Область техники, к которой относится изобретение
Настоящее изобретение относится к отделению и извлечению диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, используемой в качестве катализатора при получении эфира или карбоната.
Уровень техники
Диалкоксид диалкилолова является очень удобным катализатором для синтеза карбоната, реакции переэтерификации, отверждения силиконового полимера или уретана.
В качестве традиционного способа получения диалкоксида диалкилолова известен способ, в котором оксид диалкилолова и спирт подвергают реакции дегидратации и получаемый содержащий воду низкокипящий компонент удаляют из реакционной жидкости (смотрите, например, Патентный документ 1: USP 5545600, Патентный документ 2: WO 2005/111049, Патентный документ 3: Japanese Patent Application Laid-open No. 2005-298433, Непатентный документ 1: Journal of Chemical Society, 23 (1971), 3972, Непатентный документ 2: Journal of the Chemical Society of Japan - Industrial Chemistry, 72, 7 (1969), 1543).
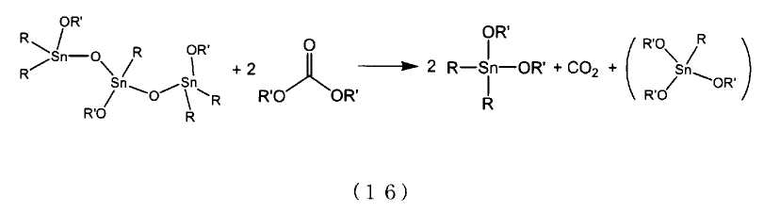
Предполагается, что этот способ, в котором используют оксид диалкилолова, включает в себя обратимую реакцию, сопровождаемую дегидратацией, как показано в следующем уравнении (6):
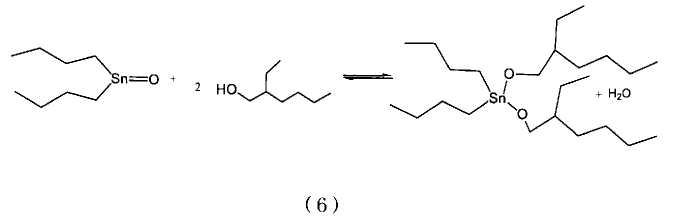
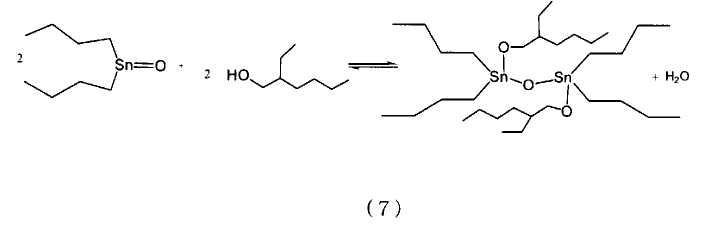
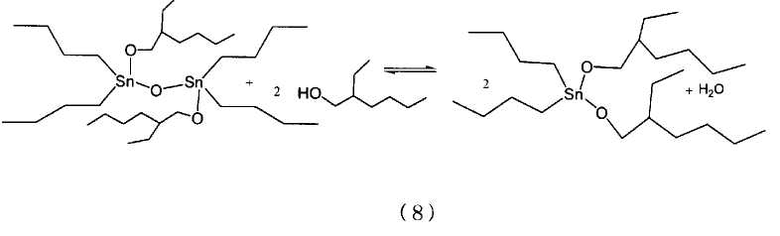
Приведенное выше равновесие смещено практически полностью в сторону исходных реагирующих веществ, и, кроме того, предполагается, что реакция включает последовательные реакции дегидратации, идущие через образование тетраалкилоловодистанноксана, как показано в уравнениях (7) и (8) ниже. Для получения диалкоксида диалкилолова с высоким выходом синтез осуществляют при отводе воды из системы из продуктов реакции дегидратации, и эта реакция идет с поглощением тепла, поэтому диалкоксид диалкилолова получают в результате продолжительного химического взаимодействия при высокой температуре (например, 180°C). Проводят следующую реакцию дегидратации и избыток спирта удаляют из реакционной жидкости, в результате чего получают реакционную жидкость, содержащую диалкоксид диалкилолова.
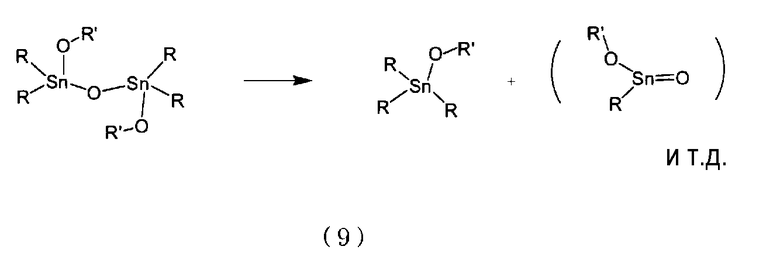
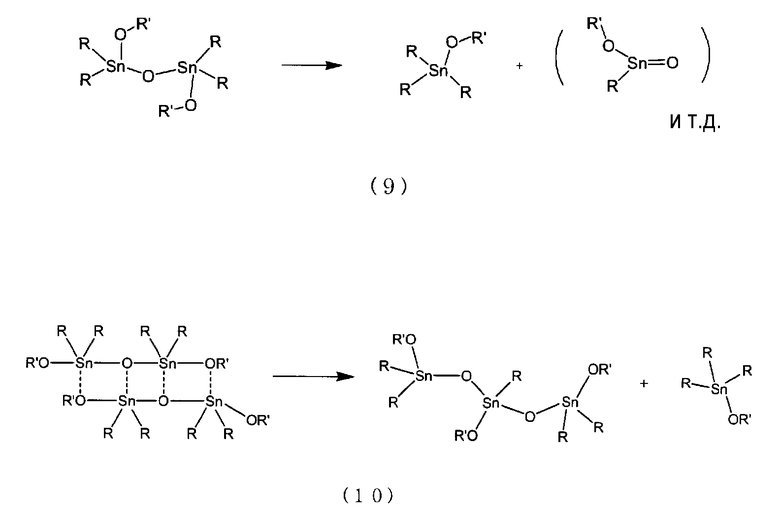
С другой стороны, известно, что при такой высокой температуре соединение диалкилолова легко термически разлагается на соединение триалкилолова (смотрите, например, Непатентный документ 2: Journal of the Chemical Society of Japan - Industrial Chemistry, 72, 7 (1969), 1543). Не ясно, по какой реакции образуется соединение триалкилолова, но если предположить, например, что соединение триалкилолова образуется в результате внутримолекулярной перегруппировки алкильной группы, то можно предположить, что соединение триалкилолова образуется по реакции диспропорционирования, как показано в следующем уравнении (9):
Диалкоксид диалкилолова, получаемый с помощью способа, в котором используется вышеописанная реакция, применяют, например, для получения карбоната в результате взаимодействия с диоксидом углерода (смотрите, например, Патентный документ 2: WO 2005/111049). В описанном выше способе получения диалкоксида диалкилолова получают термически разлагаемое вещество, но кроме того, предполагается, что термически разлагаемое вещество также образуется на стадиях, на которых нагревают соединение диалкилолова (например, стадии получения карбоната и стадии разделения карбонат/соединение диалкилолова). Кроме того, известно, что такое термически разлагаемое вещество содержит соединение триалкилолова и высококипящий оловосодержащий компонент с неустановленной структурой и что соединение триалкилолова почти не обладает никакой активностью при синтезе карбоната с использованием диоксида углерода (смотрите, например, Непатентный документ 3: Journal of American Chemical Society, 121 (1999), 3793). В настоящем изобретении высококипящий оловосодержащий компонент с неустановленной структурой в термически разлагаемом веществе обозначают как "высококипящий дезактивированный компонент". Здесь "высокая температура кипения" или "высококипящий" означает температуру кипения выше чем 250°C при нормальном давлении.
Упомянутое выше термически разлагаемое вещество является дезактивированным компонентом, который не проявляет реакционной активности при синтезе карбоната, и более того, может вызывать снижение выхода реакции или загрязнять продукт, и поэтому оно должно быть отделено от соединения диалкилолова, которое является активным компонентом (далее этот компонент, имеющий две связи олово-углерод на каждом атоме олова, входящем в алкоксид алкилолова, часто обозначают как "активный компонент").
Авторы настоящего изобретения ранее раскрыли изобретение, относящееся к получению высокочистого алкоксида диалкилолова (смотрите, например, Патентный документ 3: Japanese Patent Application Laid-open No. 2005-298433). В этом документе раскрыт способ получения алкоксида диалкилолова, не содержащего вредного соединения триалкилолова. В результате проведенных исследований авторы настоящего изобретения установили, что среди соединений алкоксида алкилолова это соединение триалкилолова имеет более низкую температуру кипения, и поэтому высокочистый алкоксид диалкилолова может быть получен удалением соединения триалкилолова ректификацией. С другой стороны, тем не менее, остается проблема, связанная с тем, что высококипящее соединение олова неустановленной структуры термически разлагаемого вещества (приведенный выше "высококипящий дезактивированный компонент") все же остается смешанным с активным компонентом.
Кроме того, авторы настоящего изобретения также раскрыли изобретение, относящееся к получению карбоната с использованием соединения алкоксида алкилолова, содержащего термически разлагаемое вещество (смотрите, например, Патентный документ 4: WO 2004/014840). В этом документе описан способ, в котором компонент термически разлагаемого вещества, то есть соединение триалкилолова, отделяют ректификацией для того, чтобы предотвратить его накопление в реакционной системе.
Однако, что касается термически разлагаемого вещества, которое является неотъемлемой частью соединения триалкилолова, то хотя и был описан способ, в котором это термически разлагаемое вещество осаждают в виде твердого вещества, используя разницу в температуре плавления или растворимости по отношению к активному компоненту, и затем отделяют от активного компонента с помощью фильтрации для того, чтобы предотвратить накопление в реакционной системе, наблюдались случаи снижения степени извлечения активного компонента.
Патентный документ 1: USP 5545600.
Патентный документ 2: WO 2005/111049.
Патентный документ 3: Japanese Patent Application Laid-open No. 2005-298433.
Патентный документ 4: WO 2004/014840.
Непатентный документ 1: Journal of Chemical Society, 23 (1971), 3972.
Непатентный документ 2: Journal of the Chemical Society of Japan - Industrial Chemistry, 72, 7 (1969), 1543.
Непатентный документ 3: Journal of American Chemical Society, 121 (1999), 3793.
Непатентный документ 4: Applied Catalysis A: General, 255 (2003), 93.
Описание изобретения
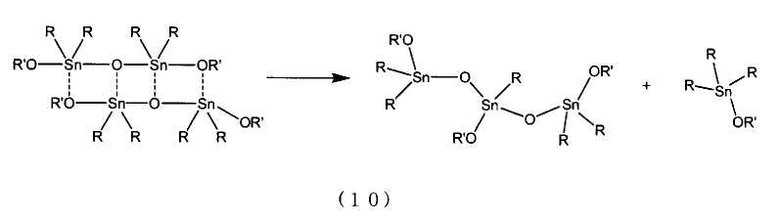
Авторы настоящего изобретения провели глубокие исследования причин снижения степени извлечения и в результате пришли к следующим выводам. В частности, известно, что активный компонент тетраалкилдиалкоксидистанноксан легко принимает лестничную структуру, приведенную в следующем уравнении (смотрите, например, Непатентный документ 4: Applied Catalysis A: General, 255 (2003), 93). Стало ясно, что проблема заключается в том, что реакция диспропорционирования при высокой температуре протекает не только в соответствии с ранее предлагаемым уравнением (9), но также и между двумя молекулами, образуя лестничную структуру, как показано в следующем уравнении (10), в результате некоторая часть термически разлагаемого вещества (то есть некоторая часть приведенного выше оловосодержащего высококипящего компонента с неустановленной структурой) образует соединение, в котором активный компонент и дезактивированный компонент ковалентно связаны вместе, и поэтому в вышеприведенном способе, в котором используют отверждение, активный компонент, ковалентно связанный с дезактивированным компонентом, удаляется вместе с дезактивированным компонентом, в результате чего степень извлечения уменьшается, и связанный дезактивированный компонент извлекается вместе с активным компонентом, и поэтому он все еще накапливается в системе. Кроме отделения фильтрацией или другим подобным методом, в качестве эффективного метода разделительного извлечения может также быть предусмотрено разделение в ректификационной колонне, но ни связанный дезактивированный компонент, ни дезактивированный компонент, приведенный в уравнении (9), не может быть отделен от активного компонента ректификацией (соответственно в настоящем описании продукт, полученный в результате термического разложения соединения диалкилолова в соответствии с уравнением (9) и/или со следующим уравнением (10), то есть высококипящий оловосодержащий компонент с неустановленной структурой, отличающийся от соединения триалкилолова, будет обозначаться как "высококипящий дезактивированный компонент").
Кроме того, активный компонент соединения диалкилолова является дорогим, поэтому степень извлечения для метода разделения считают важным показателем. Таким образом, существует необходимость в методе разделения, который позволял бы разделить с высокой степенью извлечения высококипящий дезактивированный компонент и активный компонент, которые, как описано выше, не могут быть отделены друг от друга ректификацией.
Задачей настоящего изобретения является разработка способа разделительного извлечения для эффективного отделения и извлечения активного компонента из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент.
Ввиду вышеприведенных обстоятельств авторы настоящего изобретения провели глубокие исследования по отделению и извлечению алкоксида диалкилолова из каталитической композиции алкоксида алкилолова и в результате создали настоящее изобретение, обнаружив, что вышеуказанная задача может быть решена путем взаимодействия неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент, со спиртом или/и карбонатом и затем ректификацией полученной таким образом реакционной жидкости, с тем чтобы отделить и извлечь продукт, образующийся из активного компонента, в виде диалкоксида диалкилолова. А именно, настоящее изобретение предлагает:
[1] способ отделения и извлечения активного компонента путем превращения активного компонента в диалкоксид диалкилолова из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова для использования при получении карбоната, которая содержит высококипящий дезактивированный компонент и активный компонент, включающий стадии:
(1) взаимодействия каталитической композиции алкоксида алкилолова со спиртом и/или карбонатом, для того чтобы получить реакционный раствор, содержащий продукт, образующийся из активного компонента; и
(2) ректификации реакционного раствора, полученного на стадии (1), для того чтобы отделить и извлечь диалкоксид диалкилолова из продукта, образующегося из активного компонента,
[2] способ разделительного извлечения по пункту [1], в котором активный компонент является компонентом, имеющим две связи олово-углерод на каждом атоме олова, входящем в алкоксид алкилолова,
[3] способ разделительного извлечения по пункту [1] или [2], в котором высококипящий дезактивированный компонент имеет температуру кипения выше чем 250°C при нормальном давлении,
[4] способ разделительного извлечения по любому одному из пунктов [1]-[3], в котором каталитическую композицию алкоксида алкилолова нельзя разделить ректификацией на высококипящий дезактивированный компонент и активный компонент при температуре не более чем 250°C при нормальном давлении,
[5] способ разделительного извлечения по любому одному из пунктов [1]-[4], в котором активным компонентом является тетраалкилдиалкоксидистанноксан,
[6] способ разделительного извлечения по пункту [5], в котором тетраалкилдиалкоксидистанноксаном является соединение алкилолова, представленное следующей формулой (1):
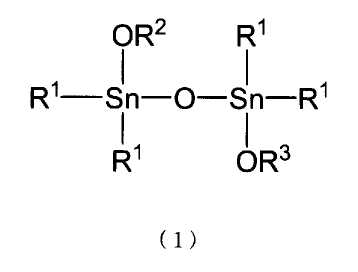
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; и
каждая из R2 и R3 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода,
[7] способ разделительного извлечения по любому одному из пунктов [1]-[6], в котором высококипящим дезактивированным компонентом является соединение алкилолова, содержащее атомы олова, которые при 119Sn-ЯМР анализе характеризуются химическими сдвигами в интервале от -220 до -610 частей на миллион (ppm) относительно тетраметилолова,
[8] способ разделительного извлечения по пункту [1], в котором спирт представлен следующей формулой (2):
где R4 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода,
[9] способ разделительного извлечения по пункту [1], в котором карбонат представлен следующей формулой (3):
где каждая из R5 и R6 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода,
[10] способ разделительного извлечения по пункту [1], в котором диалкоксид диалкилолова представлен следующей формулой (4):
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; и
каждая из R7 и R8 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; и
каждая из R7 и R8 соответствует алкоксильной группе активного компонента, R4 в спирте или R5 или R6 в карбонате, где, по меньшей мере, одна из R7 и R8 соответствует R4, R5 или R6,
[11] способ разделительного извлечения по пункту [1], в котором каталитическая композиция алкоксида алкилолова содержит оксид диалкилолова, представленный следующей формулой (5):
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода,
[12] способ разделительного извлечения по пункту [6], в котором каждая алкильная группа тетраалкилдиалкоксидистанноксана является н-бутильной группой или н-октильной группой,
[13] способ разделительного извлечения по пункту [8], в котором спиртом является спирт, выбранный из алифатических алкилспиртов, имеющих от 4 до 8 атомов углерода,
[14] способ разделительного извлечения по пункту [9], в котором карбонатом является карбонат, в котором, по меньшей мере, одну из R5 и R6 выбирают из алифатических алкильных групп, имеющих от 4 до 8 атомов углерода,
[15] способ разделительного извлечения по пункту [11], в котором оксидом диалкилолова является оксид диалкилолова, выбранный из оксида ди-н-бутилолова и оксида ди-н-октилолова,
[16] способ разделительного извлечения по пункту [1], в котором на стадии (1) отношение суммарного количества молей спирта и/или карбоната к числу молей атомов олова, входящих в активный компонент, находится в интервале от 2 до 100,
[17] способ разделительного извлечения по пункту [1], в котором на стадии (1) реакционная температура находится в интервале от 60 до 180°C,
[18] способ разделительного извлечения по пункту [1], в котором реакцию стадии (1) проводят в реакторе, выбранном из группы, состоящей из реактора с механическим перемешиванием, многоступенчатого реактора с механическим перемешиванием, насадочной колонны, ректификационной колонны, многоступенчатой ректификационной колонны, непрерывной многоступенчатой ректификационной колонны, реактора, имеющего внутри опору, и реактора с принудительной циркуляцией,
[19] способ разделительного извлечения по пункту [1], в котором на стадии (2) разделение с помощью ректификации проводят в ректификационных аппаратах, выбранных из группы, состоящей из многоступенчатой ректификационной колонны, непрерывной многоступенчатой ректификационной колонны, насадочной колонны и пленочного испарителя,
[20] способ получения карбоната с использованием диалкоксида диалкилолова, отделенного и извлеченного с использованием способа по любому одному из пунктов 1-19.
Согласно настоящему изобретению диалкоксид диалкилолова, который является полезным компонентом, может быть эффективно отделен и извлечен из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент, поэтому настоящее изобретение имеет очень важное значение для промышленности.
Краткое описание чертежей
На фиг. 1 приведена принципиальная схема способа отделения и извлечения диалкоксида диалкилолова в настоящем изобретении.
На фиг. 2 приведена принципиальная схема способа непрерывного получения карбоната с использованием каталитической композиции алкоксида алкилолова в настоящем изобретении.
На фиг. 3 приведена принципиальная схема примера колонного реактора, применяемого в настоящем изобретении.
Принятые цифровые обозначения
101, 107 - ректификационная колонна;
102, 201 - реактор колонного типа;
103, 106 - пленочный испаритель;
104 - автоклав;
105 - емкость для удаления диоксида углерода;
111, 112, 117 - ребойлер;
121, 123, 126, 127 - конденсатор;
211 - нижняя часть реактора;
221 - верхняя часть реактора;
1, 9, 21, 22 - линия подачи;
2, 4, 5, 6, 7, 8, 10, 11, 12, 13, 14 - линия перекачки;
3, 15, 23 - линия извлечения;
16 - линия вывода;
17 - линия подачи сырья;
24 - линия извлечения низкокипящего компонента.
Далее будет подробно описан вариант осуществления настоящего изобретения. Следующий вариант осуществления является просто иллюстрацией, объясняющей настоящее изобретение, при этом предполагается, что настоящее изобретение не ограничивается только этим вариантом осуществления. До тех пор пока не происходит отклонение от сущности настоящего изобретения, возможны его различные модификации.
В настоящем изобретении неразделяемая с помощью ректификации каталитическая композиция алкоксида алкилолова, содержащая высококипящий дезактивированный компонент и активный компонент, подвергается взаимодействию со спиртом и/или карбонатом, и полученную таким образом реакционную жидкость подвергают ректификации, для того чтобы отделить и извлечь диалкоксид диалкилолова из продукта, образующегося из активного компонента.
Как описано ранее, каталитическую композицию алкоксида алкилолова, используемую в производстве карбоната, термически разлагают путем нагревания с образованием термически разлагаемого вещества, которое не проявляет активности при получении карбоната. Механизм реакции термического разложения не ясен, но предполагается, что термическое разложение происходит в результате реакции диспропорционирования, как показано в следующем уравнении (9):
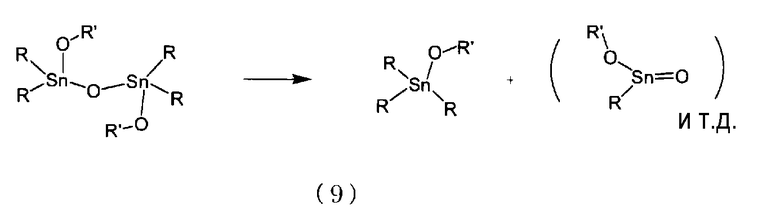
Как показано в вышеприведенном уравнении, при термическом разложении активного компонента, имеющего две связи олово-углерод на каждом атоме олова, активный компонент превращается в термически разлагаемое вещество, содержащее соединение триалкилолова и высококипящий компонент с нераспознанной структурой, содержащий олово. Соединение триалкилолова термически разлагаемого вещества (например, алкоксид триалкилолова) имеет относительно низкую температуру кипения среди компонентов каталитической композиции алкоксида алкилолова, поэтому оно может быть отделено от активного компонента ректификацией. С другой стороны, содержащий олово высококипящий компонент с нераспознанной структурой термически разлагаемого вещества может быть осажден в виде твердого вещества за счет разницы в температуре плавления или растворимости по сравнению с активным компонентом и затем отделен (или частично, или полностью) от активного компонента фильтрацией, но было обнаружено, что степень извлечения активного компонента при этом может быть низкой. Авторы настоящего изобретения провели глубокие исследования и в результате предположили, что так как активный компонент тетраалкилдиалкоксидистанноксан образует димерную структуру и легко принимает лестничную структуру, как показано в следующем уравнении (10), термическое разложение приводит не только к ранее предложенному уравнению (9), но также к соединению, в котором активный компонент и часть термически разлагаемого вещества ковалентно связаны вместе, как показано в следующем уравнении (10):
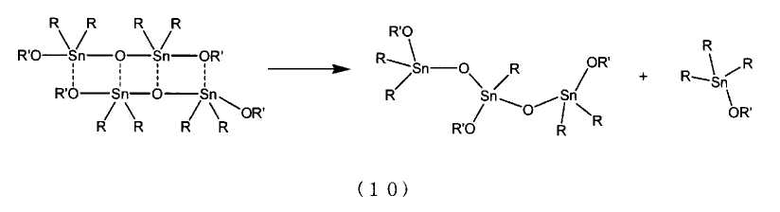
В результате полагают, что в вышеприведенном способе, в котором используют отверждение, активный компонент, связанный с частью термически разлагаемого вещества, по-видимому, удаляется вместе с термически разлагаемым веществом, и поэтому степень извлечения уменьшается, и наоборот, термически разлагаемое вещество извлекается вместе с активным компонентом, и поэтому разделение не может быть проведено эффективно. В качестве метода разделения, отличного от фильтрации, можно рассматривать разделение путем ректификации, но под вакуумом (например, давлении меньше чем 0,1 кПа) и при температуре не более 250°C, которая является температурным интервалом, который легко реализовать в промышленности, но этим методом невозможно осуществить отделение алкоксида алкилолова от каталитической композиции, содержащей высококипящий дезактивированный компонент и активный компонент. Предполагается, что отделение только активного компонента является невозможным в силу того, что высококипящий дезактивированный компонент имеет температуру кипения выше чем 250°C (при нормальном давлении), и кроме того, многие тетраалкилдиалкоксидистанноксаны (то есть некоторые активные компоненты) также имеют температуру кипения выше чем 250°C (при нормальном давлении), и кроме того, из-за возможности связывания активного компонента с частью термически разлагаемого вещества, так как вследствие связывания температура кипения связанного вещества обычно выше чем 250°C (при нормальном давлении), и кроме того, из-за связывания, которое имеет место, выделение только активного компонента невозможно. Таким образом, разделение с помощью ректификации является невозможным при температуре и пониженном давлении, которые легко реализовать в промышленности.
Поэтому авторы настоящего изобретения провели дополнительные глубокие исследования и в результате пришли к настоящему изобретению, обнаружив, что если неразделяемая ректификацией описанная выше каталитическая композиция алкоксида алкилолова, содержащая высококипящий дезактивированный компонент и активный компонент, взаимодействует со спиртом и/или a карбонатом с получением реакционной жидкости, содержащей продукт, образующийся из активного компонента, и реакционную жидкость подвергают ректификации, то тогда диалкоксид диалкилолова может быть отделен и извлечен из продукта, образующегося из активного компонента. А именно, авторы настоящего изобретения разработали способ отделения и извлечения активного компонента в виде диалкоксида диалкилолова из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент, и в результате добились того, что активный компонент эффективно отделяется и выделяется.
Сначала будут описаны соединения, используемые в настоящем изобретении. Активный компонент, используемый в настоящем изобретении, является компонентом, имеющим две связи олово-углерод на каждом атоме олова, входящем в алкоксид алкилолова, например соединением, представленным химической формулой (1), химической формулой (4) или химической формулой (5):
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; и
каждая из R2 и R3 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; предпочтительно каждая из R2 и R3 является линейной или разветвленной насыщенной алифатической группой, имеющей от 1 до 12 атомов углерода, более предпочтительно линейной или разветвленной алкильной группой, имеющей от 1 до 12 атомов углерода.
Примеры тетраалкилдиалкоксидистанноксана, представленного формулой (1), включают
1,1,3,3-тетраметил-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетраметил-1,3-дипентилоксидистанноксан (изомеры),
1,1,3,3-тетраметил-1,3-дигексилоксидистанноксан (изомеры),
1,1,3,3-тетрабутил-1,3-дипропоксидистанноксан (изомеры),
1,1,3,3-тетрабутил-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетрафенил-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетрафенил-1,3-дипентилоксидистанноксан (изомеры),
1,1,3,3-тетрафенил-1,3-дигексилоксидистанноксан (изомеры),
1,1,3,3-тетракис(трифторбутил)-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетракис(трифторбутил)-1,3-дипентилоксидистанноксан (изомеры),
1,1,3,3-тетракис(трифторбутил)-1,3-дигексилоксидистанноксан (изомеры),
1,1,3,3-тетракис(пентафторбутил)-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетракис(пентафторбутил)-1,3-дипентилоксидистанноксан (изомеры),
1,1,3,3-тетракис(пентафторбутил)-1,3-дигексилоксидистанноксан (изомеры),
1,1,3,3-тетракис(гептафторбутил)-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетракис(гептафторбутил)-1,3-дипентилоксидистанноксан (изомеры),
1,1,3,3-тетракис(гептафторбутил)-1,3-дигексилоксидистанноксан (изомеры),
1,1,3,3-тетракис(нонафторбутил)-1,3-дибутоксидистанноксан (изомеры),
1,1,3,3-тетракис(нонафторбутил)-1,3-дипентилоксидистанноксан (изомеры),
1,1,3,3-тетракис(нонафторбутил)-1,3-дигексилоксидистанноксан (изомеры) и
1,1,3,3-тетраоктил-1,3-дибутоксидистанноксан (изомеры).
Предпочтительные примеры включают тетраалкилдиалкоксидистанноксаны, в которых R1 является алкильной группой, имеющей от 1 до 12 атомов углерода. В случае когда число атомов углерода является небольшим, получаемый диалкоксид диалкилолова склонен переходить в твердую форму, тогда как в случае, когда число атомов углерода является большим, может быть высокой вязкость продукта, вследствие чего понижается текучесть. Поэтому особенно предпочтительные примеры включают тетраалкилдиалкоксидистанноксаны, в которых R1 является алкильной группой, имеющей от 4 до 8 атомов углерода. Их примеры включают
тетра(н-бутил)-ди(н-бутокси)дистанноксан,
тетра(н-бутил)-бис(2-метилпропилокси)дистанноксан,
тетра(н-бутил)-бис(3-метилбутилокси)дистанноксан,
тетра(н-бутил)-бис(2-метилбутилокси)дистанноксан,
тетра(н-бутил)-бис(2-этилбутилокси)дистанноксан,
тетра(н-октил)-ди(н-бутокси)дистанноксан,
тетра(н-октил)-бис(2-метилпропилокси)дистанноксан,
тетра(н-октил)-бис(3-метилбутилокси)дистанноксан,
тетра(н-октил)-бис(2-метилбутилокси)дистанноксан и
тетра(н-октил)-бис(2-этилбутилокси)дистанноксан.
Известно, что такой тетраалкилдиалкоксидистанноксан, как представленный вышеприведенной формулой (1), обычно существует в форме мультимера; в вышеприведенной формуле (1) тетраалкилдиалкоксидистанноксан показан в мономерной структуре, но тетраалкилдиалкоксидистанноксан может иметь мультимерную структуру или представлять собой агрегат.
Приведенный выше тетраалкилдиалкоксидистанноксан, содержащийся в каталитической композиции алкоксида алкилолова, легко гидролизуется водой с образованием оксида диалкилолова, представленного следующей формулой (5), но оксид диалкилолова может быть превращен обратно в тетраалкилдиалкоксидистанноксан с помощью реакции дегидратации со спиртом. Поэтому каталитическая композиция алкоксида алкилолова может содержать оксид диалкилолова, представленный следующей формулой (5):
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
Примеры оксида диалкилолова, представленного приведенной выше формулой (5), включают оксид диметилолова, оксид диэтилолова, оксид дипропилолова (изомеры), оксид дибутилолова (изомеры), оксид дипентилолова (изомеры), оксид дигексилолова (изомеры), оксид дигептилолова (изомеры), оксид диоктилолова (изомеры), оксид дивинилолова, оксид диаллилолова, оксид дициклогексилолова, оксид дициклооктилолова, оксид бис(трифторбутил)олова, оксид бис(пентафторбутил)олова, оксид бис(гептафторбутил)олова, оксид бис(нонафторбутил)олова, оксид дифенилолова, оксид дибензилолова, оксид дифенетилолова и оксид дитолилолова. Предпочтительные примеры включают оксиды диалкилолова, в которых R1 является алкильной группой, имеющей от 1 до 12 атомов углерода. В случае когда число атомов углерода является небольшим, полученный диалкоксид диалкилолова склонен переходить в твердую форму, тогда как в случае когда число атомов углерода является большим, может быть высокой вязкость продукта, вследствие чего понижается текучесть. Поэтому особенно предпочтительные примеры включают оксиды диалкилолова, в которых R1 является алкильной группой, имеющей от 4 до 8 атомов углерода, и включают оксид ди(н-бутил)олова и оксид ди(н-октил)олова.
Далее будет описана каталитическая композиция алкоксида алкилолова, используемая в настоящем изобретении, и высококипящий дезактивированный компонент. Каталитическая композиция алкоксида алкилолова в настоящем изобретении может быть получена путем взаимодействия с диоксидом углерода при получении карбоната, затем отделением карбоната ректификацией и затем опять осуществлением реакции дегидратации каталитической композиции алкоксида алкилолова, содержащейся в кубовом остатке. Каталитическую композицию алкоксида алкилолова нагревают на каждой стадии, поэтому происходит термическое разложение, вследствие чего образуется высококипящий дезактивированный компонент. Поэтому высококипящий дезактивированный компонент в настоящем изобретении является компонентом, образующимся в результате термического разложения, по мере того как повторяют описанные ниже стадии, при этом он является высококипящим (температура кипения выше чем 250°C) оловосодержащим компонентом неустановленной структуры.
Способ получения карбоната в настоящем изобретении обычно включает следующие стадии:
стадия (A): стадия, на которой исходный материал, включающий соединение диалкилолова или смесь, полученные на стадии (C) ниже, подвергают реакции дегидратации со спиртом в качестве реагента, получая в результате реакционную жидкость, содержащую диалкоксид диалкилолова, образующийся из соединения диалкилолова;
стадия (B): стадия, на которой реакционную жидкость, полученную на стадии (A), подвергают взаимодействию с диоксидом углерода, получая в результате реакционную жидкость, содержащую карбонат;
стадия (C): стадия, на которой реакционную жидкость, полученную на стадии (B), разделяют ректификацией на карбонат и смесь, содержащую соединение диалкилолова и термически разлагаемое вещество из соединения диалкилолова, и смесь возвращают на стадию (A) в качестве исходного материала.
Температура и давление отличаются на различных стадиях. Например, на стадии (A) реакцию проводят при температуре в интервале от 80 до 180°C и давлении в интервале от 20 до 1×106 Пa с получением реакционной жидкости, содержащей диалкоксид диалкилолова. Далее на стадии (B) реакционная жидкость, полученная на стадии (A), и диоксид углерода реагируют друг с другом, например, при температуре в интервале от 80 до 180°C и избыточном давлении в интервале от 0,5 до 50 МПа с получением реакционной жидкости, содержащей карбонат. Затем на стадии (C) реакционную жидкость, полученную на стадии (B), подвергают ректификации, например, при температуре в интервале от 100 до 250°C и давлении в интервале от 0,1 до 2×105 Па, в результате отделяя карбонат.
Таким образом, каждую из стадий проводят при соответствующей подходящей температуре и давлении. На каждой из стадий температура превышает комнатную температуру, то есть стадию проводят при нагревании. С другой стороны, например, стадии (A) и (C) проводят при относительно низком давлении, тогда как стадию (B) проводят при высоком давлении. Кроме того, на стадиях (B) и (C) к реакционной системе добавляют диоксид углерода, в результате чего происходит реакция, которая отличается от реакции на стадии (A). Поэтому предполагается, что термически разлагаемое вещество, образующееся на соответствующих стадиях, является следствием протекания различных реакций, и, следовательно, считают, что термически разлагаемое вещество является не только следствием стадии реакции дегидратации, описанной в прототипе, и поэтому является более сложным.
Было высказано предположение, что термически разлагаемое вещество образуется в результате реакции диспропорционирования, приведенной в уравнении (9) ниже, но как было описано ранее, тетраалкилдиалкоксидистанноксан легко принимает лестничную структуру, и, следовательно, считают, что термически разлагаемое вещество также образуется по уравнению реакции, приведенной в уравнении (10) ниже. Термически разлагаемое вещество характеризуется различными химическими сдвигами для активного компонента при 119Sn-ЯМР анализе. Термически разлагаемое вещество, которое, как предполагают, является соединением триалкилолова (например, алкоксидом триалкилолова), характеризуется химическим сдвигом от 60 до 140 ppm относительно тетраметилолова, тогда как высококипящий дезактивированный компонент неустановленной структуры содержит атомы олова, характеризующиеся химическими сдвигами от -220 до -610 ppm. Термически разлагаемое вещество может в некоторых случаях также содержать тетраалкилолово и/или оксид олова (SnO2). Однако тетраалкилолово может быть отделено ректификацией или другим подобным методом. Более того, в случае когда присутствует оксид олова, оксид олова может быть отделен вместе с активным компонентом с помощью способа настоящего изобретения, и, кроме того, оксид олова обычно является твердым веществом, и, следовательно, он может быть отделен с использованием такого хорошо известного способа, как фильтрация.
Высококипящим дезактивированным компонентом в настоящем изобретении является компонент, образующийся в результате термического разложения активного компонента, как описано выше (например, уравнение (9) и/или уравнение (10)). Настоящее изобретение предпочтительно применяется к высококипящему дезактивированному компоненту, образующемуся из тетраалкилдиалкоксидистанноксана, как приведено выше, в результате термического разложения. Высококипящий дезактивированный компонент, образующийся из тетраалкилдиалкоксидистанноксана в результате термического разложения, имеет температуру кипения выше чем 250 °C (при нормальном давлении), и кроме того, он не может быть отделен ректификацией при температуре не более чем 250°C от соответствующего тетраалкилдиалкоксидистанноксана.
Примеры алкоксида триалкилолова в уравнении (9) или (10) включают
триметилметоксиолово, триметилэтоксиолово, триметилпропоксиолово (изомеры), триметилбутоксиолово (изомеры), триметилпентилоксиолово (изомеры), триметилгексилоксиолово (изомеры), триметилгептилоксиолово (изомеры), триметилоктилоксиолово (изомеры), триметилнонилоксиолово (изомеры), триметилдецилоксиолово (изомеры), триметилбензилоксиолово, триметилфенилэтоксиолово, бутилдиметилметоксиолово, бутилдиметилэтоксиолово, бутилдиметилпропоксиолово (изомеры), бутилдиметилбутоксиолово (изомеры), бутилдиметилпентилоксиолово (изомеры), бутилдиметилгексилоксиолово (изомеры), бутилдиметилгептилоксиолово (изомеры), бутилдиметилоктилоксиолово (изомеры), бутилдиметилнонилоксиолово (изомеры), бутилдиметилдецилоксиолово (изомеры), бутилдиметилбензилоксиолово, бутилдиметилфенилэтоксиолово, дибутилметилметоксиолово, дибутилметилэтоксиолово, дибутилметилпропоксиолово (изомеры), дибутилметилбутоксиолово (изомеры), дибутилметилпентилоксиолово (изомеры), дибутилметилгексилоксиолово (изомеры), дибутилметилгептилоксиолово (изомеры), дибутилметилоктилоксиолово (изомеры), дибутилметилнонилоксиолово (изомеры), дибутилметилдецилоксиолово (изомеры), дибутилметилбензилоксиолово, дибутилметилфенилэтоксиолово, бутилдиэтилметоксиолово, бутилдиэтилэтоксиолово, бутилдиэтилпропоксиолово (изомеры), бутилдиэтилбутоксиолово (изомеры), бутилдиэтилпентилоксиолово (изомеры), бутилдиэтилгексилоксиолово (изомеры), бутилдиэтилгептилоксиолово (изомеры), бутилдиэтилоктилоксиолово (изомеры), бутилдиэтилнонилоксиолово (изомеры), бутилдиэтилдецилоксиолово (изомеры), бутилдиэтилбензилоксиолово, бутилдиэтилфенилэтоксиолово, дибутилэтилметоксиолово, дибутилэтилэтоксиолово, дибутилэтилпропоксиолово (изомеры), дибутилэтилбутоксиолово (изомеры), дибутилэтилпентилоксиолово (изомеры), дибутилэтилгексилоксиолово (изомеры), дибутилэтилгептилоксиолово (изомеры), дибутилэтилоктилоксиолово (изомеры), дибутилэтилнонилоксиолово (изомеры), дибутилэтилдецилоксиолово (изомеры), дибутилэтилбензилоксиолово, дибутилэтилфенилэтоксиолово, бутилдипропилметоксиолово, бутилдипропилэтоксиолово, бутилдипропилпропоксиолово (изомеры), бутилдипропилбутоксиолово (изомеры), бутилдипропилпентилоксиолово (изомеры), бутилдипропилгексилоксиолово (изомеры), бутилдипропилгептилоксиолово (изомеры), бутилдипропилоктилоксиолово (изомеры), бутилдипропилнонилоксиолово (изомеры), бутилдипропилдецилоксиолово (изомеры), бутилдипропилбензилоксиолово, бутилдипропилфенилэтоксиолово, дибутилпропилметоксиолово, дибутилпропилэтоксиолово, дибутилпропилпропоксиолово (изомеры), дибутилпропилбутоксиолово (изомеры), дибутилпропилпентилоксиолово (изомеры), дибутилпропилгексилоксиолово (изомеры), дибутилпропилгептилоксиолово (изомеры), дибутилпропилоктилоксиолово (изомеры), дибутилпропилнонилоксиолово (изомеры), дибутилпропилдецилоксиолово (изомеры), дибутилпропилбензилоксиолово, дибутилпропилфенилэтоксиолово, трибутилметоксиолово, трибутилэтоксиолово, трибутилпропоксиолово (изомеры), трибутилбутоксиолово (изомеры), трибутилбензилоксиолово, трибутилфенилэтоксиолово, трифенилметоксиолово, трифенилэтоксиолово, трифенилпропоксиолово (изомеры), трифенилбутоксиолово (изомеры), трифенилпентилоксиолово (изомеры), трифенилгексилоксиолово (изомеры), трифенилгептилоксиолово (изомеры), трифенилоктилоксиолово (изомеры), трифенилнонилоксиолово (изомеры), трифенилдецилоксиолово (изомеры), трифенилбензилоксиолово, трифенилфенилэтоксиолово, метокситрис(трифторбутил)олово, этокситрис(трифторбутил)олово, пропокситрис(трифторбутил)олово (изомеры), бутокситрис(трифторбутил)олово (изомеры), пентилокситрис(трифторбутил)олово (изомеры), гексилокситрис(трифторбутил)олово (изомеры), гептилокситрис(трифторбутил)олово (изомеры), октилокситрис(трифторбутил)олово (изомеры), нонилокситрис(трифторбутил)олово (изомеры), децилокситрис(трифторбутил)олово (изомеры), бензилокситрис(трифторбутил)олово, фенилэтокситрис(трифторбутил)олово, метокситрис(пентафторбутил)олово, этокситрис(пентафторбутил)олово, пропокситрис(пентафторбутил)олово (изомеры), бутокситрис(пентафторбутил)олово (изомеры), пентилокситрис(пентафторбутил)олово (изомеры), гексилокситрис(пентафторбутил)олово (изомеры), гептилокситрис(пентафторбутил)олово (изомеры), октилокситрис(пентафторбутил)олово (изомеры), нонилокситрис(пентафторбутил)олово (изомеры), децилокситрис(пентафторбутил)олово (изомеры), бензилокситрис(пентафторбутил)олово, фенилэтокситрис(пентафторбутил)олово, метокситрис(гептафторбутил)олово, этокситрис(гептафторбутил)олово, пропокситрис(гептафторбутил)олово (изомеры), бутокситрис(гептафторбутил)олово (изомеры), пентилокситрис(гептафторбутил)олово (изомеры), гексилокситрис(гептафторбутил)олово (изомеры), гептилокситрис(гептафторбутил)олово (изомеры), октилокситрис(гептафторбутил)олово (изомеры), нонилокситрис(гептафторбутил)олово (изомеры), децилокситрис(гептафторбутил)олово (изомеры), бензилокситрис(гептафторбутил)олово, фенилэтокситрис(гептафторбутил)олово, метокситрис(нонафторбутил)олово, этокситрис(нонафторбутил)олово, пропокситрис(нонафторбутил)олово (изомеры), бутокситрис(нонафторбутил)олово (изомеры), пентилокситрис(нонафторбутил)олово (изомеры), гексилокситрис(нонафторбутил)олово (изомеры), гептилокситрис(нонафторбутил)олово (изомеры), октилокситрис(нонафторбутил)олово (изомеры), нонилокситрис(нонафторбутил)олово (изомеры), децилокситрис(нонафторбутил)олово (изомеры), бензилокситрис(нонафторбутил)олово и фенилэтокситрис(нонафторбутил)олово.
Кроме того, нет подробных сведений о дезактивированном компоненте, который дополняет алкоксид триалкилолова, образующемся в результате реакции диспропорционирования, приведенной в уравнении (9), но примеры включают оксиды алкоксида моноалкилолова. Их примеры включают соединения моноалкилолова, такие как оксид метилметоксиолова, оксид метилэтоксиолова, оксид метилпропоксиолова (изомеры), оксид метилбутоксиолова (изомеры), оксид метилпентилоксиолова (изомеры), оксид метилгексилоксиолова (изомеры), оксид метилгептилоксиолова (изомеры), оксид метилоктилоксиолова (изомеры), оксид метилнонилоксиолова (изомеры), оксид метилдецилоксиолова (изомеры), оксид бутилметоксиолова, оксид бутилэтоксиолова, оксид бутилпропоксиолова (изомеры), оксид бутилбутоксиолова (изомеры), оксид бутилбензилоксиолова, оксид бутилфенилэтоксиолова, оксид октилметоксиолова, оксид октилэтоксиолова, оксид октилпропоксиолова (изомеры), оксид октилбутоксиолова (изомеры), оксид октилбензилоксиолова, оксид октилфенилэтоксиолова, оксид фенилметоксиолова, оксид фенилэтоксиолова, оксид фенилпропоксиолова (изомеры), оксид фенилбутоксиолова (изомеры), оксид фенилпентилоксиолова (изомеры), оксид фенилгексилоксиолова (изомеры), оксид фенилгептилоксиолова (изомеры), оксид фенилоктилоксиолова (изомеры), оксид фенилнонилоксиолова (изомеры), оксид фенилдецилоксиолова (изомеры), оксид фенилбензилоксиолова, оксид фенилфенилэтоксиолова, оксид метокситрифторбутилолова, оксид этокситрифторбутилолова, оксид пропокситрифторбутилолова (изомеры), оксид бутокситрифторбутилолова (изомеры), оксид пентилокситрифторбутилолова (изомеры), оксид гексилокситрифторбутилолова (изомеры), оксид гептилокситрифторбутилолова (изомеры), оксид октилокситрифторбутилолова (изомеры), оксид нонилокситрифторбутилолова (изомеры), оксид децилокситрифторбутилолова (изомеры), оксид бензилокситрифторбутилолова, оксид фенилэтокситрифторбутилолова, оксид метоксипентафторбутилолова, оксид этоксипентафторбутилолова, оксид пропоксипентафторбутилолова (изомеры), оксид бутоксипентафторбутилолова (изомеры), оксид пентилоксипентафторбутилолова (изомеры), оксид гексилоксипентафторбутилолова (изомеры), оксид гептилоксипентафторбутилолова (изомеры), оксид октилоксипентафторбутилолова (изомеры), оксид нонилоксипентафторбутилолова (изомеры), оксид децилоксипентафторбутилолова (изомеры), оксид бензилоксипентафторбутилолова, оксид фенилэтоксипентафторбутилолова, оксид метоксигептафторбутилолова, оксид этоксигептафторбутилолова, оксид пропоксигептафторбутилолова (изомеры), оксид бутоксигептафторбутилолова (изомеры), оксид пентилоксигептафторбутилолова (изомеры), оксид гексилоксигептафторбутилолова (изомеры), оксид гептилоксигептафторбутилолова (изомеры), оксид октилоксигептафторбутилолова (изомеры), оксид нонилоксигептафторбутилолова (изомеры), оксид децилоксигептафторбутилолова (изомеры), оксид бензилоксигептафторбутилолова, оксид фенилэтоксигептафторбутилолова, оксид метоксинонафторбутилолова, оксид этоксинонафторбутилолова, оксид пропоксинонафторбутилолова (изомеры), оксид бутоксинонафторбутилолова (изомеры), оксид пентилоксинонафторбутилолова (изомеры), оксид гексилоксинонафторбутилолова (изомеры), оксид гептилоксинонафторбутилолова (изомеры), оксид октилоксинонафторбутилолова (изомеры), оксид нонилоксинонафторбутилолова (изомеры), оксид децилоксинонафторбутилолова (изомеры), оксид бензилоксинонафторбутилолова и оксид фенилэтоксинонафторбутилолова.
Далее будут описаны спирт и карбонат, используемые в настоящем изобретении. Прежде всего, в качестве спирта может быть использован спирт, имеющий химическую структуру, представленную следующей формулой (2):
где R4 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
Примеры спирта, представленного приведенной выше формулой (2), включают метанол, этанол, пропанол (изомеры), бутанол (изомеры), пентанол (изомеры), гексанол (изомеры), гептанол (изомеры), октанол (изомеры), нонанол (изомеры), деканол (изомеры), циклогексанол, циклогептанол, циклооктанол, фенилметанол и 2-фенил-этанол, предпочтительные примеры включают бутанол (изомеры), пентанол (изомеры), гексанол (изомеры), гептанол (изомеры) и октанол (изомеры). Из этих спиртов н-бутанол, 2-метил-1-пропанол, н-пентанол, 3-метил-1-бутанол, 2-метил-1-бутанол, н-гексанол и 2-этил-1-бутанол являются особенно предпочтительными.
Далее в качестве карбоната, используемого в настоящем изобретении, может быть использован карбонат, имеющий химическую структуру, представленную следующей формулой (3):
где каждая из R5 и R6 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
Примеры карбоната, представленного приведенной выше формулой (3), включают диметилкарбонат, диэтилкарбонат, дипропилкарбонат (изомеры), дибутилкарбонат (изомеры), дипентилкарбонат (изомеры), дигексилкарбонат (изомеры), диоктилкарбонат (изомеры), дициклопентилкарбонат, дициклогексилкарбонат и дибензилкарбонат. Особенно предпочтительными карбонатами являются карбонаты, в которых каждая из R5 и R6 в представленной выше химической формуле (3) является линейной или разветвленной алифатической группой, имеющей от 4 до 8 атомов углерода, более предпочтительно алифатической группой, имеющей от 4 до 6 атомов углерода. Их примеры включают ди-н-бутилкарбонат, бис(2-метилпропил)карбонат, ди(н-пентил)карбонат, бис(3-метилбутил)карбонат, бис(2-метилбутил)карбонат, ди(н-гексил) карбонат и бис(2-этилбутил)карбонат.
Неразделяемая ректификацией каталитическая композиция алкоксида алкилолова содержит описанные выше высококипящий дезактивированный компонент и активный компонент, реагирует со спиртом и/или карбонатом с получением реакционной жидкости, содержащей продукт, образующийся из активного компонента, и затем реакционную жидкость подвергают ректификации, в результате чего диалкоксид диалкилолова, представленный следующей формулой (4), может быть отделен и извлечен из продукта, образующегося из активного компонента:
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода;
и каждая из R7 и R8 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, замещенную или незамещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; каждая из R7 и R8 соответствует алкоксильной группе активного компонента, или R4 в спирте, или R5 или R6 в карбонате, где, по меньшей мере, одна из R7 и R8 соответствует R4, R5 или R6.
Примеры диалкоксида диалкилолова, представленного приведенной выше формулой (4), включают соединения алкилалкоксиолова, такие как
диметилдиметоксиолово,
диметилдиэтоксиолово,
диметилдипропоксиолово (изомеры),
диметилдибутоксиолово (изомеры),
диметилдипентилоксиолово (изомеры),
диметилдигексилоксиолово (изомеры),
диметилдигептилоксиолово (изомеры),
диметилдиоктилоксиолово (изомеры),
диметилдинонилоксиолово (изомеры),
диметилдидецилоксиолово (изомеры),
бутилдиметоксиметилолово,
бутилдиэтоксиметилолово,
бутилдипропоксиметилолово (изомеры),
бутилдибутоксиметилолово (изомеры),
бутилдипентилоксиметилолово (изомеры),
бутилдигексилметилолово (изомеры),
бутилдигептилоксиметилолово (изомеры),
бутилдиоктилоксиметилолово (изомеры),
бутилдиметоксиэтилолово,
бутилдиэтоксиэтилолово,
бутилдипропоксиэтилолово (изомеры),
бутилдибутоксиэтилолово (изомеры),
бутилдипентилоксиэтилолово (изомеры),
бутилдигексилэтилолово (изомеры),
бутилдигептилоксиэтилолово (изомеры),
бутилдиоктилоксиэтилолово (изомеры),
бутилдиметоксипропилолово,
бутилдиэтоксипропилолово,
бутилдипропоксипропилолово (изомеры),
бутилдибутоксипропилолово (изомеры),
бутилдипентилоксипропилолово (изомеры),
бутилдигексилоксипропилолово (изомеры),
бутилдигептилоксипропилолово (изомеры),
бутилдиоктилоксипропилолово (изомеры),
дибутилдиметоксиолово,
дибутилдиэтоксиолово,
дибутилдипропоксиолово (изомеры),
дибутилдибутоксиолово (изомеры),
дибутилбис(бензилокси)олово,
дибутилбис(фенилэтокси)олово,
диоктилдиметоксиолово,
диоктилдиэтоксиолово,
диоктилдипропоксиолово (изомеры),
диоктилдибутоксиолово (изомеры),
диоктилбис(бензилокси)олово,
диоктилбис(фенилэтокси)олово,
дифенилдиметоксиолово,
дифенилдиэтоксиолово,
дифенилдипропоксиолово (изомеры),
дифенилдибутоксиолово (изомеры),
дифенилдипентилоксиолово (изомеры),
дифенилдигексилоксиолово (изомеры),
дифенилдигептилоксиолово (изомеры),
дифенилдиоктилоксиолово (изомеры),
дифенилдинонилоксиолово (изомеры),
дифенилдидецилоксиолово (изомеры),
дифенилбис(бензилокси)олово,
дифенилбис(фенилэтокси)олово,
диметоксибис(трифторбутил)олово,
диэтоксибис(трифторбутил)олово,
дипропоксибис(трифторбутил)олово (изомеры),
дибутоксибис(трифторбутил)олово (изомеры),
дипентилоксибис(трифторбутил)олово (изомеры),
дигексилоксибис(трифторбутил)олово (изомеры),
дигептилоксибис(трифторбутил)олово (изомеры),
диоктилоксибис(трифторбутил)олово (изомеры),
динонилоксибис(трифторбутил)олово (изомеры),
дидецилоксибис(трифторбутил)олово (изомеры),
бисбензилоксибис(трифторбутил)олово,
бисфенилэтоксибис(трифторбутил)олово,
диметоксибис(пентафторбутил)олово,
диэтоксибис(пентафторбутил)олово,
дипропоксибис(пентафторбутил)олово (изомеры),
дибутоксибис(пентафторбутил)олово (изомеры),
дипентилоксибис(пентафторбутил)олово (изомеры),
дигексилоксибис(пентафторбутил)олово (изомеры),
дигептилоксибис(пентафторбутил)олово (изомеры),
диоктилоксибис(пентафторбутил)олово (изомеры),
динонилоксибис(пентафторбутил)олово (изомеры),
дидецилоксибис(пентафторбутил)олово (изомеры),
бисбензилоксибис(пентафторбутил)олово,
бисфенилэтоксибис(пентафторбутил)олово,
диметоксибис(гептафторбутил)олово,
диэтоксибис(гептафторбутил)олово,
дипропоксибис(гептафторбутил)олово (изомеры),
дибутоксибис(гептафторбутил)олово (изомеры),
дипентилоксибис(гептафторбутил)олово (изомеры),
дигексилоксибис(гептафторбутил)олово (изомеры),
дигептилоксибис(гептафторбутил)олово (изомеры),
диоктилоксибис(гептафторбутил)олово (изомеры),
динонилоксибис(гептафторбутил)олово (изомеры),
дидецилоксибис(гептафторбутил)олово (изомеры),
бисбензилоксибис(гептафторбутил)олово,
бисфенилэтоксибис(гептафторбутил)олово,
диметоксибис(нонафторбутил)олово,
диэтоксибис(нонафторбутил)олово,
дипропоксибис(нонафторбутил)олово (изомеры),
дибутоксибис(нонафторбутил)олово (изомеры),
дипентилоксибис(нонафторбутил)олово (изомеры),
дигексилоксибис(нонафторбутил)олово (изомеры),
дигептилоксибис(нонафторбутил)олово (изомеры),
диоктилоксибис(нонафторбутил)олово (изомеры),
динонилоксибис(нонафторбутил)олово (изомеры),
дидецилоксибис(нонафторбутил)олово (изомеры),
бисбензилоксибис(нонафторбутил)олово и
бисфенилэтоксибис(нонафторбутил)олово.
Особенно предпочтительные примеры включают
ди(н-бутил)ди(н-бутокси)олово,
ди(н-бутил)бис(3-метилбутилокси)олово,
ди(н-бутил)бис(2-метилбутилокси)олово,
ди(н-бутил)бис(2-этилбутилокси)олово,
ди(н-октил)ди(н-бутокси)олово,
ди(н-октил)бис(3-метилбутилокси)олово,
ди(н-октил)бис(2-метилбутилокси)олово и
ди(н-октил)бис(2-этилбутилокси)олово.
Примеры нескольких измерений, в которых были проанализированы с помощью 119Sn-ЯМР такой диалкоксид диалкилолова, представленный химической формулой (4), тетраалкилдиалкоксидистанноксан, представленный химической формулой (1), и алкоксид триалкилолова, приведены в таблицах 1 и 2 ниже. При 119Sn-ЯМР анализе на величины химических сдвигов для этих соединений олова может влиять концентрация, растворитель и так далее, и, следовательно, предпочтительно использовать 119Sn-ЯМР в комбинации с 13C-ЯМР и 1H-ЯМР.
Ширина пика на половине высоты является достаточно широкой для 119Sn-ЯМР сдвига от 1 до 4 ppm для диалкоксида диалкилолова, представленного химической формулой (4), и более того, величина химического сдвига изменяется с концентрацией, сдвигаясь в сторону более высокого магнитного поля с увеличением концентрации. В качестве примера измерения, результаты анализа для дибутилбис(2-этилгексилокси)олова представлены в таблице 1 ниже.
(ppm; ОТНОСИТЕЛЬНО SnMe4)
С другой стороны, для тетраалкилдиалкоксидистанноксанов, представленных химической формулой (1), и алкоксидов триалкилолова 119Sn-ЯМР химические сдвиги имеют острую форму с шириной пика на половине высоты от 0,1 до 0,5 ppm, и на величины химических сдвигов сильно не влияют концентрация, растворитель и так далее. В качестве примеров измерений результаты анализов для нескольких 1,1,3,3-тетрабутил-1,3-бис(алкокси)дистанноксанов и соединений трибутилалкоксиолова представлены в таблице 2.
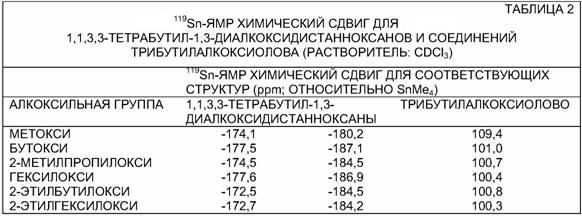
Как показано выше, для диалкоксида диалкилолова, тетраалкилдиалкоксидистанноксана и алкоксида триалкилолова идентификация с помощью 119Sn-ЯМР является относительно простой. Однако для высококипящего дезактивированного компонента неустановленной структуры при анализе с помощью 119Sn-ЯМР наблюдается множество химических сдвигов в интервале от -220 до -610 ppm. Предполагается, что это является следствием сложной структуры высококипящего дезактивированного компонента, поэтому структура является чрезвычайно сложной для идентификации.
Термически разлагаемая каталитическая композиция алкоксида алкилолова образует смесь с алкоксидом триалкилолова и высококипящим дезактивированным компонентом, имеющим сложную структуру, как описано выше, и более того, его реакционная способность и так далее является неясной. Однако если смесь взаимодействует со спиртом и/или карбонатом с получением реакционной жидкости, содержащей продукт, образующийся из активного компонента, находящегося в смеси, и затем реакционную жидкость подвергают ректификации, то тогда полезный диалкоксид диалкилолова может быть отделен и извлечен из продукта, образующегося из активного компонента.
То есть в настоящем изобретении, как показано на фиг. 1, неразделяемую с помощью ректификации каталитическую композицию алкоксида алкилолова, полученную в производстве карбоната, содержащую высококипящий дезактивированный компонент и активный компонент, подвергают взаимодействию со спиртом и/или карбонатом на стадии (1) с получением реакционной жидкости, содержащей продукт, образующийся из активного компонента, и затем реакционную жидкость подвергают ректификации на стадии (2), для того чтобы отделить и извлечь диалкоксид диалкилолова из продукта, образующегося из активного компонента.
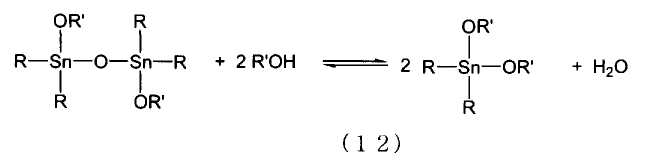
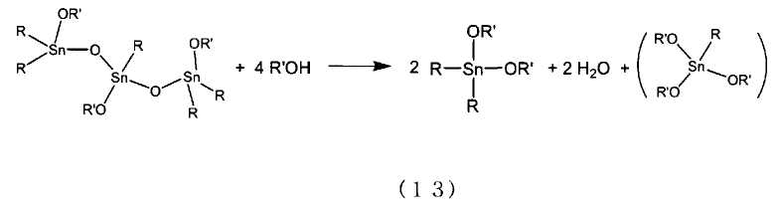
Далее будет описана реакция, осуществляемая на стадии (1) способа разделительного извлечения согласно настоящему изобретению. В случае когда неразделяемая с помощью ректификации каталитическая композиция алкоксида алкилолова, содержащая высококипящий дезактивированный компонент и активный компонент, взаимодействует со спиртом, предполагают, что дегидратация протекает следующим образом:
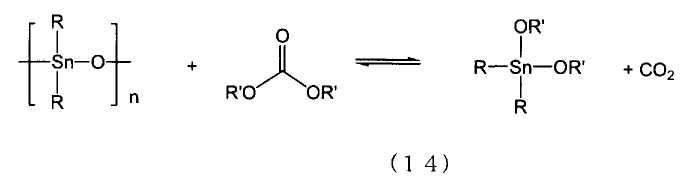
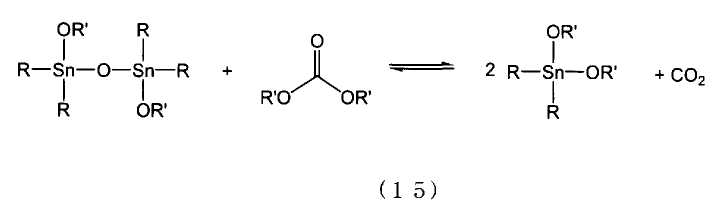
Кроме того, в случае использования карбоната, несмотря на то что детали механизма реакции являются неясными, предполагают, что протекает следующая реакция с выделением диоксида углерода:
В случае взаимодействия каталитической композиции алкоксида алкилолова со смесью спирта и карбоната считают, что все приведенные выше реакции протекают параллельно.
Известно, что такая каталитическая композиция алкоксида алкилолова легко взаимодействует с диоксидом углерода, образуя комплекс со структурой, в которой диоксид углерода внедрен в связи олово-кислород, и считают, что приведенный выше продукт реакции содержит такой комплекс "алкоксид алкилолова-диоксид углерода". Такие комплексы содержатся в продукте, образующемся из активного компонента, но диоксид углерода удаляется во время ректификации, и, следовательно, продукт, образующийся из активного компонента, извлекают в виде диалкоксида диалкилолова.
Описанное выше термически разлагаемое вещество содержит соединение триалкилолова (например, алкоксид триалкилолова), которое имеет низкую температуру кипения и, следовательно, может быть отделено ректификацией. При осуществлении приведенной выше реакции каталитической композиции алкоксида алкилолова перед взаимодействием со спиртом и/или карбонатом может быть заранее удален с помощью ректификации низкокипящий компонент, то есть алкоксид триалкилолова, с получением в виде кубового остатка неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, которая включает только высококипящий дезактивированный компонент и активный компонент.
Далее будут описаны условия проведения реакции. Реакции, которые протекают на стадии (1), могут включать обратимые реакции, и, следовательно, производительность и выход полученного диалкоксида диалкилолова сильно зависит от мольного отношения между атомами олова, содержащимися в активном компоненте, и спиртом и/или карбонатом. Несмотря на изменения в зависимости от типа спирта и/или карбоната отношение суммарного числа молей спирта и/или карбоната к числу молей атомов олова, содержащихся в активном компоненте, обычно находится в интервале от 1 до 1000, предпочтительно от 2 до 100. Так как реакции являются обратимыми, то в случае когда используют избыток спирта по отношению к числу молей атомов олова в активном компоненте, содержащемся в каталитической композиции алкоксида алкилолова, реакцию можно осуществлять более быстро, но если используют большой избыток спирта, то тогда больше энергии требуется для испарения спирта после реакции, и, следовательно, приведенный выше интервал является предпочтительным. Температура реакции изменяется в зависимости от типа спирта и/или карбоната и реакционного давления, но обычно лежит в интервале от 50 до 200°C. При высокой температуре склонны протекать побочные реакции, тогда как при низкой температуре реакция является очень медленной; поэтому более предпочтительный температурный интервал составляет от 60 до 180°C. Реакционное давление также изменяется в зависимости от типа реагента, и реакцию можно проводить при пониженном или повышенном давлении, хотя предпочтительно проводить реакцию в интервале давлений от 20 Па до 1 МПа. Для эффективного удаления воды и/или диоксида углерода из реакционной системы более предпочтительным является интервал от 10 кПа до 0,5 МПа. Нет конкретных ограничений для времени реакции, проводимой на стадии (1) в настоящем изобретении (времени пребывания в случае непрерывного способа), которое изменяется в зависимости от температуры и давления реакции, но это время реакции обычно находится в интервале от 0,001 до 50 часов, предпочтительно от 0,01 до 10 часов, более предпочтительно от 0,1 до 5 часов.
Как описано выше, реакции, которые протекают на стадии (1), могут включать обратимые реакции, и, следовательно, диалкоксид диалкилолова получают в результате сдвига равновесия в сторону продукта. То есть диалкоксид диалкилолова получают путем удаления воды и/или диоксида углерода из реакционной жидкости. В качестве метода дегидратации может быть использован широко известный метод дегидратации. Примерами являются ректификация, мембранное разделение и метод, использующий дегидратирующий агент, или другие подобные. В качестве ректификации может быть использован такой метод, как ректификация при пониженном давлении, ректификация при повышенном давлении, пленочная ректификация или азеотропная ректификация. В качестве мембранного разделения может быть использован такой метод, как испарение через полупроницаемую мембрану. В качестве дегидратирующего агента может быть использован такой широко известный дегидратирующий агент, как молекулярное сито. В случае проведения реакции с использованием ректификации реакцию проводят при отгонке в качестве низкокипящего компонента спирта, содержащего воду, и/или диоксида углерода.
Кроме того, через реакционную жидкость может быть пропущен инертный газ, такой как азот или аргон, для интенсификации удаления воды и/или диоксида углерода из реакционной жидкости. Если инертный газ будет содержать воду, то тогда получаемый алкоксид алкилолова может гидролизоваться, что будет приводить к снижению выхода, и, следовательно, предпочтительно, чтобы содержание воды в инертном газе составляло не более чем 0,05 об.%, предпочтительно не более чем 0,005 об.%.
Нет необходимости в использовании в реакции растворителя, но с целью быстрого вывода образующейся воды из системы может быть использован инертный растворитель, который образует азеотроп с водой, или растворитель может быть использован для повышения текучести или для облегчения проведения реакции. Примеры такого растворителя включают цепные или циклические углеводороды, имеющие от 5 до 16 атомов углерода, и простые эфиры, содержащие цепной или циклический углеводород, имеющий от 4 до 16 атомов углерода. Конкретные примеры включают цепные или циклические углеводороды, имеющие от 6 до 16 атомов углерода, выбранные из пентана (изомеры), гексана (изомеры), гептана (изомеры), октана (изомеры), нонана (изомеры), декана (изомеры), тетрадекана (изомеры), гексадекана (изомеры), циклогексана, циклогептана, циклооктана, бензола, толуола, ксилола (изомеры), этилбензола и так далее, и простые эфиры, выбранные из диэтилового эфира, дипропилового эфира (изомеры), дибутилового эфира (изомеры), дигексилового эфира (изомеры), диоктилового эфира (изомеры), дифенилового эфира и так далее.
В случае использования спирта с более низкой температурой кипения, чем вода, такого как метанол или этанол, и если используют азеотропный реагент, который образует азеотропную композицию, имеющую более низкую температуру кипения, чем спирт, то тогда диалкоксид диалкилолова может быть получен в настоящем изобретении с помощью приведенного выше метода, или может быть аналогично осуществлено альтернативное получение в результате использования дегидратирующего агента, такого как молекулярное сито.
Для осуществления приведенной выше реакции может быть использован любой реактор, например, но без ограничения, следующие реакторы: реактор периодического действия, реактор полупериодического действия, реактор с мешалкой непрерывного действия, или проточный реактор, или объединенный реактор, в котором такие реакторы соединены вместе. Кроме того, в частности, реакцию проводят в реакторе любого типа, включая реактор с мешалкой, многоступенчатый реактор с мешалкой, насадочную колонну, ректификационную колонну, многоступенчатую ректификационную колонну, многоступенчатую ректификационную колонну непрерывного действия, реактор, имеющий внутри опору, или реактор с принудительной циркуляцией. При необходимости может быть подсоединено хорошо известное технологическое оборудование, включающее такое оборудование, как расходомер и термометр, ребойлер, насос и конденсатор, и нагревание может быть осуществлено с использованием широко известного способа, например с помощью пара или нагревателя, в то время как охлаждение может быть осуществлено с использованием широко известного способа, например в результате естественного охлаждения, с помощью охлаждающей воды или рассола.
После завершения реакции реакционную жидкость подвергают ректификации на стадии (2), для того чтобы отогнать и, следовательно, извлечь диалкоксид диалкилолова из продукта, образующегося из активного компонента. Условия ректификации диалкоксида диалкилолова изменяются в соответствии с типом алкильных групп и алкоксильных групп, но ректификацию обычно проводят при температуре паров диалкоксида диалкилолова в интервале от 30 до 350°C. Чем выше температура, тем более вероятно, что будет протекать термическое разложение в процессе ректификации, и, следовательно, предпочтительно проводить ректификацию при температуре в интервале от 30 до 250°C. Давление изменяется в зависимости от типа диалкоксида диалкилолова, но ректификацию обычно проводят при условиях от атмосферного давления до пониженного давления, в частности от 101 кПа до 0,00013 кПа, предпочтительно от 26,6 до 0,0065 кПа. Нет конкретных ограничений для времени, в течение которого проводят ректификацию, но оно находится обычно в интервале от 0,001 до 20 часов, предпочтительно от 0,01 до 10 часов, более предпочтительно от 0,1 до 5 часов. Для ректификации может быть использован такой способ, как ректификация при пониженном давлении, ректификация при повышенном давлении или пленочная ректификация. Кроме того, для повышения эффективности ректификации может быть использована многоступенчатая ректификационная колонна, многоступенчатая ректификационная колонна непрерывного действия, насадочная колонна или другая подобная колонна. К установке может быть присоединено хорошо известное оборудование, такое как расходомер и термометр, насосы, устройства подсоединения к трубопроводам, насос, источник тепла и так далее, и, кроме того, может быть осуществлена утилизация тепла, и спирт или другой подобный реагент может быть рециркулирован в качестве дополнительного исходного сырья.
В соответствии с приведенным выше способом из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент, может быть отделен и извлечен активный компонент в виде полезного диалкоксида диалкилолова.
Примеры
Далее следует подробное описание настоящего изобретения с помощью примеров. Однако настоящее изобретение не ограничивается этими примерами.
Методы анализа
1) ЯМР анализ
Прибор: система JNM-A400 FT-NMR фирмы JEOL Ltd.
(1) Приготовление образца для 1H-ЯМР/13C-ЯМР/119Sn-ЯМР анализа
Взвешивали 0,3 г соединения олова и приблизительно 0,7 г дейтерированного хлороформа (фирмы Aldrich, 99,8%), добавляли 0,05 г тетраметилолова (фирмы Wako, Wako 1st Grade) в качестве 119Sn-ЯМР внутреннего стандарта и раствор перемешивали до однородного состояния, получая в результате образец для ЯМР анализа.
(2) Количественный анализ
Количественный анализ раствора анализируемого образца осуществляли на основе калибровочной кривой, полученной путем проведения анализа эталонных образцов различных эталонных веществ.
(3) Метод вычисления выхода алкоксида алкилолова
Выход алкоксида алкилолова вычисляли в мол.% как отношение числа молей атомов олова в каждом полученном алкоксиде алкилолова к числу молей атомов олова в соединении, представленном химической формулой (1) и/или (5).
2) Метод анализа воды
Прибор: влагомер CA-05 фирмы Mitsubishi Chemical Corporation
(1) Метод количественного анализа
Отбирали 0,12 мл анализируемого образца с помощью шприца, взвешивали, затем образец вводили во влагомер и измеряли количество воды. Затем опять определяли массу шприца, в результате вычисляли впрыскиваемое количество и затем определяли содержание воды в образце.
3) Метод газохроматографического анализа карбоната
Прибор: система GC-2010 фирмы Shimadzu Corporation, Japan
(1) Приготовление раствора анализируемого образца
Взвешивали 0,2 г реакционного раствора и добавляли приблизительно 1,5 г обезвоженного ацетона. Затем добавляли приблизительно 0,04 г толуола или дифенилового эфира в качестве внутреннего стандарта, в результате получая раствор анализируемого образца для газовой хроматографии.
(2) Условия проведения газохроматографического анализа
Колонка: DB-1 (фирмы J&W Scientific, USA)
Жидкая фаза: 100% диметилполисилоксан
Длина: 30 м
Внутренний диаметр: 0,25 мм
Толщина пленки: 1 мкм
Температура колонки: 50°C (подъем со скоростью 10°C/мин) 300°C
Температура впрыскивания: 300°C
Температура детектора: 300°C
Метод детектирования: детектор дальнего инфракрасного излучения (FID)
(3) Метод количественного анализа
Количественный анализ раствора анализируемого образца проводили на основе калибровочной кривой, полученной путем проведения анализа эталонных образцов различных эталонных веществ.
Пример 1
Стадия 1: получение тетраалкилдиалкоксидистанноксана
672 г (2,7 моль) оксида дибутилолова (фирмы Sankyo Organic Chemicals Co., Ltd., Japan) и 1900 г (21,5 моль) 3-метил-1-бутанола (фирмы Kuraray Co., Ltd., Japan) помещали в колбу объемом 3000 мл. Колбу, содержащую смесь, которая представляла собой суспензию белого цвета, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation, Japan), вакуумный насос (G-50A, фирмы Ulvac, Japan) и подсоединенный к нему вакуум-регулятор (VC-10S, фирмы Okano Works Ltd., Japan). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению. Температуру масляной бани устанавливали около 145°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание и нагревание приблизительно в течение 40 минут при нормальном давлении, в результате чего жидкая смесь закипала, и, следовательно, начиналась отгонка водосодержащего 3-метил-1-бутанола. Отгонку при этих условиях проводили в течение 7 часов, затем продувочный клапан закрывали, давление в системе постепенно понижали и отгоняли дополнительное количество 3-метил-1-бутанола при давлении в системе от 74 до 35 кПа. Как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Реакционной жидкостью была прозрачная жидкость. После того как колбу вынимали из масляной бани, продувочный клапан постепенно открывали для того, чтобы возвратить давление в системе к нормальному давлению. В колбе было получено 880 г реакционной жидкости. Согласно результатам 119Sn-, 1H- и 13C-ЯМР анализа 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан получали с выходом 99% в расчете на оксид дибутилолова. Аналогичную процедуру повторяли двенадцать раз, в результате получая суммарно 10350 г 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана.
Стадия 2: получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Карбонат получали с использованием показанной на фиг. 2 установки непрерывного действия. 1,1,3,3-Тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии 1, подавали со скоростью 4388 г/ч по линии подачи 4 в реактор колонного типа 102 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland), и 3-метил-1-бутанол (фирмы Kuraray Co., Ltd., Japan), который был очищен в ректификационной колонне 101, подавали со скоростью 14953 г/ч по линии подачи 2 в реактор колонного типа 102. Температуру жидкости в реакторе доводили до 160°C с использованием нагревателя и ребойлера 112 и избыточное давление доводили приблизительно до 120 кПа с помощью клапана регулирования давления. Время пребывания в реакторе составляло около 17 минут. 14953 г/ч водосодержащего 3-метил-1-бутанола направляли из верхней части реактора по линии перекачки 6 и 825 г/ч 3-метил-1-бутанола (фирмы Kuraray Co., Ltd., Japan) - по линии подачи сырья 1 в ректификационную колонну 101, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 111 и конденсатор 121, в результате чего осуществляли очистку ректификацией. Дистиллят, содержащий высокую концентрацию воды, из верхней части ректификационной колонны 101 конденсировали с помощью конденсатора 121 и отводили по линии извлечения 3. Очищенный 3-метил-1-бутанол направляли по линии перекачки 2 из нижней части ректификационной колонны 101. Каталитическую композицию алкоксида алкилолова, содержащую дибутилбис(3-метилбутилокси)олова и 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, получали из нижней части колонного реактора 102 и подавали в пленочный испаритель 103 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan) по линии перекачки 5. 3-Метил-1-бутанол испаряли с помощью пленочного испарителя 103 и возвращали в реактор колонного типа 102 через конденсатор 123, линию перекачки 8 и линию перекачки 4. Каталитическую композицию алкоксида алкилолова отводили из нижней части пленочного испарителя 103 по линии перекачки 7 и подавали в автоклав 104, устанавливая при этом расход дибутилбис(3-метилбутилокси)олова и активного компонента 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана приблизительно 5130 г/ч. Диоксид углерода подавали со скоростью 973 г/ч в автоклав по линии перекачки 9, при этом избыточное давление в автоклаве поддерживали на уровне 4 МПа. Температуру в автоклаве устанавливали 120°C, время пребывания составляло приблизительно 4 часа, и осуществляли реакцию между диоксидом углерода и каталитической композицией алкоксида алкилолова, получая в результате реакционную жидкость, содержащую бис(3-метилбутил)карбонат. Реакционную жидкость направляли в емкость для удаления диоксида углерода 105 по линии перекачки 10 и через регулирующий клапан и удаляли остаточный диоксид углерода, при этом диоксид углерода отводили по линии перекачки 11. Затем реакционную жидкость направляли по линии перекачки 12 в пленочный испаритель 106 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan), в котором поддерживалась температура около 142°C и давление около 0,5 кПа и в который подавали 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан со скоростью около 4388 г/ч, и получали дистиллят, содержащий бис(3-метилбутил)карбонат, в то время как остаток после испарения рециркулировали обратно в реактор колонного типа 102 по линии перекачки 13 и линии перекачки 4, при этом расход 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана составлял около 4388 г/ч. Дистиллят, содержащий бис(3-метилбутил)карбонат, подавали через конденсатор 126 и линию перекачки 14 со скоростью 959 г/ч в ректификационную колонну 107, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 117 и конденсатор 127, и осуществляли ректификационную очистку, в результате чего получали 99 мас.% бис(3-метилбутил)карбоната из линии извлечения 15 со скоростью 944 г/ч. При анализе каталитической композиции алкоксида алкилолова из линии перекачки 13 с помощью 119Sn-, 1H- и 13C-ЯМР было обнаружено, что каталитическая композиция алкоксида алкилолова содержала 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, но не содержала дибутилбис(3-метилбутилокси)олово. Приведенную выше непрерывную операцию осуществляли в течение приблизительно 240 часов и затем каталитическую композицию алкоксида алкилолова выводили по линии вывода 16 со скоростью 17 г/ч, в то время как 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии 1, подавали по линии подачи сырья 17 со скоростью 17 г/ч. При выводе около 120 г жидкости по линии вывода 16 и проведении 119Sn-ЯМР анализа было обнаружено, что жидкость содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и для дезактивированного компонента, образующегося при термическом разложении, наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm.
Стадия 3: разделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
100 г каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, полученной на стадии 2, и 171 г (0,85 моль) бис(3-метилбутил)карбоната, полученного на стадии 2, смешивали вместе в колбе объемом 500 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали, для того чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Температуру масляной бани устанавливали около 150°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 3 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали и остаточный реагент отгоняли при давлении в системе от 20 до 3 кПа. Как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 117 г реакционной жидкости.
Разделение реакционной жидкости ректификацией
Далее с помощью газонепроницаемого шприца (фирмы Hamilton) 110 г реакционной жидкости помещали в трехгорлую колбу емкостью 200 мл, оборудованную трехходовым запорным краном, фракционирующей ректификационной колонной, снабженной обратным холодильником, при этом ректификационная колонна длиной 45 см, заполненная насадкой Heli-Pak No. 3, и приемник дистиллята были соединены вместе, и термометром, пропуская через колбу 0,3 л/мин газообразного азота с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 185°C. После перемешивания и нагревания приблизительно в течение 20 минут температура реакционной жидкости достигала приблизительно 177°C. Давление в установке затем постепенно понижали и ректификацию проводили при давлении около 0,06 кПа. Дистиллят 1 отводили со скоростью около 0,5 мл/мин. После того как прекращалось выделение дистиллята 1, давление в установке дополнительно постепенно снижали до приблизительно 0,01 кПа и продолжали ректификацию, в результате чего отводили дистиллят 2 со скоростью около 0,5 мл/мин. Дистиллят прекращал выделяться приблизительно после 2 часов, и затем пониженное давление в установке сбрасывали и прекращали нагревание, в результате чего прекращалась ректификация. Количества полученных дистиллята 1, дистиллята 2 и оставшегося вещества в колбе составляли соответственно 33, 56 и 20 г. Проводили ЯМР анализ дистиллята 1, дистиллята 2 и оставшегося вещества в колбе. Было обнаружено, что дистиллят 1 содержал 88 мас.% трибутил(3-метилбутилокси)олова и 12 мас.% бис(3-метилбутил)карбоната, было обнаружено, что дистиллят 2 содержал 98% дибутилбис(3-метилбутилокси)олова, и было обнаружено, что оставшееся в колбе вещество содержало приблизительно 1 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, причем наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 2
Получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Отделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 180°C и давлении около 0,06 кПа. Этот низкокипящий компонент содержал 98 мас.% трибутил(3-метилбутилокси)олова. Получали около 386 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к дезактивированному компоненту. Высококипящий компонент смешивали с 855 г (4,23 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 1, и проводили реакцию в течение 4 часов при 140°C. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,5 кПа и отводили приблизительно 462 г высококипящего компонента. Затем с помощью газонепроницаемого шприца (фирмы Hamilton) 400 г высококипящего компонента помещали в трехгорлую колбу емкостью 500 мл, оборудованную трехходовым запорным краном, конденсатором, приемником дистиллята и термометром, пропуская через нее со скоростью 0,3 л/мин газообразный азот с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 175°C. Давление в установке затем постепенно понижали, и ректификацию проводили при давлении около 0,01 кПа. Получали 376 г низкокипящего компонента, который содержал 98 мас.% дибутилбис(3-метилбутилокси)олова в соответствии с результатами 119Sn-ЯМР анализа. Оставшееся в колбе вещество содержало около 1 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 3
Получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Отделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 180°C и давлении около 0,06 кПа. Этот низкокипящий компонент содержал 99 мас.% трибутил(3-метилбутилокси)олова. Получали около 386 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к дезактивированному компоненту. Высококипящий компонент смешивали с 855 г (4,23 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 1, в колбе в атмосфере азота и проводили реакцию в течение 4 часов при 140°C и нормальном давлении. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции и оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,5 кПа, при этом высококипящий компонент отводили. Высококипящий компонент подавали со скоростью 300 г/ч в установку молекулярной дистилляции и проводили разделение с помощью ректификации при температуре около 190°C и давлении около 0,01 кПа, в результате получали 374 г низкокипящего компонента. Низкокипящий компонент содержал 98 мас.% дибутилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 4
Получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Отделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
С помощью газонепроницаемого шприца (фирмы Hamilton) 500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, помещали в трехгорлую колбу емкостью 500 мл, оборудованную трехходовым запорным краном, конденсатором, приемником дистиллята и термометром, пропуская через нее со скоростью 0,3 л/мин газообразный азот с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 185°C. Давление в установке затем постепенно понижали и ректификацию проводили при давлении около 0,06 кПа. Получали 116 г низкокипящего компонента, который в соответствии с результатами 119Sn-ЯМР анализа содержал 99 мас.% трибутил(3-метилбутилокси)олова. Количество оставшегося в колбе вещества составляло 385 г, которое в соответствии с результатами 119Sn-ЯМР анализа содержало около 77 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана и дополнительно характеризовалось множеством ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Оставшееся в колбе вещество смешивали с 855 г (4,23 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 1, и проводили реакцию в течение 4 часов при 140°C. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции и оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,4 кПа, при этом извлекая высококипящий компонент. Высококипящий компонент подавали со скоростью 300 г/ч в установку молекулярной дистилляции и проводили разделение с помощью ректификации при температуре около 190°C и давлении около 0,01 кПа, в результате чего было получено 374 г низкокипящего компонента. Низкокипящий компонент содержал 98 мас.% дибутилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 5
Стадия 1: получение тетраалкилдиалкоксидистанноксана
672 г (2,7 моль) оксида дибутилолова (фирмы Sankyo Organic Chemicals Co., Ltd., Japan) и 1700 г (16,7 моль) 2-этил-1-бутанола (фирмы Chisso Corporation, Japan) помещали в колбу объемом 3000 мл. Колбу, содержащую смесь, которая представляла собой суспензию белого цвета, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation, Japan), вакуумный насос (G-50A, фирмы Ulvac, Japan) и подсоединенный к нему вакуум-регулятор (VC-10S, фирмы Okano Works Ltd., Japan). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению. Температуру масляной бани устанавливали около 157°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание и нагревание приблизительно в течение 40 минут при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали и затем при давлении в системе от 80 до 65 кПа продолжали осуществление реакции приблизительно в течение 5 часов при отгонке содержащего воду 2-этил-1-бутанола. Затем давление в системе дополнительно снижали и продолжали ректификацию и затем, как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Реакционная жидкость представляла собой прозрачную жидкость. После того как колбу вынимали из масляной бани, продувочный клапан постепенно открывали, для того чтобы вернуть давление в системе к нормальному давлению. В колбе получали 928 г реакционной жидкости. Согласно результатам 119Sn-, 1H- и 13C-ЯМР анализов получали продукт 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан с выходом 99% в расчете на оксид дибутилолова. Аналогичную методику повторяли двенадцать раз, в результате получая суммарно 11200 г 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана.
Стадия 2: получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Карбонат получали в установке непрерывного действия, показанной на фиг. 2. 1,1,3,3-Тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан, полученный на стадии 1, подавали со скоростью 4566 г/ч по линии подачи 4 в реактор колонного типа 102 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland), и 2-этил-1-бутанол (фирмы Chisso Corporation, Japan), который был очищен в ректификационной колонне 101, подавали со скоростью 12260 г/ч по линии подачи 2 в реактор колонного типа 102. Температуру жидкости в реакторе доводили до 160°C с использованием нагревателя и ребойлера 112 и избыточное давление доводили приблизительно до 32 кПа с помощью клапана регулирования давления. Время пребывания в реакторе составляло около 17 минут. 12260 г/ч водосодержащего 2-этил-1-бутанола направляли из верхней части реактора через линию перекачки 6, и 958 г/ч 2-этил-1-бутанола (фирмы Chisso Corporation, Japan) направляли по линии подачи сырья 1 в ректификационную колонну 101, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 111 и конденсатор 121, в результате чего осуществляли очистку путем ректификации. Дистиллят, содержащий высокую концентрацию воды, из верхней части ректификационной колонны 101 конденсировали с помощью конденсатора 121, и отводили по линии извлечения 3. Очищенный 2-этил-1-бутанол отводили по линии перекачки 2 из нижней части ректификационной колонны 101. Каталитическую композицию алкоксида алкилолова, содержащую дибутилбис(2-этилдибутилбис(2-этилбутилокси)олово и 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан, получали из нижней части колонного реактора 102 и подавали в пленочный испаритель 103 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan) по линии перекачки 5. 2-Этил-1-бутанол испаряли с помощью пленочного испарителя 103 и возвращали в реактор колонного типа 102 через конденсатор 123, линию перекачки 8 и линию перекачки 4. Каталитическую композицию алкоксида алкилолова отводили из нижней части пленочного испарителя 103 по линии перекачки 7 и подавали в автоклав 104, устанавливая при этом расход дибутилбис(2-этилбутилокси)олова и активного компонента 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана приблизительно 5442 г/ч. Диоксид углерода подавали со скоростью 973 г/ч в автоклав по линии перекачки 9, при этом избыточное давление в автоклаве поддерживали на уровне 4 МПа. Температуру в автоклаве устанавливали 120°C, время пребывания составляло приблизительно 4 часа, и осуществляли реакцию между диоксидом углерода и каталитической композицией алкоксида алкилолова, в результате получая реакционную жидкость, содержащую бис(2-этилбутил)карбонат. Реакционную жидкость передавали в емкость для удаления диоксида углерода 105 по линии перекачки 10 и через регулирующий клапан и удаляли остаточный диоксид углерода, при этом диоксид углерода отводили по линии перекачки 11. Затем реакционную жидкость транспортировали по линии перекачки 12 в пленочный испаритель 106 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan), в котором поддерживалась температура около 140°C и давление около 1,3 кПа и в который подавали 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан со скоростью около 4566 г/ч, и получали дистиллят, содержащий бис(2-этилбутил)карбонат, в то время как остаток после испарения рециркулировали обратно в реактор колонного типа 102 по линии перекачки 13 и линии перекачки 4, при этом расход 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана составлял около 4566 г/ч. Дистиллят, содержащий бис(2-этилбутил)карбонат, подавали через конденсатор 126 и линию перекачки 14 со скоростью 1090 г/ч в ректификационную колонну 107, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 117 и конденсатор 127, и осуществляли ректификационную очистку, в результате чего получали 99 мас.% бис(2-этилбутил)карбоната из линии извлечения 15 со скоростью 1075 г/ч. При анализе каталитической композиции алкоксида алкилолова из линии перекачки 13 с помощью 119Sn-, 1H- и 13C-ЯМР было обнаружено, что каталитическая композиция алкоксида алкилолова содержала 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан, но не содержала дибутилбис(2-этилбутилокси)олово. Приведенную выше непрерывную операцию осуществляли в течение приблизительно 160 часов и затем каталитическую композицию алкоксида алкилолова выводили по линии вывода 16 со скоростью 23 г/ч, в то время как 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксан, полученный на стадии 1, подавали по линии подачи сырья 17 со скоростью 23 г/ч. При выводе около 120 г жидкости по линии вывода 16 и проведении 119Sn-ЯМР анализа было обнаружено, что жидкость содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(2-этилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm для высококипящего дезактивированного компонента.
Стадия 3: разделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
100 г каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, полученной на стадии 2, и 202 г (0,88 моль) бис(2-этилбутил)карбоната, полученного на стадии 2, смешивали вместе в колбе объемом 500 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Температуру масляной бани устанавливали около 150°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 3 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали и остаточный реагент отгоняли при давлении в системе от 20 до 0,3 кПа. Как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 119 г реакционной жидкости.
Разделение реакционной жидкости ректификацией
Далее с помощью газонепроницаемого шприца (фирмы Hamilton) 115 г реакционной жидкости помещали в трехгорлую колбу емкостью 200 мл, оборудованную трехходовым запорным краном, фракционирующей ректификационной колонной, снабженной обратным холодильником, при этом ректификационная колонна длиной 45 см, заполненная насадкой Heli-Pak No. 3, и приемник дистиллята были соединены вместе, и термометром, пропуская через колбу 0,3 л/мин газообразного азота с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 195°C. Перемешивание и нагревание осуществляли приблизительно в течение 20 минут, затем давление в установке постепенно понижали и проводили ректификацию при давлении около 0,06 кПа. Дистиллят 1 отводили со скоростью примерно 0,5 мл/мин. После того как прекращалось выделение дистиллята 1, давление в установке дополнительно постепенно снижали до приблизительно 0,01 кПа и продолжали ректификацию, в результате чего отводили дистиллят 2 со скоростью около 0,5 мл/мин. Дистиллят прекращал выделяться приблизительно после 2 часов, и затем пониженное давление в установке сбрасывали и прекращали нагревание, в результате чего прекращалась ректификация. Количества полученных дистиллята 1, дистиллята 2 и оставшегося вещества в колбе составляли соответственно 35, 56 и 21 г. Проводили ЯМР анализ дистиллята 1, дистиллята 2 и оставшегося вещества в колбе. Было обнаружено, что дистиллят 1 содержал 87 мас.% трибутил(2-этилбутилокси)олова и 13 мас.% бис(2-этилбутил)карбоната, было обнаружено, что дистиллят 2 содержал 97% дибутилбис(2-этилбутилокси)олова, и было обнаружено, что оставшееся в колбе вещество содержало приблизительно 1 мас.% 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана, причем наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 6
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 5. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(2-этилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
100 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, и 1795 г (17,6 моль) 2-этил-1-бутанола (фирмы Chisso Corporation, Japan) смешивали вместе в колбе объемом 3000 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционную установку продували азотом. Устанавливали температуру масляной бани 160°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 3 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали и остаточный реагент отгоняли при давлении в системе от 20 до 0,3 кПа. Как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 118 г реакционной жидкости.
Отделение диалкоксида диалкилолова ректификацией
Далее с помощью газонепроницаемого шприца (фирмы Hamilton) 113 г реакционной жидкости помещали в трехгорлую колбу объемом 200 мл, оборудованную трехходовым запорным краном, фракционирующей ректификационной колонной, снабженной обратным холодильником, при этом ректификационная колонна длиной 45 см, заполненная насадкой Heli-Pak No. 3, и приемник дистиллята были соединены вместе, и термометром, при пропускании со скоростью 0,3 л/мин газообразного азота с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 195°C. Перемешивание и нагревание проводили приблизительно в течение 20 минут, затем давление в установке постепенно понижали и ректификацию проводили при давлении около 0,06 кПа. Дистиллят 1 отводили со скоростью примерно 0,5 мл/мин. После того как заканчивалось выделение дистиллята 1, давление в установке дополнительно постепенно понижали до примерно 0,01 кПа и продолжали ректификацию, посредством чего дистиллят 2 выводили со скоростью примерно 0,5 мл/мин. Выделение дистиллята заканчивалось примерно через 2 часа, и потом сбрасывали пониженное давление в установке и прекращали нагревание, что приводило к прекращению ректификации. Количества полученных дистиллята 1, дистиллята 2 и оставшегося вещества в колбе составляли соответственно 34, 55 и 21 г. Проводили ЯМР анализ дистиллята 1, дистиллята 2 и оставшегося вещества в колбе. Было обнаружено, что дистиллят 1 содержал 96 мас.% трибутил(2-этилбутилокси)олова и 4 мас.% 2-этил-1-бутанола, было обнаружено, что дистиллят 2 содержал 97% дибутилбис(2-этилбутилокси)олова, и было обнаружено, что оставшееся в колбе вещество содержало приблизительно 4 мас.% 1,1,3,3-тетрабутил-1,3-бис(2-этилбутилокси)дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 7
Стадия 1: получение тетраалкилдиалкоксидистанноксана
692 г (2,78 моль) оксида дибутилолова (фирмы Sankyo Organic Chemicals Co., Ltd., Japan) и 2000 г (27 моль) 1-бутанола (фирмы Wako, Japan) помещали в колбу объемом 3000 мл. Колбу, содержащую смесь, которая представляла собой суспензию белого цвета, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation, Japan), вакуумный насос (G-50A, фирмы Ulvac, Japan) и подсоединенный к нему вакуум-регулятор (VC-10S, фирмы Okano Works Ltd., Japan). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали, для того чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению. Температуру масляной бани устанавливали около 126°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание и нагревание приблизительно в течение 30 минут при нормальном давлении, вследствие чего жидкая смесь кипела, и, следовательно, начиналась отгонка низкокипящего компонента. Отгонку при этих условиях проводили в течение 8 часов, затем продувочный клапан закрывали, давление в системе постепенно понижали и оставшийся низкокипящий компонент отгоняли при давлении в системе от 76 до 54 кПа. Как только прекращалось выделение низкокипящего компонента, колбу вынимали из масляной бани. Реакционная жидкость представляла собой прозрачную жидкость. После того как колбу вынимали из масляной бани, продувочный клапан постепенно открывали, для того чтобы возвратить давление в системе к нормальному давлению. Получали в колбе 952 г реакционной жидкости. В соответствии с результатами 119Sn-, 1H- и 13C-ЯМР анализов получали продукт 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан с выходом 99% в расчете на оксид дибутилолова. Аналогичную методику повторяли двенадцать раз, в результате получая суммарно 11500 г 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана.
Стадия 2: получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Карбонат получали в установке непрерывного действия, показанной на фиг. 2. 1,1,3,3-Тетрабутил-1,3-ди(бутилокси)дистанноксан, полученный на стадии 1, подавали со скоростью 4201 г/ч по линии подачи 4 в реактор колонного типа 102 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Mellapak 750Y (фирмы Sulzer Chemtech Ltd., Switzerland), и 1-бутанол (фирмы Wako, Japan), который был очищен в ректификационной колонне 101, подавали со скоростью 24717 г/ч по линии подачи 2 в реактор колонного типа 102. Температуру жидкости в реакторе доводили до 160°C с использованием нагревателя и ребойлера 112 и избыточное давление доводили приблизительно до 250 кПа путем использования клапана регулирования давления. Время пребывания в реакторе составляло около 10 минут. 24715 г/ч водосодержащего 1-бутанола направляли из верхней части реактора через линию перекачки 6 и 824 г/ч 1-бутанола (фирмы Wako, Japan) по линии подачи 1 в ректификационную колонну 101, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 111 и конденсатор 121, в результате чего осуществляли очистку путем ректификации. Дистиллят, содержащий высокую концентрацию воды, из верхней части ректификационной колонны 101 конденсировали с помощью конденсатора 121 и отводили по линии извлечения 3. Очищенный 1-бутанол отводили по линии перекачки 2 из нижней части ректификационной колонны 101. Каталитическую композицию алкоксида алкилолова, содержащую дибутоксид дибутилолова и 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, получали из нижней части колонного реактора 102 и подавали в пленочный испаритель 103 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan) по линии перекачки 5. 1-Бутанол испаряли с помощью пленочного испарителя 103 и возвращали в реактор колонного типа 102 через конденсатор 123, линию перекачки 8 и линию перекачки 4. Каталитическую композицию алкоксида алкилолова отводили из нижней части пленочного испарителя 103 по линии перекачки 7 и подавали в автоклав 104, устанавливая при этом расход дибутоксида дибутилолова и активного компонента 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана приблизительно 4812 г/ч. Диоксид углерода подавали со скоростью 973 г/ч в автоклав по линии перекачки 9, при этом избыточное давление в автоклаве поддерживали на уровне 4 МПа. Температуру в автоклаве устанавливали 120°C, время пребывания составляло приблизительно 4 часа, и осуществляли реакцию между диоксидом углерода и каталитической композицией алкоксида алкилолова, в результате получая реакционную жидкость, содержащую дибутилкарбонат. Реакционную жидкость направляли в емкость для удаления диоксида углерода 105 по линии перекачки 10 и через регулирующий клапан и удаляли остаточный диоксид углерода, при этом диоксид углерода отводили по линии перекачки 11. Затем реакционную жидкость направляли по линии перекачки 12 в пленочный испаритель 106 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan), в котором поддерживалась температура около 140°C и давление около 1,4 кПа, в который подавали 1,1,3,3-тетрабутил-1,3-ди(бутилокси)-дистанноксан со скоростью около 4201 г/ч, и получали дистиллят, содержащий дибутилкарбонат, в то время как остаток после испарения рециркулировали обратно в реактор колонного типа 102 по линии перекачки 13 и линии перекачки 4, при этом расход 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана составлял около 4201 г/ч. Дистиллят, содержащий дибутилкарбонат, подавали через конденсатор 126 и линию перекачки 14 со скоростью 830 г/ч в ректификационную колонну 107, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 117 и конденсатор 127, и осуществляли ректификационную очистку, в результате чего получали 99 мас.% дибутилкарбоната из линии извлечения 15 со скоростью 814 г/ч. При анализе каталитической композиции алкоксида алкилолова из линии перекачки 13 с помощью 119Sn-, 1H- и 13C-ЯМР было обнаружено, что каталитическая композиция алкоксида алкилолова содержала 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, но не содержала дибутоксид дибутилолова. Приведенную выше непрерывную операцию осуществляли в течение приблизительно 600 часов и затем каталитическую композицию алкоксида алкилолова выводили по линии вывода 16 со скоростью 16 г/ч, в то время как 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, полученный на стадии 1, подавали по линии подачи сырья 17 со скоростью 16 г/ч. При выводе около 120 г жидкости по линии вывода 16 и проведении 119Sn-ЯМР анализа было обнаружено, что жидкость содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана, и в дополнение к этому присутствовал бутоксид трибутилолова, и наблюдалось множество ЯМР сдвигов в интервале от -240 до-605 ppm, относящихся к высококипящему дезактивированному компоненту.
Стадия 3: получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
100 г каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, полученной на стадии 2, и 233 г (1,34 моль) дибутилкарбоната, полученного на стадии 2, смешивали вместе в колбе объемом 500 мл в перчаточном боксе, продуваемом азотом и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation) и подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Температуру масляной бани устанавливали около 150°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 3 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали и остаточный реагент отгоняли при давлении в системе от 20 до 3 кПа. Как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 117 г реакционной жидкости.
Разделение реакционной жидкости ректификацией
Далее с помощью газонепроницаемого шприца (фирмы Hamilton) 110 г реакционной жидкости помещали в трехгорлую колбу емкостью 200 мл, оборудованную трехходовым запорным краном, фракционирующей ректификационной колонной, снабженной обратным холодильником, при этом ректификационная колонна длиной 45 см, заполненная насадкой Heli-Pak No. 3, и приемник дистиллята были соединены вместе, и термометром, пропуская через колбу 0,3 л/мин газообразного азота с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 175°C. После перемешивания и нагревания приблизительно в течение 20 минут температура реакционной жидкости достигала примерно 167°C. Затем давление в установке постепенно понижали и ректификацию проводили при давлении около 0,2 кПа. Дистиллят 1 отводили со скоростью примерно 0,5 мл/мин. После того как прекращалось выделение дистиллята 1, давление в установке дополнительно постепенно снижали до приблизительно 0,03 кПа и продолжали ректификацию, в результате чего отводили дистиллят 2 со скоростью около 0,5 мл/мин. Дистиллят прекращал выделяться приблизительно после 2 часов, затем пониженное давление в установке сбрасывали и прекращали нагревание, что приводило к прекращению ректификации. Количества полученных дистиллята 1, дистиллята 2 и оставшегося вещества в колбе составляли соответственно 33, 56 и 20 г. Проводили ЯМР анализ дистиллята 1, дистиллята 2 и оставшегося вещества в колбе. Было обнаружено, что дистиллят 1 содержал 90 мас.% бутоксида трибутилолова и 10 мас.% дибутилкарбоната, и в качестве дистиллята 2 было получено 98% дибутоксида дибутилолова. Было обнаружено, что оставшееся в колбе вещество содержало приблизительно 1 мас.% 1,1,3,3-тетрабутил-1,3-ди(бутилокси)-дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 8
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метил-бутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью примерно 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 190°C и давлении около 0,06 кПа. Этот низкокипящий компонент содержал 98 мас.% трибутил(3-метилбутилокси)олова. Получали около 385 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к дезактивированному компоненту. 64 г высококипящего компонента смешивали с 1342 г 3-метил-1-бутанола (фирмы Kuraray Co., Ltd, Japan) и жидкую смесь подвергали реакции при 140°C в колонном реакторе 201, показанном на фиг. 3. Заполняли насадкой Heli-pak No. 3 (фирмы Tokyo Tokushu Kanaami, Japan) трубчатый реактор SUS316 с внутренним диаметром 15 мм и суммарной длиной 1635 мм (эффективной длиной 1450 мм), имеющий линию подачи 21 и линию извлечения низкокипящего компонента 24, присоединенные к верхней части 221 реактора, и линию подачи 22 и линию извлечения 23, присоединенные к нижней части 211 реактора, и трубчатый реактор нагревали с использованием нагревателя, установленного на нагрев до 150°C. Жидкую смесь подавали со скоростью 30 г/ч по линии подачи 21 с использованием насоса для подачи жидкости и газообразный диоксид углерода подавали со скоростью 80 мл/мин по линии подачи 22. Время пребывания в реакторе составляло около 25 минут. Низкокипящий компонент, содержащий воду и 3-метил-1-бутанол, выводили по линии извлечения низкокипящего компонента 24 в газообразной форме, и высококипящий компонент начинал выходить по линии извлечения 23. Операцию продолжали при этих условиях при непрерывной подаче жидкости и непрерывном выводе, в результате чего было извлечено около 870 г высококипящего компонента. Затем высококипящий компонент подавали при скорости 300 г/ч в установку молекулярной дистилляции, оставшийся 3-метил-1-бутанол отделяли при температуре около 130°C и давлении около 2 кПа и приблизительно 78 г жидкости извлекали в качестве высококипящего компонента. Жидкость подавали при скорости 100 г/ч в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 200°C и давлении около 0,01 кПа, в результате чего получали 63 г низкокипящего компонента. Низкокипящий компонент содержал 98 мас.% дибутилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 9
Стадия 1: получение тетраалкилдиалкоксидистанноксана
700 г (1,94 моль) оксида диоктилолова (фирмы Sankyo Organic Chemicals Co., Ltd., Japan) и 1700 г (19,3 моль) 3-метил-1-бутанола (фирмы Kuraray Co., Ltd, Japan) помещали в колбу объемом 3000 мл. Колбу, содержащую смесь, которая представляла собой суспензию белого цвета, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation, Japan), вакуумный насос (G-50A, фирмы Ulvac, Japan) и подсоединенный к нему вакуум-регулятор (VC-10S, фирмы Okano Works Ltd., Japan). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали, с тем чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению. Температуру масляной бани устанавливали около 143°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание и нагревание приблизительно в течение 40 минут при нормальном давлении, вследствие чего жидкая смесь закипала, и, следовательно, начиналась отгонка низкокипящего компонента. Отгонку при этих условиях проводили в течение 7 часов, затем продувочный клапан закрывали, давление в системе постепенно понижали и оставшийся низкокипящий компонент отгоняли при давлении в системе от 76 до 32 кПа. Как только заканчивалась отгонка низкокипящего компонента, колбу вынимали из масляной бани. Реакционная жидкость представляла собой прозрачную жидкость. После того как колбу вынимали из масляной бани, продувочный клапан постепенно открывали, для того чтобы вернуть давление в системе к нормальному давлению. В колбе получали 864 г реакционной жидкости. Согласно результатам 119Sn-, 1H- и 13C-ЯМР анализов продукт 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан получали с выходом 99% в расчете на оксид диоктилолова. Аналогичную методику повторяли двенадцать раз, в результате получая суммарно 10350 г 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана.
Стадия 2: получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Карбонат получали с использованием установки непрерывного действия, показанной на фиг. 2. 1,1,3,3-Тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии 1, подавали со скоростью 5887 г/ч по линии подачи 4 в реактор колонного типа 102 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland), и 3-метил-1-бутанол (фирмы Kuraray Co., Ltd, Japan), который был очищен в ректификационной колонне 101, подавали со скоростью 14953 г/ч по линии подачи 2 в реактор колонного типа 102. Температуру жидкости в реакторе доводили до 160°C с использованием нагревателя и ребойлера 112 и избыточное давление доводили приблизительно до 120 кПа путем использования клапана регулирования давления. Время пребывания в реакторе составляло около 17 минут. 14950 г/ч водосодержащего 3-метил-1-бутанола направляли из верхней части реактора через линию перекачки 6 и 824 г/ч 3-метил-1-бутанола (фирмы Kuraray Co., Ltd., Japan) - по линии подачи 1 в ректификационную колонну 101, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 111 и конденсатор 121, в результате чего осуществляли очистку путем ректификации. Дистиллят, содержащий высокую концентрацию воды, из верхней части ректификационной колонны 101 конденсировали с помощью конденсатора 121 и отводили по линии извлечения 3. Очищенный 3-метил-1-бутанол отводили по линии перекачки 2 из нижней части ректификационной колонны 101. Каталитическую композицию алкоксида алкилолова, содержащую диоктилбис(3-метилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, получали из нижней части колонного реактора 102 и подавали в пленочный испаритель 103 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan) по линии перекачки 5. 3-Метил-1-бутанол испаряли с помощью пленочного испарителя 103 и возвращали в реактор колонного типа 102 через конденсатор 123, линию перекачки 8 и линию перекачки 4. Каталитическую композицию алкоксида алкилолова отводили из нижней части пленочного испарителя 103 по линии перекачки 7 и подавали в автоклав 104, устанавливая при этом расход диоктилбис(3-метилбутилокси)олова и активного компонента 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана приблизительно 6627 г/ч. Диоксид углерода подавали со скоростью 973 г/ч в автоклав по линии перекачки 9, при этом избыточное давление в автоклаве поддерживали на уровне 4 МПа. Температуру в автоклаве устанавливали 120°C, время пребывания составляло приблизительно 4 часа, и осуществляли реакцию между диоксидом углерода и каталитической композицией алкоксида алкилолова, в результате получая реакционную жидкость, содержащую бис(3-метилбутил)карбонат. Реакционную жидкость направляли в емкость для удаления диоксида углерода 105 по линии перекачки 10 и через регулирующий клапан и удаляли остаточный диоксид углерода, при этом диоксид углерода отводили по линии перекачки 11. Затем реакционную жидкость направляли по линии перекачки 12 в пленочный испаритель 106 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan), в котором поддерживалась температура около 150°C и давление около 0,5 кПа, в который подавали 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан со скоростью около 5887 г/ч, и получали дистиллят, содержащий бис(3-метилбутил)карбонат, в то время как остаток после испарения рециркулировали обратно в реактор колонного типа 102 по линии перекачки 13 и линии перекачки 4, при этом расход 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана составлял около 5887 г/ч. Дистиллят, содержащий бис(3-метил-бутил)карбонат, подавали через конденсатор 126 и линию перекачки 14 со скоростью 957 г/ч в ректификационную колонну 107, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 117 и конденсатор 127, и осуществляли ректификационную очистку, в результате чего получали 99 мас.% бис(3-метилбутил)карбоната из линии извлечения 15 со скоростью 944 г/ч. При анализе каталитической композиции алкоксида алкилолова из линии перекачки 13 с помощью 119Sn-, 1H- и 13C-ЯМР было обнаружено, что каталитическая композиция алкоксида алкилолова содержала 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, но не содержала диоктилбис(3-метилбутилокси)олово. Приведенную выше непрерывную операцию осуществляли в течение приблизительно 240 часов и затем каталитическую композицию алкоксида алкилолова выводили по линии вывода 16 со скоростью 23 г/ч, в то время как 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, полученный на стадии 1, подавали по линии подачи сырья 17 со скоростью 23 г/ч. При выводе около 120 г жидкости по линии вывода 16 и проведении 119Sn-ЯМР анализа было обнаружено, что жидкость содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис-(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Стадия 3: получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, полученной на стадии 2, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 99 мас.% триоктил(3-метилбутилокси)олова. Получали около 391 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к термически разлагаемому веществу. Высококипящий компонент смешивали с 838 г (4,15 моль) бис(3-метилбутил)карбоната, полученного на стадии 2, в колбе в атмосфере азота и проводили реакцию в течение 5 часов при 140°C и нормальном давлении. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 150°C и давлении около 0,5 кПа и примерно 450 г жидкости получали в качестве высококипящего компонента. Высококипящий компонент подавали при скорости 300 г/ч в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 240°C и давлении около 0,02 кПа, в результате чего получали 359 г низкокипящего компонента. Низкокипящий компонент содержал 97 мас.% диоктилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 10
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 99 мас.% триоктил(3-метилбутилокси)олова. Получали около 390 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Высококипящий компонент смешивали с 1400 г (6,93 моль) бис(3-метилбутил)карбоната, полученного на стадии 2, в колбе в атмосфере азота и проводили реакцию в течение 10 часов при 120°C и нормальном давлении. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,5 кПа и получали около 450 г жидкости в качестве высококипящего компонента. Жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции и проводили разделение с помощью ректификации при температуре около 240°C и давлении около 0,01 кПа, в результате чего получали 360 г низкокипящего компонента. Низкокипящий компонент содержал 96 мас.% диоктилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 11
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали около 391 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Высококипящий компонент смешивали с 838 г бис(3-метилбутил)карбоната, полученного на стадии 2 примера 10, в колбе в атмосфере азота и жидкую смесь подвергали реакции при 140°C в колонном реакторе 201, показанном на фиг. 3. Заполняли насадкой Heli-pak No. 3 (фирмы Tokyo Tokushu Kanaami, Japan) трубчатый реактор SUS316 с внутренним диаметром 15 мм и суммарной длиной 1635 мм (эффективной длиной 1450 мм), имеющий линию подачи 21 и линию извлечения низкокипящего компонента 24, присоединенные к верхней части 221 реактора, и линию подачи 22 и линию извлечения 23, присоединенные к нижней части 211 реактора, и трубчатый реактор нагревали с использованием нагревателя, установленного на нагрев до 150°C. Жидкую смесь подавали со скоростью 30 г/ч по линии подачи 21 с использованием насоса для подачи жидкости и газообразный диоксид углерода подавали со скоростью 60 мл/мин по линии подачи 22. Время пребывания в реакторе составляло около 25 минут. Низкокипящий компонент, содержащий диоксид углерода, выводили по линии извлечения низкокипящего компонента 24 в газообразной форме, и высококипящий компонент начинал выходить по линии извлечения 23. Операцию продолжали при этих условиях при непрерывной подаче жидкости и непрерывном выводе, в результате чего было извлечено около 1200 г высококипящего компонента. Затем высококипящий компонент подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,4 кПа и извлекали приблизительно 450 г жидкости в качестве высококипящего компонента. Жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 240°C и давлении около 0,01 кПа, в результате чего получали 359 г низкокипящего компонента. Низкокипящий компонент содержал 96 мас.% диоктилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 12
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при производстве карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали около 391 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Высококипящий компонент смешивали с 420 г (2,08 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 10, в колбе в атмосфере азота и жидкую смесь подвергали реакции в течение 10 часов при 140°C. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,5 кПа и получали около 450 г жидкости в качестве высококипящего компонента. Жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 240°C и давлении около 0,01 кПа, в результате чего получали 359 г низкокипящего компонента. Низкокипящий компонент содержал 97 мас.%. диоктилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 13
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали около 391 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Высококипящий компонент смешивали с 420 г (2,08 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 10, в колбе в атмосфере азота и реакцию проводили в течение 3 часов при 160°C и нормальном давлении. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,5 кПа и получали около 450 г жидкости в качестве высококипящего компонента. Жидкость подавали при скорости 300 г/ч в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 240°C и давлении около 0,01 кПа, в результате чего получали 361 г низкокипящего компонента. Низкокипящий компонент содержал 96 мас.% диоктилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 14
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали около 391 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к термически разлагаемому веществу. Высококипящий компонент смешивали с 420 г (2,08 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 10, в колбе в атмосфере азота и реакцию проводили в течение 6 часов при 140°C. Затем реакционную жидкость подавали со скоростью 300 г/ч в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 140°C и давлении около 0,5 кПа и получали около 450 г жидкости в качестве высококипящего компонента.
Отделение диалкоксида диалкилолова ректификацией
Далее с помощью газонепроницаемого шприца (фирмы Hamilton) 400 г жидкости помещали в трехгорлую колбу емкостью 500 мл, оборудованную трехходовым запорным краном, конденсатором, приемником дистиллята и термометром, пропуская 0,3 л/мин газообразного азота с помощью трехходового запорного крана. Колбу помещали в масляную баню, нагретую приблизительно до 240°C. Давление в установке затем постепенно понижали и ректификацию проводили при давлении около 0,02 кПа. Получали 344 г низкокипящего компонента, который содержал согласно результатам 119Sn-ЯМР анализа 96 мас.% диоктилбис(3-метилбутилокси)олова. Оставшееся полученное в колбе вещество содержало около 1 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и соединения олова характеризовались множеством химических сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 15
Стадия 1: получение тетраалкилдиалкоксидистанноксана
700 г (1,94 моль) оксида диоктилолова (фирмы Sankyo Organic Chemicals Co., Ltd., Japan) и 1600 г (15,7 моль) 2-этил-1-бутанола (фирмы Chisso Corporation, Japan) помещали в колбу объемом 3000 мл. Колбу, содержащую смесь, которая представляла собой суспензию белого цвета, подсоединяли к испарителю (R-144, фирмы Sibata, Japan), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation, Japan), вакуумный насос (G-50A, фирмы Ulvac, Japan) и подсоединенный к нему вакуум-регулятор (VC-10S, фирмы Okano Works Ltd., Japan). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали, с тем чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению. Температуру масляной бани устанавливали около 157°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание и нагревание приблизительно в течение 40 минут при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали и отгоняли водосодержащий 2-этил-1-бутанол при давлении в системе от 84 до 65 кПа. Отгонку при этих условиях проводили в течение 7 часов, затем давление в системе дополнительно понижали и отгоняли избыток 2-этил-1-бутанола. Как только прекращалось выделение дистиллята, колбу вынимали из масляной бани. Реакционная жидкость представляла собой прозрачную жидкость. После того как колбу вынимали из масляной бани, продувочный клапан постепенно открывали, для того чтобы вернуть давление в системе к нормальному давлению. В колбе получали 883 г реакционной жидкости. Согласно результатам 119Sn-, 1H- и 13C-ЯМР анализов продукт 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан получали с выходом 99% в расчете на оксид диоктилолова. Аналогичную методику повторяли двенадцать раз, в результате получая суммарно 10600 г 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана.
Стадия 2: получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Карбонат получали с использованием установки непрерывного действия, показанной на фиг. 2. 1,1,3,3-Тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, полученный на стадии 1, подавали со скоростью 6074 г/ч по линии подачи 4 в реактор колонного типа 102 с внутренним диаметром 151 мм и эффективной длиной 5040 мм, заполненный насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland), и 2-этил-1-бутанол (фирмы Chisso Corporation, Japan), который был очищен в ректификационной колонне 101, подавали со скоростью 12260 г/ч по линии подачи 2 в реактор колонного типа 102. Температуру жидкости в реакторе доводили до 160°C с использованием нагревателя и ребойлера 112 и избыточное давление доводили приблизительно до 31 кПа с помощью клапана регулирования давления. Время пребывания в реакторе составляло около 17 минут. 12260 г/ч водосодержащего 2-этил-1-бутанола направляли из верхней части реактора через линию перекачки 6 и 958 г/ч 2-этил-1-бутанола (фирмы Chisso Corporation, Japan) - по линии подачи 1 в ректификационную колонну 101, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 111 и конденсатор 121, в результате чего осуществляли очистку путем ректификации. Дистиллят, содержащий высокую концентрацию воды, из верхней части ректификационной колонны 101 конденсировали с помощью конденсатора 121 и отводили по линии извлечения 3. Очищенный 2-этил-1-бутанол отводили по линии перекачки 2 из нижней части ректификационной колонны 101. Каталитическую композицию алкоксида алкилолова, содержащую диоктилбис(2-этилбутилокси)олово и 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, получали из нижней части колонного реактора 102 и подавали в пленочный испаритель 103 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan) по линии перекачки 5. 2-Этил-1-бутанол испаряли с помощью пленочного испарителя 103 и возвращали в реактор колонного типа 102 через конденсатор 123, линию перекачки 8 и линию перекачки 4. Каталитическую композицию алкоксида алкилолова отводили из нижней части пленочного испарителя 103 по линии перекачки 7 и подавали в автоклав 104, устанавливая при этом расход диоктилбис(2-этилбутилокси)олова и активного компонента 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана приблизительно 6945 г/ч. Диоксид углерода подавали со скоростью 973 г/ч в автоклав по линии перекачки 9, при этом избыточное давление в автоклаве поддерживали на уровне 4 МПа. Температуру в автоклаве устанавливали 120°C, время пребывания составляло приблизительно 4 часа, и осуществляли реакцию между диоксидом углерода и каталитической композицией алкоксида алкилолова, в результате получая реакционную жидкость, содержащую бис(2-этилбутил)карбонат. Реакционную жидкость направляли в емкость для удаления диоксида углерода 105 по линии перекачки 10 и через регулирующий клапан и удаляли остаточный диоксид углерода, при этом диоксид углерода отводили по линии перекачки 11. Затем реакционную жидкость направляли по линии перекачки 12 в пленочный испаритель 106 (фирмы Kobelco Eco-Solutions Co., Ltd., Japan), в котором поддерживалась температура около 150°C и давление около 0,3 кПа, в который подавали 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан со скоростью около 6074 г/ч, и получали дистиллят, содержащий бис(2-этилбутил)карбонат, в то время как остаток после испарения рециркулировали обратно в реактор колонного типа 102 по линии перекачки 13 и линии перекачки 4, при этом расход 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксана составлял около 6074 г/ч. Дистиллят, содержащий бис(2-этилбутил)карбонат, подавали через конденсатор 126 и линию перекачки 14 со скоростью 1090 г/ч в ректификационную колонну 107, которая была заполнена насадкой Metal Gauze CY (фирмы Sulzer Chemtech Ltd., Switzerland) и имела ребойлер 117 и конденсатор 127, и осуществляли ректификационную очистку, в результате чего получали 99 мас.% бис(2-этилбутил)карбоната из линии извлечения 15 со скоростью 1075 г/ч. При анализе каталитической композиции алкоксида алкилолова из линии перекачки 13 с помощью 119Sn-, 1H- и 13C-ЯМР анализа было обнаружено, что каталитическая композиция алкоксида алкилолова содержала 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, но не содержала диоктил-бис(2-этилбутилокси)олово. Приведенную выше непрерывную операцию осуществляли в течение приблизительно 160 часов и затем каталитическую композицию алкоксида алкилолова выводили по линии вывода 16 со скоростью 30 г/ч, в то время как 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, полученный на стадии 1, подавали по линии подачи сырья 17 со скоростью 30 г/ч. При выводе около 120 г жидкости по линии вывода 16 и проведении 119Sn-ЯМР анализа было обнаружено, что жидкость содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис-(2-этилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(2-этилбутилокси)олово, и для высококипящего дезактивированного компонента, образующегося в результате термического разложения, наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
100 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 5 г/мин в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 240°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 99 мас.% триоктил(2-этилбутилокси)олова. Получали около 77 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетраоктил-1,3-бис(2-этилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Высококипящий компонент смешивали с 182 г (0,79 моль) бис(2-этилбутил)карбоната, полученного на стадии 2, и проводили реакцию в течение 6 часов при 140°C и нормальном давлении. Затем реакционную жидкость подавали при скорости 5 г/мин в установку молекулярной дистилляции, оставшийся карбонат отделяли при температуре около 150°C и давлении около 0,3 кПа и получали примерно 88 г жидкости в качестве высококипящего компонента. Жидкость подавали со скоростью 5 г/мин в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 250°C и давлении около 0,01 кПа, в результате чего получали 71 г низкокипящего компонента. Низкокипящий компонент содержал 97 мас.% диоктилбис(2-этилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 16
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 185°C и давлении около 0,06 кПа. Этот низкокипящий компонент содержал 98 мас.% трибутил(3-метилбутилокси)олова. Получали около 390 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. 100 г высококипящего компонента смешивали с 25 г (0,1 моль) оксида дибутилолова (фирмы Sankyo Organic Chemicals Co., Ltd., Japan) и 560 г (0,089 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 1, в колбе емкостью 1000 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, которая представляла собой белую суспензию, подсоединяли к испарителю (R-144, фирмы Sibata), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали, для того чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Температуру масляной бани устанавливали около 150°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 4 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали, избыток бис(3-метилбутил)карбоната удаляли при давлении в системе от 50 до 1 кПа и затем, как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 168 г реакционной жидкости. Реакционную жидкость подавали при скорости 5 г/мин в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 185°C и давлении около 0,01 кПа, в результате чего получали 144 г низкокипящего компонента. Низкокипящий компонент содержал 98 мас.% дибутилбис(3-метилбутилокси)олова. С другой стороны, для высококипящего компонента наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Пример 17
Около 100 г диоктилоловобис(3-метилбутилокси)олова, полученного в примере 10, помещали в автоклав емкостью 200 мл (фирмы Toyo Koatsu Co., Ltd., Japan) и температуру повышали до 120°C. Затем вводили в автоклав диоксид углерода и давление доводили до 4 МПа. Диоктилоловобис(3-метилбутилокси)олово и диоксид углерода взаимодействовали друг с другом в течение 4 часов, и затем реакционную жидкость извлекали. Реакционную жидкость анализировали, и было найдено, что она содержит около 19 мас.% бис(3-метилбутил)карбоната.
Пример 18
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. 500 г каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 155°C и давлении около 0,06 кПа. Этот низкокипящий компонент содержал 98 мас.% трибутил(3-метилбутилокси)олова. Получали около 386 г высококипящего компонента, и его 119Sn-ЯМР анализ показал, что он содержит активный компонент 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. 50 г каталитической композиции алкоксида алкилолова, содержащей активный компонент и высококипящий дезактивированный компонент, переносили в колбу объемом 100 мл и подсоединяли конденсатор, приемник дистиллята и термометр, вследствие чего в колбе можно было проводить ректификацию при пониженном давлении. Колбу погружали в масляную баню, нагретую до 258°C, и нагревали при нормальном давлении. При нагревании приблизительно в течение 30 минут, температура содержимого колбы достигала 250°C, но получить дистиллят не удавалось. Давление в системе постепенно понижали, достигая примерно 0,01 кПа, но дистиллят все равно не удавалось получить.
Сравнительный пример 1
Получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 1. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало трибутил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Отделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре 155°C и давлении 0,13 кПа. Этот низкокипящий компонент содержал 99 мас.% трибутил(3-метилбутилокси)олова. Получали около 386 г высококипящего компонента в виде жидкости, и при проведении 119Sn-ЯМР анализа было найдено, что он содержит 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Брали 50 г жидкости, содержащей 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксан и высококипящий дезактивированный компонент, и охлаждали ее до 0°C, и затем в результате выдерживания в течение 60 часов выпадало в осадок твердое вещество. Твердое вещество отделяли от жидкости с помощью фильтрования в атмосфере азота. Извлекали около 10 г твердого вещества, и при проведении 119Sn-ЯМР анализа было найдено, что твердое вещество содержало около 20 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Кроме того, проводили 119Sn-ЯМР анализ фильтрата, вследствие чего было найдено, что фильтрат содержал около 75 мас.% 1,1,3,3-тетрабутил-1,3-бис(3-метил-бутилокси)дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Сравнительный пример 2
Получение карбоната с получением каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 7. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 70 мас.% 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана, и в дополнение к этому присутствовал бутоксид трибутилолова, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Отделение и извлечение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре 155°C и давлении 0,13 кПа. Этот низкокипящий компонент содержал 98 мас.% бутоксида трибутилолова. Получали 386 г высококипящего компонента в виде жидкости, и при проведении 119Sn-ЯМР анализа было найдено, что он содержал 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Брали 50 г жидкости, содержащей 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана и высококипящий дезактивированный компонент, и охлаждали ее до 0°C, и затем в результате выдерживания в течение 120 часов выпадало в осадок твердое вещество. Твердое вещество отделяли от жидкости с помощью фильтрования в атмосфере азота. Извлекали около 5 г твердого вещества, и при проведении 119Sn-ЯМР анализа было найдено, что твердое вещество содержало около 22 мас.% 1,1,3,3-тетрабутил-1,3-ди(бутилокси)дистанноксана, и в дополнение к этому наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Кроме того, проводили 119Sn-ЯМР анализ фильтрата, вследствие чего было найдено, что фитльтрат содержал около 70 мас.% 1,1,3,3-тетрабутил-1,3-ди(бутилокси)-дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Сравнительный пример 3
Около 100 г высококипящего дезактивированного компонента, полученного в примере 10, помещали в автоклав объемом 200 мл (фирмы Toyo Koatsu Co., Ltd., Japan) и повышали температуру до 120°C. Затем в автоклав вводили диоксид углерода и давление доводили до 4 МПа. Высококипящий дезактивированный компонент и диоксид углерода взаимодействовали друг с другом в течение 4 часов, и затем реакционную жидкость извлекали. Реакционную жидкость анализировали, и было найдено, что она содержит около 0,3 мас.% бис(3-метилбутил)карбоната.
Сравнительный пример 4
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали 390 г высококипящего компонента, и при проведении 119Sn-ЯМР анализа было найдено, что он содержит 1,1,3,3-тетраоктил-1,3-бис-(3-метилбутилокси)дистанноксан, причем наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Смешивали вместе 100 г высококипящего компонента и 1770 г (17,7 моль) циклогексанола (фирмы Aldrich) в колбе емкостью 3000 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Устанавливали температуру масляной бани 170°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 1 часа при нормальном давлении, затем продувочный клапан закрывали и давление в системе постепенно понижали, и реакция дегидратации протекала приблизительно в течение 6 часов при отгонке водосодержащего циклогексанола при давлении в системе от 80 до 30 кПа. Затем отгоняли дополнительное количество циклогексанола и затем, как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 120 г реакционной жидкости. Реакционную жидкость подавали со скоростью 3 г/мин в установку молекулярной дистилляции и осуществляли разделение с помощью ректификации при температуре около 240°C и давлении около 0,01 кПа, в результате чего получали 40 г низкокипящего компонента. Низкокипящий компонент содержал 95 мас.% диоктилбис(циклогексилокси)олова. С другой стороны, высококипящий компонент содержал около 50 мас.% активного компонента 1,1,3,3-тетраоктил-1,3-бис(циклогексилокси)дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Сравнительный пример 5
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при производстве карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали около 390 г высококипящего компонента, и при проведении 119Sn-ЯМР анализа было найдено, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Смешивали вместе 100 г высококипящего компонента и 639 г (7,1 моль) диметилкарбоната (фирмы Aldrich) в колбе емкостью 1000 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали для того, чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Температуру масляной бани устанавливали около 105°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 5 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали, отгоняли избыток диметилкарбоната при давлении в системе от 80 до 30 кПа и затем, как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 120 г реакционной жидкости. Реакционную жидкость подавали со скоростью 3 г/мин в установку молекулярной дистилляции и осуществляли разделение ректификацией при температуре около 210°C и давлении около 0,02 кПа, вследствие чего получали 16 г низкокипящего компонента. Низкокипящий компонент содержал 96 мас.% диметоксида диоктилолова. С другой стороны, высококипящий компонент содержал около 65 мас.% смеси активных компонентов 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана и 1,1,3,3-тетраоктил-1,3-диметоксидистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Сравнительный пример 6
Получение каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, при получении карбоната
Каталитическую композицию алкоксида алкилолова, содержащую термически разлагаемое вещество, получали таким же способом, что и на стадиях 1 и 2 примера 9. Результаты 119Sn-ЯМР анализа показали, что каталитическая композиция алкоксида алкилолова, содержащая термически разлагаемое вещество, содержала около 60 мас.% 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, и в дополнение к этому присутствовало триоктил(3-метилбутилокси)олово, и наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Получение диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество
500 г приведенной выше каталитической композиции алкоксида алкилолова, содержащей термически разлагаемое вещество, подавали со скоростью 300 г/ч в установку молекулярной дистилляции (MS-300, фирмы Sibata Scientific Technology Ltd., Japan) и удаляли летучий компонент при температуре около 230°C и давлении около 0,02 кПа. Этот низкокипящий компонент содержал 98 мас.% триоктил(3-метилбутилокси)олова. Получали около 390 г высококипящего компонента, и при проведении 119Sn-ЯМР анализа было найдено, что он содержит 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксан, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту. Смешивали вместе 100 г высококипящего компонента и 18 г (0,089 моль) бис(3-метилбутил)карбоната, полученного на стадии 2 примера 10, в колбе емкостью 500 мл в перчаточном боксе, продуваемом азотом, и колбу закрывали пробкой. Колбу, содержащую смесь, подсоединяли к испарителю (R-144, фирмы Sibata), имеющему оборудованную терморегулятором масляную баню (OBH-24, фирмы Masuda Corporation), подсоединенный к нему вакуумный насос (G-50A, фирмы Ulvac) и вакуумный регулятор (VC-10S, фирмы Okano Works Ltd.). Выходное отверстие продувочного клапана испарителя подсоединяли к линии для подачи газообразного азота при нормальном давлении. Продувочный клапан испарителя закрывали, давление в системе снижали и затем продувочный клапан постепенно открывали, для того чтобы пропустить азот в систему и в результате вернуть систему к нормальному давлению, посредством чего реакционный аппарат продували азотом. Температуру масляной бани устанавливали около 140°C, колбу погружали в масляную баню и начинали вращать испаритель. Оставляя открытым продувочный клапан испарителя, осуществляли вращательное перемешивание приблизительно в течение 3 часов при нормальном давлении, затем продувочный клапан закрывали, давление в системе постепенно понижали, непрореагировавший бис(3-метилбутил)карбонат извлекали при давлении в системе от 50 до 1 кПа и затем, как только заканчивался выход дистиллята, колбу вынимали из масляной бани. Получали около 117 г реакционной жидкости. Реакционную жидкость подавали со скоростью 3 г/мин в установку молекулярной дистилляции и осуществляли разделение ректификацией при температуре около 240°C и давлении около 0,01 кПа, в результате чего получали 50 г низкокипящего компонента. Низкокипящий компонент содержал 97 мас.% диоктилбис(3-метилбутилокси)олова. С другой стороны, высококипящий компонент содержал около 25 мас.% активного компонента 1,1,3,3-тетраоктил-1,3-бис(3-метилбутилокси)дистанноксана, причем также наблюдалось множество ЯМР сдвигов в интервале от -240 до -605 ppm, относящихся к высококипящему дезактивированному компоненту.
Промышленная применимость
Согласно настоящему изобретению диалкоксид диалкилолова, который является полезным компонентом, может быть эффективно отделен и извлечен из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент, и, следовательно, настоящее изобретение является чрезвычайно полезным для промышленного применения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ДИАЛКОКСИДОВ ДИАЛКИЛОЛОВА | 2007 |
|
RU2414474C2 |
| СМЕСЬ ДЛЯ ИЗВЛЕЧЕНИЯ С ЦЕЛЬЮ ИСПОЛЬЗОВАНИЯ ИЛИ ТРАНСПОРТА ДИОКСИДА УГЛЕРОДА | 2007 |
|
RU2396107C2 |
| СПОСОБ ПОЛУЧЕНИЯ АЛКОКСИДОВ АЛКИЛОЛОВА | 2005 |
|
RU2338749C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЦИАНАТОВ С ИСПОЛЬЗОВАНИЕМ ДИАРИЛКАРБОНАТА | 2008 |
|
RU2523201C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭФИРА УГОЛЬНОЙ КИСЛОТЫ | 2003 |
|
RU2296117C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЦИАНАТОВ | 2007 |
|
RU2419603C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОЦИАНАТОВ | 2008 |
|
RU2434849C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЭФИРА УГОЛЬНОЙ КИСЛОТЫ | 2002 |
|
RU2280023C2 |
| СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКОГО КАРБОНАТА | 2004 |
|
RU2329250C2 |
| 1,3-ДИ-(6,0-САХАРОЗО)-1,1,3,3-ТЕТРАБУТИЛДИСТАННОКСАН И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 1989 |
|
RU2041233C1 |
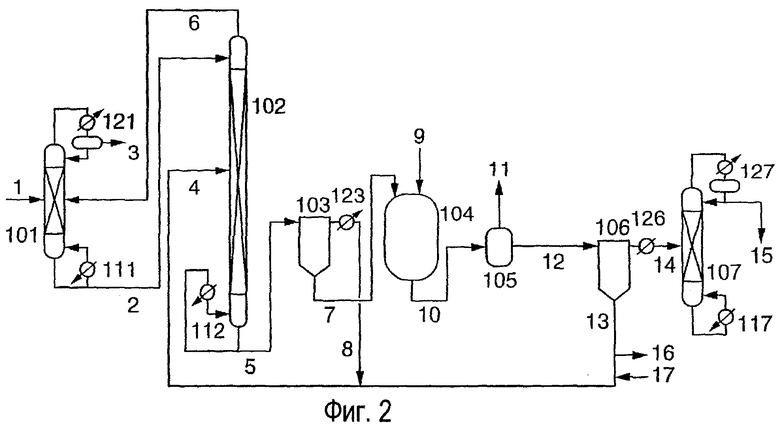
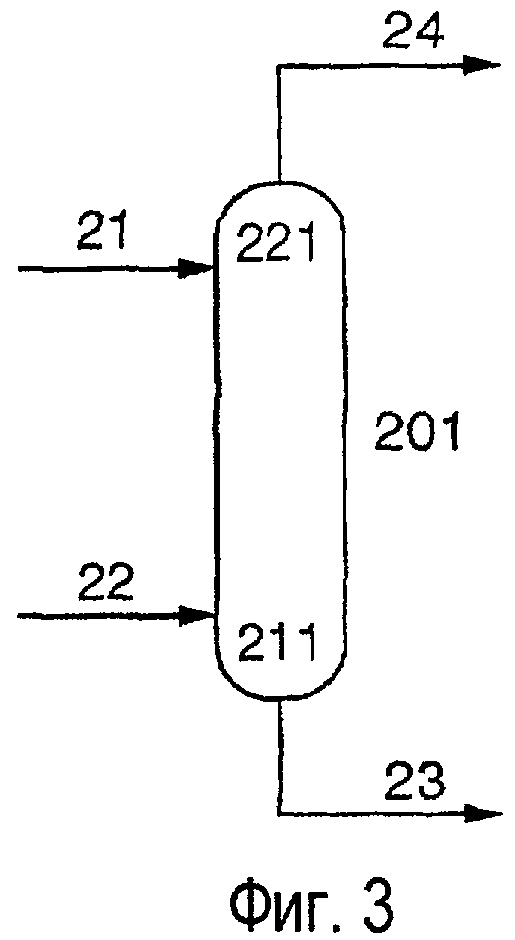
Изобретение относится к отделению и извлечению диалкоксида диалкилолова из каталитической композиции алкоксида алкилолова, используемой в качестве катализатора при получении эфира или карбоната. Описан способ отделения и извлечения диалкоксида диалкилолова из неразделяемой ректификацией каталитической композиции алкоксида алкилолова для использования при получении карбоната, которая содержит высококипящий дезактивированный компонент, имеющий температуру кипения выше чем 250°С при нормальном давлении, и активный компонент, представляющий собой компонент, имеющий две связи олово-углерод на каждом атоме олова, входящем в алкоксид алкилолова, включающий стадии: (1) взаимодействия каталитической композиции алкоксида алкилолова со спиртом и/или карбонатом с получением реакционного раствора, содержащего продукт, образующийся из активного компонента; и (2) ректификации реакционного раствора, полученного на стадии (1), для того чтобы отделить и извлечь диалкоксид диалкилолова из продукта, образующегося из активного компонента. Технический результат - эффективное отделение и извлечение из неразделяемой с помощью ректификации каталитической композиции алкоксида алкилолова, содержащей высококипящий дезактивированный компонент и активный компонент, диалкоксида диалкилолова. 16 з.п. ф-лы, 2 табл., 3 ил.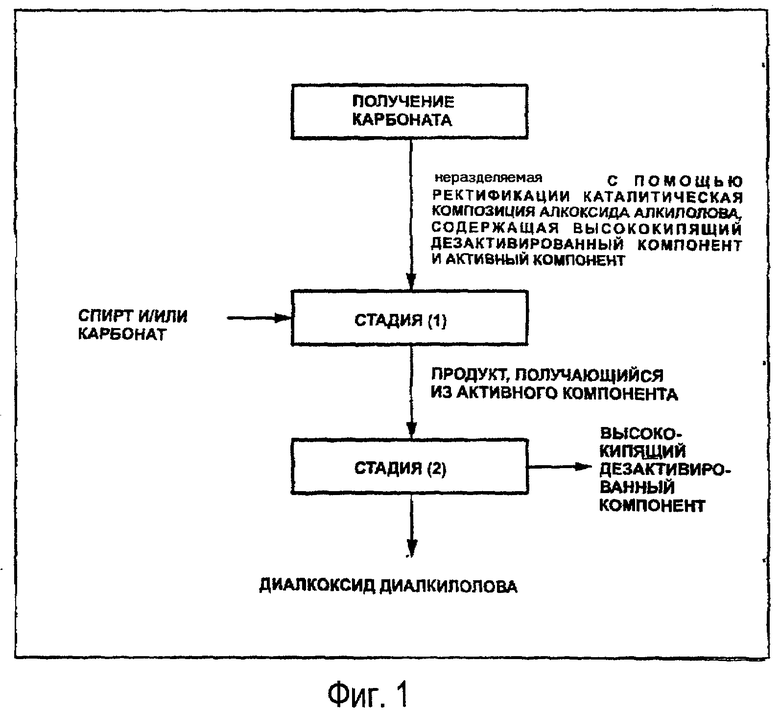
1. Способ отделения и извлечения диалкоксида диалкилолова из неразделяемой ректификацией каталитической композиции алкоксида алкилолова для использования при получении карбоната, которая содержит высококипящий дезактивированный компонент, имеющий температуру кипения выше, чем 250°С при нормальном давлении, и активный компонент, представляющий собой компонент, имеющий две связи олово-углерод на каждом атоме олова, входящем в алкоксид алкилолова, включающий стадии:
(1) взаимодействия каталитической композиции алкоксида алкилолова со спиртом и/или карбонатом с получением реакционного раствора, содержащего продукт, образующийся из активного компонента; и
(2) ректификации реакционного раствора, полученного на стадии (1), для того чтобы отделить и извлечь диалкоксид диалкилолова из продукта, образующегося из активного компонента.
2. Способ по п.1, где каталитическую композицию алкоксида алкилолова нельзя разделить ректификацией на высококипящий дезактивированный компонент и активный компонент при температуре не более чем 250°С при нормальном давлении.
3. Способ по п.1, где активным компонентом является тетраалкилдиалкоксидистанноксан.
4. Способ по п.3, где тетраалкилдиалкоксидистанноксаном является соединение алкилолова, представленное следующей формулой (1):
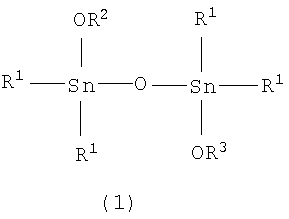
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; и
каждая из R2 и R3 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
5. Способ по п.1, где высококипящим дезактивированным компонентом является соединение алкилолова, содержащее атомы олова, которые при 119Sn-ЯМР анализе характеризуются химическими сдвигами в интервале от -220 до -610 частей на миллион (ррm) относительно тетраметилолова.
6. Способ по п.1, где спирт представлен следующей формулой (2):
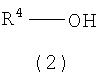
где R4 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
7. Способ по п.1, где карбонат представлен следующей формулой (3):
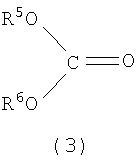
где каждая из R5 и R6 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
8. Способ по п.1, где диалкоксид диалкилолова представлен следующей формулой (4):
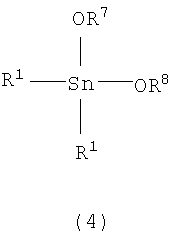
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода;
каждая из R7 и R8 представляет линейную или разветвленную алифатическую группу, имеющую от 1 до 12 атомов углерода, алициклическую алифатическую группу, имеющую от 5 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, или аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода; и
каждая из R7 и R8 соответствует алкоксильной группе активного компонента, R4 в спирте, или R5 или R6 в карбонате, где по меньшей мере одна из R7 и R8 соответствует R4, R5 или R6.
9. Способ по п.1, в котором каталитическая композиция алкоксида алкилолова содержит оксид диалкилолова, представленный следующей формулой (5):
где R1 представляет линейную или разветвленную алкильную группу, имеющую от 1 до 12 атомов углерода, циклоалкильную группу, имеющую от 5 до 12 атомов углерода, линейную или разветвленную алкенильную группу, имеющую от 2 до 12 атомов углерода, незамещенную или замещенную арильную группу, имеющую от 6 до 19 атомов углерода, аралкильную группу, имеющую от 7 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода, или незамещенную или замещенную арильную группу, имеющую от 6 до 20 атомов углерода, содержащую алкил, выбранный из группы, состоящей из линейных или разветвленных алкилов, имеющих от 1 до 14 атомов углерода, и циклоалкилов, имеющих от 5 до 14 атомов углерода.
10. Способ по п.4, где каждая алкильная группа тетраалкилдиалкоксидистанноксана является н-бутильной группой или н-октильной группой.
11. Способ по п.6, где спиртом является спирт, выбранный из алифатических алкилспиртов, имеющих от 4 до 8 атомов углерода.
12. Способ по п.7, где карбонатом является карбонат, в котором по меньшей мере одну из R5 и R6 выбирают из алифатических алкильных групп, имеющих от 4 до 8 атомов углерода.
13. Способ по п.9, где оксидом диалкилолова является оксид диалкилолова, выбранный из оксида ди-н-бутилолова и оксида ди-н-октилолова.
14. Способ по п.1, где на стадии (1) отношение суммарного количества молей спирта и/или карбоната к числу молей атомов олова, содержащихся в активном компоненте, находится в интервале от 2 до 100.
15. Способ по п.1, где на стадии (1) реакционная температура находится в интервале от 60 до 180°С.
16. Способ по п.1, где реакцию стадии (1) проводят в реакторе, выбранном из группы, состоящей из реактора с механическим перемешиванием, многоступенчатого реактора с механическим перемешиванием, насадочной колонны, ректификационной колонны, многоступенчатой ректификационной колонны, непрерывной многоступенчатой ректификационной колонны, реактора, имеющего внутри опору, и реактора с принудительной циркуляцией.
17. Способ по п.1, где на стадии (2) разделение ректификацией проводят в ректификационных аппаратах, выбранных из группы, состоящей из многоступенчатой ректификационной колонны, непрерывной многоступенчатой ректификационной колонны, насадочной колонны и пленочного испарителя.
| СПОСОБ И КАТАЛИЗАТОР ДЛЯ ПОЛУЧЕНИЯ ДИАЛКИЛКАРБОНАТОВ | 1999 |
|
RU2219162C2 |
| СПОСОБ ПОЛУЧЕНИЯ ОЛОВООРГАНИЧЕСКИХ АЦЕТИЛЕНОВЫХ СЛОЖНЫХ ЭФИРОВ | 0 |
|
SU181101A1 |
| RU 2056404 C1, 20.03.1996 | |||
| WO 2004014840 A1, 19.02.2004 | |||
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |

