Изобретение относится к обработке металлов давлением, может быть использовано для окончательного формообразования и поверхностного упрочнения крупномодульных цилиндрических прямо- и косозубых колес методом поверхностной пластической деформации.
Известен инструмент, работающий с профилированием зубчатых венцов методом огибания при свободном обкатывании поверхностным пластическим деформированием, у которого рабочая поверхность зубьев выполнена прерывистой,с деформирующими выступами и впадинами, чередующимися в направлении от вершины к основанию зубьев. Вершины выступов скруглены, причем радиус скругления меньше радиуса кривизны эвольвентного профиля зубьев. Чередующиеся деформирующие выступы и впадины могут быть расположены как параллельно образующей зубьев, так и под углом к ней.
Недостатком известного инструмента является неравномерность распределения усилий деформации вследствие значительной длины деформирующих выступов, обуславливающая низкое удельное давление в очаге деформации. Это не дает возможности повысить точность обработки зубчатых колес и качество поверхности зубье.
Цель изобретения - повышение точности и качества обработки за счет увеличения удельного давления и равномерности его распределения.
Для этого на рабочей поверхности зубьев инструмента по авт.свид. № 660762 выполнены дополнительно группы пересекающихся канавок, образующих ромбические выступы на рабочей поверхности зубьев в местах пересечения их с выступами, расположенными в направлении от вершины к основанию зубьев, при этом канавки каждой группы параллельны между собой.
Дополнительные канавки выполнены на обеих рабочих поверхностях зуба.
Дополнительные канавки выполнены на одной рабочей поверхности зуба.
Дополнительные канавки выпол ны на части зубьев, расположенных в чередующемся порядке с зубьями без дополнительных канавок.
№
Ы
СА
сл
ь. о
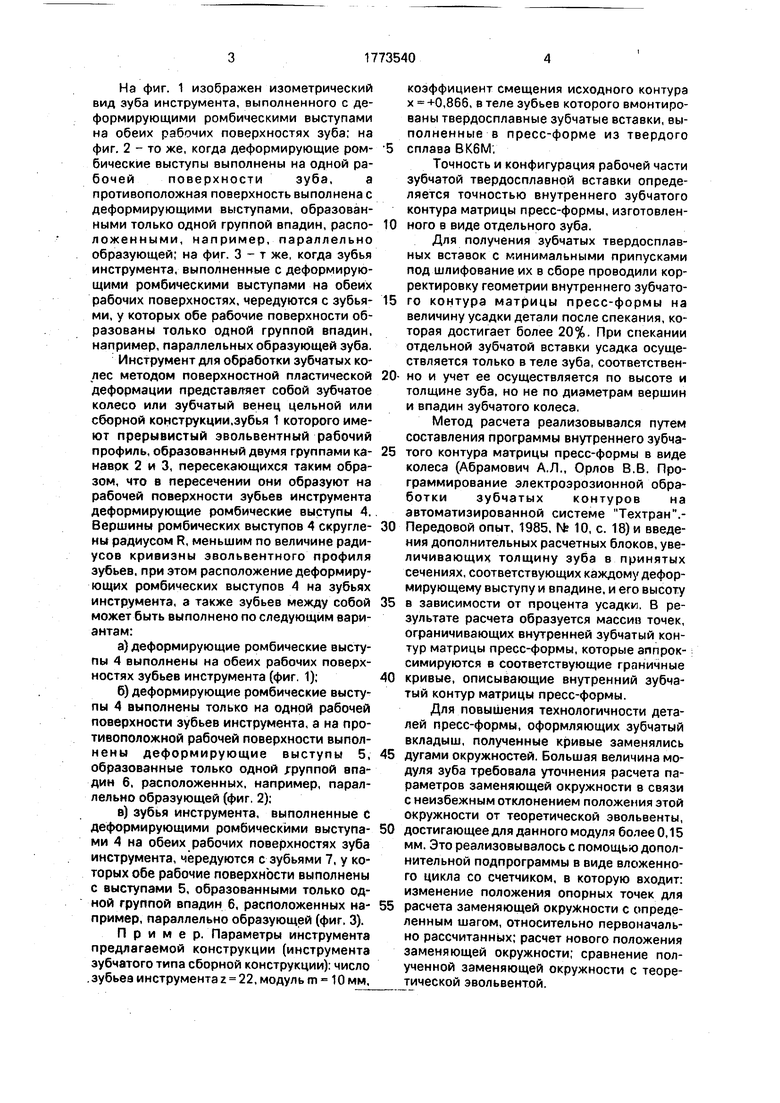
На фиг. 1 изображен изометрический вид зуба инструмента, выполненного с деформирующими ромбическими выступами на обеих рабочих поверхностях зуба; на фиг. 2 - то же, когда деформирующие ромбические выступы выполнены на одной рабочей поверхности зуба, а противоположная поверхность выполнена с деформирующими выступами, образованными только одной группой впадин, расположенными, например, параллельно образующей; на фиг. 3 - т же, когда зубья инструмента, выполненные с деформирующими ромбическими выступами на обеих рабочих поверхностях, чередуются с зубьями, у которых обе рабочие поверхности образованы только одной группой впадин, например, параллельных образующей зуба.
Инструмент для обработки зубчатых колес методом поверхностной пластической деформации представляет собой зубчатое колесо или зубчатый венец цельной или сборной конструкции,зубья 1 которого имеют прерывистый эвольвентный рабочий профиль, образованный двумя группами канавок 2 и 3, пересекающихся таким образом, что в пересечении они образуют на рабочей поверхности зубьев инструмента деформирующие ромбические выступы 4. Вершины ромбических выступов 4 скруглены радиусом R, меньшим по величине радиусов кривизны эвольвентного профиля зубьев, при этом расположение деформирующих ромбических выступов 4 на зубьях инструмента, а также зубьев между собой может быть выполнено по следующим вариантам:
а)деформирующие ромбические выступы 4 выполнены на обеих рабочих поверхностях зубьев инструмента (фиг. 1);
б)деформирующие ромбические выступы 4 выполнены только на одной рабочей поверхности зубьев инструмента, а на противоположной рабочей поверхности выпол- нены деформирующие выступы 5, образованные только одной группой впадин б, расположенных, например, параллельно образующей (фиг. 2);
в)зубья инструмента, выполненные с деформирующими ромбическими выступами 4 на обеих рабочих поверхностях зуба инструмента, чередуются с зубьями 7, у которых обе рабочие поверхности выполнены с выступами 5, образованными только одной группой впадин 6, расположенных например, параллельно образующей (фиг. 3).
Пример. Параметры инструмента предлагаемой конструкции (инструмента зубчатого типа сборной конструкции): число .зубьеа инструмента z 22, модуль m 10 мм.
коэффициент смещения исходного контура х +0,866, в теле зубьев которого вмонтированы твердосплавные зубчатые вставки, выполненные в пресс-форме из твердого
сплава ВК6М.
Точность и конфигурация рабочей части зубчатой твердосплавной вставки определяется точностью внутреннего зубчатого контура матрицы пресс-формы, изготовлен0 ного в виде отдельного зуба.
Для получения зубчатых твердосплавных вставок с минимальными припусками под шлифование их в сборе проводили корректировку геометрии внутреннего зубчато5 го контура матрицы пресс-формы на величину усадки детали после спекания, которая достигает более 20%. При спекании отдельной зубчатой вставки усадка осуществляется только в теле зуба, соответствен0- но и учет ее осуществляется по высоте и толщине зуба, но не по диаметрам вершин и впадин зубчатого колеса.
Метод расчета реализовывался путем составления программы внутреннего зубча5 того контура матрицы пресс-формы в виде колеса (Абрамович А.Л., Орлов В.В. Программирование электроэрозионной обработки зубчатых контуров на автоматизированной системе Техтран.0 Передовой опыт, 1985. № 10, с. 18) и введения дополнительных расчетных блоков, увеличивающих толщину зуба в принятых сечениях, соответствующих каждому деформирующему выступу и впадине, и его высоту
5 в зависимости от процента усадки. В результате расчета образуется массив точек, ограничивающих внутренней зубчатый контур матрицы пресс-формы, которые аппроксимируются в соответствующие граничные
0 кривые, описывающие внутренний зубчатый контур матрицы пресс-формы.
Для повышения технологичности деталей пресс-формы, оформляющих зубчатый вкладыш, полученные кривые заменялись
5 дугами окружностей. Большая величина модуля зуба требовала уточнения расчета параметров заменяющей окружности в связи с неизбежным отклонением положения этой окружности от теоретической эвольвенты,
0 достигающее для данного модуля более 0,15 мм. Это реализовывалось с помощью дополнительной подпрограммы в виде вложенного цикла со счетчиком, в которую входит: изменение положения опорных точек для
5 расчета заменяющей окружности с определенным шагом, относительно первоначально рассчитанных; расчет нового положения заменяющей окружности; сравнение полученной заменяющей окружности с теоретической эвольвентой.
Из полученного семейства кривых выбирается заменяющая окружность с наименьшими отклонениями от теоретической эвольвенты. Реализован расчет с отклонениями в 0,0001 мм.
Полученные геометрические параметры выводились в печать в качестве технологических размеров для изготовления пуансона. По ним рассчитывалась и выдавалась в виде перфоленты и листинга управляющая программа электроэрозионного вырезания внутреннего контура матрицы пресс-формы.
Методика позволяет разрабатывать управляющую программу для изготовления любых очертаний внутренних зубчатых контуров матриц пресс-форм путем изменения исходных данных и реализовать ее с помощью автоматизированной системы Тех- тран на ЭВМ СМ-1420..
Матрица пресс-формы, имеющая периметр внутреннего зубчатого контура 110 мм и толщину оформляющего контура 40 мм, изготавливалась из стали ХВГ, закаливалась до HRC 58-62 и обрабатывалась на электроэрозионном вырезном станке с ЧПУ модели 4532ФЗ по программе, разработанной на основе предложенной методики. Полученные в изготовленной пресс-форме зубчатые вставки имеют минимальные рав- номерно распределенные припуски под шлифование инструмента в сборе, что снижает трудоемкость его изготовления.
Формула изобретения
1.Инструмент для обработки зубчатых колес методом поверхностной пластической деформации, выполненный в виде зубчатого колеса с зубьями, рабочая поверхность которых описана эвольвентным профилем и выполнена с выступами и впадинами, чередующимися в направлении от вершины к основанию зубьев, отличающийся тем, что, с целью повышения точности и качества обработки за счет увеличения удельного давления и равномерности его распределения, на рабочей поверхности зубьев выполнены дополнительные группы пересекающихся канавок, образующих ромг бические выступы на рабочих поверхностях зубьев в местах пересечения их с выступами, расположенными в направлении от вершины к основанию зубьев, при этом канавки каждой группы параллельны между собой.
2.Инструмент по п. 1,отличающий с я тем, что дополнительные канавки выполнены на обеих рабочих поверхностях зуба.
3.Инструмент по п. 1,отличающийся тем, что дополнительные канавки выполнены на одной рабочей поверхности зуба.
4.Инструмент по п. 2, о т л и ч а ю щ и й- с я тем, что дополнительные канавки выполнены на части зубьев, расположенных в чередующемся порядке с зубьями без дополнительных канавок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обработки зубчатых колес методом поверхностной пластической деформации | 1989 |
|
SU1690930A2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ МАТРИЦ ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1998 |
|
RU2147497C1 |
| Инструмент для обработки зубчатых колес методом поверхностной пластической деформации | 1977 |
|
SU660762A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| ИНСТРУМЕНТ ДЛЯ ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ ЗУБЬЕВ КРУПНОМОДУЛЬНЫХ КОЛЕС ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2002 |
|
RU2213148C1 |
| ЗУБЧАТОЕ ЗАЦЕПЛЕНИЕ ВАХРУШЕВЫХ | 2009 |
|
RU2396473C1 |
| Инструмент для обработки зубчатых колес | 1979 |
|
SU848134A1 |
| АРОЧНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2092725C1 |
| ЗУБЧАТАЯ ПАРА С РАЗ НО КОНТУРНЫМ ЗАЦЕПЛЕНИЕМ ДЛЯ МЕЛКОМОДУЛЬНЫХ ПЕРЕДАЧ | 1973 |
|
SU370577A1 |
| ЭВОЛЬВЕНТНАЯ ЗУБЧАТАЯ ПЕРЕДАЧА | 1999 |
|
RU2160858C1 |

Использование: окончательное формообразование и поверхностное упрочнение крупномодульных прямо- и косозубых колес. Сущность изобретения: инструмент представляет собой зубчатое колесо или зубчатый венец.зубья которого имеют прерывистый рабочий профиль, образованный двумя группами пересекающихся канавок. Канавки каждой группы параллельны между собой и при пересечении образуют на рабочей поверхности зубьев ромбические выступы. Вершины выступов скруглены радиусом, меньшим радиуса кривизны эвольвентиого профиля зубьев. 3 ил.
Щ Йг i5Wp}
я «top
ЯЯДЖ
9W Ј
/
Редактор
Составитель Г. Елистратова
Техред М.МоргенталКорректор О. Юрковецкая
Риг.З
| Инструмент для обработки зубчатых колес методом поверхностной пластической деформации | 1977 |
|
SU660762A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
