Область техники, к которой относится изобретение
Данное изобретение относится к изготовлению лезвий для бритвы.
Уровень техники
Лезвия для бритвы обычно изготавливаются из непрерывной полосы заготовки, которая закаляется и заостряется, когда полоса перемещается по линии обработки. Полоса затем разделяется на секции по длине лезвия, используемые при изготовлении отдельных картриджей для бритвы.
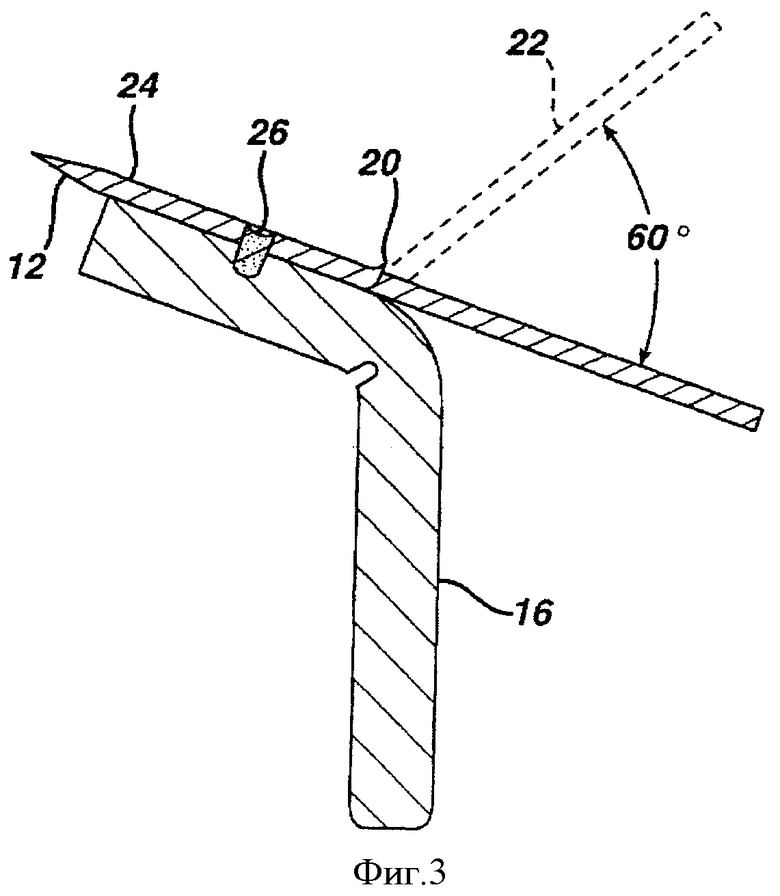
В некоторых приложениях лезвия крепятся на скошенных опорах, которые установлены с возможностью скольжения в картридже для движения вверх и вниз во время бритья. Например, фиг.1 показывает картридж 10 с лезвиями 12, установленными с возможностью скольжения в корпусе 14, а фиг.2 показывает лезвие 12 на опоре 16. В этих приложениях лезвия не могут перекрывать друг друга и, следовательно, имеют малый размер «а» от режущего края 18 к заднему краю 20. Полоса заготовки и секции лезвия, тем не менее, должны иметь достаточное расстояние от переднего края до заднего края, чтобы должным образом крепить и удерживать материал и секции в течение обработки и присоединения к опорам лезвия. Таким образом, необходимо удалять часть материала лезвия после обработки и присоединения, чтобы лезвие имело необходимый малый размер от режущего края до заднего края. В некоторых приложениях тыловая секция 22, показанная на фиг.3, удаляется путем отгибания тыловой секции 22 между 60° и 90° относительно передней секции 24 после того, как передняя секция присоединена к опоре лезвия. Фиг.3 также показывает точечную сварку 26, использованную для присоединения лезвия 12 к опоре 16. Вполне естественно, что имеется направленная вверх часть на тыловом крае 20 присоединенной секции лезвия, где удалена тыловая секция. В некоторых случаях тыловую секцию 20 удалить не так легко.
В патенте США 6.629.475 описан способ изготовления лезвий для бритвы, в котором материал полосы смещается, что обеспечивает более легкое удаление части 22.
Сущность изобретения
Изобретение, в общем, относится к способам изготовления лезвий для бритвы, которые включают в себя снижение толщины полосового материала во всей или в части проходящей в продольном направлении области, которая позже становится режущими краями лезвия для бритвы.
В одном объекте изобретения способ включает в себя этапы, на которых: (а) сжимают часть проходящего в продольном направлении области края бритвы, чтобы обеспечить часть с толщиной, которая меньше, чем полосовой материал смежной области; и (b) преобразуют полосовой материал в лезвия бритвы. Эта часть может составлять, к примеру, по меньшей мере 15%, по меньшей мере 30%, по меньшей мере 50%, по меньшей мере 70%, по меньшей мере 90%, или примерно 100% от полосового материала, который в конечном счете становится режущими кромками лезвий бритвы. «Режущая кромка», как используется здесь, включает в себя клинообразную часть лезвия от заостренного конца до пересечения с плоской частью лезвия.
В некоторых вариантах осуществления сжатие включает в себя пропускание полосового материала между валками, которые соприкасаются и уменьшают толщину полосового материала.
В других вариантах осуществления сжатие обеспечивает проходящую в продольном направлении область режущей кромки одной или несколькими скошенными поверхностями. Например, после сжатия проходящая в продольном направлении область режущей кромки может иметь верхнюю скошенную поверхность и соответствующую нижнюю скошенную поверхность. Скошенная(ые) поверхность(и) может быть, в общем, прямой, в общем, вогнутой, или, в общем, выпуклой.
В некоторых вариантах осуществления проходящая в продольном направлении часть режущей кромки, в общем, расположена в центре полосового материала. В других вариантах осуществления проходящая в продольном направлении часть режущей кромки может быть расположена на одном или обоих боковых краях полосового материала.
В других вариантах осуществления способ дополнительно включает в себя этапы, на которых смещают первую проходящую в продольном направлении части полосового материала относительно второй проходящей в продольном направлении части полосового материала, и, опционально, впоследствии выравнивают смещенный полосовой материал, чтобы удалить его частично или полностью.
В другом объекте изобретения способ включает в себя этап, на котором вводят в соприкосновение поверхность проходящей в продольном направлении области режущей кромки с вальцом для обеспечения скошенной поверхности. Скошенная поверхность может проходить, например, на по меньшей мере 15%, по меньшей мере 30%, по меньшей мере 50%, по меньшей мере 70%, по меньшей мере 90%, по меньшей мере 100% области.
В другом объекте изобретения способ включает в себя этап, на котором полосовой материал, включающий в себя проходящую в продольном направлении область режущей кромки, которая впоследствии становится кромками лезвия на лезвиях бритвы и имеет толщину, которая меньше толщины полосового материала, смежного с проходящей в продольном направлении областью режущей кромки, преобразуют в лезвия бритвы, включающие в себя режущие кромки.
Уменьшение толщины всего или части полосового материала в области, которая становится лезвиями бритвы, посредством вышеупомянутых способов может обеспечить одну или несколько следующих преимуществ: (1) сокращение израсходованного впустую полосового материала; (2) уменьшение времени заточки и (или) увеличение скорости заточки; (3) увеличение срока службы оборудования заточки; (4) разнообразие вариантов относительно формы полосового материала в области лезвия полосового материала перед заточкой, и (5) разнообразие вариантов преобразования полосового материала во множество полосок, которые потенциально увеличивают производительность последовательных обработок.
В предпочтительных вариантах осуществления полосовой материал представляет собой, например, нержавеющую сталь.
Другие объекты изобретения включают в себя полосовые материалы, обработанные с помощью любого из вышеупомянутых способов, и лезвия бритв и исходные материалы для лезвий бритв, сделанные с помощью любого из вышеупомянутых способов.
«Полосовой материал» означает удлиненную плоскую полосу материала, например, из нержавеющей стали или другого металла, составляющий по меньшей мере 500 футов, по меньшей мере 1000 футов или по меньшей мере 5000 футов.
Длина, ширина, толщина, верх и низ в применении к полосовому материалу пояснены при обсуждении фиг.5 и 6.
Другие объекты, признаки и преимущества способа будут очевидны из чертежей, подробного описания и формулы изобретения.
Краткое описание чертежей
Фиг.1 является видом в перспективе картриджа бритвенного лезвия;
Фиг.2 представляет собой разрез, показывающий известное лезвие бритвы, использованное в картридже по фиг.1;
Фиг.3 представляет собой разрез, показывающий лезвие по фиг.2, перед удалением задней секции, используемой для зацепления лезвия во время обработки и крепления;
Фиг.4 представляет собой блок-схему способа изготовления бритвенных лезвий, которая также обеспечивает виды в разрезе полосового материала и лезвий бритвы;
Фиг.5 условный вид сверху производственной линии для выполнения некоторых этапов по фиг.4;
Фиг.6 представляет собой блок-схему способа изготовления бритвенных лезвий, которая также обеспечивает виды в разрезе полосового материала и лезвий бритвы;
Фиг.7 блок-схема способа изготовления исходных материалов бритвенных лезвий, которая также обеспечивает виды в разрезе полосового материала и лезвий бритвы;
Фиг.8 блок-схема способа изготовления исходных материалов бритвенных лезвий, которая также обеспечивает виды в разрезе полосового материала и лезвий бритвы;
Фиг.9 представляет собой блок-схему способа обработки полосового материала, которая также обеспечивает виды в разрезе полосового материала; и
Фиг.10 представляет собой условный вид сверху производственной линии для выполнения некоторых из шагов по фиг.9.
Подробное описание изобретения
На фиг.4 листовой материал 30 из нержавеющей стали преобразуется в лезвия 32 бритвы с режущими кромками 34. Листовой материал 30 имеет толщину (t) между примерно 0,002 дюйма и примерно 0,006 дюйма (например, примерно 0,003 дюйма или примерно 0,004 дюйма) и ширину (w), достаточную для получения лезвий 32 бритвы.
Первоначально листовой материал 30 пропускается между вальцами, которые сжимают (в данном случае путем прокатывания). Это снижает толщину (t) листового материала в области 31 заранее заданным образом, чтобы обеспечить в общем прямые скошенные поверхности 36. Скошенные поверхности 36 впоследствии преобразуются в режущие кромки 34 в лезвиях 32 бритвы.
Листовой материал 30 необязательно подвергается тепловой обработке для закалки нержавеющей стали (этап не показан), и полосовой материал разделяется в середине области 31. Скошенные поверхности 36 заостряются для обеспечения режущих кромок 34. После заострения разделенные части листового материала 30 разрубаются на секции по длине лезвия, и каждая секция дополнительно обрабатывается для получения лезвий 32 бритвы (разрубание и дальнейшая обработка не показаны). Лезвия 32 бритвы могут быть установлены на опоре бритвенных лезвий, такой как опора на фиг.2, например, посредством сварки.
На фиг.5 производственная линия для выполнения процесса прокатывания по фиг.4 включает рабочее место 42 разматывания для получения листового материала 30. Листовой материал 30 передвигается в продольном направлении L и имеет верхнюю (u) и нижнюю (l) поверхности. Полосовой материал проходит через сварочное рабочее место 44 и правильно-вытяжное рабочее место 46. Сварочное рабочее место 44 используется тогда, когда конец одного из рулонов листового материала 30 нуждается в прикреплении к концу последующего рулона; правильно-вытяжное рабочее место 46 работает с правильно-вытяжным рабочим местом 50 для поддержания соответствующего натяжения на листовом материале 30 во время обработки.
Далее, листовой материал 30 проходит через прокаточное рабочее место 48, которое включает в себя вальцы, которые прокатывают заготовку в области 36, показанной на фиг.4. Листовой материал затем проходит через правильно-вытяжное рабочее место 50 и наматывается на катушку 52. Листовой материал далее может подвергаться тепловой обработке, разделиться, заостряться и превращаться в лезвия бритвы. Рабочее место термообработки может быть необязательно предусмотрено перед правильно-вытяжным рабочим местом.
На фиг.6 полосовой материал 56 из нержавеющей стали преобразуется в лезвия 60 бритвы. Полосовой материал 56 прокатывается на обеих сторонах для обеспечения в общем скошенной поверхности 58. Полосовой материал 56 затем разрезается и после этого преобразуется в лезвия 60 бритвы (левая сторона фиг.6). Дальнейшая обработка включает в себя термообработку и заострение скошенных поверхностей 58, чтобы обеспечить режущие кромки; разделенные части полосового материала 56 разрубаются на секции по длине лезвия после заострения. Опционально, полосовой материал 56 со скошенными поверхностями 58 может подвергаться термообработке, а скошенные поверхности 58 - заостряться перед разрубанием по длине.
На фиг.6 (правая сторона) альтернативно прокатанный полосовой материал смещается вдоль своей длины в области 62 и затем расплющивается для обеспечения ослабленной области 64. Смещение и расплющивание описаны в заявке на патент США, которая принадлежит тому же самому владельцу, что и данная заявка, и которая была подана в тот же день, что и данная заявка. Эта заявка включена сюда посредством ссылки. Смещение может быть, например, между примерно 10% и примерно 50%, и предпочтительно между примерно 20% и 40%, толщины (t) широкой полосы листового материала 30. Расплющивание удаляет, например, по меньшей мере 75% смещения. После расплющивания полосовой материал 56 может разделяться по длине и далее обрабатываться, чтобы обеспечить режущие кромки; разделенные части листового материала 56 подвергаются термообработке и разрубаются после заострения на секции по длине лезвия. Опционально, полосовой материал 30 может подвергаться термообработке, и скошенные поверхности 58 заостряются перед разделением по длине.
На фиг.7 полосовой материал 66 из нержавеющей стали прокатывается по своей длине в области 68. После прокатки область 68 полосового материала 66 включает в себя, в общем, выпуклые скошенные поверхности 70. Полосовой материал 66 может подвергаться термообработке для закалки нержавеющей стали (этап не показан) и полосовой материал затем разделяется приблизительно в середине области 68, чтобы обеспечить отдельную часть 72, каждая из которых включает в себя, в общем, выпуклую скошенную поверхность 74. Поверхность 74 заостряется и отдельная часть 72 разрубается на секции по длине бритвенного лезвия, которые дополнительно обрабатываются для обеспечения бритвенных лезвий (этап не показан).
На фиг.8 полосовой материал 76 из нержавеющей стали прокатывается по своей длине для обеспечения, в общем, вогнутых скошенных поверхностей 78. Прокатанный полосовой материал опционально может подвергаться термообработке для закалки нержавеющей стали (этап не показан) и разделения полосового материала, чтобы обеспечить части 80, каждая из которых включает в себя в общем вогнутую скошенную поверхность 82. Поверхность 82 заостряется и отдельная часть 80 разрубается на секции по длине бритвенного лезвия, которые далее обрабатываются, чтобы обеспечить лезвия бритвы (этап не показан).
На фиг.9 полосовой материал 84 из нержавеющей стали прокатывается в середине для обеспечения скошенных поверхностей 86. Прокатанный полосовой материал затем смещается вдоль своей длины в областях 88 и уплощается для обеспечения ослабленных областей 90. Смещение и расплющивание описаны в заявке на патент США, которые включены предварительно посредством ссылки. После расплющивания полосовой материал включает в себя части 94 лезвия и удаляемые части 92 исходного материала для лезвий. Полосовой материал разделяется в середине по длине либо до, либо после термообработки, и после дальнейшей обработки, включающей в себя заострение отдельных скошенных поверхностей 86, преобразуется в исходные материалы бритвенных лезвий, включающих в себя части лезвия бритвы и удаляемые части. Исходные материалы лезвий бритвы, включающие в себя части лезвий и удаляемые части, описаны в заявке на патент США и в патенте США №6.629.475, которые также включены сюда посредством ссылки.
На фиг.10 производственная линия для выполнения действий прокатки, смещения и расплющивания по фиг.9 включает в себя рабочее место 96 разматывания, сварочное рабочее место 98, правильно-вытяжные рабочие места 100 и 108, прокаточное рабочее место 102 и рабочее место 110 намотки; эти рабочие места были предварительно обсуждены в связи с фиг.5. Производственная линия далее включает в себя рабочее место 104 смещения и рабочее место 106 расплющивания после прокаточного рабочего места 102. Рабочие места смещения и расплющивания описаны в заявке на патент США.
Другие варианты осуществления находятся в пределах формулы изобретения. Например, могут быть использованы другие методы сжатия для уменьшения толщины части области режущей кромки полосового материала. Кроме того, хотя полосовые материалы прокатываются на двух поверхностях в процессах, показанных на фиг.4-10, опционально полосовой материал может прокатываться только на одной поверхности. Альтернативно, когда и верхняя, и нижняя поверхности прокатываются (или иным образом сжимаются), одна сторона может прокатываться (или иным образом сжиматься) больше, чем другая. Таким образом, в этом альтернативном варианте осуществления одна прокатанная (или иным образом сжатая) поверхность будет разниться меньше по толщине от смежного полосового материала, чем другая прокатанная (или иным образом сжатая) поверхность полосового материала.
В других вариантах осуществления любая из вышеупомянутых процедур может быть объединена с процедурами утончения и, необязательно, управления вытяжением, описанными в заявке на патент США; эта заявка была подана в тот же самый день, что и настоящая заявки, она принадлежит тому же самому владельцу, и она включена сюда посредством ссылки. Например, одна оптимальная процедура включает в себя: (1) прокатку (или иное сжатие) полосового материала (необязательно в комбинации со смещением и (или) расплющиванием) и в то же время утончение полосового материала, (2) регулировку вытяжения полосового материала для компенсации добавленной длины полосового материала, проистекающей вследствие утончения, и (3) прокатка полосового материала во второй раз (снова необязательно в комбинации со смещением и (или) расплющиванием). Вытяжение полосового материала необязательно может также регулироваться после этапа (3), если данный этап также значительно утончает полосовой материал.
Хотя в вариантах осуществления, показанных на фиг.4 и фиг.6-9, прокатка уменьшает толщину приблизительно всей области режущей кромки полосового материала, прокатку (или иную форму сжатия) можно использовать для уменьшения толщины только части области режущей кромки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННЫХ ЛЕЗВИЙ | 2006 |
|
RU2404008C2 |
| ОПОРА ЛЕЗВИЯ, РЕЖУЩИЙ ЭЛЕМЕНТ, СОДЕРЖАЩИЙ ТАКУЮ ОПОРУ ЛЕЗВИЯ, ГОЛОВКА БРИТВЫ, СОДЕРЖАЩАЯ ТАКОЙ РЕЖУЩИЙ ЭЛЕМЕНТ, И МЕХАНИЧЕСКИЙ БРИТВЕННЫЙ СТАНОК, СОДЕРЖАЩИЙ ТАКУЮ ГОЛОВКУ БРИТВЫ | 2018 |
|
RU2760146C2 |
| БЕЗОПАСНАЯ БРИТВЕННАЯ СИСТЕМА (ВАРИАНТЫ), БРИТВЕННОЕ ЛЕЗВИЕ ДЛЯ БРИТВЕННОЙ СИСТЕМЫ, СПОСОБ ИЗГОТОВЛЕНИЯ БРИТВЕННОГО ЛЕЗВИЯ ДЛЯ БРИТВЕННОЙ СИСТЕМЫ | 1995 |
|
RU2152299C1 |
| КАРТРИДЖ ДЛЯ БРИТВЫ | 2020 |
|
RU2815775C2 |
| СПОСОБ ОБРАЗОВАНИЯ БРИТВЕННЫХ ЛЕЗВИЙ И БРИТВЕННОЕ ЛЕЗВИЕ | 1991 |
|
RU2108235C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛЕЗВИЙ, ОБЕСПЕЧИВАЮЩЕЕ УЛУЧШЕНИЕ ИХ РЕЖУЩИХ СВОЙСТВ | 2009 |
|
RU2498894C2 |
| БРИТВЕННЫЙ КАРТРИДЖ | 2020 |
|
RU2822647C1 |
| БРИТВЕННЫЙ КАРТРИДЖ | 2012 |
|
RU2728483C2 |
| ЦЕЛЬНОЕ ЖЕСТКОЕ БРИТВЕННОЕ ЛЕЗВИЕ | 2012 |
|
RU2733516C2 |
| РЕЖУЩИЙ ЭЛЕМЕНТ ДЛЯ БРИТВЕННЫХ ПРИБОРОВ С МНОЖЕСТВОМ ЛЕЗВИЙ, КОТОРЫЕ ИМЕЮТ УЗКУЮ ПЛАТФОРМУ ДЛЯ СПОСОБСТВОВАНИЯ ОПОЛАСКИВАНИЮ/ПРИКРЕПЛЕННОЕ СВАРКОЙ ЛЕЗВИЕ НА ДЕРЖАТЕЛЕ С УЗКИМ ПЛАТФОРМЕННЫМ УЧАСТКОМ | 2021 |
|
RU2825740C1 |








Изобретение относится к способам изготовления лезвий для бритвы. Из полосового материала с проходящей в продольном направлении областью режущей кромки получают режущую кромку лезвия бритвы. В соответствии с первым вариантом сжимают часть проходящей в продольном направлении области режущей кромки. Снижают толщину этой части, делая ее меньше, чем толщина полосового материала, смежного с областью режущей кромки. Преобразуют полосовой материал в лезвие бритвы с режущими кромками. Сжимаемая часть составляет по меньшей мере 30% области режущей кромки. В соответствии со вторым вариантом область режущей кромки деформируют по меньшей мере одним вальцом до получения скошенной поверхности. Скошенная поверхность расположена по меньшей мере на 30% ширины области режущей кромки. В результате обеспечивается уменьшение расхода полосового материала, уменьшение времени заточки оборудования, увеличение скорости заточки, увеличение срока службы оборудования заточки, увеличение производительности. 2 н. и 17 з.п. ф-лы, 10 ил.
1. Способ изготовления лезвий для бритвы, имеющих режущие кромки, из полосового материала с проходящей в продольном направлении областью режущей кромки, которую преобразуют в режущие кромки, включающий следующую последовательность действий:
(а) сжимают часть проходящей в продольном направлении области режущей кромки для обеспечения толщины этой части, меньшей, чем толщина полосового материала, смежного с проходящей в продольном направлении областью режущей кромки, и
(б) преобразуют полосовой материал после действия (а) в лезвия бритвы, включающие режущие кромки,
при этом сжимаемая часть составляет по меньшей мере 30% от проходящей в продольном направлении области режущей кромки.
2. Способ по п.1, отличающийся тем, что сжимаемая часть составляет по меньшей мере 50% от проходящей в продольном направлении области режущей кромки.
3. Способ по п.1, отличающийся тем, что сжимаемая часть составляет по меньшей мере 70% от проходящей в продольном направлении области режущей кромки.
4. Способ по п.1, отличающийся тем, что при выполнении действия (а) обеспечивают проходящую в продольном направлении область режущей кромки со скошенной верхней поверхностью и скошенной нижней поверхностью.
5. Способ по п.1, отличающийся тем, что при выполнении действия (а) обеспечивают проходящую в продольном направлении область режущей кромки с в общем прямой скошенной верхней поверхностью и с в общем прямой скошенной нижней поверхностью.
6. Способ по п.1, отличающийся тем, что при выполнении действия (а) обеспечивают проходящую в продольном направлении область режущей кромки с в общем вогнутой скошенной верхней поверхностью и с в общем вогнутой скошенной нижней поверхностью.
7. Способ по п.1, отличающийся тем, что при выполнении действия (а) обеспечивают проходящую в продольном направлении область режущей кромки с в общем выпуклой скошенной верхней поверхностью и в общем выпуклой скошенной нижней поверхностью.
8. Способ по п.1, отличающийся тем, что проходящую в продольном направлении область режущей кромки располагают приблизительно посередине на полосовом материале, который имеет верхнюю поверхность и нижнюю поверхность, при этом при выполнении действия (а) у проходящей в продольном направлении области режущей кромки образуют смежные скошенные поверхности на верхней поверхности и смежные скошенные поверхности на нижней поверхности.
9. Способ по п.9, отличающийся тем, что действие (b) включает разделение полосового материала по длине между смежными скошенными поверхностями на верхней поверхности и между смежными скошенными поверхностями на нижней поверхности для получения двух частей полосового материала и при этом каждую часть полосового материала преобразуют в лезвия бритвы.
10. Способ по п.1, отличающийся тем, что проходящую в продольном направлении область режущей кромки располагают на боковом конце полосового материала.
11. Способ по п.1, отличающийся тем, что дополнительно смещают первую проходящую в продольном направлении часть полосового материала относительно второй проходящей в продольном направлении части полосового материала.
12. Способ по п.11, отличающийся тем, что дополнительно расплющивают первую проходящую в продольном направлении часть и вторую проходящую в продольном направлении часть для удаления по меньшей мере 50% смещения.
13. Способ по п.1, отличающийся тем, что при выполнении действия (а) пропускают полосовой материал между вальцами.
14. Способ изготовления лезвий для бритвы, имеющих режущие кромки, из полосового материала с проходящей в продольном направлении областью режущей кромки, которую преобразуют в режущие кромки, включающий следующую последовательность действий:
(а) приводят в соприкосновение поверхность проходящей в продольном направлении области режущей кромки с по меньшей мере одним вальцом для получения скошенной поверхности и
(б) преобразуют полосовой материал после действия (а) в лезвия бритвы, включающие режущую кромку,
при этом скошенная поверхность расположена по меньшей мере на 30% ширины проходящей в продольном направлении области режущей кромки.
15. Способ по п.14, отличающийся тем, что скошенная поверхность расположена по меньшей мере на 50% ширины проходящей в продольном направлении области режущей кромки.
16. Способ по п.14, отличающийся тем, что получают в общем прямую скошенную поверхность.
17. Способ по п.14, отличающийся тем, что получают в общем вогнутую скошенную поверхность.
18. Способ по п.14, отличающийся тем, что получают в общем выпуклую скошенную поверхность.
19. Способ по п.14, отличающийся тем, что проходящая в продольном направлении область режущей кромки включает верхнюю поверхность и нижнюю поверхность, при этом при выполнении действия (а) приводят в соприкосновение верхнюю и нижнюю поверхности с вальцами для получения скошенной верхней поверхности и скошенной нижней поверхности.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| RU 99120687 А, 27.07.2001 | |||
| ИЗГОТОВЛЕНИЕ БРИТВЕННОГО ЛЕЗВИЯ | 1996 |
|
RU2162024C2 |
| RU 2002115624 А, 20.03.2004 | |||
| US 2004187644 A1, 30.09.2004 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |

