести. Так как центр листа опускается под действием силы тяжести, а края листа поднимают относительно центра листа, стеклянный лист изгибают во время изгибания под действием силы тяжести так, что нижняя поверхность листа становится выпукло изогнутой, и верхняя поверхность листа становится вогнуто изогнутой. Внутренняя область опорной поверхности согласно изобретению является, следовательно, выпукло изогнутой так, что кривизна второй области и кривизна стеклянного листа находятся в противоположном друг другу направлении. Это формирование опорной поверхности предотвращает прилегание стеклянного листа только к краям опорной поверхности. Вместо этого стеклянный лист первоначально плоско прилегает к внешней области и, после начала изгибания, прилегает плоско к центральной области. Риск образования мешающих следов от формы может, таким образом, быть эффективно предотвращен. Стеклянный лист также не вступает в контакт с внутренним краем, что обеспечивается сильно изогнутой внутренней областью. Следы от формы могут, в свою очередь, быть предотвращены за счет отсутствия контакта между внутренним краем и стеклянным листом.
Внутренняя область более сильно изогнута, чем центральная область, т.е. имеет меньший радиус кривизны. Кривизна внутренней области выбирается, в частности, так, что в конечном изогнутом состоянии стеклянный лист не касается внутреннего края.
В предпочтительном варианте выполнения радиус кривизны во внутренней области составляет не более 200 мм, особенно предпочтительно от 20 мм до 100 мм. Радиус кривизны в центральной области составляет предпочтительно по меньшей мере 200 мм, особенно предпочтительно по меньшей мере 400 мм. При этих условиях особенно хорошие результаты получаются с обычными изгибами листа.
Опорная поверхность предпочтительно имеет ширину от 3 см до 20 см, особенно предпочтительно от 5 см до 15 см. Такие ширины являются обычными для опорной поверхности форм для изгибания под действием силы тяжести. Термин «ширина» относится к размеру опорной поверхности вдоль кратчайшего соединения между внешним краем и внутренним краем, в частности, по существу перпендикулярно двум краям. Ширина центральной области составляет предпочтительно по меньшей мере 50% ширины опорной поверхности, особенно предпочтительно по меньшей мере 70%, наиболее особенно предпочтительно от 80%. Ширина плоской внешней области опорной поверхности должна составлять по меньшей мере 5 мм, предпочтительно от 5 мм до 20 мм. Ширина изогнутой внутренней области опорной поверхности должна составлять по меньшей мере 2 мм, предпочтительно от 2 мм до 10 мм.
Опорная поверхность формы для изгибания под действием силы тяжести может быть покрыта тканью, в частности, металлосодержащей тканью. Это служит, с одной стороны, для прокладки для того, чтобы дополнительно уменьшать риск следов от формы, и, с другой стороны, для теплоизоляции для того, чтобы уменьшать охлаждение стеклянного листа формой для изгибания под действием силы тяжести.
Изобретение также включает в себя приспособление для изгибания стеклянных листов, содержащее устройство согласно изобретению и стеклянный лист, который расположен между нижней формой для изгибания прессованием и верхней формой для изгибания прессованием.
После изгибания прессованием стеклянный лист охлаждают, что могут выполнять любым желаемым образом. Охлаждение могут выполнять на другой форме, на которую переносят лист. Охлаждение могут выполнять при температуре окружающей среды или с помощью активного охлаждения. Форма для изгибания под действием силы тяжести согласно изобретению и способ являются особенно пригодными для производства изогнутых, подвергнутых предварительному прессованию стеклянных листов, которые являются общепринятыми, например, в качестве боковых окон или задних окон моторных транспортных средств. Следовательно, в предпочтительном варианте выполнения стеклянный лист подвергают термическому предварительному прессованию после изгибания с помощью быстрого охлаждения. С этой целью стеклянный лист переносят после изгибания на так называемую «закалочную раму», на которой его хранят во время операции предварительного прессования.
Стеклянный лист, подлежащий изгибанию, предпочтительно содержит известково-натриевое стекло, которое является обычным для оконных листов, но может, однако, также содержать другие типы стекла, такие как боросиликатное стекло или кварцевое стекло. Толщина стеклянного листа составляет обычно от 0,5 мм до 10 мм, предпочтительно от 1 мм до 5 мм. Обычные температуры для изгибания стеклянных листов составляют от 500°C до 700°C, в частности около 650°C при изгибании листов, изготовленных из известково-натриевого стекла.
Изобретение также включает в себя применение устройства согласно изобретению для изгибания прессованием стеклянных листов для средства транспортировки для передвижения по суше, в воздухе или по воде, предпочтительно для изгибания прессованием оконных листов рельсовых транспортных средств или моторных транспортных средств, в частности, для изгибания прессованием задних окон, боковых окон или панелей крыши пассажирских автомобилей. Стеклянные листы, изгибаемые с помощью способа согласно изобретению, предпочтительно используются для средства транспортировки для передвижения по суше, в воздухе или по воде, особенно предпочтительно в качестве оконных листов рельсовых транспортных средств или моторных транспортных средств, в частности, в качестве задних окон, боковых окон или панелей крыши пассажирских автомобилей.
Далее изобретение объяснено подробно со ссылкой на чертежи и примерные варианты выполнения. Чертежи представляют собой схематические изображения и не выполнены в масштабе. Чертежи никоим образом не ограничивают изобретение.
Они изображают:
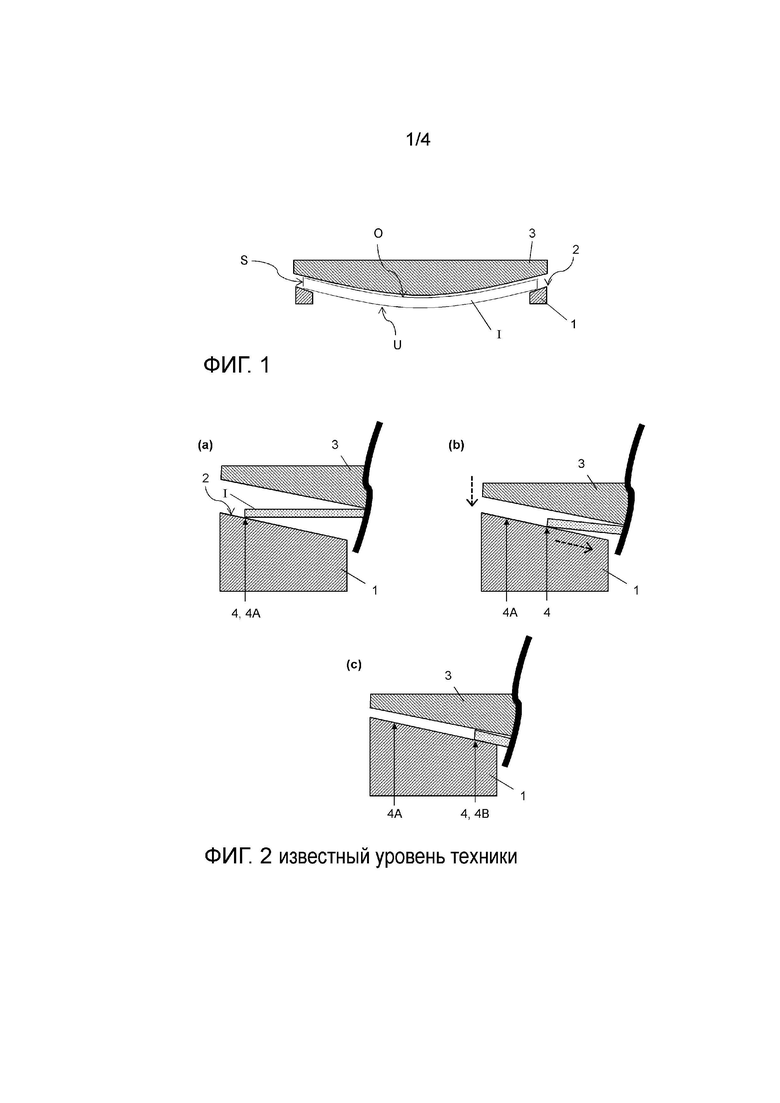
Фиг. 1 - поперечное сечение через основное устройство во время изгибания прессованием стеклянного листа,
Фиг. 2 - поперечное сечение через секцию известного устройства во время изгибания прессованием,
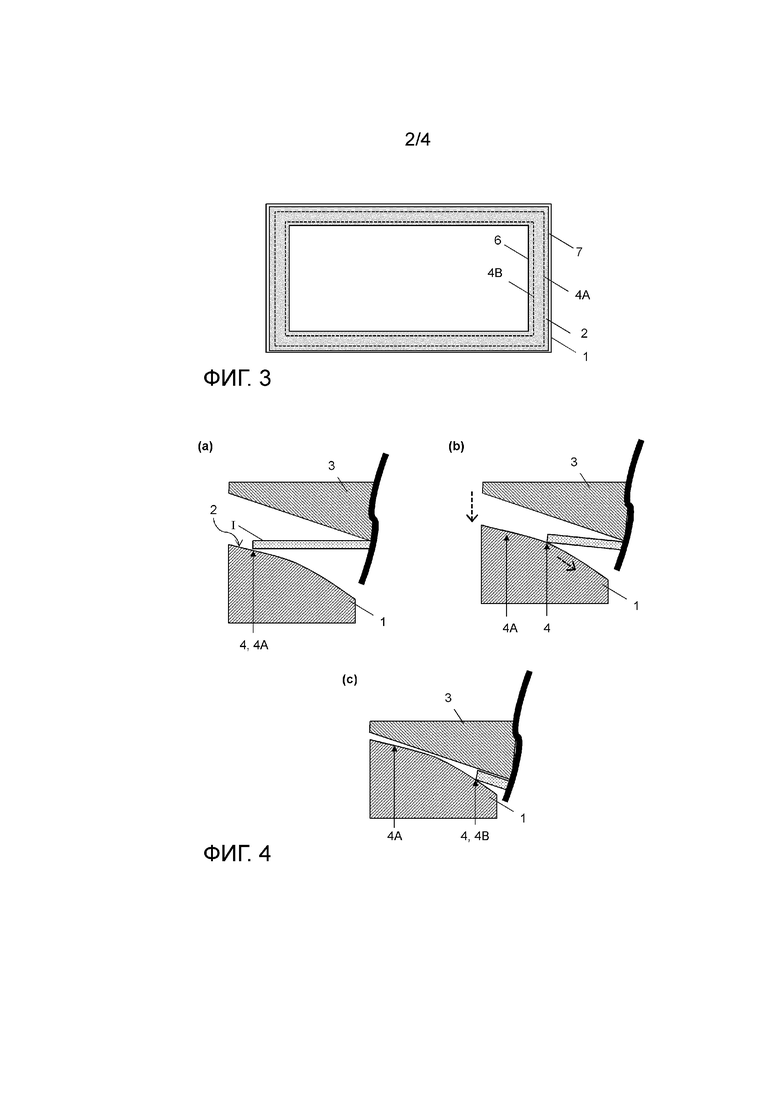
Фиг. 3 - вид сверху поверхности контакта нижней формы для изгибания прессованием основного устройства,
Фиг. 4 - поперечное сечение через секцию устройства согласно изобретению во время изгибания прессованием,
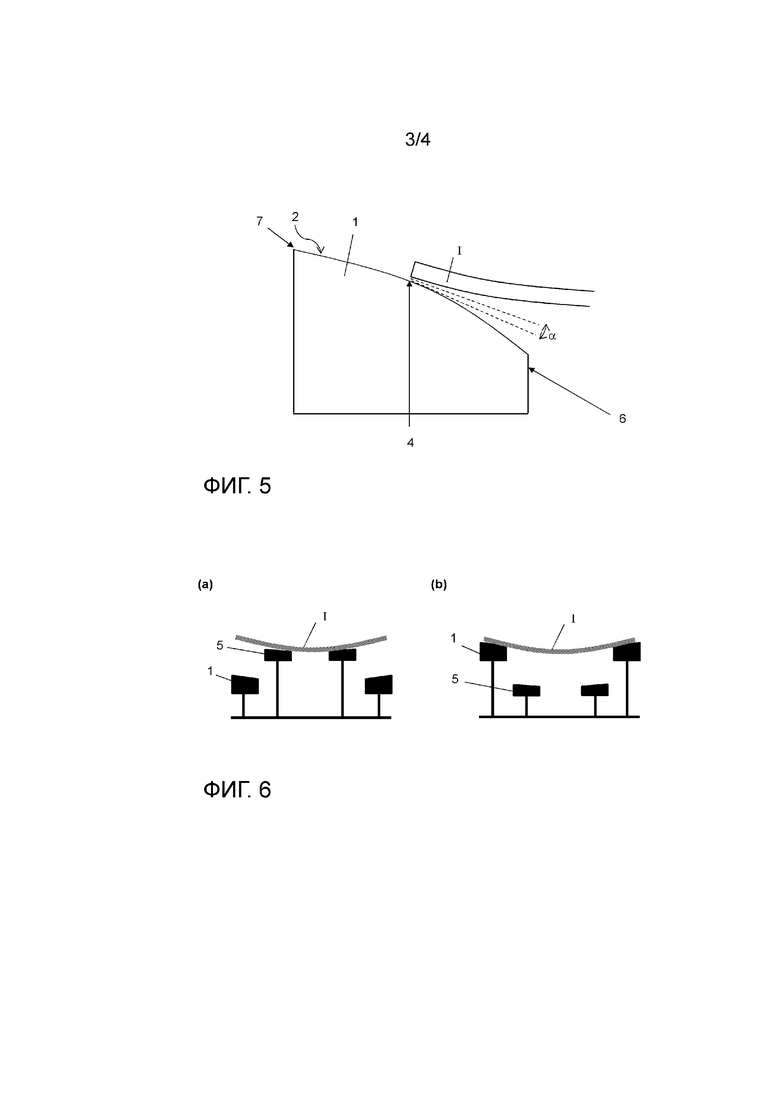
Фиг. 5 - поперечное сечение через секцию нижней формы для изгибания прессованием согласно изобретению с конечным изогнутым стеклянным листом,
Фиг. 6 - поперечное сечение инструмента, в котором нижняя форма для изгибания прессованием объединена с формой для изгибания под действием силы тяжести, и
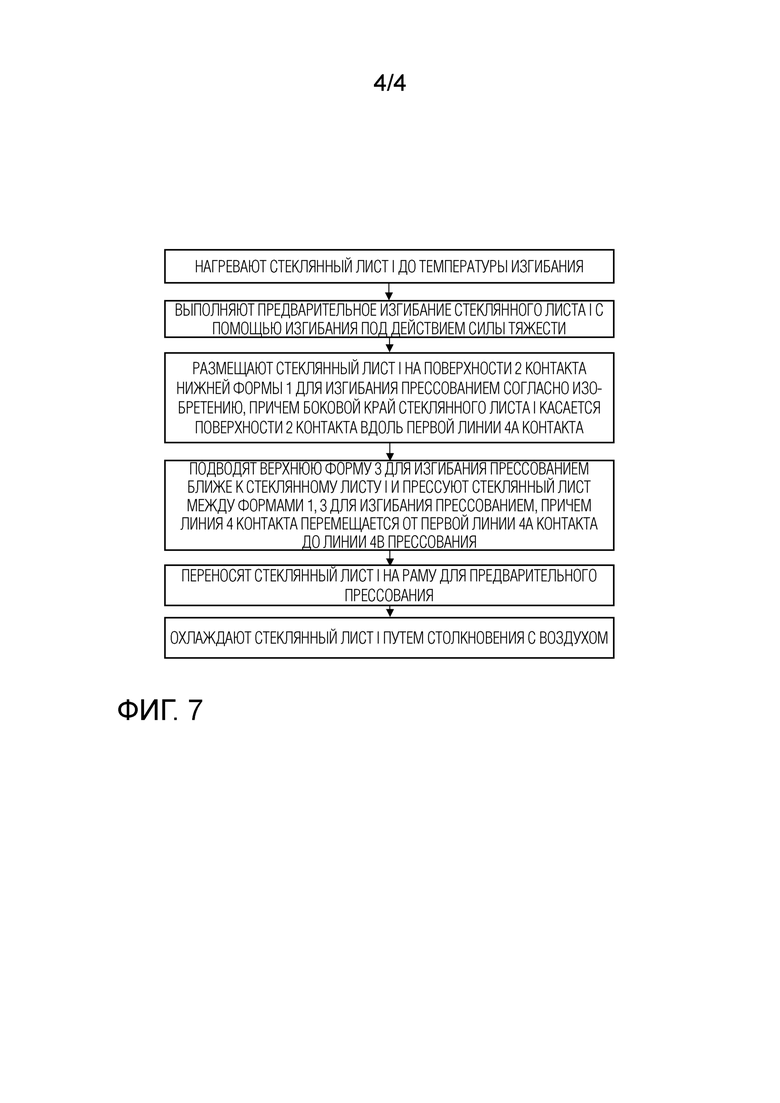
Фиг. 7 - блок-схема последовательности операций варианта выполнения способа согласно изобретению.
Фиг. 1 изображает поперечное сечение через основное устройство для изгибания прессованием стеклянных листов. Устройство содержит нижнюю форму 1 для изгибания прессованием с подобной раме поверхностью 2 контакта и верхнюю форму 3 для изгибания прессованием со сплошной активной поверхностью, которые расположены противоположно друг другу и являются вертикально подвижными относительно друг друга. Стеклянный лист I, подлежащий изгибанию, располагают между формами 1, 3 для изгибания прессованием. Формы 1, 3 для изгибания прессованием подводят ближе друг к другу так, что стеклянный лист I прессуют между ними и тем самым изменяют его форму. Только боковой край S стеклянного листа I прилегает к поверхности 2 контакта нижней формы 1 для изгибания прессованием. Стеклянный лист I и поверхность 2 контакта, таким образом, касаются друг друга только вдоль периферийной линии, которая называется линией 4 контакта. Вся верхняя поверхность O листа находится в контакте с активной поверхностью верхней формы 3 для изгибания прессованием. Форма активной поверхности верхней формы 3 для изгибания прессованием соответствует желаемой изогнутой форме стеклянного листа I.
Фиг. 2 изображает поперечное сечение через секцию устройства, чья нижняя форма 1 для изгибания прессованием осуществлена традиционно. Поверхность 2 контакта является плоской и наклонена внутрь. Сначала стеклянный лист I приводят в контакт с нижней формой 1 для изгибания прессованием и верхней формой 3 для изгибания прессованием (Фиг. 2a). Эта линия 4 контакта, вдоль которой стеклянный лист I первоначально вступает в контакт с поверхностью 2 контакта, называется первой линией 4А контакта. Стеклянный лист I для простоты показан плоским здесь в первоначальном состоянии; однако, он также он может быть предварительно изогнут. Для изгибания прессованием формы 1, 3 для изгибания прессованием подводят ближе друг к другу так, что изменяют форму стеклянного листа I. Линия 4 контакта перемещается внутрь, начиная от первой линии 4А контакта (Фиг. 2b). Пунктирные стрелки обозначают перемещение верхней формы 3 для изгибания прессованием и линии 4 контакта во время изгибания прессованием. В конце изгибания прессованием формы 1, 3 для изгибания прессованием достигли их конечного положения, и стеклянный лист I изогнули в его конечную форму (Фиг. 2c). Линия 4 контакта достигает ее самого внутреннего положения, которое называется линией 4B прессования.
Фигура иллюстрирует недостаток традиционных нижних форм для изгибания прессованием с плоской поверхностью 2 контакта. В частности, при производстве стеклянных листов I с сильными кривизнами в краевой области имеется риск вступления в контакт нижней поверхности U листа с поверхностью 2 контакта в области между линией 4B прессования и внутренним краем, возможно с получающимся в результате отрицательным влиянием на оптическое качество. Контакт может, в принципе, быть предотвращен путем ориентирования поверхности 2 контакта более круто. Для того, чтобы линия 4 контакта все же покрывала это же горизонтальное расстояние, в этом случае было бы необходимо значительно удлинять поверхность 2 контакта, в результате чего нижняя форма для изгибания должна была бы стать очень протяженной, в частности, неуправляемо большой, и могла бы быть с трудом интегрирована в существующие предприятия.
Фиг. 3 изображает вид сверху нижней формы 1 для изгибания прессованием. Видна поверхность 2 контакта в форме рамы, которая ограничена внутренним краем 6, обращенным к центру, и внешним краем 7, обращенным наружу. Контакт поверхности 2 контакта с боковым краем S стеклянного листа I выполняется в области между первой линией 4А контакта в форме рамы и линией 4B прессования, обе из которых расположены по периферии на поверхности 2 контакта.
Фиг. 4 изображает, для сравнения с Фиг. 2, поперечное сечение через секцию устройства с нижней формой 1 для изгибания прессованием согласно изобретению. Поверхность 2 контакта является выпукло изогнутой, в частности, в области между первой линией 4А контакта и линией 4B прессования. Кривизна поверхности 2 контакта представляет собой направление, противоположное кривизне листа. Изгибание увеличивает расстояние нижней области поверхности 2 контакта от стеклянного листа I, в результате чего вступление в контакт с нижней поверхностью U листа может быть предотвращено даже в случае стеклянных листов с сильными кривизнами в краевой области.
Фиг. 5 изображает поперечное сечение другой нижней формы 1 для изгибания прессованием. Конструкция согласно изобретению поверхности 2 контакта (ограниченной внутренним краем 6 и внешним краем 7) обеспечивает, что нижняя поверхность листа не вступает в контакт с поверхностью 2 контакта. Нижняя поверхность листа и поверхность 2 контакта, таким образом, всегда заключают угол более 0°, который называется углом α зазора. В зависимости от кривизны стеклянного листа I и поверхности 2 контакта угол α зазора может изменяться во время изгибания прессованием, но всегда остается больше 0°. Угол зазора на линии 4B прессования должен предпочтительно быть более 3°, например, 7°.
Угол зазора между изогнутыми поверхностями может быть точно определен с использованием плоскостей, касательных к соответственной линии 4 контакта.
Фиг. 6 схематически изображает нижнюю форму 1 для изгибания прессованием и форму 5 для изгибания под действием силы тяжести, которые объединены в общем инструменте. Форма 5 для изгибания под действием силы тяжести имеет опорную поверхность в форме рамы, которая обрамлена поверхностью 2 контакта нижней формы 1 для изгибания прессованием. Форма 1 для изгибания прессованием и форма 5 для изгибания под действием силы тяжести являются вертикально смещаемыми относительно друг друга так, что возможно регулировать, расположена ли опорная поверхность формы 5 для изгибания под действием силы тяжести или поверхность 2 контакта формы 1 для изгибания прессованием выше и, следовательно, может ли поддерживать стеклянный лист I. Сначала стеклянный лист I предварительно изгибают на форме 5 для изгибания под действием силы тяжести, которую располагают выше (Фиг. 6a). Формы 1, 5 для изгибания впоследствии смещают относительно друг друга, при этом стеклянный лист I переносят с формы 5 для изгибания под действием силы тяжести на нижнюю форму 1 для изгибания прессованием (Фиг. 6b). Перенос могут выполнять посредством перемещения формы 5 для изгибания под действием силы тяжести вниз, посредством перемещения формы 1 для изгибания прессованием вверх или комбинации и того, и другого.
Фиг. 7 изображает примерный вариант выполнения способа согласно изобретению со ссылкой на блок-схему последовательности операций.
Перечень ссылочных позиций:
(1) нижняя форма для изгибания прессованием
(2) поверхность контакта нижней формы 1 для изгибания
(3) верхняя форма для изгибания прессованием
(4) линия контакта между стеклянным листом I и поверхностью 2 контакта
(4А) первая линия контакта
(4B) линия прессования
(5) форма для изгибания под действием силы тяжести
(6) внутренний край поверхности 2 контакта
(7) внешний край поверхности 2 контакта
α угол зазора между поверхностью 2 контакта и стеклянным листом I
(I) стеклянный лист
(O) верхняя поверхность листа стеклянного листа I
(U) нижняя поверхность листа стеклянного листа I
(S) боковой край стеклянного листа I.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФОРМА ДЛЯ ГРАВИТАЦИОННОЙ ГИБКИ С ИЗОГНУТОЙ ОПОРНОЙ ПОВЕРХНОСТЬЮ ДЛЯ ГИБКИ СТЕКЛЯННЫХ ЛИСТОВ | 2018 |
|
RU2721783C1 |
| ГИБКА СТЕКЛЯННЫХ ЛИСТОВ | 2017 |
|
RU2742780C2 |
| Устройство для изготовления гнутого стеклянного листа | 1979 |
|
SU1120922A3 |
| СПОСОБ И УСТРОЙСТВО ВЫПУКЛОГО ИЗГИБАНИЯ СТЕКЛЯННОЙ ПЛАСТИНЫ | 1994 |
|
RU2121983C1 |
| СПОСОБ МОЛЛИРОВАНИЯ СТЕКЛА ПРИ ИЗБЫТОЧНОМ ДАВЛЕНИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2689097C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ТРУБЫ И ПРЕССУЮЩИЙ ШТАМП, ИСПОЛЬЗУЕМЫЙ ПРИ ДАННОМ СПОСОБЕ | 2015 |
|
RU2663674C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТЖИГА ЛИСТОВОГО СТЕКЛА | 2011 |
|
RU2540725C2 |
| ГИБКА ТОНКОГО СТЕКЛА | 2017 |
|
RU2753297C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГИБАНИЯ ПЛАСТИН | 2019 |
|
RU2760812C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ГИБКИ ОКОННЫХ СТЕКОЛ | 2018 |
|
RU2744119C1 |
Изобретение относится к устройству и способу изгибания стеклянных листов, в частности изгибания прессованием стеклянных листов. Устройство для изгибания стеклянных листов содержит: нижнюю форму (1) для изгибания прессованием с поверхностью контакта (2) в форме рамы, верхнюю форму (3) для изгибания прессованием, расположенную противоположно поверхности (2) контакта, в котором нижняя форма (1) для изгибания прессованием и верхняя форма (3) для изгибания прессованием выполнены с возможностью изменения формы стеклянного листа (I), расположенного между ними, посредством прессования, причем боковой край (S) стеклянного листа (I) прилегает к поверхности (2) контакта вдоль линии (4) контакта, при этом нижняя поверхность стеклянного листа (I) никогда не вступает в контакт с нижней формой (1) для изгибания, причем во время прессования линия (4) контакта является перемещаемой от первой линии (4А) контакта вплоть до линии (4B) прессования, а поверхность (2) контакта между первой линией (4А) контакта и линией (4B) прессования является выпукло-изогнутой. Технический результат - обеспечение улучшенного устройства для изгибания прессованием, с помощью которого могут быть реализованы сильные кривизны листа в краевой области без необходимости в более сложных способах изгибания. 3 н. и 12 з.п. ф-лы, 7 ил.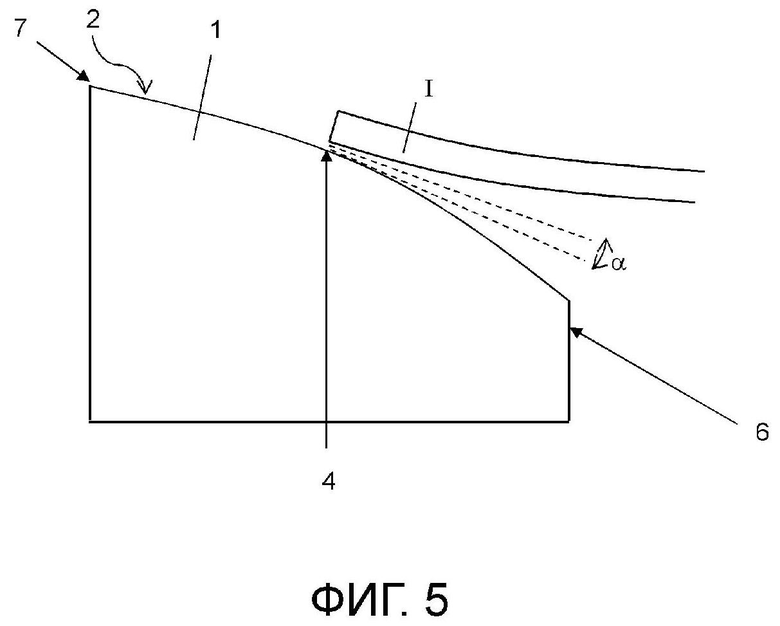
1. Устройство для изгибания стеклянных листов, содержащее
- нижнюю форму (1) для изгибания прессованием с поверхностью контакта (2) в форме рамы,
- верхнюю форму (3) для изгибания прессованием, расположенную противоположно поверхности (2) контакта,
в котором нижняя форма (1) для изгибания прессованием и верхняя форма (3) для изгибания прессованием выполнены с возможностью изменения формы стеклянного листа (I), расположенного между ними, посредством прессования, причем боковой край (S) стеклянного листа (I) прилегает к поверхности (2) контакта вдоль линии (4) контакта, при этом нижняя поверхность стеклянного листа (I) никогда не вступает в контакт с нижней формой (1) для изгибания,
причем во время прессования линия (4) контакта является перемещаемой от первой линии (4А) контакта вплоть до линии (4B) прессования,
отличающееся тем, что поверхность (2) контакта между первой линией (4А) контакта и линией (4B) прессования является выпукло-изогнутой.
2. Устройство по п. 1, в котором угол (α) зазора между поверхностью (2) контакта и стеклянным листом (I) на линии (4B) прессования составляет по меньшей мере 3°, предпочтительно по меньшей мере 5°.
3. Устройство по п. 1 или 2, в котором радиус кривизны изогнутой поверхности (2) контакта составляет не более 750 мм, предпочтительно не более 500 мм.
4. Устройство по любому из пп. 1-3, в котором радиус кривизны изогнутой поверхности (2) контакта является увеличиваемым, по меньшей мере в секциях, в направлении от первой линии (4А) контакта до линии (4B) прессования.
5. Устройство по любому из пп. 1-4, в котором поверхности контакта форм (1, 3) для изгибания прессованием не покрыты тканью.
6. Устройство по любому из пп. 1-5, в котором расстояние между первой линией (4А) контакта и линией (4B) прессования составляет от 2 см до 50 см, предпочтительно от 5 см до 30 см.
7. Устройство по любому из пп. 1-6, в котором верхняя форма (3) для изгибания прессованием имеет сплошную активную поверхность.
8. Устройство по любому из пп. 1-7, которое содержит форму (5) для изгибания под действием силы тяжести с опорной поверхностью в форме рамы и выполнено с возможностью переноса стеклянного листа (I) с формы (5) для изгибания под действием силы тяжести на нижнюю форму (1) для изгибания прессованием посредством вертикального смещения формы (5) для изгибания под действием силы тяжести и нижней формы (1) для изгибания прессованием относительно друг друга.
9. Устройство по п. 8, в котором опорная поверхность формы (5) для изгибания под действием силы тяжести имеет плоскую и горизонтальную внешнюю область, наклонную, плоскую или изогнутую центральную область и выпукло-изогнутую внутреннюю область, причем внутренняя область является более сильно изогнутой, чем центральный область.
10. Способ изгибания стеклянных листов, содержащий этапы, на которых:
(a) располагают стеклянный лист (I), нагретый до по меньшей мере его температуры размягчения, между нижней формой (1) для изгибания прессованием с поверхностью контакта (2) в форме рамы и верхней формой (3) для изгибания прессованием и приводят в контакт боковой край (S) стеклянного листа (I) и поверхность (2) контакта вдоль первой линии (4А) контакта,
(b) изгибают посредством прессования стеклянный лист (I) между нижней формой (1) для изгибания прессованием и верхней формой (3) для изгибания прессованием, причем боковой край (S) стеклянного листа (I) прилегает к поверхности (2) контакта вдоль линии (4) контакта, которую перемещают во время прессования от первой линии (4А) контакта вплоть до линии (4B) прессования, при этом нижняя поверхность стеклянного листа (I) никогда не вступает в контакт с нижней формой (1) для изгибания,
отличающийся тем, что поверхность (2) контакта является выпукло-изогнутой между первой линией (4А) контакта и линией (4B) прессования.
11. Способ по п. 10, в котором угол (α) зазора между поверхностью (2) контакта и стеклянным листом (I) на линии (4B) прессования составляет по меньшей мере 3°, предпочтительно по меньшей мере 5°.
12. Способ по любому из пп. 10-11, в котором стеклянный лист (I) предварительно изгибают до этапа (a).
13. Способ по п. 12, в котором стеклянный лист (I) предварительно изгибают на форме (5) для изгибания под действием силы тяжести и впоследствии переносят на нижнюю форму (1) для изгибания прессованием посредством вертикального смещения формы (5) для изгибания под действием силы тяжести и нижней формы (1) для изгибания прессованием относительно друг друга.
14. Способ по любому из пп. 10-13, в котором стеклянный лист (I) подвергают термическому предварительному прессованию после этапа (b).
15. Применение устройства по любому из пп. 1-9 для изгибания стеклянных листов для средства транспортировки для передвижения по суше, в воздухе или по воде, предпочтительно для изгибания оконных листов рельсовых транспортных средств или моторных транспортных средств, в частности для изгибания задних окон, боковых окон или панелей крыши пассажирских автомобилей.
| JP 2014051417 A, 20.03.2014 | |||
| ТРАНСПОРТНО-ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ВОЗВРАТНОГО СТЕКЛОБОЯ В ПРОИЗВОДСТВЕ СТЕКЛЯННОЙ ТАРЫ | 2014 |
|
RU2548416C1 |
| СПОСОБ ПРОИЗВОДСТВА СТЕКЛА | 2003 |
|
RU2255908C2 |
| Способ получения цветного стекла | 1980 |
|
SU941323A1 |
| Способ получения стекольной шихты для производства бесцветного стекла | 1978 |
|
SU772974A1 |
| JP 2000327354 A, 28.11.2000. | |||

