Изобретение относится к области машино-, приборостроения, в частности к электроэрозионной обработке (ЭЭО) изделий повышенной точности (например, изделий матричной и штамповой оснастки, копиров, шаблонов, лекал, инструментов для высадки и выдавливания с поверхностями практически любой конфигурации и из любых токопроводящих материалов) проволочным электродом-инструментом (ЭИ) на электроэрозионных вырезных станках с ЧПУ.
Известен способ ЭЭО изделий, включающий формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой от управляющей программы (УП) (см. Артамонов, Б.А. Электрофизические и электрохимические методы обработки материалов: учебное пособие. T.1. Обработка материалов с применением инструмента / Б.А.Артамонов, Ю.С.Волков, В.И.Дрожалова; под ред. В.П.Смоленцева. - М.: Высш. шк., 1983. - 247 с.; Немилов, Е.Ф. Справочник по электроэрозионной обработке материалов: справочник / Е.Ф.Немилов. - Л.: Машиностроение, Ленингр. отд-ние, 1989. - 164 с.).
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, относится то, что в известном способе при реализации ЭЭО проволочным ЭИ неизбежно образуются уклоны боковых формообразуемых поверхностей изделий, наличие которых в большинстве случаев недопустимо (см. Лесина, Г.Н. Погрешности, обусловленные особенностями электроэрозионного вырезания электродом-проволокой / Г.Н.Лесина // Электрофизические и электрохимические методы обработки. - 1982. - Вып.3. - С.11-13). В зависимости от показателей режима ЭЭО, диаметра проволочного ЭИ и толщины обрабатываемого изделия величина уклона может изменяться от нескольких минут до одного градуса (см. Справочник по электрохимическим и электрофизическим методам обработки / Г.Л.Амитан, И.А.Байсупов, Ю.М.Барон и др.; Под общ. ред. В.А.Волосатова. - Л.: Машиностроение, Ленингр. отд-ние, 1988. - 719 с.). Появление уклонов обусловлено возникающей электрической эрозией проволочного ЭИ в зоне обработки (межэлектродном пространстве), т.е. его изменяющимися размерами (диаметр проволочного ЭИ в поперечном сечении на входе и на выходе из зоны обработки при его перемотке).
Таким образом, возникновение уклонов боковых формообразуемых поверхностей изделий повышенной точности является недостатком, присущим известному способу ЭЭО проволочным ЭИ, негативно влияющим на точность формообразования.
Сущность изобретения заключается в решении задачи по разработке варианта ЭЭО проволочным ЭИ, практическая реализация которого позволит исключить вероятность возникновения уклонов боковых формообразуемых поверхностей изделия повышенной точности, т.е. получить изделие со строго вертикальными боковыми поверхностями.
Технический результат - обеспечение заданной точности размерной ЭЭО изделий проволочным ЭИ.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе ЭЭО изделий проволочным ЭИ формообразование заданной поверхности изделия осуществляют на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой от УП.
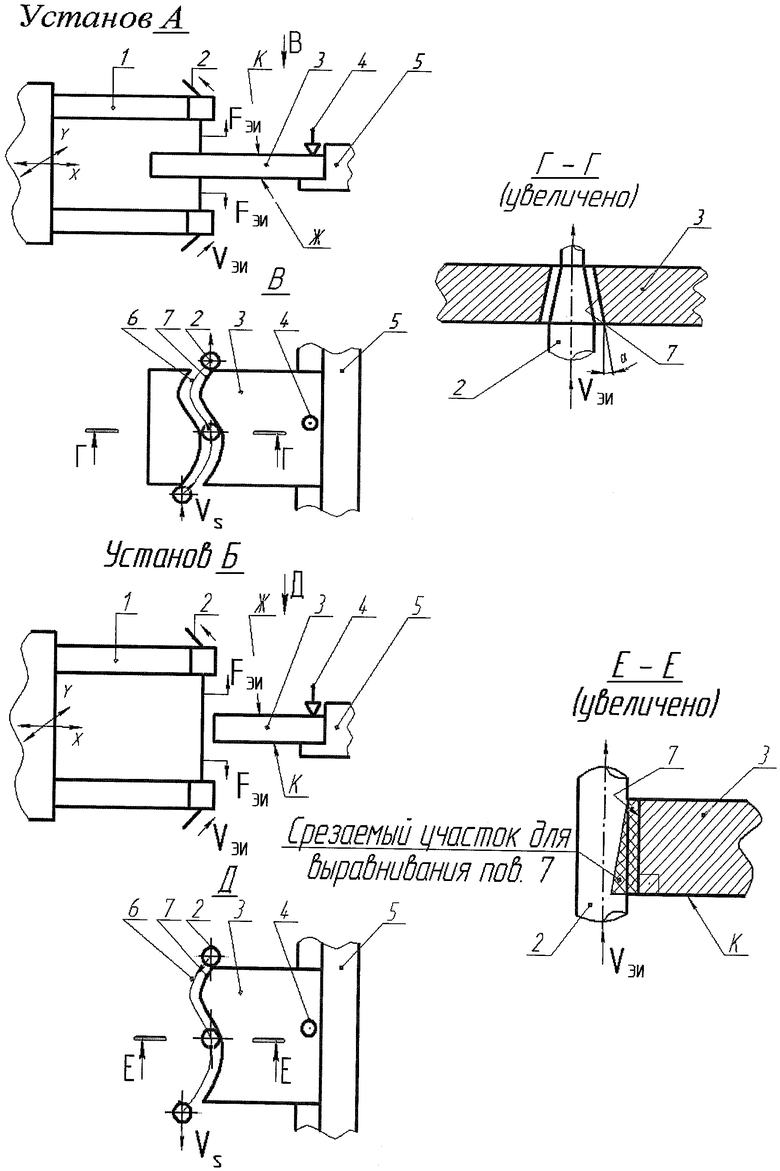
Особенность заявляемого способа заключается в том, что ЭЭО изделия 3 проволочным ЭИ 2 осуществляют при реализации двух установов А и Б (см. чертеж), где при установе А по траектории 6, задаваемой от УП, осуществляют формообразование заданной боковой поверхности 7 изделия 3, а при установе Б после предварительной переустановки изделия 3 на противоположную установочную поверхность К путем его переворачивания с сохранением единства технологических баз осуществляют повторную обработку заданной боковой поверхности 7, предварительно формообразованной с установа А, по той же самой траектории 6, только в обратном направлении.
Кроме того, особенность способа заключается в том, что ЭЭО заданной боковой поверхности 7 изделия 3 при установе А и Б реализуют при неизменных показателях электрического режима обработки, скорости Vэи, направления перемотки и силы натяжения Fэи ЭИ 2, а также скорости Vs подачи ЭИ 2 по задаваемой от УП траектории 6.
На чертеже изображен технологический эскиз ЭЭО изделия 3, закрепленного прихватом 4 на столе 5 электроэрозионного вырезного станка с ЧПУ, проволочным ЭИ 2, закрепленным в инструментальной скобе 1, при реализации установа А и Б по предлагаемому способу.
Предлагаемый способ ЭЭО изделий проволочным ЭИ может быть реализован на базе любого из электроэрозионных станков с контурной системой ЧПУ при работе линейно-кругового интерполятора (СВЭИ-2, СВЭИ-7, 4532Ф3, AGIECUT 200, ROBOFIL 4020, FANUC ROBOCUTα-1iC и пр.) следующим образом при реализации в рамках операции ЭЭО двух установов.
При установе А (см. чертеж) заготовку изделия 3 в виде пластины, изготовленной из токопроводящего материала с предварительно обработанными поверхностями Ж и К, устанавливают по поверхности Ж на столе 5 электроэрозионного вырезного станка с ЧПУ и закрепляют прихватом 4. После погружения заготовки изделия 3 в ванну с диэлектрической рабочей жидкостью (условно не показана) и задания необходимых показателей электрического режима обработки от генератора импульсов, механизмов перемотки Vэи и натяжения проволочного ЭИ 2 от УП в направлении, обозначенном на виде В стрелками, с заданной скоростью подачи Vs задают согласованные координатные перемещения по осям Х и Y по траектории 6 проволочного ЭИ 2 на формообразование заданной боковой поверхности 7 изделия 3. При этом неизбежно возникновение уклона α (разрез Г-Г) этой боковой поверхности 7.
При установе Б после предварительной переустановки изделия 3 на противоположную установочную поверхность К путем его переворачивания с сохранением единства технологических баз на столе 5 электроэрозионного вырезного станка с ЧПУ и закрепления прихватом 4, сохранив неизменными показатели электрического режима обработки, скорости Vэи, направления перемотки и силы натяжения Fэи ЭИ 2, а также скорости Vs подачи ЭИ 2, осуществляют повторную обработку заданной боковой поверхности 7 по той же самой траектории 6, только в обратном направлении, обозначенном на виде Д стрелками. При этом обеспечивается выравнивание боковой поверхности 7 по вертикали и ликвидируется уклон α этой поверхности 7 с установа А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2009 |
|
RU2423209C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467842C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2011 |
|
RU2467841C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2640689C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ИЗДЕЛИЙ ПРОВОЛОЧНЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ | 2016 |
|
RU2639418C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2002 |
|
RU2212316C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ КОЛЕС | 2002 |
|
RU2212317C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗАКРЫТОГО ВЕНЦА ЦЕЛЬНОГО БЛОКА ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2403132C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
Изобретение относится к области электроэрозионной обработки (ЭЭО) сложнопрофильных изделий повышенной точности, например изделий матричной и штамповой оснастки, копиров, шаблонов, лекал, инструментов для высадки и выдавливания с поверхностями практически любой конфигурации и из любых токопроводящих материалов. Способ включает формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного электрода-инструмента (ЭИ) по траектории, задаваемой от управляющей программы (УП). ЭЭО изделия проволочным ЭИ осуществляют путем реализации двух установов А и Б, причем при установе А по траектории, задаваемой от УП, осуществляют формообразование заданной боковой поверхности изделия, а при установе Б после предварительной переустановки изделия на противоположную установочную поверхность путем его переворачивания с сохранением единства технологических баз осуществляют повторную обработку заданной боковой поверхности, предварительно формообразованной при установе А, по той же самой траектории, только в обратном направлении. Способ позволяет получить заданную точность размерной ЭЭО изделий проволочным ЭИ, обеспечивая выравнивание заданной боковой поверхности по вертикали и исключая наличие уклона этой поверхности. 1 з.п. ф-лы, 1 ил.
1. Способ электроэрозионной обработки (ЭЭО) изделия проволочным электродом-инструментом (ЭИ), включающий формообразование заданной поверхности изделия на электроэрозионном вырезном станке с ЧПУ за счет согласованных координатных перемещений проволочного ЭИ по траектории, задаваемой от управляющей программы (УП), отличающийся тем, что ЭЭО изделия проволочным ЭИ осуществляют путем реализации двух установов А и Б, причем при установе А по траектории, задаваемой от УП, осуществляют формообразование заданной боковой поверхности изделия, а при установе Б, после предварительной переустановки изделия на противоположную установочную поверхность, путем его переворачивания с сохранением единства технологических баз, осуществляют повторную обработку заданной боковой поверхности, предварительно формообразованной при установе А, по той же самой траектории, только в обратном направлении.
2. Способ по п.1, отличающийся тем, что ЭЭО заданной боковой поверхности изделия при установе А и Б реализуют при неизменных показателях электрического режима обработки, скорости Vэи, направления перемотки и силы натяжения Fэи ЭИ, а также скорости Vs подачи ЭИ по задаваемой от УП траектории.
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ЗУБЧАТЫХ ИЗДЕЛИЙ | 2001 |
|
RU2188101C1 |
| Способ одновременной электроэрозионной обработки взаимно сопрягаемых деталей | 1991 |
|
SU1780951A1 |
| Способ электроэрозионной обработки непрофилированным электродом-инструментом | 1990 |
|
SU1779495A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО ВЫРЕЗАНИЯ ЭЛЕКТРОДОМ - ПРОВОЛОКОЙ ВНУТРЕННИХ УГЛОВ КОНТУРА ДЕТАЛИ | 1992 |
|
RU2016717C1 |
| US 4843203 A, 27.06.1989. | |||

