Данные изобретения относятся к теплообменным устройствам, в частности к терморегуляторам (термостатам) пресс-форм литьевых машин, и предназначены для регулирования температуры пресс-формы в течение цикла изготовления детали из термопласта.
Известен способ одновременной подачи холодной и горячей воды потребителю, основанный на использовании хладагента, сжимаемого компрессором и отдающего тепло в теплообменнике горячей воды и воздушном теплообменнике, расширяемого и охлаждаемого в ресивере и поглощающего тепло в теплообменнике холодной воды. Способ реализуется в устройстве, содержащем компрессор, теплообменник горячей воды, теплообменник холодной воды, воздушный теплообменник, ресивер, расширительные клапаны, трехходовые клапаны, блок управления (патент ЕР 1624262 А1, МПК F25B 41/04, 2006 г.).
Основным недостатком данного способа является неэффективность теплообмена нагретого компрессором хладагента в резервуаре горячей воды при высокой ее температуре.
Наиболее близким из известных технических решений к предлагаемому способу является способ терморегулирования пресс-формы литьевой машины, заключающийся в нагреве пресс-формы перед впрыском в нее расплава и последующем охлаждении пресс-формы с деталью до температуры извлечения детали из формы (см. а.с. SU 691240 A, B22D 15/00, 1979, 4 стр.)
Известен также способ терморегулирования пресс-формы, основанный на ее нагреве или охлаждении термостатирующей жидкостью, подаваемой в пресс-форму из резервуара с регулируемой температурой жидкости. Способ реализуется в устройстве, являющемся ближайшим аналогом предлагаемого технического решения, включающем резервуар с термостатирующей жидкостью, содержащий электронагреватель и теплообменник, подключенный к трассе хладагента, насос, датчик температуры термостатирующей жидкости, клапан на трассе хладагента, блок управления (Промышленное холодильное оборудование. Каталог. ООО «Вактех-Холод». 2007).
Недостатками данных способов и устройства являются повышенные энергозатраты при терморегулировании пресс-формы, связанные с необходимостью периодического охлаждения и нагревания всей массы термостатирующей жидкости и, как следствие, увеличение времени цикла изготовления детали.
Задачей заявляемых решений является уменьшение энергетических затрат при терморегулировании пресс-формы и сокращение времени цикла изготовления детали.
Технический результат, получаемый при осуществлении изобретений, заключается в повышении производительности и снижении энергоемкости процесса изготовления деталей из термопластов.
Решение поставленной задачи и технический результат достигаются тем, что в предлагаемом способе терморегулирования пресс-формы литьевой машины, заключающемся в нагреве пресс-формы перед впрыском в нее расплава и последующем охлаждении пресс-формы с деталью до температуры извлечения детали из формы, расплавом является термопласт, нагрев пресс-формы перед впрыском в нее расплава термопласта осуществляют до температуры расплава, пресс-форму нагревают путем подачи в нее теплоносителя из резервуара с высокой температурой теплоносителя, а в процессе охлаждения пресс-формы с деталью температуру пресс-формы регулируют путем подачи в нее охладителя с регулируемой температурой, получаемой путем смешения теплоносителя, подаваемого из резервуара с высокой температурой теплоносителя, с теплоносителем, подаваемым из резервуара с низкой температурой теплоносителя.
При охлаждении пресс-формы с деталью мощность теплоотвода оценивается выражением

где α - безразмерный коэффициент теплопередачи, который для заданной конструкции формы и режима течения теплоносителя в ней (ламинарный или турбулентный) предполагается постоянной величиной, Тф - средняя температура пресс-формы [градус Цельсия], <Ттн> - средняя температура теплоносителя [градус Цельсия], Стн - удельная теплоемкость теплоносителя [Дж/(кг·градус Цельсия)], Qтн - расход теплоносителя [кг/с].
Разность температуры теплоносителя на входе Твход и выходе Твыход из пресс-формы при ее охлаждении по технологическим требованиям не должна превышать заданного значения ΔTтн=Tвход-Tвыход, следовательно, мощность теплоотвода должна удовлетворять соотношению

Средняя температура теплоносителя оценивается выражением <Ттн>=(Твход+Твыход)/2=Твход-ΔТтн/2. Подставляя в (1) выражение для <Ттн> и приравнивая выражения (1) и (2), получим условие термостатирования пресс-формы при ее охлаждении

Условие (3) означает, что на стадии охлаждения пресс-формы с деталью при любом расходе теплоносителя для получения постоянной заданной разности температуры теплоносителя на входе и выходе из пресс-формы ΔТтн необходимо поддерживать постоянную разность температур пресс-формы и теплоносителя на входе в нее Тф-Твход.
Очевидно, что охлаждение пресс-формы с деталью происходит тем быстрее, чем больше расход теплоносителя Qтн. Сокращение времени охлаждения повышает производительность производственного процесса. Поэтому расход охладителя должен быть максимальным. Температура теплоносителя на входе в пресс-форму регулируется порционной его подачей из резервуаров с высокой и низкой температурой теплоносителя согласно соотношению

где нижний индекс «гор» относится к резервуару с высокой температурой теплоносителя, а индекс «хол» - к резервуару с низкой температурой теплоносителя.
Решение поставленной задачи и технический результат также достигаются тем, что устройство для терморегулирования пресс-формы литьевой машины, содержащее нагреватель теплоносителя, теплообменник для охлаждения теплоносителя, насос с двигателем для подачи теплоносителя в пресс-форму, датчики температуры теплоносителя и блок управления, дополнительно содержит резервуар высокой температуры теплоносителя с находящимся в нем нагревателем, резервуар низкой температуры теплоносителя с находящимся в нем теплообменником, трехходовой клапан, соединяющий выходной патрубок пресс-формы с входными патрубками резервуаров с теплоносителем, трехходовой клапан, соединяющий выходные патрубки резервуаров с теплоносителем с входным патрубком насоса.
На чертеже приведена схема устройства, поясняющая техническую сущность заявляемых изобретений.
Способ терморегулирования пресс-формы литьевой машины реализуется с помощью устройства, содержащего резервуар 1 с теплоносителем высокой температуры с находящимся в нем нагревателем 2, резервуар 3 с теплоносителем низкой температуры с находящимся в нем теплообменником 4, трехходовой клапан 5, соединяющий выходной патрубок пресс-формы с входными патрубками резервуаров 1 и 3, трехходовой клапан 6, соединяющий выходные патрубки резервуаров 1 и 3 с входным патрубком насоса 7 с двигателем, датчик температуры 8 теплоносителя на входе в пресс-форму, трассу 9 перелива теплоносителя, соединяющую резервуары 1 и 3, датчики температуры 10 и 11 теплоносителя в резервуарах 1 и 3, клапан 12 подачи охладителя в теплообменник 4, блок управления 13, управляющий двигателем насоса 7, трехходовыми клапанами 5 и 6 (линии А' и А управления, соответственно), нагревателем 2 (линия В управления), клапаном 12 подачи охладителя (линия С управления). Датчики температуры 8, 10, 11 теплоносителя и датчик температуры пресс-формы подключены к блоку управления 13.
Устройство работает следующим образом.
После извлечения готовой детали из пресс-формы и закрытия пресс-формы начинается цикл изготовления новой детали. Блок управления 13 синхронно открывает трехходовые клапаны 5 и 6 так, что теплоноситель поступает в пресс-форму только из резервуара 1 высокой температуры и возвращается в этот же резервуар. Включается двигатель насоса 7. После нагрева пресс-формы до требуемой температуры блок управления 13 выключает двигатель насоса 7 и закрывает трехходовые клапаны 5 и 6. После заполнения пресс-формы расплавом термопласта начинается процесс охлаждения пресс-формы. Блок управления 13 синхронно открывает трехходовые клапаны 5 и 6, обеспечивая проток теплоносителя через резервуар 1 высокой температуры, и включает двигатель насоса 7. В дальнейшем блок управления 13 по данным датчиков температуры пресс-формы и датчика температуры 8 теплоносителя на входе в пресс-форму синхронно управляет трехходовыми клапанами 5 и 6, обеспечивая соотношение расходов теплоносителя Qхол/Qгор, при котором сохраняется постоянная разность температур пресс-формы и теплоносителя на входе в нее Тф-Твход. По мере уменьшения температуры пресс-формы расход теплоносителя из резервуара 1 высокой температуры будет уменьшаться, а из резервуара низкой 3 температуры - возрастать. Так как невозможно обеспечить точную синхронизацию трехходовых клапанов 5 и 6, объем теплоносителя в резервуарах 1 и 3 на стадии охлаждения пресс-формы может меняться. Трасса 9 обеспечивает возможность перетекания теплоносителя между резервуарами 1 и 3. В течение цикла блок управления 13 включает нагреватель 2, если температура теплоносителя в резервуаре 1 высокой температуры достигает заданного минимального значения, и выключает нагреватель 2, когда температура теплоносителя в резервуаре 1 достигает заданного максимального значения. В течение цикла блок управления 13 открывает клапан 12 подачи охладителя в теплообменник 4, если температура теплоносителя в резервуаре 3 низкой температуры достигает заданного максимального значения, и закрывает клапан 12 подачи охладителя, когда температура теплоносителя в резервуаре 3 достигает заданного минимального значения.
При достижении минимальной заданной температуры пресс-формы блок управления 13 выключает двигатель насоса 7 и закрывает трехходовые клапаны 5 и 6. Деталь извлекается из пресс-формы, и начинается следующий цикл.
Предлагаемые изобретения позволяют существенно сократить затраты электроэнергии и временной цикл изготовления изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор термостатирования автоматической роторно-конвейерной линии для литья изделий из термопластов | 1990 |
|
SU1766690A1 |
| СИСТЕМА ТЕРМОРЕГУЛИРОВАНИЯ ГИБРИДНОГО ДВИГАТЕЛЯ ТЯЖЕЛОГРУЗНОГО АВТОМОБИЛЯ И ЕЕ СПОСОБ УПРАВЛЕНИЯ | 2019 |
|
RU2762076C1 |
| Устройство для терморегулирования пресс-формы | 1982 |
|
SU1033258A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ИНЖЕКЦИОННОГО ФОРМОВАНИЯ ПРИ НИЗКОМ ПОСТОЯННОМ ДАВЛЕНИИ | 2012 |
|
RU2573483C2 |
| Устройство для регулирования температуры литейной формы | 1981 |
|
SU996087A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ МОЛОКА С ИСПОЛЬЗОВАНИЕМ НИЗКОПОТЕНЦИАЛЬНОГО ИСТОЧНИКА ЭНЕРГИИ ГРУНТА | 2017 |
|
RU2650306C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ЛИТЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2646907C1 |
| Система регулирования температуры металлических литейных форм | 1977 |
|
SU670380A1 |
| Устройство для регулирования температуры литейной формы | 1982 |
|
SU1030094A1 |
| УСТРОЙСТВО ДЛЯ ГОРЯЧЕГО ВОДОСНАБЖЕНИЯ | 2002 |
|
RU2228492C1 |
Изобретение относится к терморегулированию пресс-формы литьевой машины. Способ терморегулирования пресс-формы литьевой машины заключается в нагреве пресс-формы перед впрыском в нее расплава и последующем охлаждении пресс-формы с деталью до температуры извлечения детали из формы. Расплавом является термопласт. Нагрев пресс-формы перед впрыском в нее расплава термопласта осуществляют до температуры расплава. Пресс-форму нагревают путем подачи в нее теплоносителя из резервуара с высокой температурой теплоносителя. В процессе охлаждения пресс-формы с деталью температуру пресс-формы регулируют путем подачи в нее охладителя с регулируемой температурой, получаемой путем смешения теплоносителя, подаваемого из резервуара с высокой температурой теплоносителя, с теплоносителем, подаваемым из резервуара с низкой температурой теплоносителя. Устройство содержит нагреватель теплоносителя, теплообменник для охлаждения теплоносителя, насос с двигателем для подачи теплоносителя в пресс-форму, датчики температуры теплоносителя, блок управления, резервуар высокой температуры теплоносителя с находящимся в нем нагревателем, резервуар низкой температуры теплоносителя с находящимся в нем теплообменником, трехходовой клапан, соединяющий выходной патрубок пресс-формы с входными патрубками резервуаров с теплоносителем, и трехходовой клапан, соединяющий выходные патрубки резервуаров с теплоносителем с входным патрубком насоса. Техническим результатом является повышение производительности и снижение энергоемкости процесса изготовления деталей из термопластов. 2 н.п. ф-лы, 1 ил.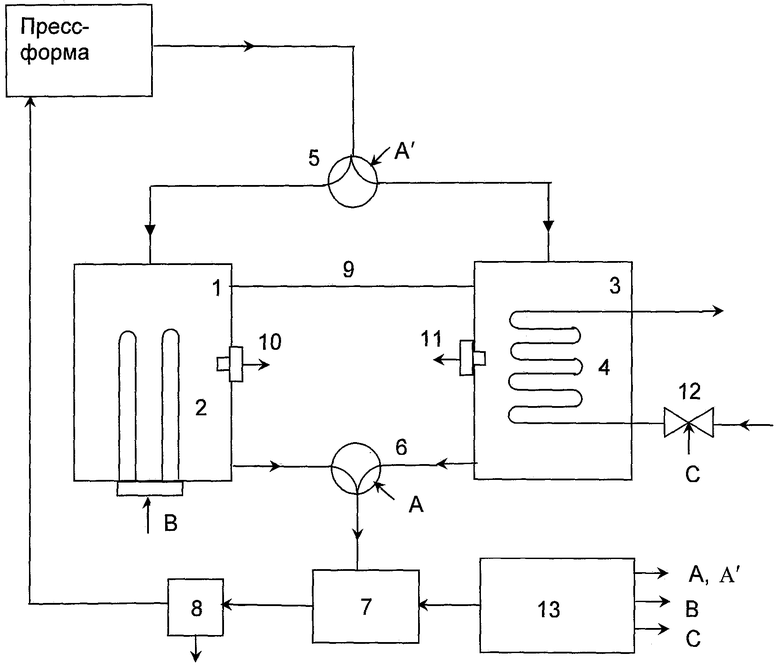
1. Способ терморегулирования пресс-формы литьевой машины, заключающийся в нагреве пресс-формы перед впрыском в нее расплава и последующем охлаждении пресс-формы с деталью до температуры извлечения детали из формы, отличающийся тем, что расплавом является термопласт, нагрев пресс-формы перед впрыском в нее расплава термопласта осуществляют до температуры расплава, пресс-форму нагревают путем подачи в нее теплоносителя из резервуара с высокой температурой теплоносителя, а в процессе охлаждения пресс-формы с деталью температуру пресс-формы регулируют путем подачи в нее охладителя с регулируемой температурой, получаемой путем смешения теплоносителя, подаваемого из резервуара с высокой температурой теплоносителя, с теплоносителем, подаваемым из резервуара с низкой температурой теплоносителя.
2. Устройство для терморегулирования пресс-формы литьевой машины, содержащее нагреватель теплоносителя, теплообменник для охлаждения теплоносителя, насос с двигателем для подачи теплоносителя в пресс-форму, датчики температуры теплоносителя и блок управления, отличающееся тем, что оно содержит резервуар высокой температуры теплоносителя с находящимся в нем нагревателем, резервуар низкой температуры теплоносителя с находящимся в нем теплообменником, трехходовой клапан, соединяющий выходной патрубок пресс-формы с входными патрубками резервуаров с теплоносителем, трехходовой клапан, соединяющий выходные патрубки резервуаров с теплоносителем с входным патрубком насоса.
| Система регулирования температуры металлических литейных форм | 1977 |
|
SU691240A1 |
| Устройство для терморегулирования пресс-формы | 1982 |
|
SU1033258A1 |
| Способ разрушения пены | 1985 |
|
SU1282865A1 |
| US 6056041 А, 02.05.2000. | |||

