Изобретение относится к области литейного производства, в частности, машиностроения двигателей внутреннего сгорания (ДВС). ОАО Барнаултрансмаш с время Великой Отечественной войны и в настоящем в основном производит транспортные и судовые ДВС оборонного значения. Поршни - поршень диаметр 150 мм, изготовляют из алюминиевого круглого проката кузнечной ковкой, получается грубая заготовка, большой расход металла на механическую обработку и большой вес поршня, поступающего на сборку двигателя при освоении полученного литьем поршня.
Перегретый расплав приносят за несколько метров в ковше от печи к машине литьем под давлением, заливают в форму из носка ручейком, при этом металл поглощает воздух, образующий поры.
Процесс формирования отливки происходит в три этапа: а) сплав с большой скоростью (до 50 м/с) за короткое время (0,01-0,6 с) заполняет полость пресс-формы, интенсивно перемешиваясь с воздухом и парами смазки, находящимися в полости формы, образуя металловоздушную смесь; б) поверхностный слой отливки получается очень плотным; в) кристаллизация отливки происходит с большой скоростью, что приводит к недостаточному питанию отливки жидким расплавом, но дефектов усадочного происхождения в отливках не наблюдается, так как газы в порах находятся под большим давлением и, расширяясь, способствуют полному заполнения полости пресс-формы металлом, однако механические свойства металла плохие. Вакуумирование формы в процессе литья затруднено, при этом происходит недостаточное питание отливки, появляются усадочные раковины. Присутствие в отливках диспергированных пор недопустимо в поршнях ДВС, особенно повышенной мощности.
Изготовление отливок поршней в разовых формах. Схема технологического процесса получения литой заготовки в разовой песчано-глинистой форме состоит из большого числа операций: приготовление формовочных и стержневых смесей, изготовление форм и стержней, заполнение металлом, разрушение формы, очистка отливки, выбивка стержней охлаждение, отрезка прибыли (литника), грубая механическая обработка резанием, отжиг и т.д.
Недостатками литья в разовые песчано-глинистые формы являются: низкий % годного, пористость, газовые и усадочные раковины, коробления и др. При заполнении литейной формы жидким металлом разлагается влага, находящаяся в формовочной смеси, выгорают связующие вещества из форм и стержней, выделяются газы из красок, которыми часто покрывают поверхности форм и стержней. Газы могут находиться в металле в свободном состоянии или растворяться в нем, образуя окислы, гидриды, нитриды и газообразующие продукты. Газы, растворенные в металле, часто ухудшают его механические свойства и способствуют образованию литейных дефектов - газовых раковин и пор.
Литье в кокиль осуществляют путем свободной заливки расплавленного металла под действием гравитационных сил в металлические многократно используемые литейные формы - кокили, изготовленные из стали, чугуна, медных и алюминиевых сплавов, с анодированной рабочей поверхностью. В кокилях можно практически получать отливки из всех сплавов. Наибольшее применение имеют алюминиевые и магниевые сплавы.
Литье в облицованные кокили - прогрессивный технологический процесс, позволяющий получать крупные и точные отливки по сравнению с литьем в песчано-глинистые разовые и оболочковые формы. Литье в облицованные кокили позволяет значительно уменьшить припуски на обработку, в 10-20 раз сократить расход формовочных материалов, в 1,5-2 раза снизить трудоемкость очистных и обрубочных работ, улучшить санитарные условия и повысить производительность труда.
Процесс формирования отливки в кокиле, обладающем повышенной теплопроводностью, имеют свои особенности. При быстром охлаждении (в 3-5 раз быстрее, чем в песчано-глинистой форме) структура сплава становится мелкозернистой и плотной, а механические свойства возрастают на 10-20%. Усадка сплава затруднена в процессе кристаллизации, что способствует возникновению в отливках внутренних напряжений, которые в большинстве случаев снимаются термической обработкой.
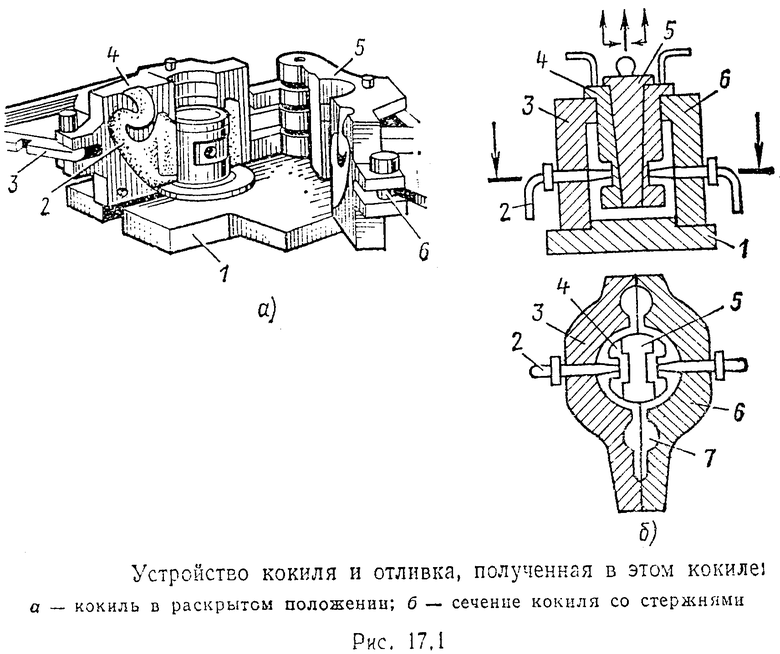
Для получения отливки поршня за прототип принимается металлическая форма-кокиль (см. Б.А.Кузьмин и др. Технология металлов и конструкционные материалы. М.: Машиностроение 1981, с.173-175 и др.).
Металлическая форма кокиль для получения поршня представлена на рис 17,1.а, состоит из нижней плиты 1 и двух полуформ 4 и 5. В полуформах имеется полость и каналы для ее заполнения металлом 2. Полуформы шарнирно соединены между собой и раскрываются по вертикальной плоскости разъема. Для плотного соединения полуформ имеется замковая часть 3 и 6, внутренние полости и отверстия получают при помощи металлических стержней 2 (2 шт.), 4 и 5 (рис.17.1б), вставляемых в кокиль перед заполнением его металлом. Стержни 2 образуют боковые отверстия в отливке. Внутренняя полость образуется сборным стержнем, состоящим из боковых частей 4 и центральной части 5, а наружная поверхность плитой 1 и полуформами 3 и 6. Заполнение кокиля металлом происходит через литниковую систему 7. После кристаллизации сплава отливки удаляют боковые и центральный стержни. Для удаления составного центрального стержня вначале извлекают клиновую часть 5, боковые части 4 поочередно смещают в образовавшийся зазор и поднимают. После извлечения стержней кокиль раскрывают и удаляют из него отливку (рис.17.2).
Недостатками литья в кокиль для получения отливки поршня являются:
1. Кокиль под заливку расплавом металла готовят сборкой всех его элементов, приводят в рабочее положение, после смыкания полуформ вставляют в сборе стержни, форму заливают металлом, после кристаллизации отливки форму разбирают, полученную заготовку извлекают, все операции цикла делают вручную.
2. Расплавленный металл от печи разносят поочередно, заливают в форму из носка ковша, открытый расплав поглощает в себя воздух, образующий в отливках газовые поры.
3. Уплотнение залитого металла средствами прибыли из литника, масса которых намного больше отливки (при этом большой расход металла), не устраняет объемную усадку, вызывает появление пороков отливки в виде раковин и пор.
Металлические формы практически газонепроницаемые, газы удаляются через мелкие отверстия, а также через литник и прибыль, что неизбежно в отливке создает дефекты в виде диспергированных пор.
Высокая скорость охлаждения приводит к ускорению кристаллизации отливки, что создает недостаточное заполнение формы металлом, возникают усадочные, термические и фазовые напряжения, образующие горячие и холодные трещины.
На фиг.1 показана схема устройства получения отливки поршня в металлической форме - кокиль литьем под низким давлением сжатого воздуха в плавильной печи, состоит из нижней плиты 1, в ней имеется литниковый канал.
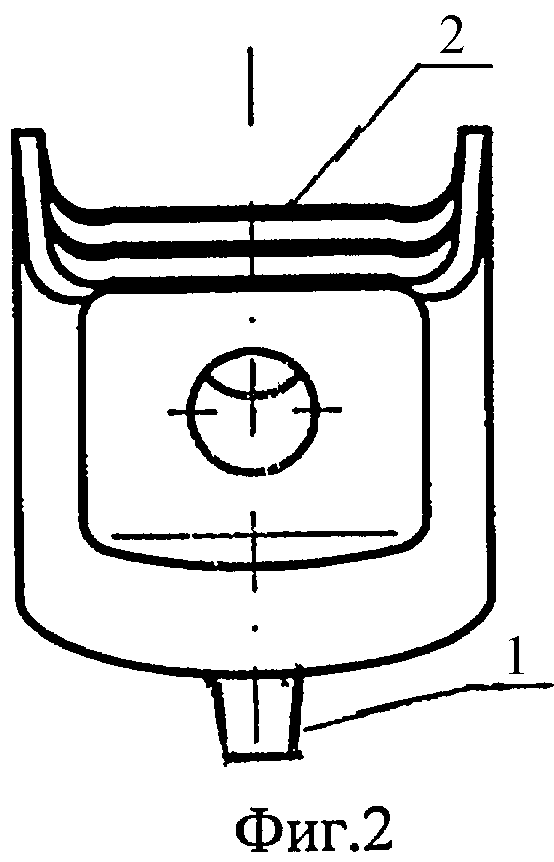
На фиг.2 - литник 1, отливка 2 и две полуформы 3 и 4, в полуформах имеется полость для заполнения ее металлом 2. Полуформы кинематически связаны с механизмом закрытия и раскрытия формы, включая пневмопривод замены полученной отливки сборным стержнем, состоящим из боковых частей 5 (2 шт.) и центральной части 6, в нем встроены магниты соединения боковых частей 5, имеется обратно поступающий в вертикальной плоскости с поворотом на 180° держатель 10 стержня 6. Кронштейн 11 служит ограничителем отпускания стержня вниз. Отверстия в отливке 2 выполняются двумя стержнями 9, которые являются штоками двухсторонних поршней в цилиндрах пневмокамер 12, служат пневмоприводом полуформ 3 и 4.
Перед литьем стержень 6 вставляется нагретым до температуры 150 180°С, полуформы и плита прогреваются горячей водой до температуры 70-90°С под давлением 0,8-1,5 кгс/см2 1,5-2,0 мин. По окончании литья горячая вода заменяется холодной, происходит постепенное охлаждение формы и кристаллизация отливки. Полуформы и плита 1 нагреваются и охлаждаются водой по каналам 7. К пневмокамерам 12 подведены воздухопроводы: 13 - открытия и 14 - закрытия формы под действием усилия сжатого воздуха. Заполнение формы расплавом металла отливки происходит из плавильной печи 15 литья под низким давлением по трубопроводу 16. Литник отливки 2 снабжен электронагревателем 17. Отсос противодавления в форме осуществляется по отверстию 18. Во избежание литейных дефектов в отливке имеется поршень, подготовленный соответствующим образом расплавленный металл заливают в прогретую металлическую форму под давлением на расплав в печи.
Получение поршня в металлической форме-кокиль осуществляется следующим образом. Устройство (установка) для литья поршня под низким давлением имеет полностью автоматизированный рабочий цикл с программным управлением, автоматизированы регулировка усилий смыкания и размыкания полуформ, работа пневмопривода подъема стержня с отливкой, поворот на ~180° для замены в держателе 10 отливки на стержень, возврат стержня, его спускание, смыкание полуформ, изменение скорости заливки, время выдержки давления залитого в форму металла, блокировка узлов при появлении неисправностей в установке не показано.
Из плавильной печи 15, которая нагревается электронагревателями, под давлением сжатого воздуха 0,1-0,8 кгс/см2 расплав выжимается и втягивается разрежением в жесткую прогретую полость формы 2, где в пространстве между полуформами и сборным стержнем 6 кристаллизуется при охлаждении водой. Давление воздуха или инертного газа должно быть невысоким по той причине, что площадь зеркала расплава в печи во много раз больше площади металлопровода 16, незначительное перемещение расплава в печи вызывает высокий подъем жидкого металла внутри металлопровода и в литейной форме кристаллизация отливки происходит последовательно от холодной стенки к центру, поэтому отсутствуют раковины, пористость, усадочные напряжения. От начала до конца кристаллизации в печи поддерживается давление, отливки получаются плотными и мелкозернистыми. После кристаллизации отливки давления газа в печи 15 снимается, затем давление снимается в камерах 14. При этом подается воздух в камеры 13, полуформы 3 и 4 раздвигаются по горизонтальной плоскости в разные стороны. Пневмопривод поднимает стержень с отливкой на высоту формы, поворачивается на 180°, происходит замена отливки стержнем, который возвращается в исходное положение, форма закрывается, цикл повторяется вновь. На столе разборки и сборки из отливки поршней с легким усилием вынимают стержни 6, затем боковые стержни 3 и 4 (вкладыши) с помощью магнитов в стержнях, их собирают и направляют для следующего литья.
Процесс формирования отливки в механизированной форме, нагреваемой и охлаждаемой водой, имеет свои особенности. При нагретой форме создаются лучшие условия повсеместного заполнения полости формы металлом. При охлаждении формы водой кристаллизация отливки происходит последовательно от холодной стенки к центру, структура сплава становится мелкозернистой и плотной. Сокращается время получения отливки.
Литье вакуумным всасыванием - внутри формы вакуум-насосом создают разрежение, и расплавленный металл втягивается внутрь формы, где кристаллизуется. Поэтому в отливке отсутствуют раковины, пористость и хорошо удаляются газы.
Усадка сплавов в процессе их кристаллизации вызывает сокращение объемов и линейных размеров отливок, уменьшает появление пороков в виде раковин и пор, склонность к возникновению напряжений и образованию трещин.
Литьем под низким давлением в печи на расплав создается прибыль на усадку в интервале кристаллизации отливки, этим самым достигается устранение дефектов усадочного характера.
Отливка поршня, например, диаметром 150 мм из алюминиевого сплава АЛ 27, t плавления 638°С плотность 2,7 г/см3, величина усадки ~1,8. В ней стержни, образующие полость и отверстия, изготовляют из марганцовистой стали (10-14% Mn), соответственно усадка 2,5-3,8%, что устраняет возникновение напряжений и образование трещин в отливках.
Таким образом, по сравнительным данным известных способов литья и характера производства затраты на получение отливки поршня в механизированной форме литьем под низким давлением с вакуумированием в 3-5 раз меньше при 100% качестве механических свойств отливки, не расходуется металл на литниковую систему, экономится излишний металл, учитываемый на прочность и затрачиваемый на механическую обработку.
Литьем в механизируемую форму создается техническое оснащение производства, повышается производительность и качество литья.
Устройство для получения отливки поршня может найти широкое использование в производстве поршневых двигателей (ДВС), а также компрессоров и насосов в машиностроении.
Изобретение относится к области литейного производства. Металлическую форму, состоящую из двух полуформ, нагревают до температуры 70-90°С, устанавливают металлический стержень, нагретый до температуры 150-180°С, и смыкают полуформы. Внутри формы создают разрежение. Расплавленный металл из печи под низким давлением по металлопроводу выжимают в полость формы. После кристаллизации отливки форму раскрывают и извлекают отливку. Металлический стержень выполняют сборным из боковых и центральной частей, соединенных магнитами. Обеспечивается получение отливок без раковин и пористости и с мелкозернистой структурой. 2 н.и 2 з.п. ф-лы., 4 ил.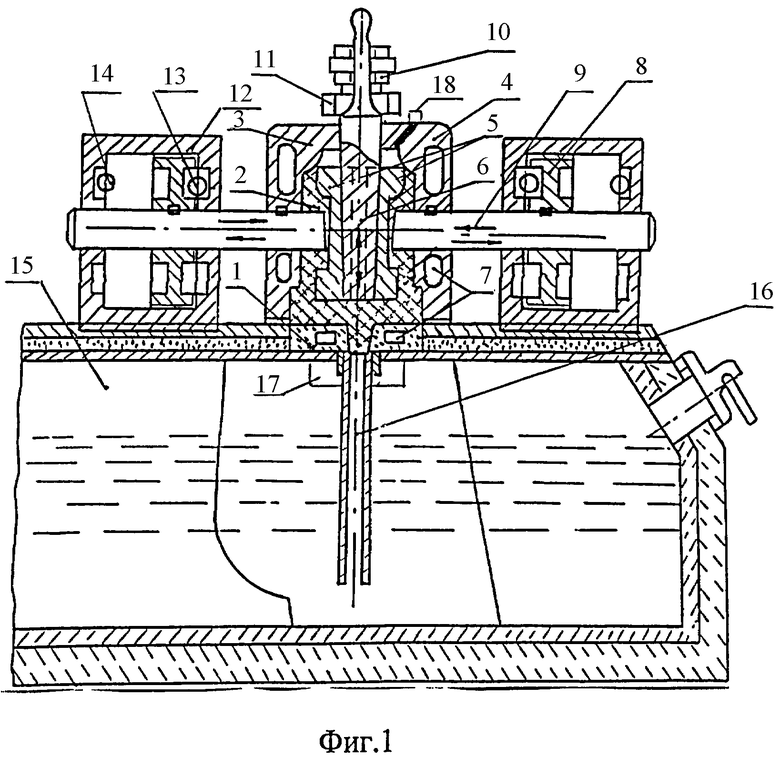
1. Устройство для получения отливки поршня из алюминиевых сплавов, содержащее нижнюю плиту, металлическую форму, состоящую из двух полуформ с полостью и вертикальной плоскостью разъема, механизм закрытия и раскрытия форм, стержень для получения полости в отливке и стержни для получения отверстий в отливке, печь для литья расплава под низким давлением, на которой установлены полуформы, и металлопровод для заливки расплава из печи, отличающееся тем, что стержень для получения полости в отливке выполнен сборным из боковых и центральной частей, соединенных магнитами, а механизм закрытия и раскрытия форм содержит пневмопривод подъема сборного стержня и поворота его на 180° и пневмоприводы полуформ с цилиндрами, имеющими двухсторонние поршни и штоки, которые служат стержнями для получения отверстий в отливке.
2. Устройство по п.1, отличающееся тем, что в полуформах и в плите основания формы выполнены каналы прохождения горячей и холодной воды.
3. Способ получения отливки поршня из алюминиевых сплавов, включающий установку в металлическую форму, состоящую из двух полуформ, металлического стержня, отличающийся тем, что металлический стержень перед установкой в форму нагревают до температуры 150-180°С, полуформы нагревают до температуры 70-90°С и смыкают, внутри формы создают разрежение, расплавленный металл из печи под низким давлением по металлопроводу выжимают в полость формы, а после кристаллизации отливки форму раскрывают и извлекают отливку.
4. Способ по п.3, отличающийся тем, что отливку выполняют из алюминиевого сплава, имеющего усадку ~1,8%, а стержни, образующие полость и отверстия отливки, выполняют из марганцовистой стали, содержащей 10-14% Mn и имеющей усадку 2,5-3,8%.
| Машина для литья поршней | 1980 |
|
SU879871A1 |
| Установка для литья с противодав-лЕНиЕМ | 1979 |
|
SU821053A1 |
| Установка для литья под низким давлением | 1972 |
|
SU424653A1 |
| ЛИНИЯ ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, УСТАНОВКА ДЛЯ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ И МАНИПУЛЯТОР ДЛЯ ПЕРЕМЕЩЕНИЯ ОТЛИВОК | 2001 |
|
RU2205090C2 |
| КУЗЬМИН Б.А | |||
| и др | |||
| Технология металлов и конструкционные материалы | |||
| - М.: Машиностроение, 1981, с.173-175. | |||

