Изобретение относится к машиностроению, к области литейного производства. Сложные литые заготовки от десятков граммов до нескольких сотен килограммов изготовливают в одноразовых формах; по выплавляемым моделям, на песчаных стержнях в земляных формах на песчаных стержнях в формах кокиль и других из черных и цветных металлов.
Например: небольшие и мелкие точные стальные отливки, несколько штук в блоке (елка), изготавливают литьем по выплавляемым моделям в оболочковой форме. Модельный блок обмазывают погружением в емкость со смесью, обсыпают песком в 5-6 слоев, просушивают, выплавляют модель, техпроцесс занимает 75-80 н/часов. Готовую форму помещают в опоку, засыпают песком, прокалывают. Перегретый металл заливают из носка ковша вручную. Извлечение отливки осуществляют путем разрушения формы.
Недостатками являются: экологическая вредность от приготовления кислотных смесей, длительный технологический процесс вручную, трудоемкость.
На модельном участке: отдельные элементы детали изготовляют прессованием из кашеобразного парафина при t ~ 65-70°С, преимущественно на пресс-станках. Модели собирают в блоки пайкой. Высокая точность отливок достигается тем, что форма не имеет разъема, отсутствуют стержни, а тепловое расширение формы минимальное.
Реальным предметом нового способа и устройства получения отливок является литье из цветных металлов. Например: алюминиевая отливка 10-цилиндрового блок-картера легкого двигателя внутреннего сгорания повышенной мощности (ДВС). Получают литьем на песчаных стержнях в земляной форме.
Недостатком технологии является: трудоемкость затраты только на одну отливку по данным отд. гл. металлурга «Барнаултрансмаш» составляют 210 н/часов, преобладает ручной труд, вредное производство, отливка 600 кг. После механической обработки поступает на сборку с комплектующими 180 кг; 420 кг, возврата.
При литье в землю низкий процент годного, до 50% брака: пористость, коробление, раковины, горячие трещины, неметаллические включения, плохая чистота поверхности и структура металла в сравнении с литьем под высоким давлением поршнем, требующее последующей термической обработки. Завышенная толщина стенок упрочнения не обеспечивает требований надежности.
Изначально, в 1985 г., появилась идея сделать V-образный двигатель размером в подкапотное пространство автомобиля ГАЗ 21 «Волга». Для литья из стали сделана парафиновая выплавляемая модель 6-цилиндрового блок-картера, высокой точности и чистоты поверхности. Покрыть ее огнеупорной обмазкой, затем выплавить ее из образовавшейся формы, после прокалки залить металлом.
Так как известный способ литья по выплавляемым моделям технологический процесс трудоемкий, длительный, экологически вредный, требующий больших материальных и энергетических затрат для производства литья, пришлось отказаться от частной идеи, найти оптимальное решение для использования в производстве, В оборудованном литейном корпусе по модели отливать форму, затем выплавлять модель в образованную моделью полость заливать металл отливки, при ее кристаллизации выплавлять форму.
В заключении от 25.03.88 г. по просьбе завода и Госкомизобретений академик АН БССР, директор физико-технического института доктор технических наук профессор Г.А.Анисович считает, что предложенная идея вполне осуществима, процесс следует отрабатывать для отливки простейшей конфигурации. Мной имелось в виду взять t плавления модели 120-130°С, при этом температура кристаллизации плавления формы 270-280°С и температура кристаллизации металла алюминиевой отливки Al - 449-465°С.
Дата подачи заявки окончательно на способ и устройство получения отливок в выплавляемой форме в Роспатент 1 июля 1988 г.
7.03.1989 г. на завод Барнаултрансмаш прибыл председатель Советского правительства с министром энергетики транспортного и сельхозмашиностроения и др. Мое обращение к Н.И.Рыжкову дало возможность создать опытно-промышленную установку в центральной заводской лаборатории (ЦЗП). См. заключение Государственного Технического Университета.
См. Технология металлов и конструкционные материалы под редакцией Б.А. Кузьмина. - М.: Машиностроение 1981 г. Изготовление отливок в разовых формах, стр.145.
Прототип. Известно изобретение Малышева В.И. «Способ получения отливок и устройство для его осуществления», патент №2051005, зарегистрирован в Гос. Реестре изобретений 27 декабря 1995 г.
Способ получения первоначально небольших и мелких отливок из цветных металлов, включающий изготовление формы литьем из более легкого плавкого материала, чем сплав отливки, путем вакуумного всасывания в полость корпуса, образованная разовой моделью, удаления модели, заливка металла с вакуумированием под низким давлением, извлечение отливки путем расплавления формы.
Недостатком является: модель выплавляют в одном месте, металл отливки в форму заливают в другом, при образовании корки отливки, открывают кран, при этом расплав формы сливают в емкость хранения, что усложняет процесс, в этой связи установка выполнена с опрокидывающим корпусом (тиглем), что тоже затрудняет работу установки. Например, после выплавки модели на поверхность формы наносится термозащитная краска - лишняя операция. Модели и формы изготовляют с ячеистой структурой, а также вспенивают, в чем нет необходимости.
С целью упрощения способа и совершенствования технологии получения отливок форму изготавливают литьем с вакуумированием регулируемым давлением на расплав материала формы. В корпус загружают модель, расплавленным металлом (термопластом) заполняют полость в корпусе образованную моделью, до кристаллизации заливки сдерживают давление в емкости на расплав материала формы. При этом поддерживают температуру плавления модели. После удаления модельной массы форму охлаждают.
При заливке металла температуру формы сдерживают до образования корки отливки. В результате теплообмена недостающее тепло для расплавления формы восполняется электронагревом. По окончании техпроцесса отливку освобождают путем расплавления формы, расплав сливают в емкость хранения.
Устройство. Установка для получения отливок содержит корпус, в нем внизу имеется емкость содержания материала формы, вверху - зона литья формы и отливки.
Емкость материала формы и зона двойного литья снабжены, каждая, индуктором тока высокой частоты, охлаждаемым водой. При включенном электрическом токе служит нагревателем, при отключенном токе является холодильником.
Плавильная печь металла отливки литья под низким давлением. Механизм с поворотом подъема корпуса литья для загрузки печи металлом и ремонта. Нагреваемая емкость материала модели, пресс-форма для изготовления модели. Блок устройств и привода, содержащий: компрессор, вакуум-насос, электропривод кранов, вакуум-насоса, компрессор сжатого воздуха, давления, нагрева и охлаждения, пневматического подъема.
Шкаф, содержащий трансформатор с преобразователем тока высокой частоты, следящие приборы времени и температур двойного литья. Блок управления технологическим процессом как оператором, так и автоматической программой, время движения и температур.
На фиг.1 показана установка двойного литья, которая содержит: 1 - корпус, А - емкость нахождения материала формы, Б - зону литья формы и отливки. Емкость А, а также зона Б, каждая, снабжена управляемым нагревателем холодильником, то есть индуктором 15 и 16 фиг.2, плавильная печь 2 металла отливки, 3 - механизм с поворотом подъема 1 - корпуса для загрузки печи металлом, обогреваемая емкость 4 материала модели, 5 - пресс-форма для изготовления моделей, 6 - блок устройств и привода содержащий: компрессор, вакуумный насос, электропривод кранами, вакуума, сжатого воздуха, пневмапривода, давления, нагрева охлаждения и т.д., 7 - шкаф, содержащий трансформатор мощности с преобразователем тока высокой частоты, 8 - логометр контроля за температурой кристаллизации и расплава модельного материала. Двойного литья 9 - потенциометр контроля за температурой двойного литья. 10 - блок управления процессом как оператором, так и автоматической программой, время движений и температур.
На фиг.2 показаны: 11 - расплав металла формы 12, труба 13 литник формы, 14 - труба заливки металла отливки, 15 - нагреватель-холодильник А, 16 - нагреватель-холодильник Б, 17 - крышка корпуса 1, 18 - выплавляемая модель отливки, 19 - стояк блока модели, 20 - муфта соединения труб 14 и 21, уплотнительная манжета 22, 23 - пневмацилиндр, 24 - электродвигатель, 25 - теплоизоляция, 26 - штуцер для соединения формы шлангом с емкостью модельного материала, 27 - пробка предохраняет от попадания расплава модели в печь и открывает вход металла отливки в форму.
Способ и устройство получения отливок на установке, показанной на фиг.1, содержащая: корпус двойного литья, печь литья под низким давлением, емкость материала модели с заменяемой литейной формой, выполняется следующим образом: модель изготовляют в форме литьем под низким давлением на расплав в емкость модельной массы.
После кристаллизации модель вынимают, мелкие модели собирают пайкой в блок 18 на стояка 19, закрепляют в цанге на крышке 17, закрывают.
На фиг.1 емкость 4 по диаметру внутри разделена на нижнюю и верхнюю части поворотной заслонкой из вертикального положения в горизонтальное, соединена с краном, открыто, воздух-литье модели, закрыто, - нижняя часть, верхняя часть становится вакуум-емкостью. Заслонка и кран не показаны. В подготовленную полость 12 (форма) в зоне выплавляемой модели 18 заливают расплав 11 по трубке 13, для чего включают вакуум и охлаждение, в зоне Б тоже создают регулируемое давление в емкости А. Температуру кристаллизации заливки формы поддерживают выше температуры плавления модели. Выплавляют модель разряжением в вакуум емкости, из которой поворотом заслонки в вертикальное положение сливают расплав модельной массы в основание емкости 4, которая используется для повторного изготовления модели.
В подготовленную форму 12 вакуумом заливают металл отливки из печи 2 по трубопроводу 21, соединенному муфтой 20 с трубой формы 14, в муфте 20 встроена пробка, предохраняющая от попадания модельного расплава в печь 2 под действием магнита муфты или разряжения в трубке 21, открывающая вход заливки металла в форму под давлением на расплав в печи 2. Перед заливкой формы включают охлаждение 16, при заполнении формы датчик-реле отключает вакуум, на залитый металл из печи поддерживается давление. Температуру плавления формы сдерживают охлаждением до образования корки отливки, при этом осуществляют подпитку заливки регулируемым давлением на расплав в печи 2, чем сдерживают усадку. Форму расплавляют часть теплом отливки, недостающее тепло для расплавления формы восполняется электронагревателем 16, форму расплавляют, расплав удаляют в емкость А для повторного использования, отливку извлекают, мелкие заготовки отделяют от стояка 19, направляют на доработку. Стояки бросают в печь 2 на переплавку.
Для термической защиты на модель наносят краску, которая после выплавки модели остается на поверхностях формы и после удаления формы - на поверхностях отливки. Краску с отливки удаляют в растворе. Так как маршалитовая краска и др. 0,05-0,2 мм выдерживает не плавится температуру 1500°С без разрушения, обладает свойствами горячего прилипания.
По совокупности вакуум, давление в печи и расплав формы увеличивается толщина стенок, чем исключают возможность дисперированных пор (сжатый воздух), что имеет место в отливке, полученной литьем высокого давления поршнем в процессе литья.
Подбором соотношений масс, толщины отливки и формы, а также температур и теплоты кристаллизации плавящихся материалов модели и формы с применением литья вакуумным всасыванием с литьем под низким давлением нагрева и охлаждения осуществляют в корпусе выплавляемой формы тепломассообменом процесс двойного литья.
Технология предназначена в основном для получения больших отливок. Например, сложная алюминиевая отливка 6 - цилиндровый блок-картер, полученная литьем в земляной форме имеет вес 350 кг, а литьем в выплавляемой форме без прибылей с упрощенной литниковой системой - 120 кг.
При литье алюминия АЛ-8 температура заливки без перегрева 630-650°С, выбранная базовая температура плавления формы взята по определению 350-380°С, а температура плавления модели 160-180°С.
Температура плавления кристаллизации материалов может быть уменьшена или увеличена, окончательно определена в процессе отработки технологии литейного производства. Не менее важными факторами являются скорость (время) и количество в форме мест для заливки металла. При расплавлении формы увеличивается толщина стенок, этим самым создается повсеместно высокое давление на отливку, при этом осуществляют встроенное регулируемое давление сжатым воздухом на расплав в печи.
Литьем в выплавляемую форму для достижения качества отливок и экономии металла, например, за счет уменьшения толщины стенок на 15-50% можно получать отливки многоцилиндровых головок в паре корпусов: топливных, масляных, водяных насосов, компрессоров и др., преимущественно небольших и мелких изделий во всех отраслях машиностроения, улучшая их культуру и повышая производительность производства.
Изобретение позволяет получать сложные точные отливки кратчайшим путем.
Установки, машины двойного литья могут изготовлять как сами заводы различных отраслей машиностроения, так и предприятия, выпускающие литейные машины и оборудование.
Изобретение относится к области литейного производства. Установка содержит корпус двойного литья, плавильную печь металла отливки, нагреваемую емкость для материала модели, поворотно-подъемный механизм для установки корпуса двойного литья на плавильную печь, трубу-литник материала формы, трубу для заливки металла отливки. Корпус двойного литья выполнен с возможностью закрытия крышкой посредством пневмопривода и имеет нижнюю емкость для нахождения материала формы и верхнюю емкость для литья формы и отливки. Каждая из емкостей снабжена водоохлаждаемым индуктором, выполненным в виде нагревателя и холодильника с вакуумпроводом. Формы получают по разовой модели путем заливки расплава материала формы вакуумным всасыванием под низким давлением. Металл заливают с вакуумированием под низким давлением в печи. Материал формы имеет температуру плавления ниже температуры плавления металла отливки и выше температуры плавления модели. Модель расплавляют теплом формы, а форму расплавляют теплом залитого металла. Достигается повышение качества точных сложных отливок. 2 н. и 9 з.п. ф-лы, 2 ил.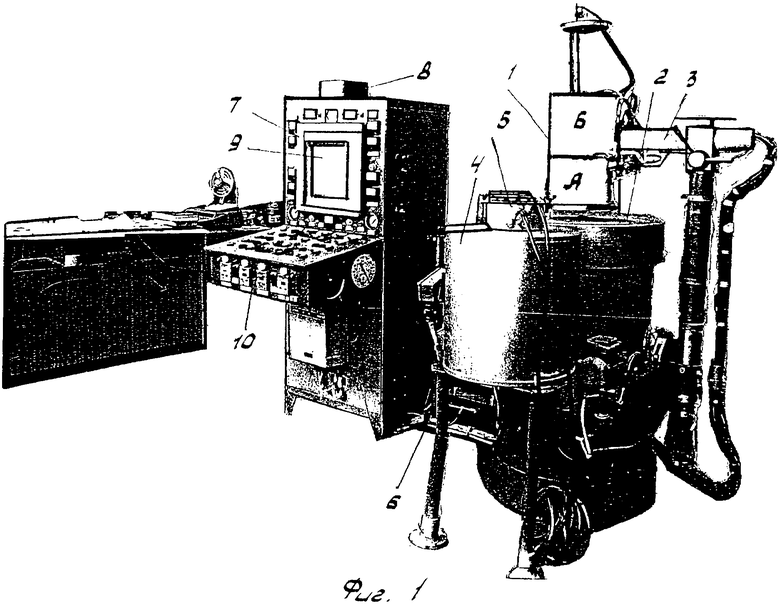
1. Способ получения отливок, включающий изготовление выплавляемой формы по разовой модели путем заливки расплава материала формы вакуумным всасыванием под низким давлением, удаление модели, заливку металла с вакуумированием под низким давлением в печи и извлечение отливки путем выплавления формы, отличающийся тем, что используют материал формы, имеющий температуру плавления ниже температуры плавления металла отливки и выше температуры плавления модели, при этом модель расплавляют теплом формы, а форму расплавляют теплом залитого металла.
2. Способ по п.1, отличающийся тем, что расплав выплавляемой формы содержат в нагреваемой емкости корпуса установки для получения отливок, а расплав материала модели содержат в нагреваемой емкости установки изготовления моделей литьем под низким давлением.
3. Способ по п.1, отличающийся тем, что модель изготовляют литьем в форме под низким давлением.
4. Способ по п.1, отличающийся тем, что материал формы охлаждают до образования корки отливки, а затем его расплавляют, при этом осуществляют регулируемое давление на расплав металла отливки в печи.
5. Способ по п.1, отличающийся тем, что для исключения получения в отливке диспергированных пор при вакуумировании формы создают давление в печи и на расплав формы.
6. Способ по п.1, отличающийся тем, что для проведения в выплавляемой форме тепломассообменного процесса литья осуществляют подбор соотношений толщин отливки и формы, а также температуры и теплоты кристаллизации плавящихся материалов.
7. Способ по п.1, отличающийся тем, что нанесенная на модель термозащитная разделительная краска после удаления модели остается на поверхности формы, а после выплавки формы - на поверхности отливки.
8. Способ по п.1, отличающийся тем, что процессом изготовления выплавляемой формы и получения отливки в ней управляют оператором или автоматически - числовым программным управлением.
9. Установка для получения отливок, содержащая корпус двойного литья, плавильную печь металла отливки, нагреваемую емкость для материала модели, поворотно-подъемный механизм для установки корпуса двойного литья на плавильную печь, отличающаяся тем, что она снабжена трубой-литником материала формы, трубой для заливки металла отливки с муфтой, имеющей пробку, исключающую попадание расплава модели в плавильную печь металла отливки и обеспечивающую вход заливаемого металла отливки в форму, блок устройств с приводами, компрессор, вакуумный насос, электропривод кранов вакуума, сжатого воздуха, нагрева и охлаждения, трансформатор мощности с преобразователем тока высокой частоты, приборы контроля температуры, блок управления процессом литья, при этом корпус двойного литья выполнен с возможностью закрытия крышкой посредством пневмопривода и имеет нижнюю емкость для нахождения материала формы и верхнюю емкость для литья формы и отливки, причем каждая из емкостей снабжена водоохлаждаемым индуктором, выполненным в виде нагревателя и холодильника с вакуумпроводом, электрическими и периметрическими проводами.
10. Установка по п.8, отличающаяся тем, что форма соединена трубопроводом с емкостью материала модели для вакуумного удаления расплава модели.
11. Установка по п.8, отличающаяся тем, что нижняя емкость корпуса двойного литья снабжена герметичной заслонкой, выполненной с возможностью поворота из вертикального положения в горизонтальное при заполнении емкости для материала модели.
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1988 |
|
RU2051005C1 |
| СПОСОБ АНТИГРАВИТАЦИОННОЙ РАЗЛИВКИ РАСПЛАВЛЕННОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2039629C1 |
| ГАЛДИН Н.М | |||
| Цветное литье | |||
| Справочник | |||
| - М.: Машиностроение, 1989, с.400-407. | |||

