Изобретение касается индуктора для индукционной закалки металлических стержнеобразных зубчатых реек согласно ограничительной части пункта 1.
Предлагаемый изобретением индуктор предназначен для зубчатых реек, которые имеют некруглое поперечное сечение. Такого рода зубчатые рейки в области расположенных последовательно в ряд зубьев являются по существу плоскими, в то время как остальная часть контура поперечного сечения профилирована, например, имеет круглую, или практически овальную, или прямоугольную, или трапециевидную форму.
При индукционной закалке зубчатых реек до настоящего времени было известно, что можно установить зубчатую рейку неподвижно и во время индукционной закалки перемещать вдоль зубчатой рейки индуктор, имеющий форму стремени. Это в целом трудоемкий технический процесс, требующий также, прежде всего, больших затрат времени из-за своей продолжительности.
Поэтому в основе изобретения лежит задача создать улучшенный индуктор для индукционной закалки металлических стержнеобразных зубчатых реек, с помощью которого процесс индукции можно будет проводить проще и быстрее.
Техническое решение отличается признаками отличительной части пункта 1.
Основная идея предлагаемого изобретением индуктора для индукционной закалки металлических стержнеобразных зубчатых реек, которые имеют определенный профиль поперечного сечения, состоит в том, чтобы построить индуктор в соответствии с заданным контуром зубчатой рейки, подлежащей закалке, по меньшей мере из одного индукционного элемента, предпочтительно из нескольких индукционных элементов. Под этим следует понимать, что для зубчатой стороны подлежащей закалке зубчатой рейки предназначен один индукционный элемент. Поскольку этот индукционный элемент образован несколькими индукционными элементами, их сумму определяет индуктор в целом. В то время как индукционные элементы расположены и направлены в продольном направлении продолговатой зубчатой рейки, индуктор можно выполнить таким образом, что он будет проходить по всей длине подлежащей закалке продолговатой зубчатой рейки. Таким образом становится возможным целенаправленно закалять зубчатую рейку несмотря на сложную форму за один единственный рабочий ход. В частности, благодаря предлагаемому изобретением варианту осуществления индуктора в соответствии с изобретением можно как индуктор, так и зубчатую рейку расположить неподвижно так, чтобы с помощью одной единственной подачи тока можно было закалить либо только зубчатую сторону зубчатой рейки, либо всю зубчатую рейку (то есть включая обратную сторону) без необходимости относительного перемещения зубчатой рейки и индуктора. Что касается способа, возможно применение известных технологий. Так, могут выполняться известные традиционные этапы, как, например, предварительная закалка и затем собственно закалка. Например, можно также эксплуатировать индуктор с одной или с несколькими частотами. В целом благодаря предлагаемому изобретением индуктору, с одной стороны, улучшается качество закаляемой индукционной закалкой зубчатой рейки, с другой стороны, благодаря этому можно сократить продолжительность процесса.
По усовершенствованному варианту в соответствии с пунктом 2 зубчатой стороне зубчатой рейки может соответствовать, например, пара стержнеобразных индукционных элементов. За счет соответствующего выполнения геометрии и расположения стержнеобразных индукционных элементов можно таким образом достичь оптимальной закалки зубчатой стороны зубчатой рейки.
В усовершенствованном варианте по пункту 3 предлагается подвергать индукционной закалке не только зубчатую сторону зубчатой рейки, но также и обратную строну зубчатой рейки. Под этим следует понимать, что в области этой обратной стороны зубчатой рейки находятся соответствующие стержнеобразные индукционные элементы, проходящие параллельно продольной оси зубчатой рейки, которые закаляют обратную сторону зубчатой рейки. При этом здесь также за одну единственную подачу тока закаляется обратная сторона, и вместе с тем вся зубчатая рейка, то есть как зубчатая сторона, так и обратная сторона зубчатой рейки. При этом подача тока к индукционным элементам происходит предпочтительно одновременно.
В усовершенствованном варианте по пункту 4 предлагается также и при закалке обратной стороны предусмотреть пары индукционных элементов, если, например, обратная сторона зубчатой рейки имеет круглый или овальный профиль поперечного сечения. В зависимости от контура поперечного сечения может быть также предусмотрено еще большее количество индукторов, причем для каждого участка контура предназначен собственный стержнеобразный индукционный элемент. Благодаря такому соответствующему выполнению геометрии и расположению стержнеобразных индукционных элементов можно достичь оптимальной закалки всей зубчатой рейки.
В усовершенствованном варианте по пункту 5 предлагается, чтобы индуктор в целом представлял собой механически жесткий конструктивный узел. Это означает, что индуктор со своими индукционными элементами как конструктивное целое сначала должен быть расположен в определенном положении относительно подлежащей закалке зубчатой рейки, чтобы затем проводить процесс закалки с соответствующей подачей тока к индуктору. При этом соединительные элементы между отдельными индукционными элементами имеют задачей не только создавать механическое соединение, а предпочтительно эти соединительные элементы образуют также электрическое соединение между индукционными элементами независимо от последовательной или параллельной схемы подключения.
При этом по усовершенствованному варианту осуществления в соответствии с пунктом 6 соединительные элементы расположены между соседними индукционными элементами. Это означает, что весь индуктор в целом очень компактен, в частности, при продолговатой зубчатой рейке имеет, кроме того, узкую форму, и что, прежде всего, отсутствует необходимость перемыкания ненужных токопроводов. Благодаря поперечному расположению соединительных элементов ток течет соответственно индукционным элементам, если смотреть в продольном направлении зубчатой рейки, в индукторе то в одну сторону, то обратно, т.е. вперед и снова назад, и снова вперед и т.д.
В другом усовершенствованном варианте осуществления в соответствии с пунктом 7 предлагается, чтобы индукционные элементы электрически соединялись последовательно с помощью соответствующих соединительных элементов. В соответствии с формой и расположением индукционных элементов и соединительных элементов получается составной общий индуктор, который соответствует контуру подлежащей закалке зубчатой рейки. Альтернативно возможно также подключение индукционных элементов к одному и тому же источнику напряжения. С другой стороны, возможно также управление индукционными элементами от различных источников.
Пример осуществления предлагаемого изобретением индуктора для индукционной закалки металлических зубчатых реек описан ниже с помощью чертежа. На нем показано:
фиг.1 - вид индуктора для закалки зубчатых реек;
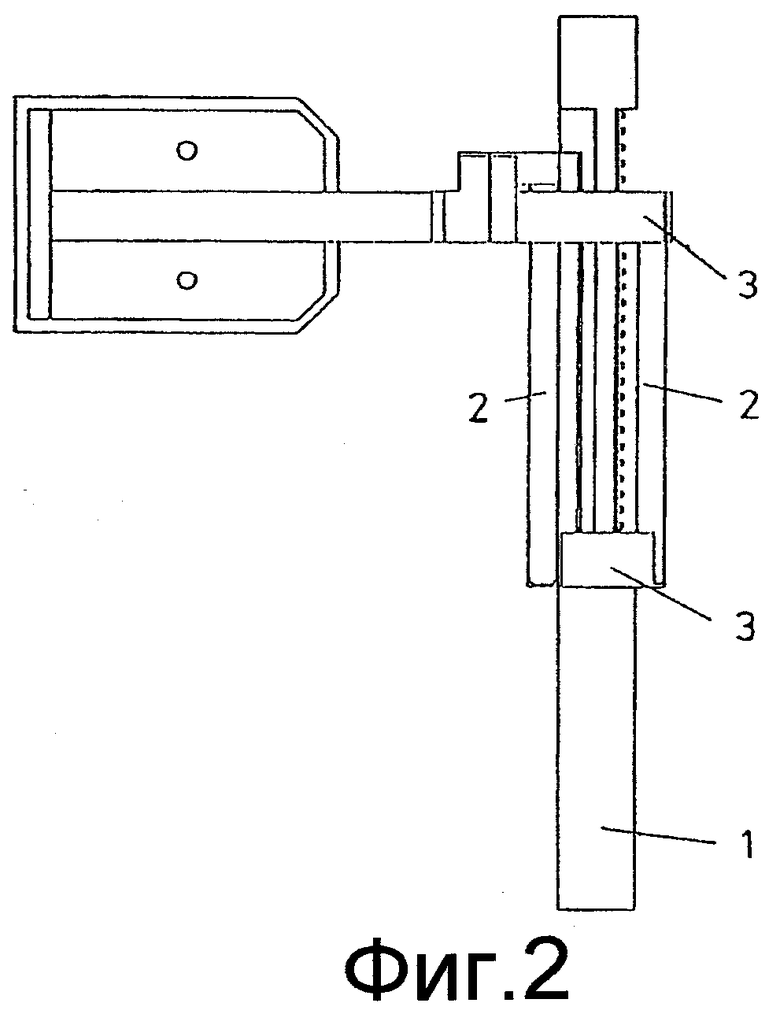
фиг.2 - вид сбоку индуктора, показанного на фиг.1;
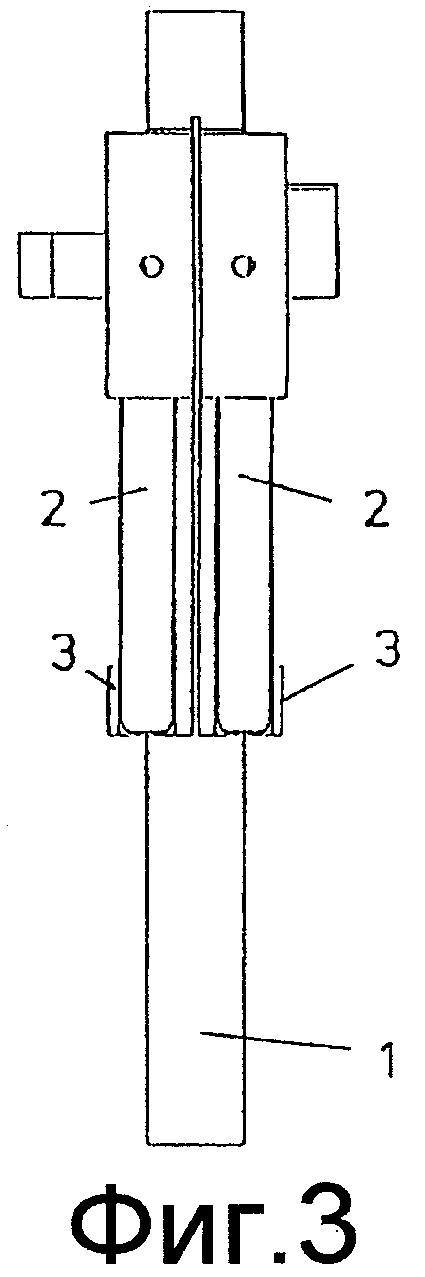
фиг.3 - вид сзади индуктора, показанного на фиг.1;
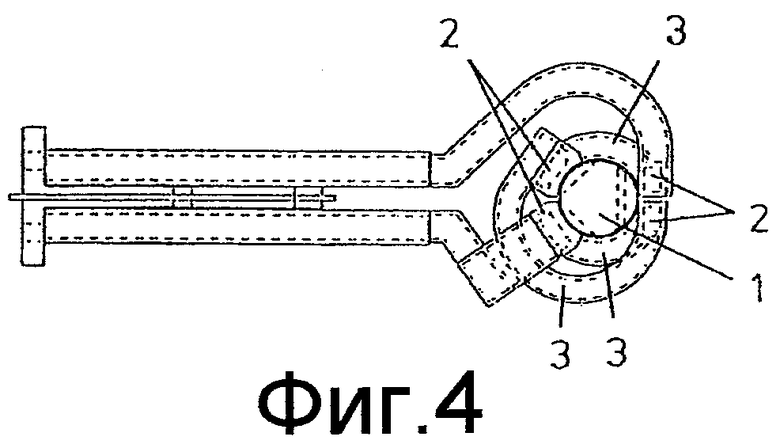
фиг.4 - вид зубчатой рейки в продольном направлении.
Форма осуществления, показанная на фиг.1-4, изображает индуктор для закалки зубчатой рейки 1. Индуктор образован в общей сложности четырьмя продолговатыми индукционными элементами 2, которые проходят параллельно зубчатой рейке 1. При этом два индукционных элемента 2 находятся напротив зубчатого профиля зубчатой рейки 1, в то время как два индукционных элемента 2 проходят в области обратной стороны зубчатой рейки 1.
Соседние концы индукционных элементов 2 соединены с помощью соединительных элементов 3 как механически, так и электрически. Это означает, что индукционные элементы 2 вместе со своими соединительными элементами 3 электрически соединены последовательно, причем ток вдоль индукционных элементов 2 по прохождении соответствующих соединительных элементов 3, если смотреть в продольном направлении зубчатой рейки 1, течет то в одну сторону, то обратно.
Перечень позиций
1 Зубчатая рейка
2 Индукционный элемент
3 Соединительный элемент
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННОЕ ПРЕССОВОЕ СОЕДИНЕНИЕ КОРПУСА ЗУБЧАТОЙ РЕЙКИ | 2009 |
|
RU2514319C2 |
| ЦЕЛЬНОМЕТАЛЛИЧЕСКАЯ ПИЛЬЧАТАЯ ГАРНИТУРА | 2015 |
|
RU2682530C2 |
| Способ индукционной закалки деталей типа шестерен и устройство для его осуществления | 1984 |
|
SU1268624A1 |
| Станок для индукционной закалки изделий | 1984 |
|
SU1392116A1 |
| Автомат для закалки кольцевых деталей с нагревом индукционными токами | 1977 |
|
SU778277A1 |
| НАПРАВЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ЗУБЧАТОЙ РЕЙКИ И УСТРОЙСТВО РУЛЕВОГО УПРАВЛЕНИЯ РЕЕЧНО-ШЕСТЕРЕННОГО ТИПА, В КОТОРОМ ИСПОЛЬЗУЮТ УКАЗАННОЕ НАПРАВЛЯЮЩЕЕ ПРИСПОСОБЛЕНИЕ | 2005 |
|
RU2397095C2 |
| УСТРОЙСТВО, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, С ОПТИЧЕСКИМИ СРЕДСТВАМИ ДЛЯ ОПРЕДЕЛЕНИЯ СОСТОЯНИЯ | 2020 |
|
RU2809574C2 |
| УСТРОЙСТВО, ГЕНЕРИРУЮЩЕЕ АЭРОЗОЛЬ, С ОБНАРУЖЕНИЕМ ЗАТЯЖКИ И СПОСОБ ОБНАРУЖЕНИЯ ЗАТЯЖКИ | 2020 |
|
RU2815270C2 |
| Автоматическое устройство для индукционной закалки изделий | 1986 |
|
SU1595343A3 |
| УСТРОЙСТВО БЛОКИРОВАНИЯ ДЛЯ ЗАМКА БЕЗОПАСНОСТИ | 2002 |
|
RU2293832C2 |
В индукторе для индукционной закалки металлических стержнеобразных зубчатых реек (1), наружная поверхность зубчатой рейки (1) в области зубьев является по существу плоской, а остальная часть наружной поверхности зубчатой рейки (1) профилирована, предусмотрено, что как зубчатая рейка (1), так и индуктор во время процесса закалки расположены неподвижно. Индуктор образован несколькими отдельными, по существу стержнеобразными, проходящими соответственно параллельно продольной оси зубчатой рейки (1) индукционными элементами (2), причем по меньшей мере один индукционный элемент (2) проходит вдоль наружной поверхности зубчатой рейки (1) с зубьями и закаляет эту заданную область наружной поверхности зубчатой рейки (1), и по меньшей мере один индукционный элемент (2) проходит вдоль остальной части наружной поверхности зубчатой рейки (1) и закаляет эту заданную область наружной поверхности зубчатой рейки (1). Изобретение позволяет упростить и ускорить процесс индукции. 10 з.п. ф-лы, 4 ил.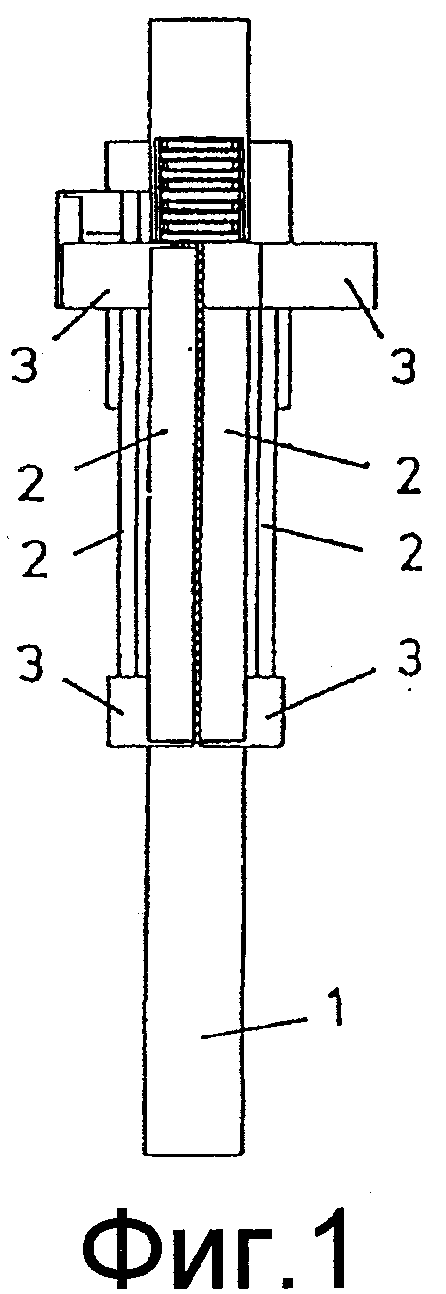
1. Индуктор для индукционной закалки металлических стержнеобразных зубчатых реек (1), причем наружная поверхность зубчатой рейки (1) в области зубьев является, по существу, плоской, а остальная часть наружной поверхности зубчатой рейки (1) в сечении профилирована, причем индуктор образован по меньшей мере одним, по существу, стержнеобразным, проходящим параллельно продольной оси зубчатой рейки (1) индукционным элементом (2), который проходит по всей длине подлежащей закалке зубчатой рейки (1) вдоль наружной поверхности с зубьями и закаляет эту предварительно заданную область наружной поверхности зубчатой рейки (1), при этом как зубчатая рейка (1), так и индуктор во время процесса закалки расположены неподвижно.
2. Индуктор по п.1, отличающийся тем, что для наружной поверхности зубчатой рейки (1) с зубьями предназначены два или более параллельных друг другу индукционных элемента (2).
3. Индуктор по п.1 или 2, отличающийся тем, что индуктор образован по меньшей мере одним дополнительным, по существу, стержнеобразным, проходящим параллельно продольной оси зубчатой рейки (1) индукционным элементом (2), который проходит вдоль остальной части наружной поверхности зубчатой рейки (1) и закаляет эту предварительно заданную область наружной поверхности зубчатой рейки (1).
4. Индуктор по п.3, отличающийся тем, что для остальной части наружной поверхности зубчатой рейки (1) предназначены два или более параллельных друг другу индукционных элемента (2).
5. Индуктор по любому из пп.1, 2 или 4, отличающийся тем, что отдельные индукционные элементы (2) с помощью соединительных элементов (3) образуют механически жесткий конструктивный узел.
6. Индуктор по п.3, отличающийся тем, что отдельные индукционные элементы (2) с помощью соединительных элементов (3) образуют механически жесткий конструктивный узел.
7. Индуктор по п.5, отличающийся тем, что стержнеобразные индукционные элементы (2) имеют, по существу, одинаковую длину, причем непосредственно соседние индукционные элементы (2) соединены концами друг с другом с помощью проходящих в поперечном направлении соединительных элементов (3).
8. Индуктор по п.6, отличающийся тем, что стержнеобразные индукционные элементы (2) имеют, по существу, одинаковую длину, причем непосредственно соседние индукционные элементы (2) соединены концами друг с другом с помощью проходящих в поперечном направлении соединительных элементов (3).
9. Индуктор по любому из пп.1, 2, 4, 6, 7 или 8, отличающийся тем, что индукционные элементы (2) соединены электрически последовательно или параллельно.
10. Индуктор по п.3, отличающийся тем, что индукционные элементы (2) соединены электрически последовательно или параллельно.
11. Индуктор по п.5, отличающийся тем, что индукционные элементы (2) соединены электрически последовательно или параллельно.
| DE 3843457 C1, 20.07.1989 | |||
| Способ определения места повреждения кабеля | 1984 |
|
SU1211674A1 |
| US 5473960 А, 12.12.1995 | |||
| JP 06264147 А, 20.09.1994 | |||
| СПОСОБ ВЫСОКОЧАСТОТНОЙ ТЕРМООБРАБОТКИ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2000 |
|
RU2201460C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЗУБЬЕВ ПИЛЬНЫХ ДИСКОВ | 1991 |
|
RU2051187C1 |

