Изобретение относится к области авиадвигателе-, машиностроения, в частности к электроэрозионной обработке (ЭЭО) сложнопрофильных изделий из токопроводящих материалов проволочным электродом на электроэрозионных вырезных станках с ЧПУ, и может быть использовано при изготовлении цилиндрических эвольвентных блоков зубчатых колес внешнего зацепления.
Известен способ ЭЭО зубчатых колес, в котором цилиндрический эвольвентный зубчатый венец формируется на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного электрода в осях Х и Y (обработка по контуру) по траектории, задаваемой от управляющей программы (RU 2212317 С1), где одна из боковых поверхностей зуба заменяется прямой линией, следовательно требования к точности формы значительно мягче, а число формообразующих точек профиля (соответственно число опорных точек траектории проволочного электрода) этой боковой поверхности задано наименьшим их количеством, принятый за аналог.
Недостатки:
1. Обрабатывается прямая линия, которой заменяется эвольвента нерабочей стороны зуба.
2. Образующая вершин и впадин между зубьями не обрабатываются ЭЭО, применяется лезвийная обработка с последующим шлифованием, то есть возникают прижоги на поверхностях и увеличивается габаритный (длинновой) размер блока колес (число опорных точек траектории перемещения проволочного электрода на электроэрозионное формооборазование зубчатого венца недостаточно).
Наиболее близким способом того же назначения к заявляемому изобретению по совокупности признаков является способ ЭЭО зубчатых колес, в котором зубчатый венец цилиндрического эвольвентного зубчатого колеса формируется на электроэрозионном вырезном станке с ЧПУ за счет согласованных (подчиненных законам описания эквидистант эвольвентных боковых поверхностей) координатных перемещений проволочного электрода в осях Х и Y (обработка по контуру) по траектории, задаваемой от управляющей программы (Худобин Л.В., Кравченко В.Д., Юдаков Д.В. К вопросу повышения эффективности операций электроэрозионного вырезания зубьев зубчатых колес на станках с ЧПУ при линейной интерполяции // Вестник машиностроения. - 2001. - №8. - С 39-44.), принят за прототип.
Недостатки:
1. Образующая вершин и впадин между зубьями не обрабатываются ЭЭО, применяется лезвийная обработка с последующим шлифованием, то есть возникают прижоги на поверхностях и увеличивается габаритный (длинновой) размер блока колес (число опорных точек траектории перемещения проволочного электрода на электроэрозионное формооборазование зубчатого венца недостаточно).
Технический результат - повышение производительности изготовления закрытых венцов цельных блоков колес с обеспечением тенденции к уменьшению габаритов и повышением надежности конструкции блоков колес.
Технический результат достигается тем, в способе электроэрозионной обработки закрытого венца цельного блока зубчатых колес на электроэрозионном вырезном станке с ЧПУ, включающем координатные перемещения проволочного электрода-инструмента, огибающего открытый венец цельного блока зубчатого колеса, в осях Х и Y по траектории, задаваемой от управляющей программы, при этом формируют боковую эвольвентную поверхность первого зуба закрытого венца, затем впадину между зубьями, боковую поверхность и образующую вершин второго зуба, вторую боковую поверхность второго зуба и аналогично формирует поверхность всего зубчатого венца по контуру при повороте блока зубчатых колес вокруг его оси. За 3-4 цикла обеспечивается высота микронеровностей Ra=0,2-0,4 мкм.
На чертежах представлено:
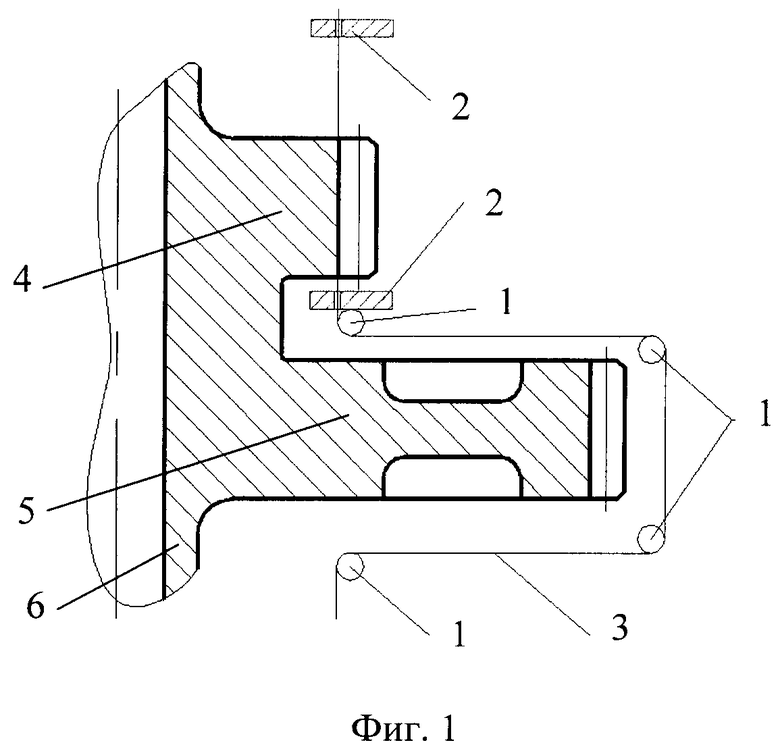
на фиг.1 изображена схема электроэрозионной обработки цилиндрического эвольвентного закрытого венца 4 блока зубчатого колеса 6 с огибанием открытого венца 5 проволоки 3 при помощи алмазных направляющих 2 и роликов 1, которое получено электроэрозионным вырезанием на станке с ЧПУ по предлагаемому способу. Это колесо в конструкции зубчатой передачи может выполнять функцию как реверсивного, так нереверсивного зубчатого колеса исходя из того, что торцовые профили (левый и правый) боковых поверхностей для каждого из зубьев зубчатого венца формируют эвольвентными при обработке образующей вершин и впадин зубьев;
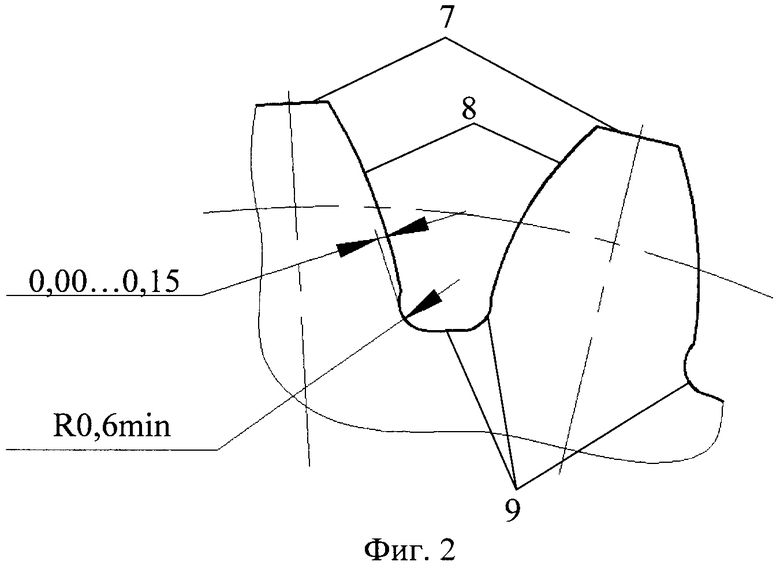
на фиг.2 изображено цилиндрическое эвольвентное дисковое зубчатое колесо, зубчатый венец которого получен электроэрозионным вырезанием на станке с ЧПУ по предлагаемому способу. Это колесо в конструкции зубчатой передачи может выполнять функцию как реверсивного, так и нереверсивного зубчатого колеса исходя из того, что торцовые профили (левый 8 и правый 8) боковых поверхностей для каждого из зубьев зубчатый венец формируют эвольвентными при обработке образующей вершин 7 и впадин 9 зубьев.
Особенность заявляемого способа заключается в том, что с целью повышения производительности и надежности конструкции блока зубчатых колес 6 для электроэрозионного формообразования зубчатого венца 4 (фиг.1) (боковых поверхностей 8 (фиг.2), образующую вершин 7 (фиг.2) и впадину между зубьев 9 (фиг.2)) задают траекторию перемещения проволочного электрода на базе управляющей программы по контуру закрытого венца цельного блока зубчатых колес в устройстве ЧПУ электроэрозионного станка с обеспечением размеров, указанных на фиг.2 (R1min, утопание 0,00…0,15 мм).
Осуществление способа.
Предлагаемый способ ЭЭО зубчатых колес может быть реализован на базе любого из электроэрозионных вырезных станков с контурной системой ЧПУ (AP200L, ЕХС100, AP450L, АР150, АР200, AP200L, Mitsubishi FA10, Mitsubishi FA20 и пр.).
Деталь базируется на станке в стандартном приспособлении (базирование в призмах по посадочным шейкам блока зубчатых колес). Проволочный электрод в специальном приспособлении (фиг.1) при помощи алмазных направляющих 2 и дополнительных роликов 1 с огибанием открытого венца подводится к детали. Обработка осуществляется за 3-4 цикла обработки по контуру зубчатого закрытого венца цельного блока зубчатых колес при повороте детали вокруг ее оси с обеспечением требуемой степени точности зубчатого венца при режимах ЭЭО, представленных в таблице 1 и ниже.
Параметры обрабатываемой детали:
1) модуль m=3;
2) число зубьев z=19;
3) степень точности 5-5-5;
4) коэффициент смещения х=0;
5) угол профиля α=25°;
6) характеристика поверхностей образцов перед электроэрозионной обработкой (таблица 2);
Параметры проволочного электрода:
1) материал: латунная проволока;
2) размер: диаметр ⌀ 0,2 мм.
Режимы обработки назначаются по справочным данным в зависимости от материала детали, проволочного электрода и используемого оборудования. Для деталей из высоколегированной стали и инструмента назначаются следующие режимы:
1) в табл.1 приведена последовательность проведения электроэрозионной обработки;
2) среднее напряжение холостого хода - 120 В;
3) форма импульсов - гребенчатая;
4) полярность - прямая;
5) рабочая среда - масло;
6) удельный съем металла - 1,5 - 2,5 мм3/(А·мин);
7) шероховатость поверхности после ЭЭО Ra=0,2-0,4 мкм.
В результате ЭЭО сформируется закрытый венец 4 цельного блока зубчатых колес 6, представленного на фиг.1.
Изобретение относится к электроэрозионной обработке сложнопрофильных изделий из токопроводящих материалов проволочным электродом на электроэрозионных вырезных станках с ЧПУ. Способ включает координатные перемещения проволочного электрода-инструмента, огибающего открытый венец цельного блока зубчатых колес, в осях Х и Y по траектории, задаваемой управляющей программой, при этом формируют боковую эвольвентную поверхность первого зуба закрытого венца, затем впадину между зубьями, боковую поверхность и образующую вершин второго зуба, вторую боковую поверхность второго зуба и аналогично формируют поверхность всего зубчатого венца по контуру при повороте блока зубчатых колес вокруг его оси. За 3-4 цикла обработки достигается высота микронеровностей Ra 0,2-0,4 мкм. Способ позволяет повысить производительность изготовления закрытых венцов цельных блоков колес с обеспечением тенденции к уменьшению габаритов и повышением надежности конструкции блоков колес. 1 з.п. ф-лы, 2 ил., 2 табл.
1. Способ электроэрозионной обработки закрытого венца цельного блока зубчатых колес на электроэрозионном вырезном станке с ЧПУ, включающий координатные перемещения проволочного электрода-инструмента, огибающего открытый венец цельного блока зубчатых колес, в осях Х и Y по траектории, задаваемой управляющей программой, при этом формируют боковую эвольвентную поверхность первого зуба закрытого венца, затем впадину между зубьями, боковую поверхность и образующую вершин второго зуба, вторую боковую поверхность второго зуба и аналогично формируют поверхность всего зубчатого венца по контуру при повороте блока зубчатых колес вокруг его оси.
2. Способ по п.1, в котором 3-4 цикла обработки обеспечивают высоту микронеровностей Ra 0,2-0,4 мкм.
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212317C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2002 |
|
RU2212316C1 |
| RU 2007125331 A, 10.01.2009 | |||
| WO 2004033871 A2, 22.04.2004. | |||

