Изобретение относится к металлургии, в частности к обработке расплавов электромагнитными полями, и может быть использовано также для обработки токсичных, агрессивных и т.п. сред, в химической и других отраслях промышленности.
Известен способ обработки электромагнитными полями расплавленных материалов, реализованный в работе устройства для электромагнитного перемешивания жидкой сердцевины слитков и заготовок (патент РФ №2156672, МПК В22D 27/02, опубл. 27.09.2000 г.). Способ включает воздействие на обрабатываемый материал магнитными полями на стадии жидкой фазы и кристаллизации. Вблизи литейной формы с помощью специального индуктора создают вращающееся винтовое магнитное поле. Магнитное поле с такой пространственной структурой индуцирует в расплаве систему токов, которые за счет гидродинамических эффектов порождают в расплаве упорядоченную периодическую систему течений (вихрей), что способствует повышению качества отливки. Изготовление этим способом отливок больших габаритов с измельченной структурой и повышенной прочностью достигается путем подбора конфигурации индуктора и частоты колебаний магнитного поля.
Недостатком способа являются его низкие функциональные возможности и сложность, что объясняется необходимостью изготовления специализированного оборудования (индуктора) для каждой разновидности продукции в соответствии с конструкцией литейной формы, применяемой технологией заливки и производственными условиями.
Известно устройство для обработки электромагнитными полями расплавленных материалов, при помощи которого осуществляется электромагнитное перемешивание жидкой сердцевины слитков и заготовок (патент РФ №2156672, опубл. 27.09.2000 г.). Устройство содержит специальный индуктор, расположенный близи литейной формы, предназначенный для создания в зоне отливки вращающегося винтового магнитного поля. Устройство содержит магнитопровод, состоящий из отдельных стержней с расположенными на них катушками. Катушки выполнены однослойными и размещены в нижнем и верхнем уровнях. Катушки одного уровня включены встречно между собой, а в разных уровнях смещены относительно друг друга на половину активной длины и сдвинуты на 90°. Катушки в обоих уровнях могут быть выполнены с одинаковой активной длиной.
Изготовление при помощи этого устройства отливок с измельченной структурой и повышенной прочностью достигается путем подбора конфигурации индуктора и частоты колебаний магнитного поля.
Недостатком устройства является невозможность его универсального применения и сложность, что объясняется необходимостью изготовления специализированного индуктора для каждой разновидности продукции в соответствии с конструкцией литейной формы, применяемой технологией заливки и производственными условиями.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению является способ обработки расплавленных материалов (патент РФ №2324575, МПК В22D 27/02, опубл. 20.05.2008 г.), выбранный в качестве прототипа. Способ предусматривает воздействие на обрабатываемый материал магнитным полем. Обработку расплава в литейной форме (а также в печи, ковше) осуществляют дистанционно при помощи направленной антенны с регулируемым фокусом излучения, при этом фокус излучения перемещают внутри объема обрабатываемого материала. Направленная антенна работает от электрического сигнала и формирует магнитное поле излучения. Применение способа позволяет получать отливки с более высокими механическими свойствами и однородными характеристики за счет выравнивания структуры материала, например сплава металла, и использовать при этом литейные формы различной конструкции.
Недостатком данного способа является невозможность избирательного управления структурными характеристиками отливаемого материала, т.к. расплав как неравновесная физическая среда самопроизвольно переходит в процессе кристаллизации в наиболее устойчивое состояние за счет эффектов самоорганизации, что не позволяет получить отливки требуемого качества.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому техническому решению является устройство для обработки электромагнитными полями расплавленных материалов (патент РФ №2336612, МПК H01Q 7/00, опубл. 20.10.2008 г. «Электромагнитная антенна»), выбранное в качестве прототипа. Электромагнитная антенна для использования с антенным сигналом содержит один или более изолированных последовательно соединенных проводящих контуров, образующих обмотку, выполненную на формообразующем элементе, отражательное средство для направления указанного сигнала антенны относительно указанной обмотки, охватывающее эту обмотку и расположенное концентрично ей, и электромагнитный экран, расположенный концентрично относительно указанной обмотки. При этом проводящие контуры обмотки расположены параллельно поверхности формообразующего элемента, а отражательное средство выполнено, по меньшей мере, частично цилиндрическим и охватывающим электромагнитный экран.
Устройство содержит направленную антенну, при помощи которой осуществляется дистанционная обработка расплава в литейной форме (печи, ковше), и генератор электрического сигнала. Электрический сигнал с генератора подается на направленную антенну, в зоне действия которой возникает электромагнитное излучение и, соответственно, магнитное поле определенной напряженности.
Применение устройства-прототипа позволяет получать отливки с более высокими характеристиками под действием магнитного поля излучения направленной антенны и использовать при этом литейные формы различной конструкции.
Недостатком данного устройства является невозможность управления спектральными характеристиками излучения направленной антенны и вследствие этого невозможность избирательного управления структурными характеристиками отливаемого материала и получения продукции требуемого качества.
Задачей создания настоящего изобретения является расширение функциональных возможностей способа для получения заданной структуры и механических свойств отливки, а также усовершенствование устройства для избирательного воздействия на структуру металла, получения заданной структуры и механических свойств отливки.
Поставленная задача решается с помощью признаков, указанных в 1-м пункте формулы изобретения, общих с прототипом, таких как способ обработки расплавленных сплавов электромагнитными полями, включающий воздействие на обрабатываемый сплав магнитным полем направленной антенны, и отличительных существенных признаков, таких как на направленную антенну подают электрический сигнал, имеющий спектр белого шума в диапазоне частот 105-109 Гц, при этом шумовой сигнал модулируют собственными частотами модификаторов данного сплава в указанном диапазоне частот. Согласно п.2 формулы изобретения в качестве модификаторов используют, например, магний или редкоземельные металлы.
Подача на направленную антенну сигнала, имеющего спектр белого шума в диапазоне частот 105-109 Гц, обеспечивает широкополосное излучение направленной антенны в этом диапазоне частот (в т.ч. по магнитной компоненте), позволяющем охватить диапазон частот ядерного магнитного резонанса и ближайшие области их низших и высших гармоник, а модулирование при этом шумового сигнала собственными частотами модификаторов данного сплава в указанном диапазоне частот обеспечивает избирательную восприимчивость материала за счет резонансного возбуждения определенных ионов и ионных связей в расплаве.
Под действием модулированного электромагнитного излучения в обрабатываемом материале (отливке) на стадиях расплава и кристаллизации происходят процессы, сходные с воздействием на расплав путем введения в него модификаторов (активирующих добавок) в виде присадок; в результате при кристаллизации отливка приобретает структуру и механические свойства, характерные для обработки определенными модификаторами (присадками).
При этом обеспечивается получение заданной структуры и механических свойств отливки и изготовление продукции требуемого качества.
Поставленная задача решается с помощью признаков, указанных в 3-м пункте формулы изобретения, общих с прототипом, таких как устройство для обработки расплавленных сплавов электромагнитными полями, содержащее направленную антенну, и отличительных существенных признаков, таких как оно снабжено генератором электрического сигнала, имеющего спектр белого шума, и модулятором электрического сигнала с собственными частотами модификаторов данного сплава в диапазоне частот 105-109 Гц, вход которого подключен к генератору электрического сигнала, а выход - к направленной антенне.
Согласно п.4, формулы изобретения модулятор выполнен в виде одного или более электромагнитных контуров, с установленными в них сердечниками, выполненными из вещества модификаторов.
Согласно п.5 формулы изобретения один или несколько сердечников, выполненных из веществ модификаторов, установлены непосредственно в направленную антенну.
Согласно п.6 формулы изобретения сердечники модификаторов выполнены, например, из магния или редкоземельных металлов.
Установка в известном устройстве для обработки электромагнитными полями расплавленных материалов, содержащем направленную антенну и генератор электрического сигнала, генератора электрического сигнала, имеющего спектр белого шума (шумовой сигнал) в диапазоне частот 105-109 Гц, обеспечивает широкополосное излучение направленной антенны в этом диапазоне частот (в т.ч. по магнитной компоненте), позволяющем охватить диапазон частот ядерного магнитного резонанса и ближайшие области их низших и высших гармоник, а установка модулятора шумового сигнала собственными частотами модификаторов данного материала (сплава) в указанном диапазоне частот обеспечивает избирательную восприимчивость материала за счет резонансного возбуждения определенных ионов и ионных связей в расплаве.
Установка в направленную антенну одного или нескольких сердечников, выполненных из вещества модификаторов, обеспечивает модулирование электромагнитного излучения за счет взаимодействия излучаемого сигнала с веществом модификаторов, являющимся пассивным электромагнитным фильтром с определенным спектром поглощения; при этом в спектре излучения направленной антенны присутствует набор характеристических частот вещества модификаторов.
Выполнение модулятора в виде электромагнитного контура и установка в нем сердечников, выполненных из вещества модификаторов, позволяет осуществлять модулирование антенного сигнала, а также смену модификаторов без отключения и демонтажа антенного устройства.
Установка нескольких электромагнитных контуров с сердечниками из вещества модификаторов сплава в соответствии с количеством применяемых модификаторов позволяет осуществлять модулирование антенного сигнала одновременно спектром нескольких модификаторов, обеспечивая их независимое подключение и замену.
При этом обеспечивается получение заданной структуры и механических свойств отливки, что повышает качество продукции.
Вышеперечисленная совокупность существенных признаков позволяет получить следующий технический результата - упрощение процесса, избирательное воздействия на структуру металла, получение заданной структуры и механических свойств отливки,
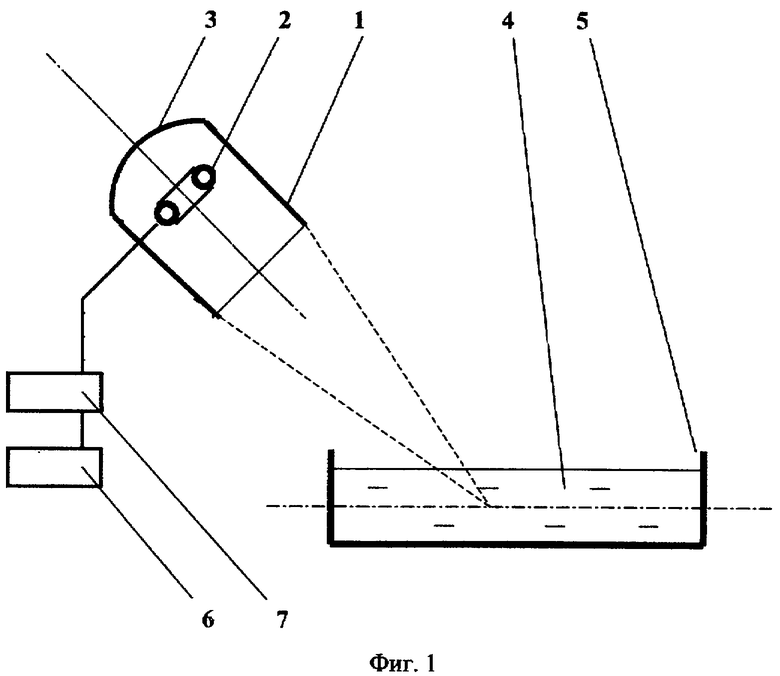
Осуществление предлагаемого способа представлено на чертеже (фиг.1).
При помощи направленной антенны 1, содержащей, например, двойную встречную тороидальную излучающую обмотку 2 и криволинейный отражатель 3, формируют направленное электромагнитное излучение и фокусируют его (изображено пунктиром) на обрабатываемом материале (отливке) 4, залитом в форму 5.
На направленную антенну 1 подают электрический сигнал от генератора шума 6, при этом антенное устройство 1 излучает электромагнитный сигнал, имеющий спектр белого шума в диапазоне частот 105-109 Гц. Указанный диапазон охватывает полосу частот ядерного магнитного резонанса, составляющую приближенно 105-109 Гц. Генератор белого шума 6 подключен к направленной антенне 1 через модулятор 7, в котором осуществляется модулирование шумового сигнала частотами, соответствующими собственным частотам модификаторов данного материала (сплава) в указанном диапазоне частот. Модулированное электромагнитное излучение антенного устройства 1 воздействует на обрабатываемый материал (сплав) 4, что определяет заданную структуру и механические свойства отливки. Обработку электромагнитным излучением проводили во время рафинирования расплава металла в течение 15-40 минут, а также при кристаллизации отливки в форме.
Предлагаемое устройство для реализации способа представлено на чертеже (фиг.1).
Направленная антенна 1, содержащая излучающую обмотку 2 и криволинейный отражатель 3, формирует направленное электромагнитное излучение и фокусирует его (изображено пунктиром) на обрабатываемом материале (отливке) 4, залитом в форму 5.
К направленной антенне 1 подключен электрический генератор белого шума 6, при этом направленная антенна 1 излучает электромагнитный сигнал, имеющий спектр белого шума в диапазоне частот 105-109 Гц. Генератор белого шума 6 подключен к направленной антенне 1 через модулятор 7, в котором осуществляется модулирование шумового сигнала частотами, соответствующими собственным частотам модификаторов данного материала (сплава) в указанном диапазоне частот. Модулированное электромагнитное излучение направленной антенны 1 воздействует на обрабатываемый материал (сплав) 4, что определяет заданную структуру и механические свойства отливки.
На фиг.2 изображен вариант выполнения устройства с установкой в направленной антенне 1 сердечника 8, выполненного из вещества модификатора обрабатываемого сплава (отливка не показана). При этом модулятор 7 шумового сигнала может быть отключен.
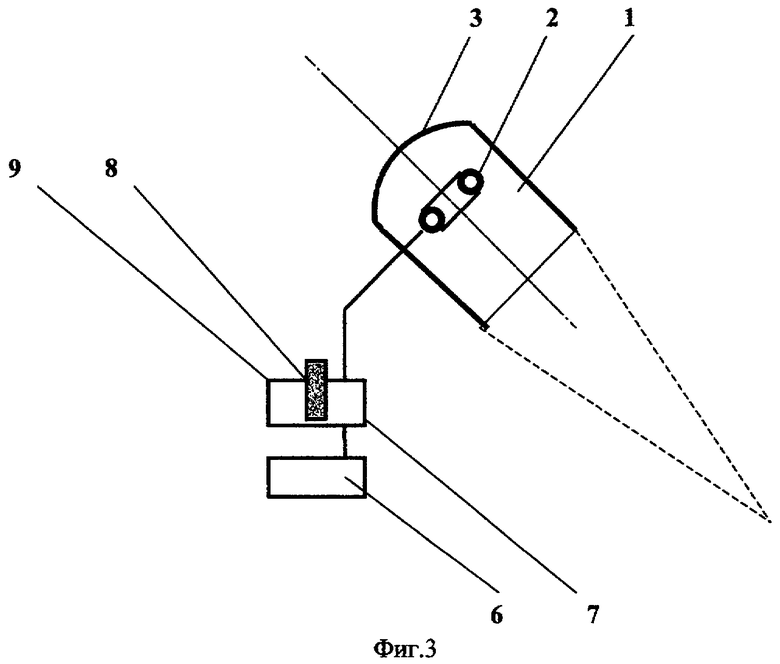
На фиг.3 изображен вариант выполнения устройства, в котором модулятор 7 выполнен в виде электромагнитного контура 9, при этом сердечник 8, выполненный из материала модификатора, установлен в электромагнитный контур 9 (Отливка не показана).
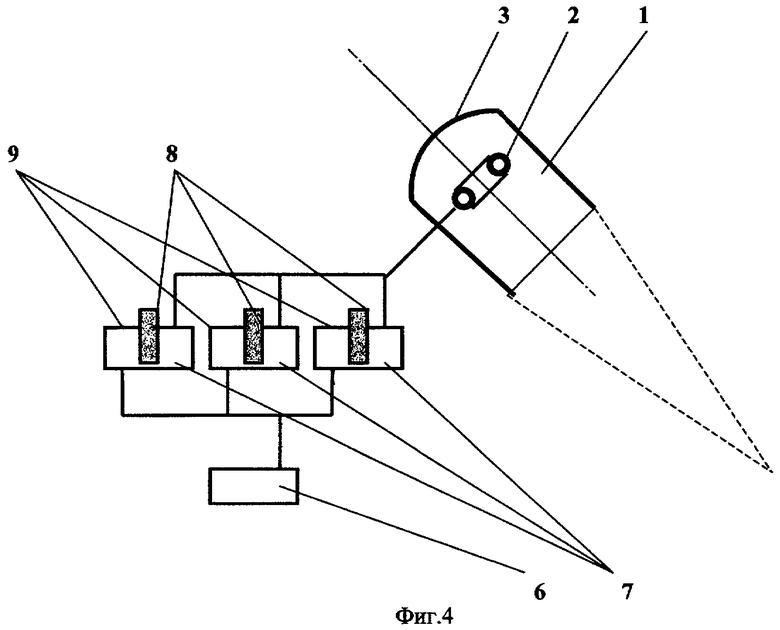
На фиг.4 показан вариант выполнения устройства, в котором установлено несколько электромагнитных контуров 9 (по количеству модификаторов), с сердечниками 8 из вещества модификаторов сплава, по одному элементу 8 в каждом контуре 9 (Отливка не показана).
С использованием предлагаемого способа и устройства были проведены опытные работы по улучшению структуры и механических свойств углеродистых и легированных сталей.
Исследовались стали следующих марок: 40ХЛ, 110Г13Л.
Эксперименты проводились на индукционных металлургических печах ИСТ-016 и ИСТ-028.
Направленная антенна устанавливалась на штативе на расстоянии до 10 метров от металлургической печи. Использовался специальный генератор белого шума, имеющий в диапазоне частот 105-109 Гц среднюю выходную мощность до 2 Вт. Частота модуляции задавалась генератором стандартных сигналов типа ГСС-40.
Обработку электромагнитным излучением проводили во время рафинирования расплава металла в течение 15-40 минут, а также при кристаллизации отливки в форме.
Проводилось исследование микроструктуры полученных образцов. Полученные результаты сравнивались со стандартными результатами для данной марки стали, а также с результатами контрольных плавок, проведенных без электромагнитной обработки. Проводились также исследования с помощью рентгеноструктурного анализа.
Исследовались следующие режимы работы.
1. Сталь 40ХЛ обрабатывали:
- широкополосным электромагнитным немодулированным излучением;
- широкополосным электромагнитным модулированным излучением;
- частотой модуляции 24,664 МГц (частота ядерного магнитного резонанса (ЯМР) для изотопа марганца - 25) и 8,936 МГц (частота ЯМР для изотопа никеля - 28);
- с помощью пассивных электромагнитных фильтров из вещества модификаторов из технически чистых материалов: марганец, никель, а также ниобий - традиционно применяемых в черной металлургии для улучшения характеристик литья.
При обработке немодулированным излучением отмечено измельчение первичного зерна в структуре отливки на 1-2 балла.
При обработке модулированным излучением получены во всех случаях следующие результаты: измельчение первичного зерна в структуре отливки на 2-4 балла, уменьшение количества феррита и увеличение количества перлита при тех же прочностных характеристиках; увеличение ударной вязкости (до 3-х раз); отмечено увеличение жидкотекучести стали, увеличение чистоты стали.
2. Сталь 110Г13Л обрабатывали:
- широкополосным электромагнитным немодулированным излучением;
- широкополосным электромагнитным модулированным излучением:
- частотой модуляции 6,1195 МГц (частота ЯМР для изотопа магния - 12);
- с помощью пассивных электромагнитных фильтров из вещества модификаторов из технически чистых материалов: магний, смесь редкоземельных металлов.
При обработке немодулированным излучением отмечено измельчение первичного зерна в структуре отливки на 1-2 балла, уменьшение карбидных неоднородностей до 50%.
При обработке модулированным излучением получены во всех случаях следующие результаты: многократное уменьшение карбидных неоднородностей в структуре отливки; уменьшение хрупкости литого металла (KCU и KCV повышаются); после термообработки незначительные карбидные включения растворяются.
Хотя настоящее изобретение описано посредством примеров его выполнения, объем данного изобретения не ограничивается этими примерами, но определяется лишь формулой изобретения с учетом возможных эквивалентов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ РАСПЛАВЛЕННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324575C1 |
| ЭЛЕКТРОМАГНИТНАЯ АНТЕННА | 2006 |
|
RU2336612C2 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ ИЗДЕЛИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2015 |
|
RU2618287C2 |
| СПОСОБ КОРРЕКЦИИ СТРУКТУРНЫХ ХАРАКТЕРИСТИК СТАЛИ | 1999 |
|
RU2151204C1 |
| УСТРОЙСТВО ЗАЩИТЫ ОТ ЭНЕРГЕТИЧЕСКИХ ВОЗДЕЙСТВИЙ | 2000 |
|
RU2163153C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КРИСТАЛЛИЗАЦИИ | 1998 |
|
RU2137572C1 |
| КОМПЛЕКСНЫЙ СПОСОБ ОБНАРУЖЕНИЯ НЕМЕТАЛЛИЧЕСКИХ ТРУБОПРОВОДОВ И ПОВРЕЖДЕНИЙ НА НИХ | 2005 |
|
RU2328020C2 |
| Экранированный бокс с функцией ультразвукового подавления звукозаписывающего тракта электронного устройства, помещенного внутрь | 2021 |
|
RU2771436C1 |
| КОРОТКОВОЛНОВАЯ - УЛЬТРАКОРОТКОВОЛНОВАЯ РАДИОСТАНЦИЯ | 2023 |
|
RU2819306C1 |
| СПОСОБ УМЕНЬШЕНИЯ НЕГАТИВНОГО ВЛИЯНИЯ СОТОВОГО ТЕЛЕФОНА НА ЧЕЛОВЕКА | 2014 |
|
RU2569726C1 |
Изобретение относится к металлургии и может быть использовано также для обработки токсичных, агрессивных и т.п. сред в химической и других отраслях промышленности. Способ включает воздействие на обрабатываемый сплав магнитным полем направленной антенны 1, содержащей излучающую обмотку 2 и криволинейный отражатель 3. Антенна подключена к генератору 6 электрического сигнала. На направленную антенну подают электрический сигнал, имеющий спектр белого шума в диапазоне частот 105-109 Гц. В генераторе 6 установлен модулятор 7 электрического сигнала с собственными частотами модификаторов сплава в диапазоне частот 105-109 Гц. В качестве модификаторов используют, например, магний или редкоземельные металлы. Модулятор выполнен в виде одного или более электромагнитных контуров с установленными в них сердечниками 8, выполненными из модификаторов. Один или несколько сердечников 8 могут быть установлены непосредственно в направленную антенну 1. Достигается упрощение процесса, избирательное воздействие на структуру металла, получение заданной структуры и механических свойств отливки. 2 н. и 4 з.п. ф-лы, 4 ил.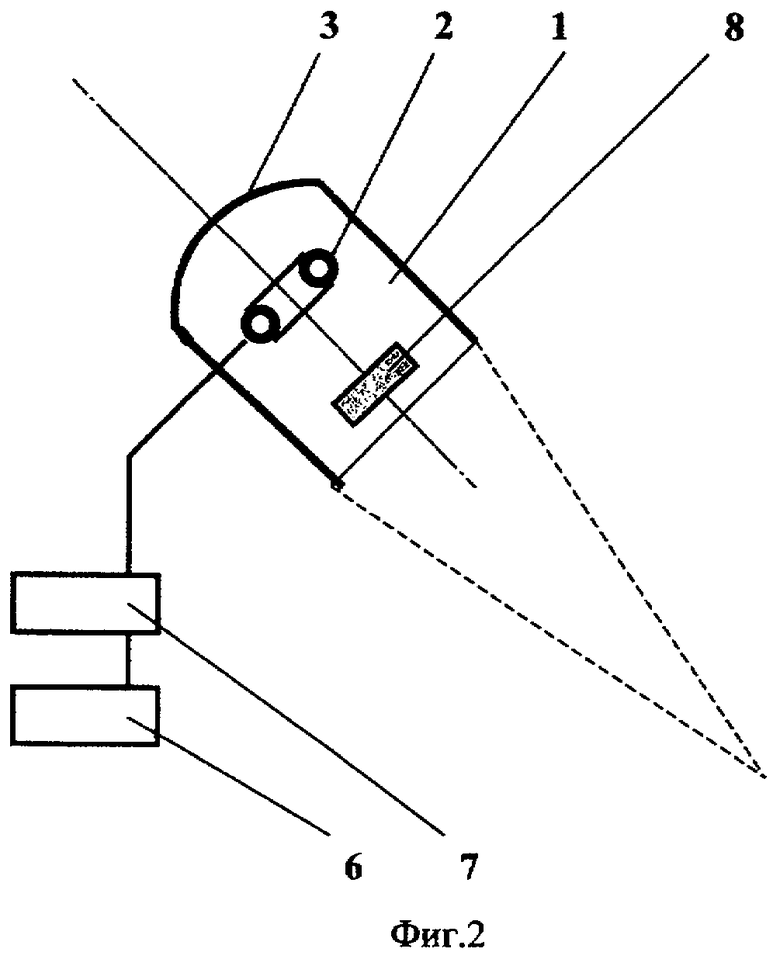
1. Способ обработки расплавленных сплавов электромагнитными полями, включающий воздействие на обрабатываемый сплав магнитным полем направленной антенны, отличающийся тем, что на направленную антенну подают электрический сигнал, имеющий спектр белого шума в диапазоне частот 105-109 Гц, при этом электрический сигнал модулируют собственными частотами модификаторов данного сплава в указанном диапазоне частот.
2. Способ по п.1, отличающийся тем, что в качестве модификаторов используют, например, магний или редкоземельные металлы.
3. Устройство для обработки расплавленных сплавов электромагнитными полями, содержащее направленную антенну, отличающееся тем, что оно снабжено генератором электрического сигнала, имеющего спектр белого шума в диапазоне частот 105-109 Гц, и модулятором шумового сигнала с собственными частотами модификаторов данного сплава в диапазоне частот 105-109 Гц, вход которого подключен к генератору электрического сигнала, а выход - к направленной антенне.
4. Устройство по п.3, отличающееся тем, что модулятор выполнен в виде одного или более электромагнитных контуров с установленными в них сердечниками, выполненными из модификаторов.
5. Устройство по п.3, отличающееся тем, что один или несколько сердечников, выполненных из модификаторов, установлены непосредственно в направленную антенну.
6. Устройство по п.3, отличающееся тем, что сердечники модификаторов выполнены, например, из магния или редкоземельных металлов.
| СПОСОБ ОБРАБОТКИ РАСПЛАВЛЕННЫХ МАТЕРИАЛОВ | 2006 |
|
RU2324575C1 |
| СПОСОБ ОБРАБОТКИ РАСПЛАВОВ СПЛАВОВ | 2006 |
|
RU2344900C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ В УСЛОВИЯХ РЕЗОНАНСНЫХ КОЛЕБАНИЙ СТРУКТУРНЫХ ЧАСТИЦ МАТЕРИАЛА | 2002 |
|
RU2246378C2 |
| СПОСОБ ЭЛЕКТРОВИБРОИМПУЛЬСНОЙ ОБРАБОТКИ КРИСТАЛЛИЗУЮЩЕГОСЯ МЕТАЛЛА | 1999 |
|
RU2162026C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКА | 1997 |
|
RU2132252C1 |

