Изобретение относится к прокатному производству и может быть использовано на реверсивных толстолистовых станах.
Цель изобретения - снижение расхода металла путем исключения закатов на нижней поверхности листов.
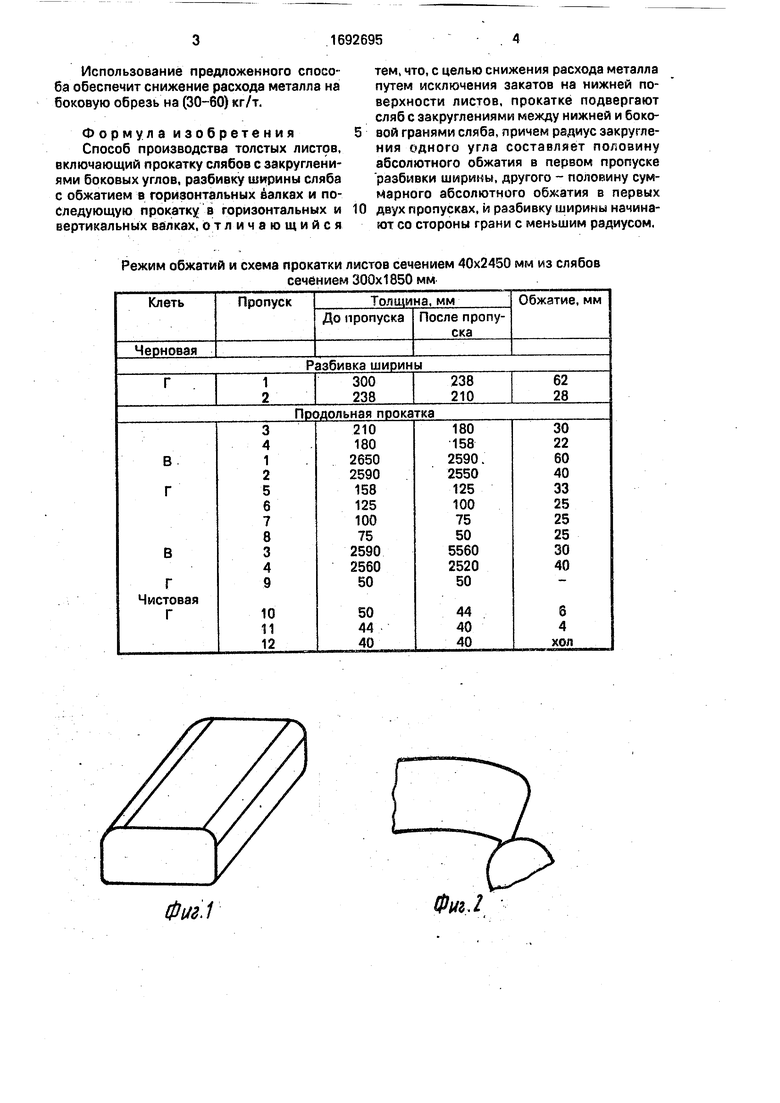
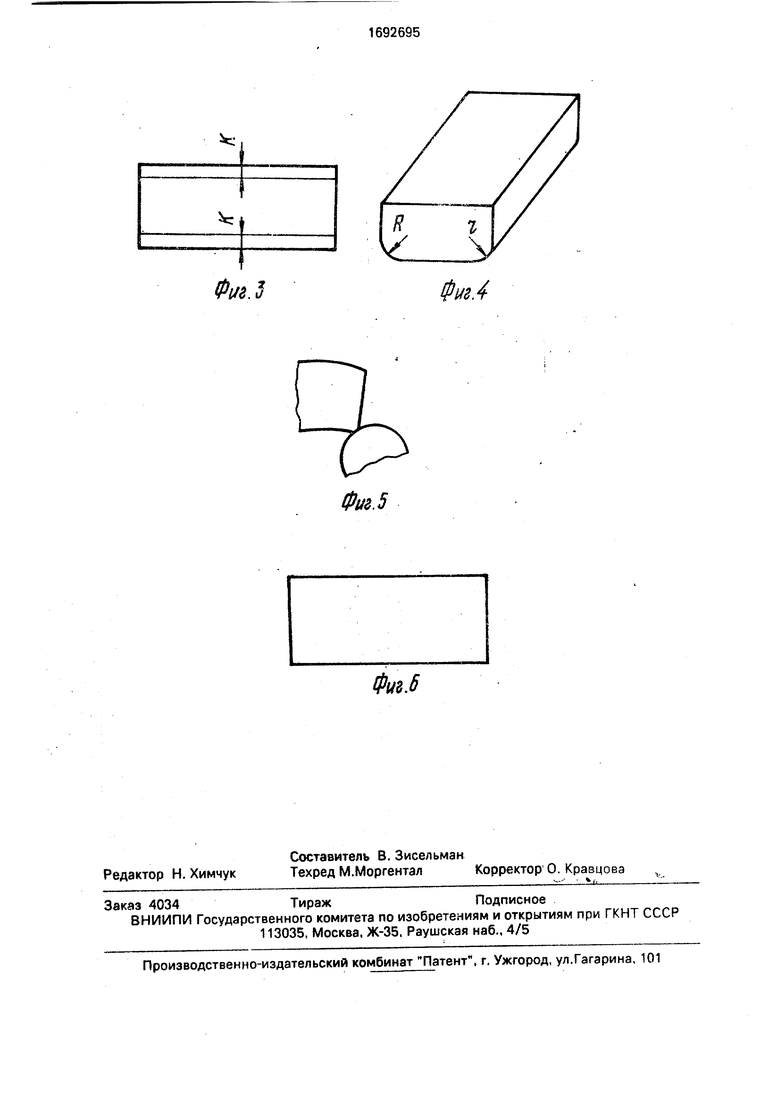
На фиг.1-3 показаны форма сляба при ударе о ролик и нижняя поверхность готового листа по известному способу; на фиг.4-6 - то же, по предлагаемому способу.
Предотвращение образования прикро- мочного дефекта в первых двух пропусках операции разбивки ширины достигается тем, что выполняют закругление между нижней и боковыми гранями сляба, при этом радиус закругления одного угла составляет половину обжатия в первом пропуске разбивки ширины, другого - половину суммарного обжатия в первых двух пропусках, а разбивку ширины начинают со стороны грани сляба с меньшим радиусом.
П р и м е р. На толстолистовом стане 3600 осуществляют экспериментальную прокатку листов с катаной кромкой
40x2450x9270 мм из слябов марки Ст 3, различных по форме боковых кромок.
Начальные размеры слябов h b x 1 300x1850x2000 мм.
Слябы первой группы имели прямоугольные боковые кромки. Слябы второй группы имели скругления боковых кромок радиусами 100 и 30 мм. Слябы третьей группы выполнены со скосами боковых кромок размером 150x180 мм. Слябы четвертой группы имели скругления боковых кромок нижней части радиусами 31 и 45 мм.
Прокатку всех слябов осуществляли по режимам, приведенным в таблице.
На листах после прокатки известных слябов вдоль боковых кромок зафиксированы закаты глубиной 1,5-2.0 мм на расстоянии от кромки К 40-80 мм, На листе, прокатанном из сляба по предлагаемому способу, дефекты поверхности отсутствуют.
Экспериментальные исследования показали, что способ позволяет избежать при- кромочного дефекта на широкой грани листа и получать листы с катаной кромкой
сл С
о
о ел
Использование предложенного способа обеспечит снижение расхода металла на боковую обрезь на (30-60) кг/т.
Формула изобретения Способ производства толстых листов, включающий прокатку слябов с закруглениями боковых углов, разбивку ширины сляба с обжатием в горизонтальных валках и последующую прокатку в горизонтальных и вертикальных валках, отличающийся
0
тем, что, с целью снижения расхода металла путем исключения закатов на нижней поверхности листов, прокатке подвергают сляб с закруглениями между нижней и боковой гранями сляба, причем радиус закругления одного угла составляет половину абсолютного обжатия в первом пропуске разбивки ширины, другого - половину суммарного абсолютного обжатия в первых двух пропусках, и разбивку ширины начинают со стороны грани с меньшим радиусом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки толстых листов | 1989 |
|
SU1696016A1 |
| СПОСОБ ПРОКАТКИ ТОЛСТЫХ ЛИСТОВ НА РЕВЕРСИВНОМ СТАНЕ | 2012 |
|
RU2490080C1 |
| Способ производства листового металла | 1986 |
|
SU1424879A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО МЕТАЛЛА | 2001 |
|
RU2209125C1 |
| Способ прокатки листов преимущественно из слитков ЭШП | 1991 |
|
SU1779417A1 |
| СЛИТОК | 1999 |
|
RU2177381C2 |
| СПОСОБ ПРОИЗВОДСТВА ШТРИПСА ДЛЯ ТРУБ БОЛЬШОГО ДИАМЕТРА ИЗ НИЗКОЛЕГИРОВАННОЙ СТАЛИ НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2403998C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВОГО ПРОКАТА НА РЕВЕРСИВНОМ ТОЛСТОЛИСТОВОМ СТАНЕ | 2009 |
|
RU2409434C1 |
| Способ производства толстых листов | 1988 |
|
SU1600873A1 |
| Способ производства широких толстых листов из нержавеющих сталей | 2017 |
|
RU2660504C1 |
Изобретение относится к прокатному производству и может быть использовано на реверсивных толстолистовых станах. Цель изобретения - снижение расхода металла путем исключения закатов на нижней поверхности листов. Сляб выполняют с закругленными углами между нижней и боковыми гранями, при этом радиус закругления одного узла составляет половину обжатия в первом пропуске, другого - половину обжатия в первых двух пропусках. Разбивку ширины начинают со стороны грани сляба с меньшим радиусом. 6 ил., 1 табл.
Режим обжатий и схема прокатки листов сечением 40x2450 мм из слябов
сечением 300x1850 мм
Физ.1
ФпЛ
Фм. J
Фиг. 5
фиг.4
Фиг.б
| Способ производства листового металла | 1986 |
|
SU1424879A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
