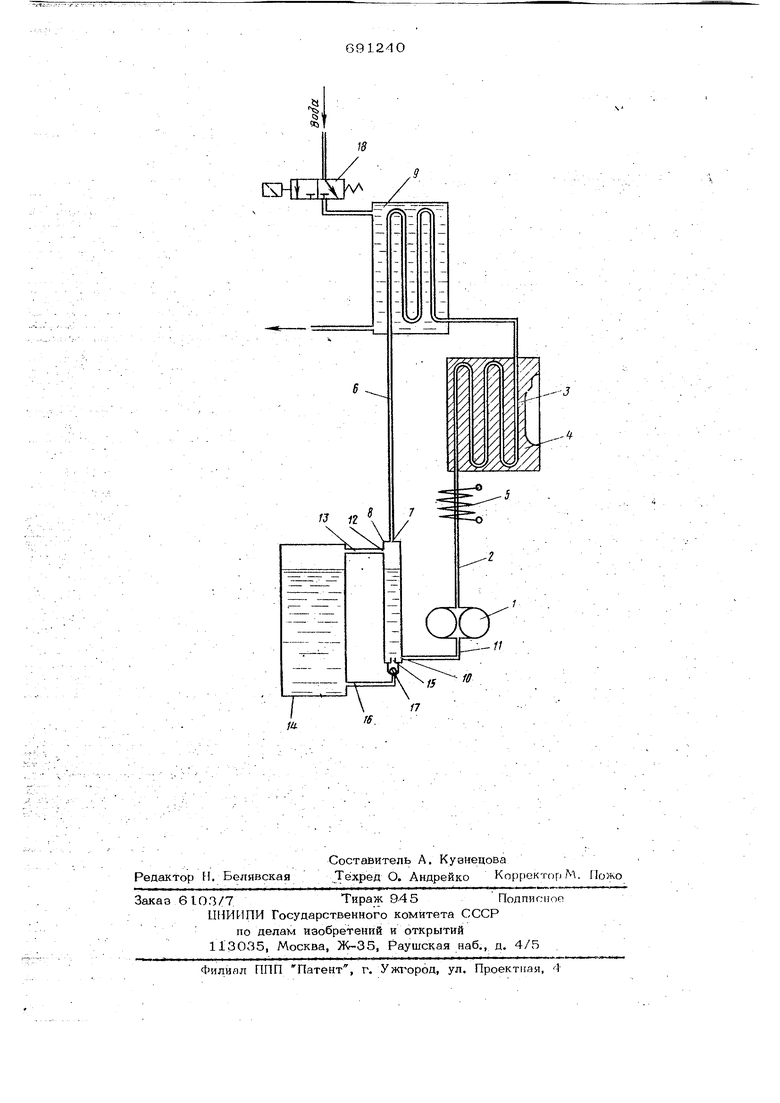
(54) СИСТЕМА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ МЕТАЛЛИЧЕСКИХ ЛИТЕЙНЫХ,ФОРМ эПергии ва счет теплопередачи от наружных поверхностей насоса и трубопроводов к теплоносителю в баке. Кроме того, вследствие этого увеличивается ИН€фция системы, Целью изобретения является иие надежности и экономичности системы регулирования температурьг литейных форм. Указанная цель достигается тем, что в нижней части сливного бачка выполнено дополнительное отверстие, связанное трубопроводом через обратный клайан с баком , причем насос размешен вне бака На чертеже схематически изображен один из контуров циркуляции жидкого теплоносителя в системе, регулирования температуры металлических литейных форм.. ..I Каждый контур циркуляции включает в себя насос 1, соединенный йагнетаюш трубопроводом 2 с теплообмен Нойполостью 3 литейной формы 4. На нагнетающем трубопроводе 2 смонтирован нагреватель 5. Возвратным- трубопровод 6 тешюобменная полость 3 литейной формы 4 соединена с верхним входным отверстием 7 сливного бачка 8. На воз вратном трубопроводе 6 смонтирован ох ладитель 9. Нижнее отверстие 10 сливного бачка 8 соединено трубопрб&одоМ 11с всасывающей полостью насоса 1, а промежуточное отверстие 12 вбоковой стенке сливного бачка посредством трубопровода 13 соединено с общим дл всех контуров циркуляции баком 14 с залитым в него теплоносителем, .В ниж ней части сливного бачка 8 выполнено .дополнительное отверстие 15, которое соединено с теплоносителем в баке 14 трубопроводом 16 со смонтированным в нем обратным клапаном 17. Охладитель 9 соединен с водопроводом через клапан 1,8. В литейной форме 4 и нагнетающем трубопроводе i2 смонтйро1аны йЙтчИки температуры литейной формы и теплонЬсителя,- на чертеже не показанные. Приборы управления работой,нагревателя и клапана 18 охладителя на чертеж не показаны. Работает система регулирования ме таллических литейных форм следующим - образбм. . Включение системы в работу осуществляется включением приборов управяения, которые по сигналам датчиков температуры литейной формы и /геплоно 404 сителя управляют работой насоса 1, нагревателя 5 и клапана 18. В начале работы теплоноситель или тейная фо)ма 4 холодные, поэтому от -датчиков температуры поступает команда на включение нагревателя 5 и насоса 1. При этом насос 1 .по трубопроводу 11 начинает забирать теплоноситель Из сливного бачка 8 и нагнетать его в трубопровод 2. При атом уровень теплоносителя в СЛИВНОМ бачке 8 станет ниже уро&ня теплоносителя в баке 14 и теплоноситель по трубопроводу 16 начнет поступать в сливной бачок 8 через отверстие 16. При этом обратный клапан 17 напором теплоносителя будет открыт. По мере заполнения всего контура циркуляции теплоносителем уровни теплоносителя в баке 14 и сливном бачке 8 выравниваются, обратный клапан 17 закрывается и контур циркуляции отключается от теплоносителя в баке 14. лоносителя ь баке, 14. Нагреватель 5 нагревает циркулирующий по Контуру теплоноситель, который,, проходя по теплообменной полости 3 литейной формы 4, отдает ей тепло и тем самым Нагревает литейную форму 4. Если теплоноситель, циркулирующий в форме. Достиг %акс1-гмальнь допустимой температуры, то по команде датчика температуры теплой бсител я нагреватель 5 отк;лючаётся1 на период, Лока температура теплоносителя Не снизится ниже установленного предела. Насос 1 при этом -остается включенным, нагрев литейной формы продолжается, так как ее температура йиже температуры теплоносителя, циркулирующего в. контуре. Когда температура литейной формы 4 достигнет нижнего предела интервала рабочих температур, датчик температуры литейной формы дает команду на отключение насоса 1 и нагревателя 5. В дальнейшем, если в лвтейную форму 4 не производится зайййЙаШлаМ, ёе Тбмпература поддерживается на нижнем пределе интервала, рабочих Температур путем периодического Включения насоса 1 и нагревателя 5 по команде датчика температуры литейной формы. При эаливкё сплава в литейную форму 4 ripieHcJxoiiW ее нагрев Тёплом, отда-i ваемым,охлаждающимся сплавом. Когда . температура литейной формы. 4 достиг ИРТ верхнего предела интервала рабочих температур, по команде датчика, температуры литейной формы включаются на- сое 1 и клапан 18. В охладитель 9 начи- haoT поступать вода. Охлал геппый теплоноситель, руя по контуру, охпажп.ает литейную . форму 4.-, Когда температура литейной формы 4 понизится и окажется в установленном рабочем интервале, насос 1 и клапан 18 -отключаются, а вода, оказавшаяся в этот момент в охладителе 9, сливается из него самотеком; Изменение объема теплоносителя, циркулирующего в контуре вследствие его теплового расширения или потерь аа счет утечек при отключении насоса, компенсируется за счет перетекания теп лоносителя в бак по трубопроводу 13 или из бака в контур по трубопроводу 1 Перед отсоединением литейной формы теплоноситель из контура диркулядии пе рекачивается в бак 14. Для этого касое 1 включают на реверс. Теплрносите находящийся в трубопроводе 2, теплообменной полости 3 литейной формы 4 и в трубопроводе 6 перекачивается по трубопроводу 11 в сливной бачок 8, откуда по трубопроводу 13 переливается в бак 14. Через верхнее отверстие 7 в сливном бачке 8 в трубопровод 6, а затем в теплообменную полость 3 литейной формы 4 и трубопройод 2 входит воздух. После этого производят при необходимости замену литейной формы на Новую. И цикл повторяется. Предложенная конструкция позволяет значительно сократить время работы насоса каждого контура, а следовательно, значительно увеличить срокего службы и надежность системы в делом. Мо 2406таж всего контура циркуляции теплоносителя.вне бака уменьшает тепловые потери, а вместе с этим и энергозатраты как в режиме нагрева, так и в режиме охлаждения. Кроме этого, уменьшается тепловая инерция системы и повышается Надежность регулирования температуры литейной формы в заданном интервале с точностью i 10 С. Формулаизобретения Система регулирования температуры металлических литейкых форм, содержащая бак с жидким теплоносителем и конту ры циркуляции жидкого, теплоносителя, с тоящие из нагнетательного и возвра-гного трубопроводов, связанных с литейной формой, нагревателя и охладителя, смонтированных на трубопроводах, и реверсивного насоса, всасывающаяполость которого соединена с нижним выходным отверстием смонтированного на возвра-гном трубопроводе сливного бачка, верхнее. входное отверстие которого соединено с теплообменной полостью литейной формы, а промежуточное отверстие связано с баком, от л и ч а ю щ а я с я тем, что, с целью повышения надежности и экономичности системы, в нижней части сливного бачка выполнено дополнительное отверстие, связан Ное трубопроводом через обратный клапан с баком, причем насос размещен вне бака. Источники информации, принятые во-внимание при экспертизе 1.; Авторское свидетельство СССР № 537752, кп. В 22 D 15/00, 1975.
1хКЕ35 /

| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования температуры металлических литейных форм | 1975 |
|
SU537752A1 |
| Система регулирования температуры металлических литейных форм | 1977 |
|
SU670380A1 |
| Устройство для регулирования температуры литейной формы | 1981 |
|
SU996087A1 |
| Устройство для регулирования температуры литейной формы | 1982 |
|
SU1030094A1 |
| Ротор термостатирования автоматической роторно-конвейерной линии для литья изделий из термопластов | 1990 |
|
SU1766690A1 |
| Система регулирования температуры литейных форм | 1983 |
|
SU1277070A1 |
| СИСТЕМА НАГРЕВА СИСТЕМ ВПРЫСКА МОЧЕВИНЫ (ВАРИАНТЫ) | 2014 |
|
RU2634980C2 |
| СИСТЕМА И СПОСОБ НАГРЕВА СИСТЕМ ВПРЫСКА МОЧЕВИНЫ (ВАРИАНТЫ). | 2014 |
|
RU2640137C2 |
| СИСТЕМА ОХЛАЖДЕНИЯ СТАЦИОНАРНОГО ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2019 |
|
RU2707787C1 |
| СИСТЕМА ВОДЯНОГО ОТОПЛЕНИЯ | 2002 |
|
RU2226653C2 |
-: QCr
-//
