Область техники, к которой относится изобретение
Данное изобретение относится к изготовлению бритвенных лезвий.
Уровень техники
Бритвенное лезвие обычно изготавливается из непрерывной полосы заготовки, которая закаляется и заостряется, когда полоса перемещается по производственной линии. Полоса затем разделяется на секции по длине лезвия, используемые при изготовлении отдельных бритвенных картриджей.
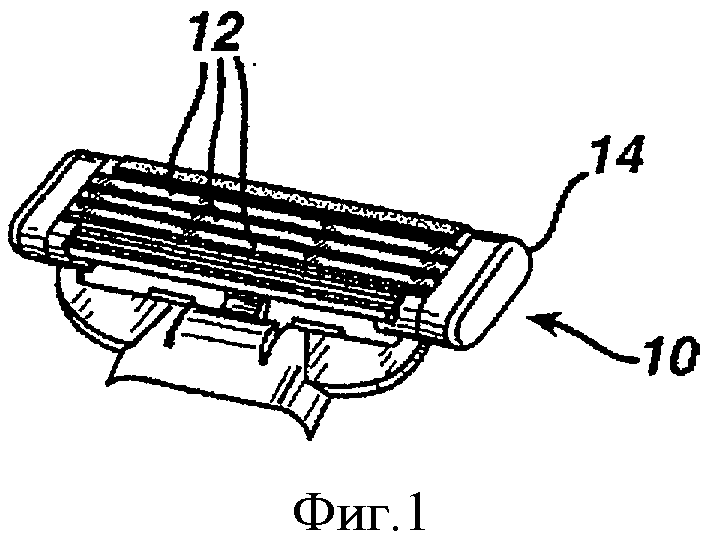
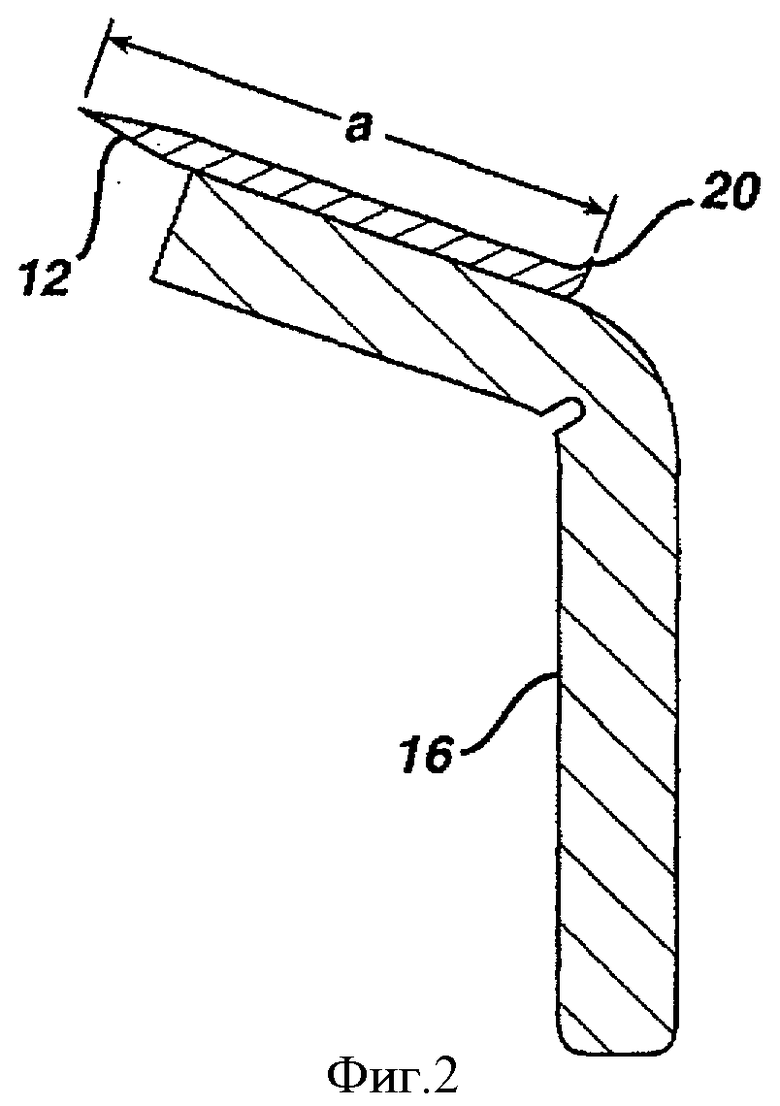
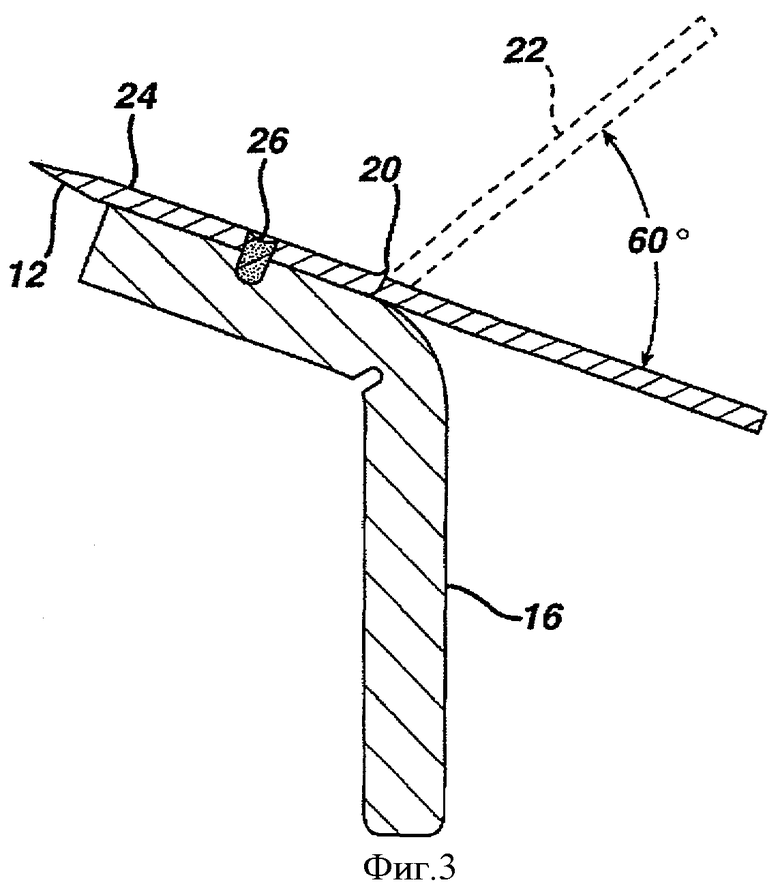
В некоторых приложениях лезвия крепятся на скошенных опорах, которые установлены с возможностью скольжения в картридже для движения вверх и вниз во время бритья. Например, фиг.1 показывает картридж 10 с лезвиями 12, установленными с возможностью скольжения в корпусе 14, а фиг.2 показывает лезвие 12 на опоре 16. В этих приложениях лезвия не могут перекрывать друг друга и тем самым имеют малый размер «а» от режущего края 18 до заднего края 20. Полосовой материал и секции лезвий, тем не менее, должны иметь достаточное расстояние от переднего края до заднего края, чтобы должным образом крепить и удерживать материал и секции во время обработки и присоединения к опорам лезвия. Таким образом, необходимо удалять часть материала лезвия после обработки и присоединения, чтобы лезвие имело желательный малый размер от режущего края до заднего края. В некоторых приложениях задняя секция 22, показанная на фиг.3, удаляется путем отгибания задней секции 22 на угол между 60° и 90° относительно передней секции 24 после того, как передняя секция присоединена к опоре лезвия. Фиг.3 также показывает точечную сварку 26, использованную для присоединения лезвия 12 к опоре 16. Естественно, что имеется повернутая вверх часть на заднем крае 20 присоединенной секции лезвия, где удалена задняя секция. В некоторых случаях заднюю секцию 22 удалить не так легко.
В патенте США 6.629.475 описан способ изготовления бритвенных лезвий, в котором полосовой материал смещается, чтобы обеспечить часть 22, которую легче удалить.
Сущность изобретения
Изобретение в целом относится к способам изготовления бритвенных лезвий из полосового материала. В одном объекте изобретения способ включает в себя этапы, на которых уменьшают толщину полосового материала на по меньшей мере 10%, и затем преобразуют полосовой материал в бритвенные лезвия. Толщина полосового материала может быть уменьшена, например, посредством пропускания полосового материала между валками. В некоторых вариантах осуществления толщину полосового материала уменьшают на по меньшей мере 20%, по меньшей мере 30% или по меньшей мере 40%.
В предпочтительных вариантах осуществления уменьшение толщины полосового материала выполняют, пока полосовой материал перемещается в продольном направлении по производственной линии, и полосовой материал находится под растягивающим напряжением в продольном направлении. Уменьшение в толщине полосового материала снижает растягивающее напряжение на полосовом материале. В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором увеличивают или сохраняют растягивающее напряжение на полосовом материале после уменьшения толщины полосового материала.
Полосовой материал имеет проходящую в продольном направлении краевую область, которая преобразуется в края лезвия во время выполнения способа. В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором сжимают часть проходящей в продольном направлении краевой области, чтобы обеспечить толщину этой части меньше, чем толщина полосового материала смежной проходящей в продольном направлении краевой области лезвия. Эта часть может быть, например, по меньшей мере 15%, по меньшей мере 30%, по меньшей мере 50%, по меньшей мере 70%, по меньшей мере 90% или даже примерно 100% полосового материала, который становится краями лезвия. Сжатие может обеспечивать часть, проходящую в продольном направлении краевую область лезвия верхней и нижней скошенными поверхностями. В некоторых вариантах осуществления уменьшение толщины и сжатие полосового материала выполняют приблизительно одновременно. Это имеет потенциальное преимущество в том, что избегают изгибания полосового материала, что потенциально может произойти, если сжатие выполнено в отсутствие уменьшения толщины полосового материала в целом.
В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором смещают первую проходящую в продольном направлении часть полосового материала от второй проходящей в продольном направлении части полосового материала. Это смещение может быть, например, между примерно 20% и 35% толщины полосового материала. В некоторых вариантах осуществления способ дополнительно включает в себя этап, на котором выравнивают первую проходящую в продольном направлении часть полосового материала и вторую проходящую в продольном направлении часть полосового материала, чтобы удалить по меньшей мере 50%, 85% или 90% смещения.
В некоторых вариантах осуществления этапы уменьшения толщины, сжатия и выравнивания полосового материала выполняют приблизительно одновременно.
В некоторых вариантах осуществления толщину полосового материала уменьшают два, три и больше раз на различных участках при перемещении в продольном направлении.
В других объектах изобретения способ включает в себя этап, на котором уменьшают толщину полосового материала на от по меньшей мере 10% до по меньшей мере 50% ширины полосового материала, и затем преобразуют полосовой материал в бритвенные лезвия.
Другие объекты изобретения включают в себя полосовые материалы, изготовленные с помощью любого из вышеупомянутых способов, и бритвенные лезвия и заготовки для бритвенных лезвий, сделанные с помощью любого из вышеупомянутых способов.
Когда уменьшается толщина заготовки, материал сдавливается в направлении ширины и длины полосы. Посредством увеличения или сохранения скорости полосового материала в направлении длины сдавленный материал будет переноситься больше в направлении длины, чем в направлении ширины. Поскольку общая длина полосового материала обуславливает число лезвий, изготовленных из полосового материала, сохранение общей длины означает, что больше бритвенных лезвий может быть изготовлено из полосового материала.
«Полосовой материал» означает удлиненную плоскую полосу материала, например, из нержавеющей стали или другого металла, составляющий по меньшей мере 500 футов, по меньшей мере 1000 футов или по меньшей мере 5000 футов. Полосовой материал может иметь, например, ширину между 0,1 дюйма и 2 дюймов, или между 0,2 дюймов и 1,5 дюймов.
Другие объекты, признаки и преимущества способа будут очевидны из чертежей, подробного описания и из формулы изобретения.
Краткое описание чертежей
Фиг.1 является видом в перспективе картриджа бритвенных лезвий;
фиг.2 представляет собой разрез, показывающий прототип бритвенного лезвия, использованный в картридже по фиг.1;
фиг.3 представляет собой разрез, показывающий лезвие по фиг.2 перед удалением задней секции, используемой для зацепления лезвия во время обработки и прикрепления;
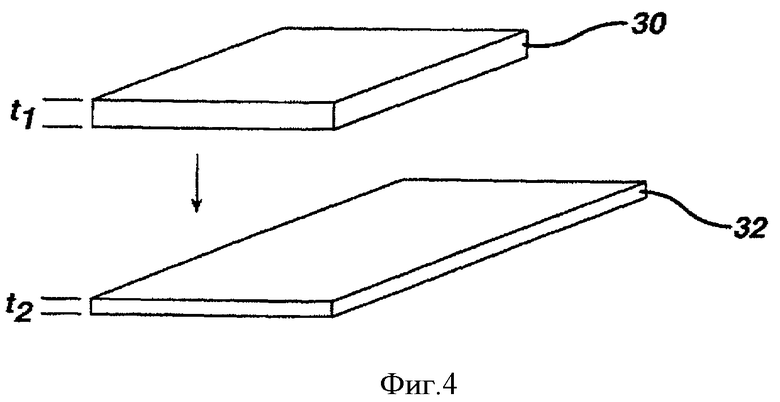
фиг.4 является видом в перспективе части полосового материала до и после того, как его толщина уменьшилась;
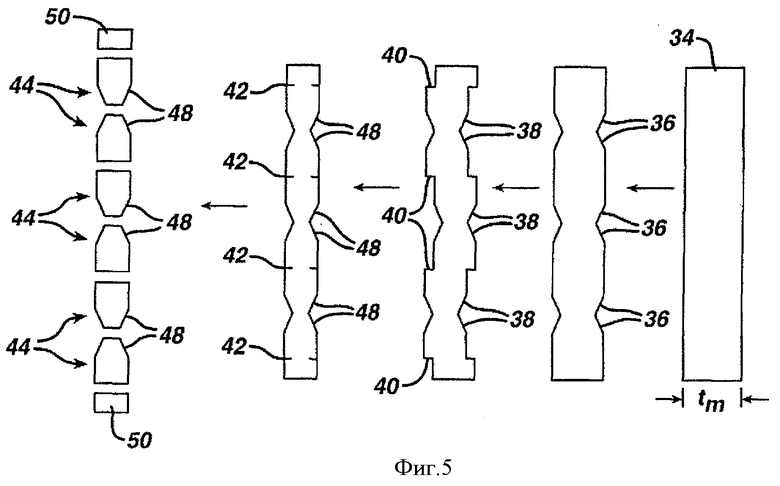
фиг.5 представляет собой блок-схему способа изготовления бритвенных лезвий, которая также обеспечивает вид в разрезе полосового материала;
фиг.6 представляет собой условный вид сверху производственной линии для выполнения некоторых этапов по фиг.5; и
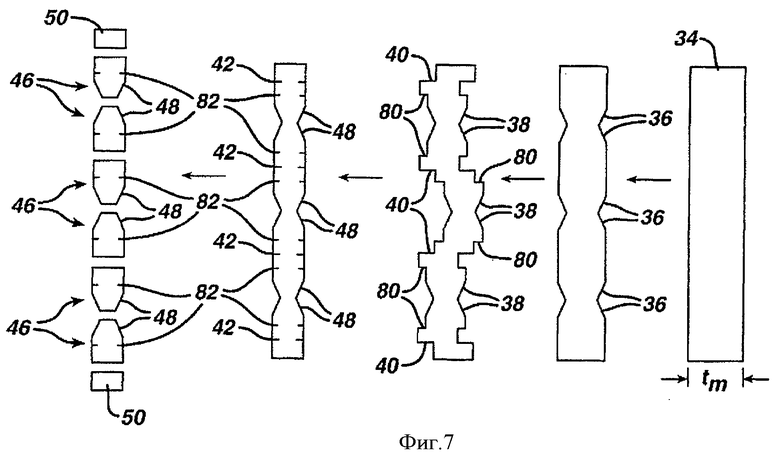
фиг.7 представляет собой блок-схему способа изготовления бритвенных лезвий, которая также обеспечивает виды в разрезе полосового материала.
Одинаковые ссылочные позиции на разных чертежах указывают одинаковые элементы.
Подробное описание изобретения
На фиг.4 полосовой материал 34 из нержавеющей стали имеет толщину (t1) между 0,003 дюйма и 0,008 дюйма, например между 0,005 дюйма и 0,007 дюйма. Преобразование полосового материала 34 в бритвенные лезвия будет обсуждено ниже. Как часть этого преобразования, полосовой материал пропускается между валками, которые утончают полосовой материал до толщины (t2), составляет между 0,001 дюйма и 0,005 дюйма, например 0,003 дюйма или 0,004 дюйма.
На фиг.5 полосовой материал 34 пропускается между тремя группами валков. Полосовой материал 34 имеет исходную толщину (tm). Первая группа валков уменьшает исходную толщину полосового материала, например, на от 20% до 30%. Полосовой материал 34 пропускается также далее между валками в трех местоположениях, чтобы обеспечить скошенные поверхности 36. Местоположение со скошенными поверхностями 36 имеет толщину меньше, чем исходная толщина заготовки. Скошенные поверхности 36, в конечном счете, становятся режущими краями лезвий на бритвенных лезвиях, изготовленных из полосового материала 34. Уменьшение толщины полосовых материалов в области(-ях), которые становятся краями лезвий, описаны в патенте США 7578217, который принадлежит тому же обладателю, что и данная заявка, и включен сюда посредством ссылки.
Полосовой материал 34 затем сжимается между второй группой валков, которая уменьшает исходную толщину полосового материала, например, дополнительно на от 20% до 30%. Полосовой материал 34 также пропускается далее между валками, чтобы обеспечить увеличенные скошенные поверхности 38 и также смещается по длине в четырех месторасположениях 40 вдоль своей длины. Полосовой материал имеет ту же самую (исходную) толщину на обеих сторонах сдвинутых местоположений 40. Местоположения со скошенными поверхностями 38 имеют толщину меньше, чем исходная толщина заготовки. Смещение описано в патенте США 7578217, который принадлежит тому же обладателю, что и данная заявка, и включен посредством ссылки. Смещение также описано в патенте США 6629475, который включен посредством ссылки. Сочетание сдавливания для получения скошенной поверхности и смещения описаны в патенте США 7578217, который уже включен посредством ссылки.
Полосовой материал 34 затем сжимается между третьей группой валков, которые уменьшают исходную толщину полосового материала, например, дополнительно на от 20% до 30%. Дополнительное утончение также растягивает материал на скошенных поверхностях 38, обеспечивая скошенные поверхности 48. Валки расплющивают смещенное местоположение 40 для обеспечения ослабленных областей 42. В показанных вариантах осуществления расплющивание удаляет большинство или все смещение, и полосовой материал имеет ту же самую (исходную) толщину на обеих сторонах ослабленных областей 42. Местоположения со скошенными поверхностями 38 имеют толщину меньше, чем исходная толщина заготовки. Расплющивание описано в патенте США 7578217, который уже включен посредством ссылки.
Полосовой материал 34 затем разделяется по длине между смежными скошенными поверхностями 48 и в ослабленной области 42, либо до, либо после тепловой обработки, чтобы обеспечить участки 44 и концевые участки 50, которые отбрасываются. Скошенные поверхности 48 заостряются, чтобы получить бритвенные лезвия, а участки 44 разрубаются на секции по длине лезвий (этапы не показаны). Получающиеся в результате бритвенные лезвия могут затем привариваться к опоре в картридже бритвы (этап не показан).
На фиг.6 производственная линия для выполнения этапов процесса утончения, прикатки и смещения/выравнивания по фиг.5 включает в себя участок 52 для подачи полосового материала 34. Полосовой материал 34 передвигается в продольном направлении L и имеет верхнюю (u) и нижнюю (l) поверхности. Полосовой материал 34 проходит через участок 54 сварки и правильно-растяжной участок 56. Участок 34 сварки используется, когда конец одного рулона полосового материала 34 нужно прикрепить к началу последующего рулона; правильно-растяжной участок 46 сохраняет соответствующие растягивающее напряжение на полосовом материале 34 на входном конце производственной линии.
Полосовой материал 34 проходит через группу валков 58, которые утончают полосовой материал, а также прикатывают полосовой материал для получения скошенных поверхностей 36. Полосовой материал 34 затем проходит через участок 60 измерения растягивающего напряжения. Участок 60 измерения растягивающего напряжения регулирует растягивающее напряжение полосового материала посредством увеличения или сохранения скорости, с которой полосовой материал движется в продольном направлении через производственную линию. Утончение полосового материала посредством валков 58 приводит к увеличению общей длины полосового материала, а увеличение или сохранение скорости полосового материала на участке 60 измерения растягивающего напряжения приспосабливает это увеличение и сохраняет требуемое растягивающее напряжение на полосовом материале в продольном направлении.
Полосовой материал 34 затем проходит через группу валков 62, которые еще утончают полосовой материал, прикатывают далее скошенную поверхность 36, чтобы получить скошенные поверхности 38 и смещают полосовой материал в местоположении 40. После этого полосовой материал 34 проходит через второй участок 64 измерения растягивающего напряжения, который регулирует скорость полосового материала таким же образом, что и участок 60 измерения растягивающего напряжения. Полосовой материал далее проходит через группу валков 66, которые еще утончают полосовой материал и расплющивают местоположение 40 для получения ослабленных областей 42. Полосовой материал после этого проходит через еще один правильно-растяжной участок 68 и наматывается на катушку на участке 70 наматывания.
Полосовой материал передвигается с существенно большей скоростью в продольном направлении на участке 70 наматывания, чем было на участке 52 разматывания. Скорость может быть увеличена, например, на по меньшей мере 15%, по меньшей мере 25%, по меньшей мере 40% или даже по меньшей мере 50%. На производственной линии, показанной на фиг.6, полосовой материал передвигается при примерно 800 футов в минуту через станцию 52 разматывания и при примерно 1200 футов в минуту через станцию 70 наматывания.
На фиг.7 в альтернативном варианте осуществления полосовой материал 34 также проходит между тремя группами валков. Первая группа валков та же самая, что и обсужденная ранее в связи с процессом, показанным на фиг.5 и 6. Вторая группа валков еще утончает полосовой материал, прикатывает далее скошенные поверхности 36 для получения скошенных поверхностей 38 и смещает полосовой материал в местоположении 40, как обсуждено ранее в связи с процессом, показанным на фиг.5 и 6. Однако вторая группа валков также смещает полосовой материал в шести местоположениях 80; смещение в местоположениях 80 меньше, чем смещение в местоположениях 40. Третья группа валков утончает и расплющивает полосовой материал таким же образом, как обсуждено ранее в связи с процессом, показанным на фиг.5 и 6; полученный в результате полосовой материал имеет вторые ослабленные области 82 в дополнение к ослабленным областям 42.
Полосовой материал 34 до или после тепловой обработки далее разделяют по длине между смежными скошенными поверхностями 48 и ослабленными областями 42, чтобы получить участки 46 и концевые участки 50, которые отбрасываются. Скошенные поверхности 48 заостряют, а участки 46 разрубают на сегменты по длине лезвий (этап не показан), чтобы получить заготовки для бритвенных лезвий, включающие в себя удаляемый участок. Заготовки для бритвенных лезвий или бритвенные лезвия, полученные из этих заготовок, могут быть установлены на опорах в бритвенном картридже, как описано в патенте США 7578217 (см., например, фиг.4), который уже включен сюда посредством ссылки.
Другие варианты осуществления находятся в пределах формулы изобретения. Например, патент США 7578217, который уже включен посредством ссылки, описывает несколько вариантов осуществления, в которых полосовой материал сжимают, смещают и (или) расплющивают; любой из этих вариантов осуществления, описанный в этих заявках, может быть использован в комбинации с утончением.
Кроме того, хотя в вариантах осуществления по фиг.5 и фиг.6 толщина полосового материала на любой стороне каждого местоположения 40 и местоположения 42 одна и та же, в других вариантах осуществления толщина на одной стороне может быть больше, чем на другой стороне. Область полосового материала наибольшей толщины определяет максимальную толщину полосового материала.
Кроме того, хотя в варианте осуществления, показанном на фиг.5 и фиг.6, полосовой материал утончается по всей ширине (w), в других вариантах осуществления полосовой материал утончается только на по меньшей мере 50%, 75% или 90% своей ширины.
Наконец, хотя варианты осуществления, показанные на фиг.5-7, включают в себя изготовление шести нитей, которые преобразуются в бритвенные лезвия, в других вариантах осуществления полосовой материал может обеспечивать, например, 2, 3, 4, 5, 7, 8, 9,10 или даже больше нитей.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛЕЗВИЙ ДЛЯ БРИТВЫ | 2006 |
|
RU2383406C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2278780C2 |
| ПРОНИЦАЕМЫЙ ДЛЯ ВОЗДУХА СЛОИСТЫЙ МАТЕРИАЛ, ПОСТОЯННО ПРИНИМАЮЩИЙ ФОРМУ, СОГЛАСУЮЩУЮСЯ С КОНТУРАМИ ТЕЛА ПОЛЬЗОВАТЕЛЯ | 2000 |
|
RU2266138C2 |
| КОМПЛЕКТ ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2690061C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛЕЗВИЙ, ОБЕСПЕЧИВАЮЩЕЕ УЛУЧШЕНИЕ ИХ РЕЖУЩИХ СВОЙСТВ | 2009 |
|
RU2498894C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2001 |
|
RU2302333C2 |
| ИЗОГНУТЫЕ БРИТВЕННЫЕ ЛЕЗВИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2530919C2 |
| ОПОРА ЛЕЗВИЯ, РЕЖУЩИЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ОПОРУ ЛЕЗВИЯ, ГОЛОВКА БРИТВЫ, СОДЕРЖАЩАЯ ТАКОЙ РЕЖУЩИЙ ЭЛЕМЕНТ, И МЕХАНИЧЕСКИЙ БРИТВЕННЫЙ СТАНОК, СОДЕРЖАЩИЙ ТАКУЮ ГОЛОВКУ БРИТВЫ | 2018 |
|
RU2760146C2 |
| НАБОР ЛЕЗВИЙ И УСТРОЙСТВО ДЛЯ СТРИЖКИ ВОЛОС | 2014 |
|
RU2660470C2 |
| БРИТВЕННЫЙ СТАНОК С КРЫЛОВИДНЫМ ОБРАМЛЕНИЕМ СРЕДСТВА ДЛЯ БРИТЬЯ | 2008 |
|
RU2424109C2 |
Изобретения относятся к изготовлению бритвенных лезвий из полосового материала. Полосовой материал захватывают и уменьшают его толщину на по меньшей мере 10%. Уменьшение толщины производят путем пропускания полосового материала в продольном направлении между валками. Валки контактируют с верхней и нижней поверхностями полосового материала. Затем полученный полосовой материал преобразуют в бритвенные лезвия. В результате обеспечивается увеличение количества бритвенных лезвий, изготовленных из полосового материла. 2 н. и 17 з.п. ф-лы, 7 ил.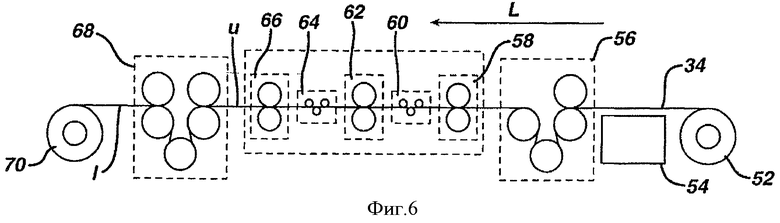
1. Способ изготовления бритвенных лезвий из полосового материала, содержащий этапы, на которых
(a) захватывают полосовой материал, который имеет верхнюю и нижнюю поверхности,
(b) уменьшают толщину полосового материала на по меньшей мере 10% путем пропускания его в продольном направлении между валками, которые контактируют с верхней и нижней поверхностями полосового материала, и
(c) преобразуют полосовой материал из этапа (b) в бритвенные лезвия.
2. Способ по п.1, отличающийся тем, что во время этапа (b) толщину полосового материала уменьшают на по меньшей мере 20%.
3. Способ по п.1, отличающийся тем, что во время этапа (b) толщину полосового материала уменьшают на по меньшей мере 30%.
4. Способ по п.1, отличающийся тем, что во время этапа (b) толщину полосового материала уменьшают на по меньшей мере 40%.
5. Способ по п.1, отличающийся тем, что этап (b) осуществляют при перемещении полосового материала в продольном направлении на технологической линии, при этом полосовой материал находится под растягивающим напряжением в продольном направлении до этапа (b), которое уменьшают в течение этапа (b) в результате уменьшения максимальной толщины полосового материала, причем способ содержит далее этап (d), на котором регулируют растягивающее напряжение на полосовом материале после этапа (b).
6. Способ по п.1, отличающийся тем, что бритвенные лезвия имеют края лезвия, а полосовой материал имеет проходящую в продольном направлении краевую область лезвия, которую преобразуют в бритвенные лезвия в ходе способа, содержащего далее этап (е), на котором сжимают проходящий в продольном направлении участок краевой области лезвия для уменьшения толщины этого участка до величины меньшей, чем толщина полосового материала, примыкающего к проходящей в продольном направлении краевой области лезвия.
7. Способ по п.6, отличающийся тем, что упомянутый участок содержит по меньшей мере 30% проходящей в продольном направлении краевой области лезвия.
8. Способ по п.6, отличающийся тем, что этапы (b) и (е) выполняют приблизительно одновременно.
9. Способ по п.6, отличающийся тем, что на этапе (е) получают проходящую в продольном направлении краевую область лезвия со скошенной верхней поверхностью и скошенной нижней поверхностью.
10. Способ по п.6, отличающийся тем, что он дополнительно содержит этап (f), на котором смещают первый проходящий в продольном направлении участок полосового материала от второго проходящего в продольном направлении участка полосового материала.
11. Способ по п.10, отличающийся тем, что этапы (b), (е) и (f) осуществляют приблизительно одновременно.
12. Способ по п.10, отличающийся тем, что он дополнительно содержит этап (g), на котором расплющивают первый проходящий в продольном направлении участок и второй проходящий в продольном направлении участок для удаления по меньшей мере 50% смещения.
13. Способ по п.1, отличающийся тем, что он дополнительно содержит этап (h), на котором смещают первый проходящий в продольном направлении участок полосового материала от второго проходящего в продольном направлении участка полосового материала,
14. Способ по п.13, отличающийся тем, что он дополнительно содержит этап (i), на котором расплющивают первый проходящий в продольном направлении участок и второй проходящий в продольном направлении участок для удаления по меньшей мере 50% смещения.
15. Способ по п.1, отличающийся тем, что полосовой материал имеет продольное направление, этап (b) выполняют при перемещении полосового материала в продольном направлении на технологической линии, при этом полосовой материал находится под растягивающим напряжением в продольном направлении до этапа (b), которое уменьшают во время этапа (b) в результате уменьшения максимальной толщины полосового материала, причем способ содержит далее этап (j), на котором регулируют растягивающее напряжение полосового материала после этапа (b).
16. Способ по п.15, отличающийся тем, что содержит далее этап (k), на котором после этапа (j) уменьшают максимальную толщину полосового материала второй раз на по меньшей мере 10%.
17. Способ по п.1, отличающийся тем, что используют полосовой материал из нержавеющей стали.
18. Способ изготовления бритвенных лезвий из полосового материала, содержащий этапы, на которых
(a) уменьшают максимальную толщину полосового материала на по меньшей мере от 10% до по меньшей мере 50% по ширине полосового материала, и
(b) преобразуют полосовой материал из этапа (а) в бритвенные лезвия.
19. Способ по п.18, отличающийся тем, что во время этапа (а) максимальную толщину полосового материала уменьшают на по меньшей мере от 10% до по меньшей мере 75% по ширине полосового материала.
| УСТРОЙСТВО ЗАЩИТЫ ЗРЕНИЯ ОТ ОСЛЕПЛЕНИЯ | 1995 |
|
RU2093874C1 |
| ИЗГОТОВЛЕНИЕ БРИТВЕННОГО ЛЕЗВИЯ | 1996 |
|
RU2162024C2 |
| БРИТВЕННОЕ ЛЕЗВИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, СПОСОБ НАНЕСЕНИЯ ТВЕРДОГО УГЛЕРОДНОГО ПОКРЫТИЯ НА ЛЕЗВИЕ И БРИТВЕННЫЙ БЛОК | 1995 |
|
RU2238185C2 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

