Область техники
Настоящее изобретение главным образом имеет отношение к инструменту для опрессовки фитингов, предназначенных для соединений трубных секций, а более конкретно к усовершенствованному зажимному узлу, предназначенному для опрессовки таких фитингов.
Предпосылки к созданию изобретения
Уплотняемый фитинг обычно представляет собой трубную муфту, содержащую уплотнения. Фитинг сжимают в радиальном направлении для входа в зацепление с концами труб. Уплотняемые фитинги образуют не допускающий утечки стык (сочленение) между концами трубы. Стык имеет значительную механическую прочность и является самоподдерживающимся. Для сжимания фитинга используют опрессовочный инструмент.
Обычный опрессовочный инструмент содержит исполнительный механизм и поворотные зажимные (обжимные) рычаги или губки. Исполнительным механизмом может быть гидравлический исполнительный механизм, который содержит гидравлический цилиндр с поршнем. Поршень содержит ролики, которые входят в контакт с зажимными рычагами или губками. При включении гидравлический насос создает гидравлическое давление в цилиндре для прижима поршня с его роликами к зажимным рычагам или губкам. Ролики входят в зацепление с концами зажимных рычагов по линии зацепления и заставляют их совершать поворот и обжимать уплотняемый фитинг, расположенный между губками.
В зависимости от входного угла роликов на концах зажимных рычагов могут быть созданы существенные усилия опрессовки. За счет воздействия таких существенных усилий зажимные рычаги несут существенные нагрузки во время опрессовки и могут выйти из строя. Во многих случаях выход из строя зажимных рычагов приводит к появлению трещины или деформации, которая не позволяет далее использовать зажимной узел или которая легко видна пользователю опрессовочного узла. В таких случаях вероятность неполной и неправильной опрессовки практически исключена, так как зажимной узел не может быть использован, или пользователь опрессовочного инструмента видит трещину или деформацию и поэтому знает, что на зажимной узел нельзя полагаться для осуществления полной опрессовки. Однако при некоторых размерах опрессовочных узлов, особенно в случае опрессовочных узлов малых размеров, существует возможность выхода из строя одного или двух зажимных рычагов, когда появляется трещина, не делающая зажимной узел непригодным, и которую не видит пользователь узла. В таких обстоятельствах существует вероятность того, что пользователь опрессовочного узла будет продолжать работу с имеющим трещину зажимным узлом, что потенциально ведет к плохой или неполной опрессовке, что является недопустимым.
Настоящее изобретение имеет отношение к созданию усовершенствованного зажимного узла, который позволяет исключить условия, при которых продолжают операции опрессовки с имеющим трещину зажимным узлом.
Сущность изобретения
В соответствии с настоящим изобретением предлагается зажимной узел, предназначенный для использования с опрессовочным инструментом, который содержит по меньшей мере один зажимной рычаг и боковину, соединенную с зажимным рычагом, причем боковина содержит усилитель напряжения, предназначенный для того, чтобы боковина выходила из строя (разрушалась) заметным образом для пользователя зажимного узла ранее ожидаемого выхода из строя зажимного рычага. В соответствии с первым вариантом осуществления настоящего изобретения, усилитель напряжения содержит фрезерованный паз с острым углом, образованный в боковине. В соответствии с другим вариантом, усилитель напряжения содержит паз, образованный в боковине, причем паз пересекает отверстия для шарнирных пальцев на лицевой стороне боковины.
В соответствии с настоящим изобретением предлагается также узел опрессовочного инструмента, который содержит первый зажимной рычаг и второй зажимной рычаг, первый и второй шарнирные пальцы и по меньшей мере одну боковину, имеющую отверстия для шарнирных пальцев, причем первый и второй зажимные рычаги ориентированы противоположно друг другу (расположены напротив друг друга), при этом первый и второй зажимные рычаги соединены с боковиной при помощи первого и второго шарнирных пальцев, причем боковина содержит усилитель напряжения, предназначенный для того, чтобы боковина разрушалась заметным образом для пользователя зажимного узла ранее ожидаемого выхода из строя зажимного рычага. В соответствии с первым вариантом осуществления настоящего изобретения, усилитель напряжения содержит паз с острым углом, образованный в боковине. В соответствии с другим вариантом, усилитель напряжения содержит паз, который пересекает отверстия для шарнирных пальцев на лицевой стороне боковины.
Указанные ранее и другие характеристики изобретения будут более ясны из последующего детального описания, данного в качестве примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
Краткое описание чертежей
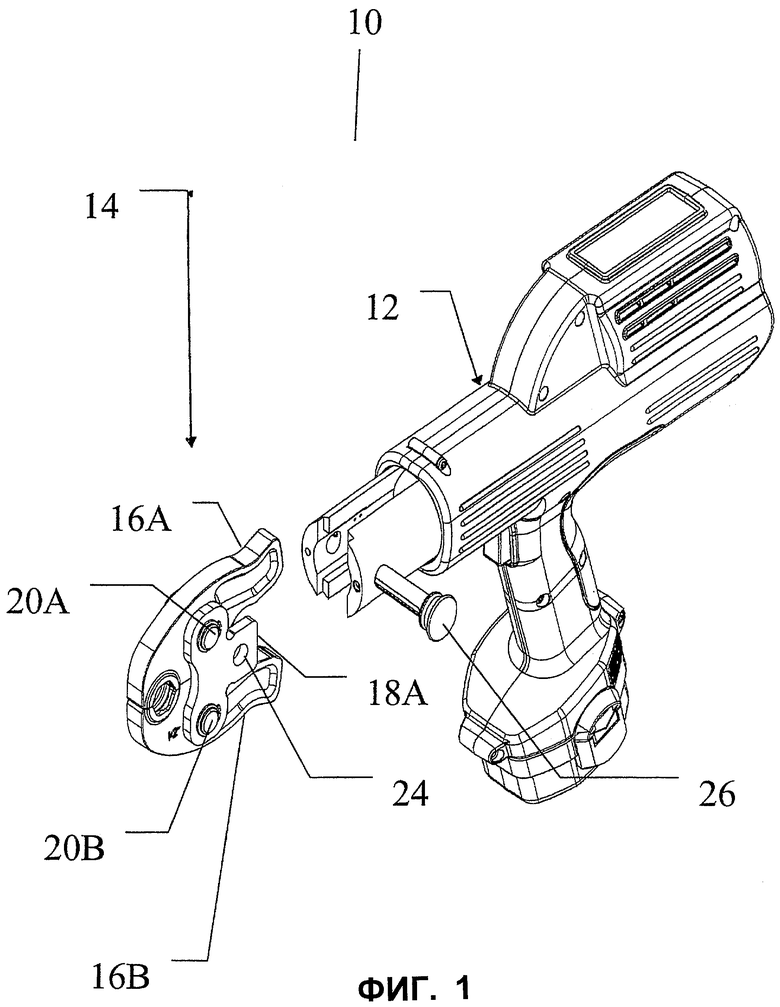
На фиг.1 в целом показан и узел 10 опрессовочного инструмента, который содержит опрессовочный инструмент 12 и зажимной узел 14, выполненный в соответствии с настоящим изобретением.
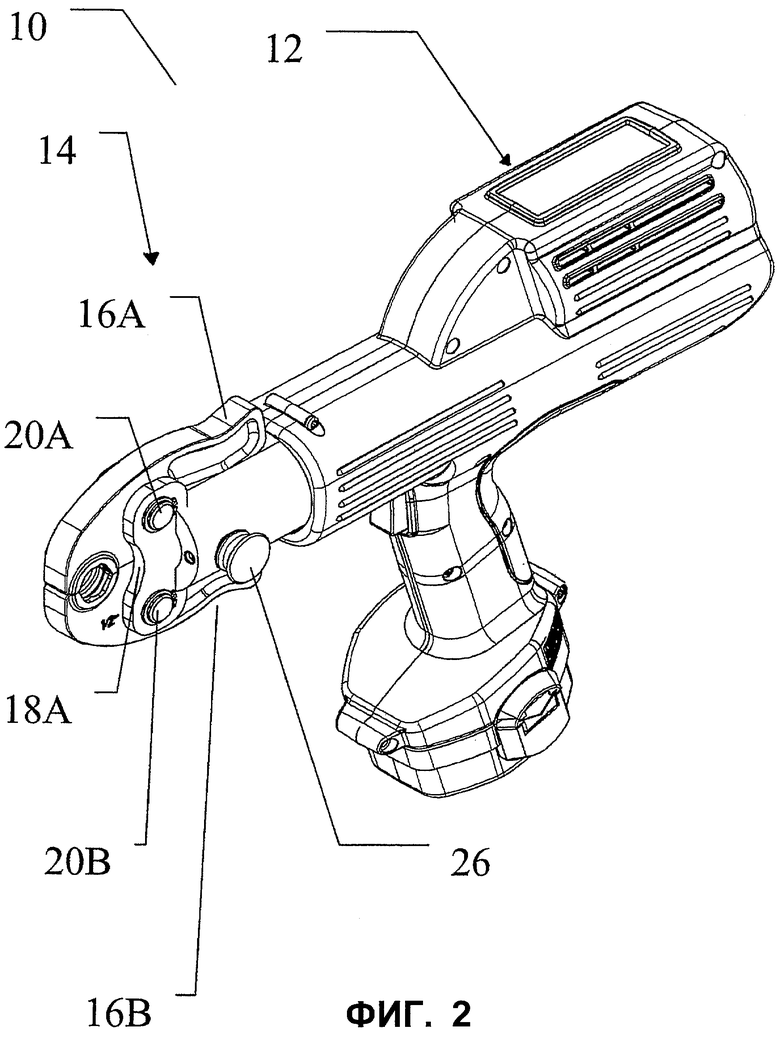
На фиг.2 в целом показан узел 10 опрессовочного инструмента, показанный на фиг.1, где можно видеть зажимной узел 14, разъемно (с возможностью разъединения) прикрепленный к опрессовочному инструменту 12 при помощи удерживающего штифта 26.
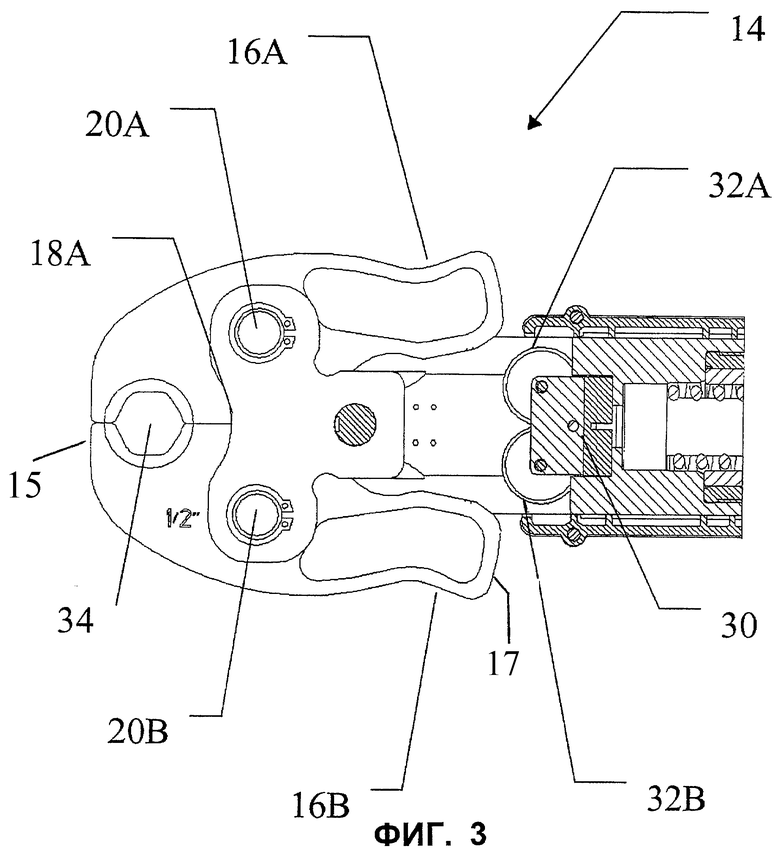
На фиг.3 в целом показан вид сбоку в разрезе (с вырывом) узла 10, показанного на фиг.1 и 2.
На фиг.4 показано перспективное изображение с пространственным разделением деталей опрессовочного зажимного узла 14 с вариантом боковины в соответствии с настоящим изобретением.
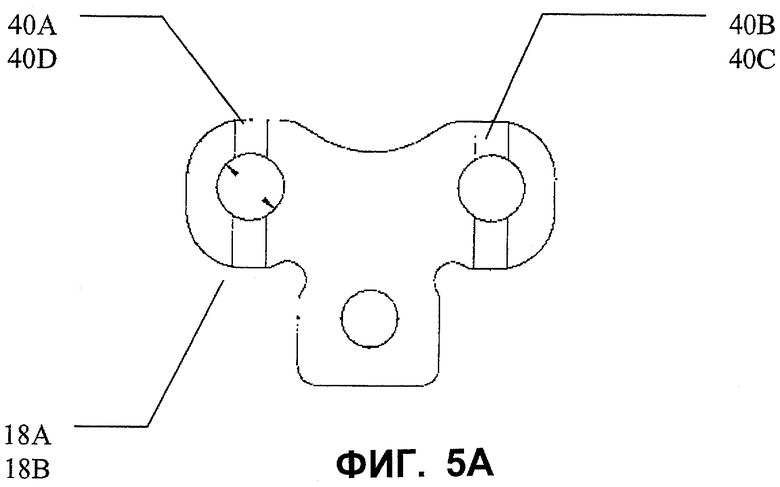
На фиг.5А в целом показан вид сверху боковины, имеющей усилители напряжения с фрезерованными пазами 40A-40D, полностью пересекающими отверстия для шарнирных пальцев, в соответствии с первым аспектом настоящего изобретения.
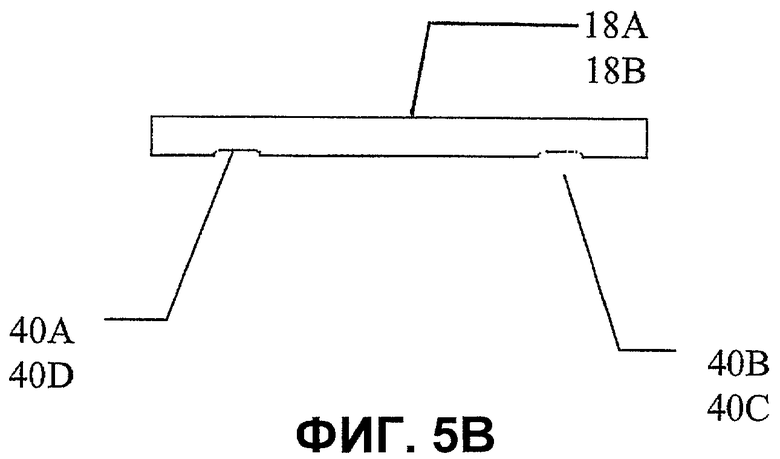
На фиг.5В показан вид сбоку боковины, показанной на фиг.5А.
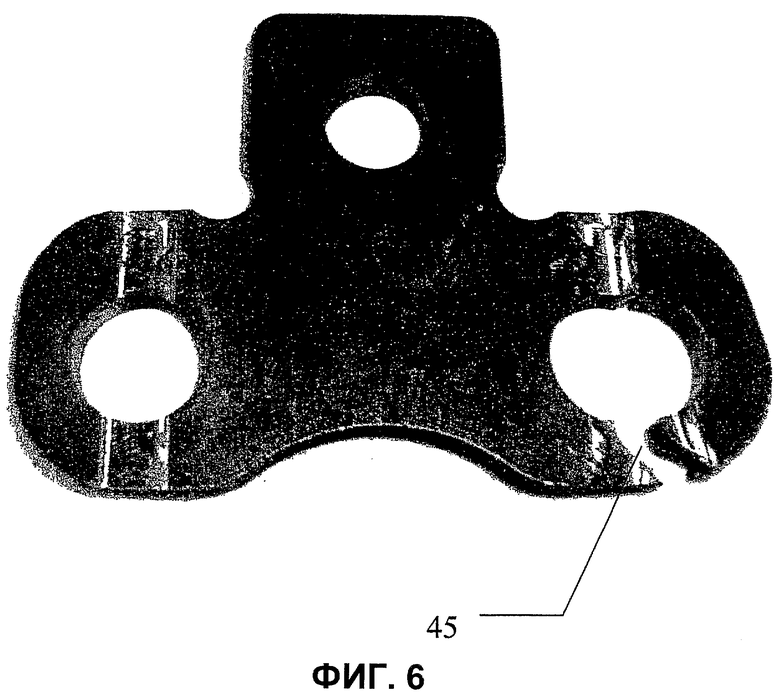
На фиг.6 в целом показана боковина с фрезерованными пазами в соответствии с первым аспектом настоящего изобретения, которая разрушается явным образом ранее ожидаемого выхода из строя зажимных рычагов, использованных в узле.
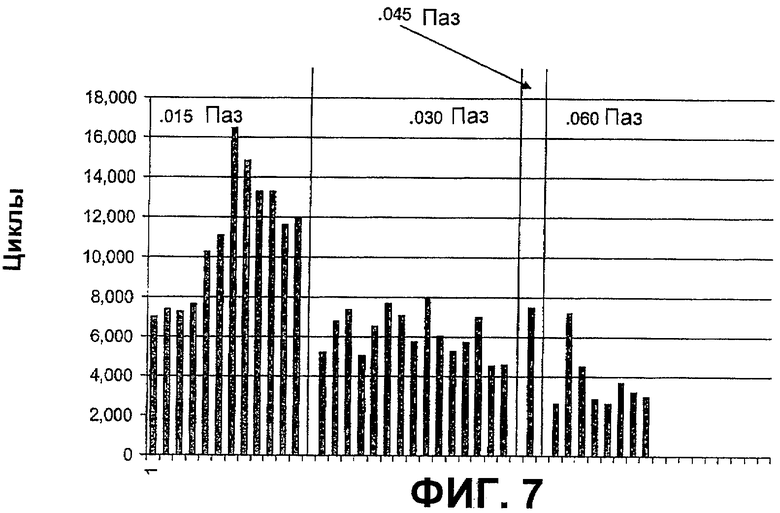
На фиг.7 в целом показаны результаты испытаний на срок службы зажимных узлов, сконструированных в соответствии с настоящим изобретением.
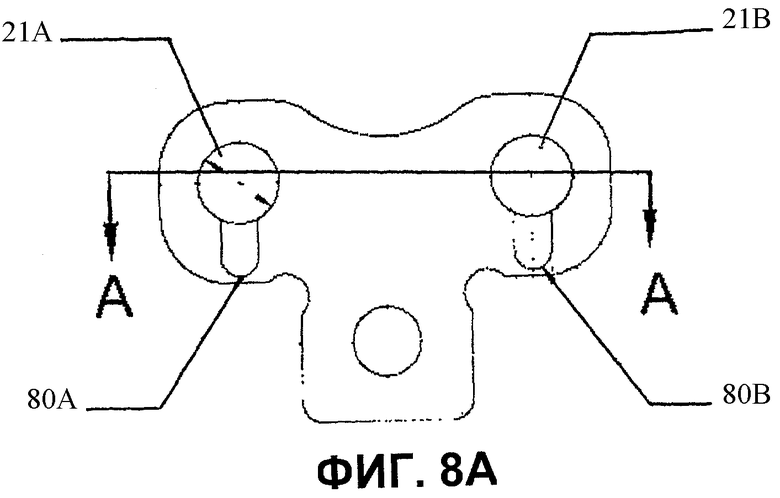
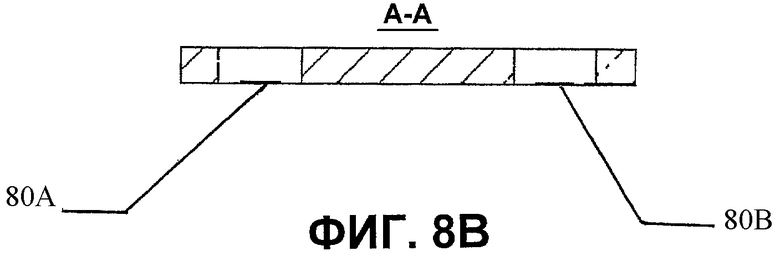
На фиг.8А в целом показан альтернативный вариант боковины с частичными пазами, которые идут только в одном направлении от отверстий для шарнирных пальцев и действуют как усилители напряжения.
На фиг.8В в целом показан разрез боковины, показанной на фиг.8А, по линии А-А.
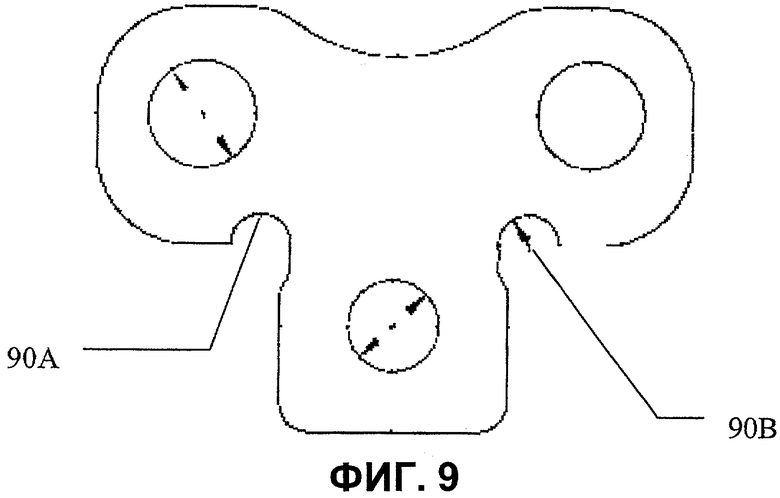
На фиг.9 в целом показана альтернативная конструкция боковины, в которой радиусы углов регулируют и контролируют для достижения желательной долговечности при циклическом нагружении.
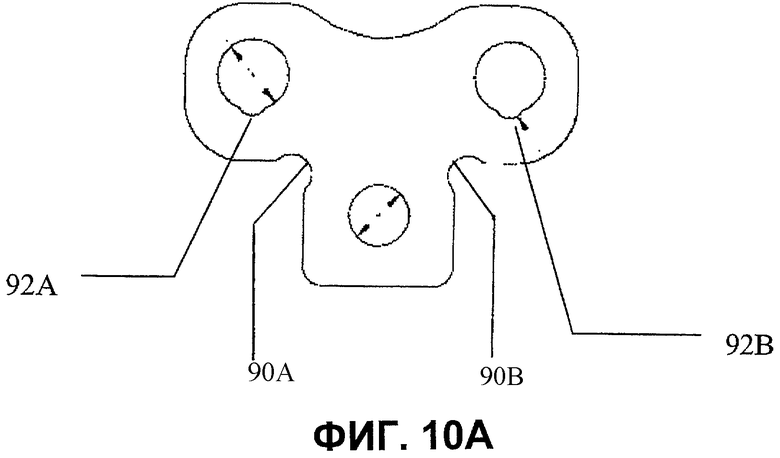
На фиг.10А в целом показана еще одна альтернативная конструкция боковины, в которой использован процесс точной вырубки заготовки для создания отверстий для шарнирных пальцев, которые не являются круглыми, а имеют небольшие разрывы (выступы), которые действуют как усилители напряжения.
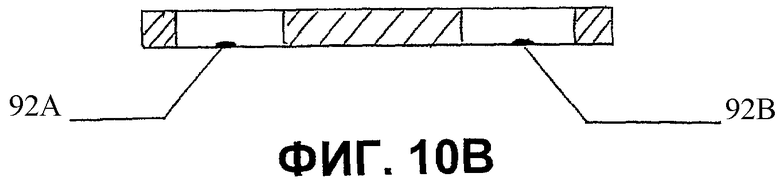
На фиг.10В в целом показан вид сбоку боковины, показанной на фиг.10А.
Подробное описание изобретения
Далее описаны один или несколько возможных вариантов осуществления настоящего изобретения. Для упрощения понимания изобретения не все детали его осуществления описаны или показаны на чертежах. Следует иметь в виду, что при осуществлении конкретного варианта настоящего изобретения многочисленные изменения могут быть проведены для достижения поставленных целей, связанных с согласованием с конкретной системой, с экономическими соображениями, нормативными и другими ограничениями.
В общих чертах, заявитель разработал устройства и способы, в которых используют боковины, связанные с узлом сжатия, таким как опрессовочный инструмент, имеющие усилители напряжения, образованные в боковинах, такие как усилители напряжения, содержащие (но без ограничения) пазы, частичные пазы и геометрические разрывы, предназначенные для того, чтобы боковина разрушалась заметным образом для пользователя узла сжатия. Предложенные устройства и способы включают в себя оригинальное оборудование, предназначенное для использования с узлами сжатия, а также оборудование для модернизации, позволяющее модифицировать существующие узлы сжатия.
Обратимся теперь к рассмотрению чертежей, в частности к рассмотрению фиг.1 и 2, на которых показан примерный узел 10 опрессовочного инструмента. Узел 10 содержит опрессовочный инструмент 12 и зажимной узел 14.
Опрессовочный инструмент 12 содержит в целом устройство, которое содержит приводимый в действие гидравлически поршневой узел (на фиг.1 или 2 не показан), который используют для приведения в действие зажимного узла 14 известным специалистам образом. Опрессовочный инструмент 12 может иметь питание от батареи или может иметь шнур для подключения к сети электропитания. В качестве примеров известных опрессовочных инструментов, которые могут быть использованы в соответствии с настоящим изобретением, можно привести модели СТ-400 и 320-Е опрессовочных инструментов, которые могут быть закуплены на фирме Ridge Tool Company (Elyria, ОН, США).
Зажимной узел 14 содержит первый и второй зажимные рычаги 16А и 16 В, которые соединены вместе при помощи первой и второй боковин 18А и 18В (на фиг.1 и 2 видна только одна боковина 18А). Зажимные рычаги 16А и 16В соединены с боковинами 18А и 18В при помощи первого и второго шарнирных пальцев 20А и 20В, введенных в отверстия 21А, 21В, 21С и 21D для шарнирных пальцев, предусмотренные в боковинах 18А и 18В. Шарнирные пальцы удерживаются на месте за счет использования стопорных колец 22А, 22В, 22С и 22D. Как это показано на фиг.1, боковины 18А и 18В имеют отверстие 24 для приема удерживающего штифта 26 для соединения (например, для соединения с возможностью поворота) зажимного узла 14 с опрессовочным инструментом 12, как это показано на фиг.2. Пружинный узел 19 (показанный на фиг.4) может быть использован для смещения зажимных рычагов в состояние с открытыми губками. Зажимные рычаги могут быть сконструированы в соответствии с указаниями, которые содержатся в заявке на патент США No. 20040154371 и/или в заявке на патент США No. 20030046973.
На фиг.3 в целом показан вид сбоку в разрезе узла 10, показанного на фиг.1 и 2. Можно видеть, что зажимной узел 14 образует на своем периферийном конце 15 отверстие 34, размер и форма которого выбраны так, чтобы входить в зацепление с фитингом и производить опрессовку этого фитинга, когда зажимной узел 14 приводят в действие. Можно также видеть, что опрессовочный инструмент 12 содержит приводимый в действие гидравлически поршневой узел 30, который содержит ролики 32А и 32В. Когда опрессовочный инструмент 14 приводят в действие, например, за счет включения пускового устройства или переключателя, гидравлически приводится в действие поршневой узел 30, который перемещается в направлении зажимного узла 14 по пути перемещения (показанному стрелкой), в результате чего ролики 32А и 32В входят в зацепление с дистальным концом 17 зажимных рычагов 16А и 16В, что приводит к закрыванию зажимных рычагов 16А и 16В и, если обжимаемый фитинг введен в отверстие 34, к опрессовке фитинга.
Приложение давления за счет приводимого в действие гидравлически поршневого узла 34 на зажимные рычаги 16А и 16В, и результирующие давления, воздействующие на зажимные рычаги за счет их контакта с обжимаемым фитингом в отверстии 34, приводят к возникновению существенных напряжений в зажимных рычагах 16А и 16В. С течением времени возрастает вероятность разрушения за счет этого зажимных рычагов 16А и/или 16В и/или боковин 18А и/или 8В.
Разрушение зажимных рычагов 16А и 16В обычно приводит к образованию в них трещины и/или к деформации зажимных рычагов. Во многих случаях выход из строя (разрушение) зажимных рычагов, который приводит к образованию трещины или деформации, не позволяет дальше использовать зажимной узел или явно заметен для пользователя опрессовочного узла 10. В таких случаях вероятность неполной и плохой опрессовки обычно исключена, так как зажимной узел 14 не может быть далее использован или же пользователь опрессовочного инструмента видит трещину или деформацию и поэтому знает, что на зажимной узел 14 нельзя полагаться для осуществления полной опрессовки. Однако при некоторых размерах опрессовочных узлов 10, особенно в случае опрессовочных узлов 10 малых размеров, существует вероятность того, что выход из строя одного или двух зажимных рычагов 16А или 16В приведет к образованию трещины в зажимных рычагах 16А или 16В, которая позволяет далее использовать зажимной узел 14 и которая не видна пользователю узла, так как эта трещина полностью или частично закрыта одной или двумя боковинами 18А или 18В. При таких обстоятельствах существует вероятность того, что пользователь опрессовочного узла будет продолжать операции опресовки с имеющим трещину зажимным узлом 14, что потенциально ведет к плохой или неполной опрессовке, что совершенно недопустимо.
В соответствии с первым вариантом осуществления настоящего изобретения, снижают вероятность плохой или неполной опрессовки или исключают такую вероятность за счет использования боковин 18А и 18В, которые специально сконструированы так, чтобы выходить из строя (разрушаться) явным образом ранее любого разумно ожидаемого выхода из строя зажимных рычагов 16А и 16В.
В соответствии с первым вариантом, определяют, что ожидаемая долговечность при циклическом нагружении боковин, использованных в зажимном узле, сконструированных в соответствии с настоящим изобретением, будет составлять ориентировочно от 50% до 80% минимальной разумно ожидаемой долговечности при циклическом нагружении для зажимных рычагов. Таким образом, в случае зажимного узла, имеющего зажимные рычаги с ожидаемой долговечностью при циклическом нагружении, которая превышает 10000 циклов, желательная долговечность при циклическом нагружении для боковин должна составлять ориентировочно от 5000 до 8000 циклов. Такой диапазон долговечности при циклическом нагружении гарантирует, что боковина всегда будет выходить из строя ранее разрушения зажимных рычагов, и гарантирует также, что зажимной узел будет иметь необходимую долговечность при циклическом нагружении.
Один примерный зажимной узел, который позволяет решить поставленную выше задачу за счет использования боковины, которая будет выходить из строя явным образом ранее ожидаемого выхода из строя зажимных рычагов 16А и 16В, показан на фиг.4 и 5А и 5В. Как это показано, боковины 18А и 18В имеют выполненные в них усилители напряжения, в виде фрезерованных под острыми углами пазов 40А, 40В, 40С и 40D, которые расположены на одной стороне (или наружной поверхности) боковин. В показанном варианте размеры и расположение фрезерованных пазов 40A-40D выбирают так, чтобы боковины гарантированно выходили из строя или в них появлялась трещина ранее ожидаемого усталостного разрушения зажимных рычагов 16А и 16В.
В примерном варианте, показанном на фиг.4 и 5, боковины 18А и 18В изготовлены из стали, такой как Х 42NiCrMo4, толщиной 6 мм, из которой вырубают боковину, которую затем фрезеруют с использованием известной техники фрезерования, чтобы получить пазы 40A-40D. Могут быть использованы и другие известные специалистам материалы и технологии для изготовления боковин 18А и/или 18В. В качестве примера таких других материалов, которые могут быть использованы при конструировании боковин 18А и 18В, можно привести (но без ограничения) стали горячей обработки, такие как CrMoV, CoCrWV, NiCrMoV, NiCrTi, WCrV и т.п.; стали холодной обработки, такие как X100 CrMoV; MnCrMo стали, такие как сталь марки 21MnCrMo4; нержавеющие мартенситные стали; нержавеющие ферритные/ аустенитные стали; нержавеющие аустенитные стали; сплавы на базе кобальта; высокотемпературные аустенитные стали; а также их комбинации. В качестве примера можно указать, что боковина может иметь ширину около 2.008" и высоту около 1.083".
Как это можно понять из рассмотрения фиг.4 и 5, в варианте, показанном на фиг.4 и 5, фрезерованные пазы 40A-40D расположены так, что они пересекают отверстия для шарнирных пальцев. Это сделано потому, что было обнаружено, что в отсутствие усилителей напряжения выход из строя боковины для зажимных узлов, показанной на фиг.4 и 5, обычно происходит тогда, когда повторяющиеся циклические нагрузки зажимного узла приводят к развитию усталостной трещины, которая начинается у отверстия для шарнирного пальца и распространяется (вверх или вниз) до тех пор, пока в конечном счете не произойдет разрушение (разрыв) детали. За счет такого расположения усилителей напряжения в виде фрезерованных пазов 40A-40D, что они частично или, как это показано на фиг.5, полностью перекрывают отверстия для шарнирных пальцев, в той области, где обычно начинается трещина, можно контролировать, когда и где будет начинаться трещина, и, таким образом, можно сконструировать боковину, которая будет разрушаться явным образом в относительно узкой полосе рабочих циклов, что будет благоприятно обеспечивать разрушение боковины ранее любого разумно ожидаемого выхода из строя зажимных рычагов 16А и 16В.
Вообще говоря, многократное использование зажимного узла, имеющего боковину, показанную на фиг.4, 5А и 5В, будет приводить к выходу из строя боковины явным образом. В качестве примера, на фиг.6 показана боковина с фрезерованными пазами, которая вышла из строя. Можно видеть, что наличие фрезерованных пазов приводит к выходу из строя, при котором появляется широкая и явная трещина 45.
В то время как усилители напряжения в виде фрезерованных пазов 40A-40D обычно являются благоприятными, было обнаружено, что дополнительные преимущества могут быть получены за счет контролируемого выбора глубины и ширины пазов. В качестве примера можно указать, что было обнаружено, что изменения глубины и ширины фрезерованных пазов могут изменять прогнозируемый срок службы боковины и создавать различные полосы, по которым может происходить ожидаемое разрушение боковины.
В результате проведенного анализа было обнаружено, что боковина, имеющая размеры и состав материала, описанные здесь выше со ссылкой на фиг.5, позволяет получить желательную долговечность при циклическом нагружении, составляющую от 5,000 до 8,000 циклов, при заданной нагрузке в диапазоне от 350,000 до 380,000 psi (фунтов на кв. дюйм). На основании этого анализа была проведена проверка нескольких различных размеров пазов.
На фиг.7 в целом показаны результаты испытаний на срок службы для зажимных узлов, сконструированных с различными размерами фрезерованных пазов 40A-40D. В частности, на фиг.7 показаны сроки службы для зажимных узлов, имеющих: (а) паз глубиной 0.015" и шириной 0.250" (названный как ".015 Паз"); (b) паз глубиной 0.030" и шириной 0.276" (названный как ".030 Паз"); (с) паз глубиной 0.045" и шириной 0.276" (названный как ".045 Паз"); (d) паз глубиной 0.060" и шириной 0.276" (названный как ".060 Паз"). Как правило, размеры этих пазов были выбраны из соображений изготовления на обычном доступном фрезерном оборудовании.
Как это показано на фиг.7, размеры фрезерованных пазов могут оказывать существенное влияние на срок службы боковины. Например, боковина, в которой образованы пазы вида ".015 Паз", первоначально разрушалась в разумно узком диапазоне от 7,023 циклов до 7,661 циклов. Однако, при массовом изготовлении и испытании таких боковин, долговечность при циклическом нагружении начинает возрастать и в конечном счете доходит до 16,000 циклов и превышает это значение, что не позволяет обеспечить желательную степень разделения между ожидаемой долговечностью при циклическом нагружении боковины и ожидаемой долговечностью при циклическом нагружении зажимных рычагов. Это увеличение ожидаемой долговечности при циклическом нагружении боковин подсказывает, что происходит износ фрезы, использованной для образования пазов. До тех пор, пока угловой радиус фрезы, образующий кромки пазов, удерживается меньшим чем ориентировочно 0.004", долговечность при циклическом нагружении находится внутри желательного и относительно узкого диапазона. Однако, при износе фрезы и увеличении радиуса, долговечность при циклическом нагружении боковин возрастает. Этот признак не всегда является желательным с точки зрения изготовления.
Как это также показано на фиг.7, увеличение размеров пазов до пазов типа ".030 Паз" приводит к другим результатам. В частности, был обнаружено, что использование таких пазов приводит к получению боковин, которые все выходят из строя в полосе относительно узкой и желательной долговечности при циклическом нагружении, в диапазоне от 4,536 до 7,904 циклов. Более того, так как такие пазы являются более глубокими, изменения (увеличения) углового радиуса, который образует кромки пазов, происходящие за счет износа фрезы, использованной для образования пазов, не обязательно приводят к существенным изменениям ожидаемой долговечности при циклическом нагружении. Это указывает на то, что пазы типа ".030 Паз" лучше соответствуют поставленной задаче и являются менее чувствительными к износу фрезы, чем пазы типа ".015 Паз". На фиг.7 показаны также данные срока службы для пазов типа ".045 Паз" и ".060 Паз".
Несмотря на то, что в приведенном выше примере указано, что в принципе допустимы изменения углового радиуса фрезерованных пазов, все же желательно иметь возможно меньший угловой радиус, так чтобы пазы имели острые углы.
Следует иметь в виду, что размеры пазов и результаты испытаний на долговечность при циклическом нагружении, приведенные на фиг.7, являются только примерными и отражают срок службы для боковин, имеющих размеры и изготовленных из материалов, аналогичных боковине, показанной на фиг.4, 5А и 5В. Боковины с другими габаритными размерами, или изготовленные из другого материала, вероятнее всего будут иметь другую долговечность при циклическом нагружении, при таких же размерах пазов. Однако описанный выше процесс испытания множества боковин с различными размерами может быть использован для определения желательных размеров пазов для боковин заданных размеров, изготовленных из других материалов (из материалов с другим составом компонентов).
Следует иметь в виду, что фрезерованные пазы, которые рассмотрены выше, представляют собой только один подход (пример), который может быть использован для введения усилителей напряжения в боковины, для обеспечения того, чтобы боковины показывали явный и очевидный выход из строя ранее ожидаемого выхода из строя зажимных рычагов. Тот же самый результат может быть получен за счет других подходов. Одним из таких альтернативных подходов является регулировка мягкости материала, из которого образованы боковины, чтобы обеспечить соответствующий выход из строя боковин. Еще одним подходом является использование пазов (фрезерованных или других), которые являются не полными пазами, описанными здесь выше, а частичными пазами, которые идут только в одном направлении от отверстий для шарнирных пальцев. Один из примеров такой альтернативной конструкции приведен на фиг.8А и 8В, где показаны частичные пазы 80А и 80В, которые идут только в одном направлении, наружу от отверстий 21А и 21В для шарнирных пальцев на лицевой стороне боковины.
Могут быть предусмотрены и другие альтернативные варианты, которые не требуют проведения операций фрезерования, когда усилители напряжения образуют за счет процесса штамповки или точной вырубки. Например, полости (окна), отверстия или углубленные линии гравировки могут быть выполнены в боковине во время процедуры точной вырубки (в местах, указанных здесь выше в связи с фрезерованными пазами, или в других местах), чтобы обеспечить желательную долговечность при циклическом нагружении боковин. Примеры таких альтернативных вариантов показаны на фиг.9 и 10.
На фиг.9 в целом показана альтернативная конструкция боковины, в которой угловые радиусы 90А и 90В регулируют и контролируют, чтобы обеспечить желательную долговечность при циклическом нагружении. На фиг.10А и 10В в целом показана конструкция, для изготовления которой использован процесс точной вырубки, чтобы создать отверстия для шарнирных пальцев, которые не являются круглыми, а скорее являются круговыми и имеют небольшие геометрические разрывы 92А и 92В, которые действуют как усилители напряжения. Такие геометрические разрывы 92А и 92В, несмотря на то, что они показаны на фиг.10А как полукруглые по форме, могут иметь любую соответствующую форму, позволяющую им действовать как усилители напряжения.
Другие технологии, такие как уменьшение полной толщины боковин (например, от 6 мм до 5 мм), также могут быть использованы для ввода усилителей напряжения. Кроме того, может быть использована комбинация предложенных здесь выше подходов (например, использование полученных за счет точной вырубки отверстий для шарнирных пальцев, как это показано на фиг.10А и 10В, в комбинации с линиями гравировки в местах, указанных здесь выше для расположения фрезерованных пазов).
Была рассмотрена возможность использования боковин с введенными в них усилителями напряжения, чтобы обеспечивать выход из строя боковины ранее выхода из строя зажимного рычага в зажимных узлах. В дополнение к этому или вместо обеспечения выхода из строя боковины за счет ее особого конструирования, можно обеспечить выход из строя боковины первой за счет повышения ожидаемой долговечности при циклическом нагружении зажимных рычагов, использованных в зажимном узле. Подходы для увеличения долговечности при циклическом нагружении зажимных рычагов включают в себя регулировку размеров или материала зажимных рычагов, и/или дробеструйное упрочнение участков зажимных рычагов, наиболее склонных к усталостному разрушению. В качестве одного из примеров можно указать, что дробеструйное упрочнение повышает ожидаемую долговечность при циклическом нагружении зажимных рычагов от 2,000 до 5,000 циклов.
Несмотря на то, что были описаны предпочтительные варианты осуществления изобретения, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, которые не выходят за рамки формулы изобретения.
Изобретение относится к ручному инструменту, в частности к опрессовочному инструменту. Зажимной узел (14) для использования с опрессовочным инструментом (12) содержит зажимной рычаг (16а, 16b) и боковину, при этом указанная боковина выполнена с возможностью выхода из строя заметным образом для пользователя зажимного узла ранее ожидаемого выхода из строя зажимного рычага. Боковина содержит усилитель напряжения (40, 80, 90, 92), такой как фрезерованный паз, образованный на одной лицевой стороне боковины, чтобы обеспечить такой выход из строя. Обеспечивается исключение условий, при которых продолжается операция опрессовки с имеющим трещину зажимным узлом. 6 з.п. ф-лы, 10 ил.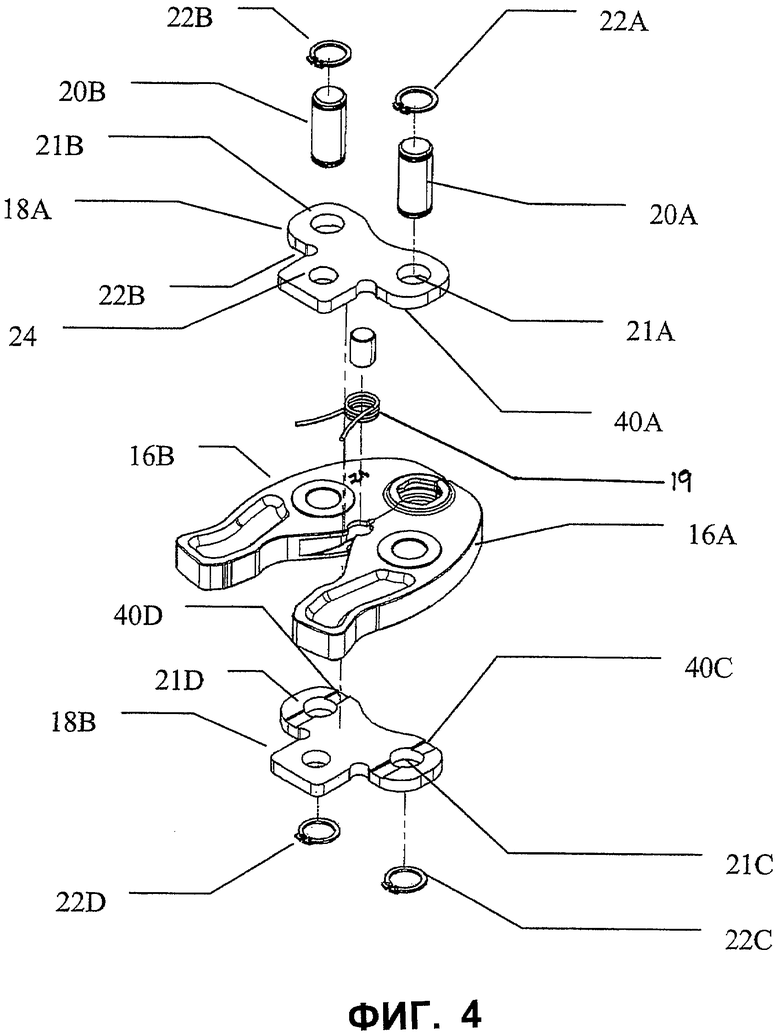
1. Зажимной узел (10) для использования с опрессовочным инструментом (12), содержащий первый зажимной рычаг (16А) и второй зажимной рычаг (16В), которые ориентированы противоположно друг другу, и по меньшей мере одну боковину (18), имеющую по меньшей мере одно отверстие (21) для шарнирных пальцев, соединенную по меньшей мере с одним зажимным рычагом (16А, 16В) при помощи по меньшей мере одного шарнирного пальца (20А, 20В), вставленного в отверстие для шарнирного пальца (21) и удерживаемого на месте за счет использования по меньшей мере одного стопорного кольца (22), причем боковина (18) содержит усилитель напряжения (40), предназначенный, чтобы боковина (18) выходила из строя заметным для пользователя зажимного узла образом ранее ожидаемого выхода из строя зажимных рычагов (16А, 16В), который выполнен в виде фрезерованных пазов (40А, 40В, 40С, 40D), образованных в боковине и идущих наружу от отверстий для шарнирных пальцев или пересекающих эти отверстия.
2. Зажимной узел по п.1, в котором по меньшей мере одно отверстие для шарнирного пальца в боковине имеет геометрический разрыв, который действует как усилитель напряжения.
3. Зажимной узел по п.1, в котором боковина изготовлена из стали.
4. Зажимной узел по п.3, в котором боковина подвергнута фрезерованию.
5. Зажимной узел по п.1, в котором боковина выполнена из нержавеющих мартенситных сталей, или нержавеющих ферритно-аустенитных сталей, или нержавеющих аустенитных сталей, или сплавов на основе кобальта, или высокотемпературных аустенитных сталей, в частности X42NiCrMo4, CrMoV, CoCrWV, NiCrMoV, NiCrTi, WCrV, X100 CrMoV и MnCrMo, а также их комбинаций.
6. Зажимной узел по п.1, в котором боковина имеет срок службы, составляющий ориентировочно от 50 до 80% от ожидаемого срока службы для зажимного рычага.
7. Зажимной узел по п.6, в котором срок службы боковины составляет ориентировочно от 5000 до 8000 циклов.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| DE 19918219 C1, 18.01.2001 | |||
| СПОСОБ ОЦЕНКИ ПОВРЕЖДЕННОСТИ ДЕФОРМИРУЕМОГО МАТЕРИАЛА | 1996 |
|
RU2146813C1 |

