ОБЛАСТЬ ТЕХНИКИ
Изобретение относится в основном к квадратной режущей пластине для использования при операциях обработки металлов резанием, в частности для радиального и осевого точения.
УРОВЕНЬ ТЕХНИКИ
Такие режущие пластины имеют боковые поверхности, которые пересекаются в скругленных определенным радиусом вершинах с образованием угла при вершине. Чем больше угол при вершине, тем меньше может быть радиус без опасности его разрушения. Если вершина такой режущей пластины выполнена усеченной, угол, образованный между каждой боковой поверхностью и торцом усеченной вершины, увеличен и в результате радиус, соединяющий каждую боковую поверхность и торец усеченной вершины, может быть меньше. Режущая кромка, расположенная на каждой боковой поверхности и заканчивающаяся на малом радиусе, образует более плавную стружку, что уменьшает износ режущей пластины.
Для того чтобы увеличить степень индексируемости режущей пластины, каждая боковая поверхность предпочтительно должна образовывать идентичный угол с торцом усеченной вершины. Однако, когда режущая пластина имеет стандартный угол в плане 45° между ее режущей кромкой и направлением подачи, может иметь место нежелательный контакт торца усеченной вершины с заготовкой.
Задача настоящего изобретения состоит в создании квадратной режущей пластины, имеющей улучшенную усеченную вершину, которая значительно уменьшает или преодолевает вышеупомянутые недостатки.
Задачи изобретения достигаются посредством совокупности признаков, содержащейся в формуле изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В соответствии с настоящим изобретением предложена режущая пластина, имеющая две противолежащие торцовые поверхности, проходящую через них первую ось, сквозное отверстие, проходящее между двумя противолежащими торцовыми поверхностями и имеющее ось, совпадающую с первой осью, периферийную боковую поверхность, расположенную между торцовыми поверхностями, и периферийную кромку, образованную на пересечении каждой торцовой поверхности с периферийной боковой поверхностью, причем периферийная боковая поверхность включает четыре идентичные главные поверхности и четыре вспомогательные поверхности, каждая главная поверхность имеет первый конец вблизи одной из торцовых поверхностей и второй конец вблизи противоположной торцовой поверхности, каждая главная поверхность проходит между двумя вспомогательными поверхностями, каждая из двух вспомогательных поверхностей образует внутренний тупой угол с главной поверхностью, проходящей между ними, каждая периферийная режущая кромка включает две идентичные противолежащие режущие кромки, две идентичные противолежащие нережущие опорные кромки и четыре идентичные вспомогательные кромки, каждая вспомогательная кромка расположена между соседними режущей кромкой и нережущей опорной кромкой, режущая кромка расположена на главной поверхности, каждая вспомогательная кромка имеет первый участок, расположенный на соответствующей вспомогательной поверхности и проходящий от режущей кромки в направлении противолежащей торцовой поверхности.
Как правило, режущая пластина имеет 180° ротационную симметрию относительно первой оси.
Предпочтительно вторая ось, перпендикулярная к первой оси, проходит через главную поверхность и режущая пластина имеет 180° симметрию вокруг второй оси и дополнительно 90° симметрию вокруг первой оси.
Как правило, каждая периферийная кромка включает по меньшей мере одну опорную кромку, расположенную противоположно соответствующей режущей кромке в направлении первой оси.
Предпочтительно идентичный внутренний тупой угол образован между каждой вспомогательной поверхностью и примыкающей главной поверхностью.
Как правило, каждая вспомогательная кромка имеет второй участок, проходящий от первого участка, в основном, от противолежащей торцовой поверхности и нерасположенный на вспомогательной поверхности.
Также предложен токарный инструмент, включающий режущую пластину в соответствии с настоящим изобретением, имеющую рабочую режущую кромку при установке на резце.
Как правило, токарный инструмент предназначен для использования с заготовкой, вращающейся вокруг продольной оси, и имеет форму для обработки заготовки, причем вспомогательная кромка, смежная с рабочей главной режущей кромкой, служит как рабочая вспомогательная кромка, расположенная на рабочей вспомогательной поверхности, предназначенной для расположения с зазором относительно заготовки.
Предпочтительно токарный инструмент имеет форму для обработки поверхности вращающейся заготовки с продольным направлением движения подачи, при этом рабочая вспомогательная поверхность обращена в направлении, перпендикулярном направлению продольной подачи.
Как правило, токарный инструмент имеет форму для обработки поверхности вращающейся заготовки с радиальным направлением подачи, причем вспомогательная поверхность обращена в направлении, перпендикулярном радиальному направлению подачи.
Предпочтительно зазор между рабочей вспомогательной поверхностью и заготовкой увеличивается в направлении к противолежащей торцовой поверхности.
Настоящее изобретение обеспечивает получение следующих преимуществ. Большие углы и, следовательно, меньшие радиусы, которые обеспечивают образование более плавной стружки, могут быть образованы между каждой вспомогательной и главной поверхностями. Каждая вспомогательная поверхность выполнена со специально сформированной вспомогательной кромкой, что гарантирует отсутствие ее контакта с заготовкой. Кроме того, силы, действующие в процессе операции резания на режущие кромки, воспринимаются опорными поверхностями, расположенными на противолежащих торцовых поверхностях режущей пластины.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Для лучшего понимания настоящего изобретения и чтобы показать, как оно может быть выполнено на практике, отсылки будут сделаны к приложенным чертежам, на которых:
на фиг.1 представлен вид сверху в перспективе на режущую пластину в соответствии с настоящим изобретением;
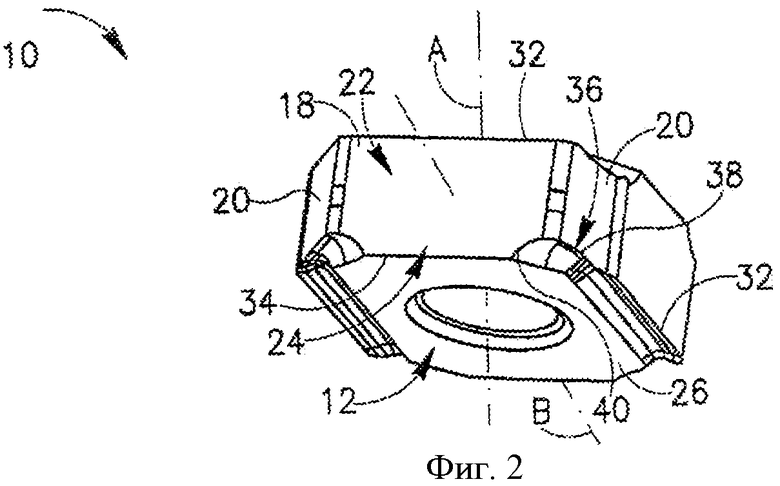
на фиг.2 представлен вид в перспективе снизу на режущую пластину;
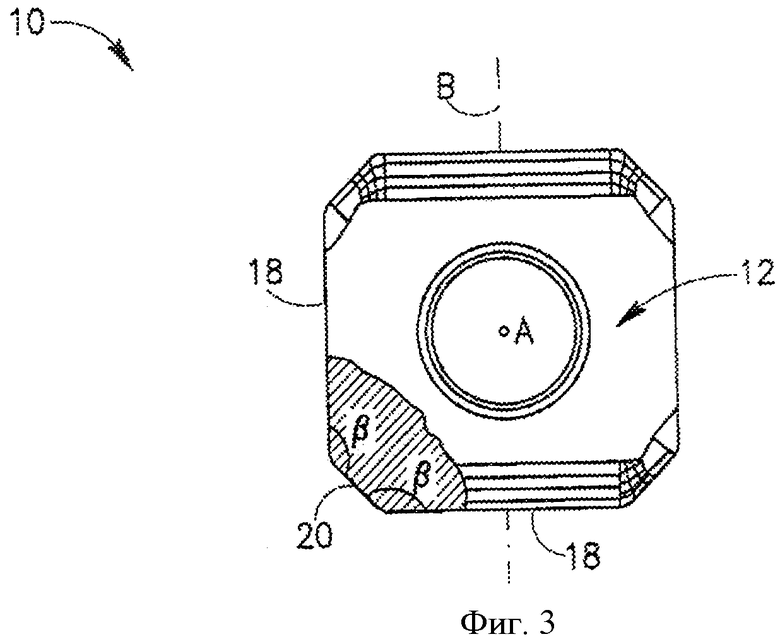
на фиг.3 представлено частичное поперечное сечение на виде сверху на режущую пластину;
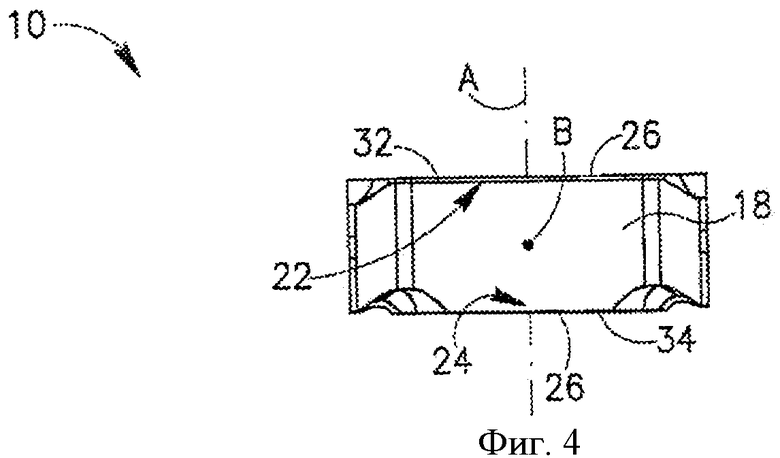
на фиг.4 представлен вид сбоку на режущую пластину;
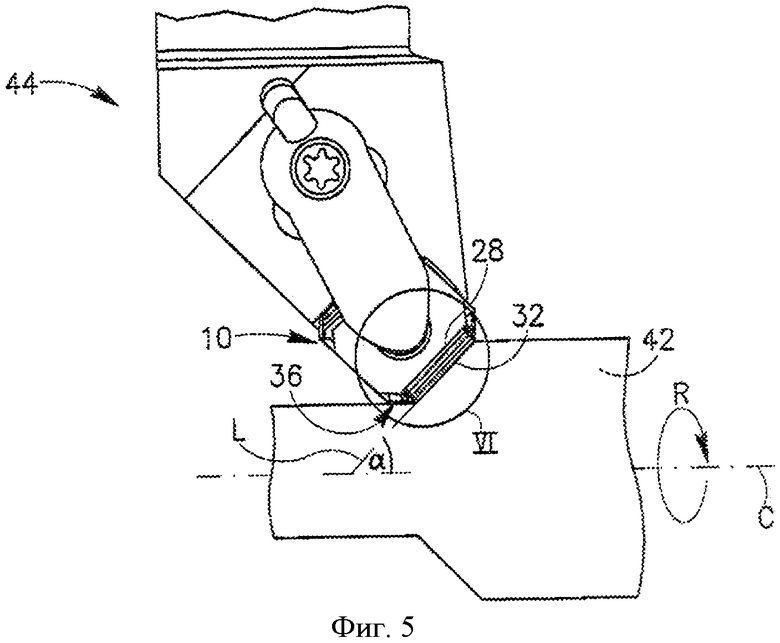
на фиг.5 представлен вид сверху на режущий инструмент с установленной на нем режущей пластиной в соответствии с настоящим изобретением;
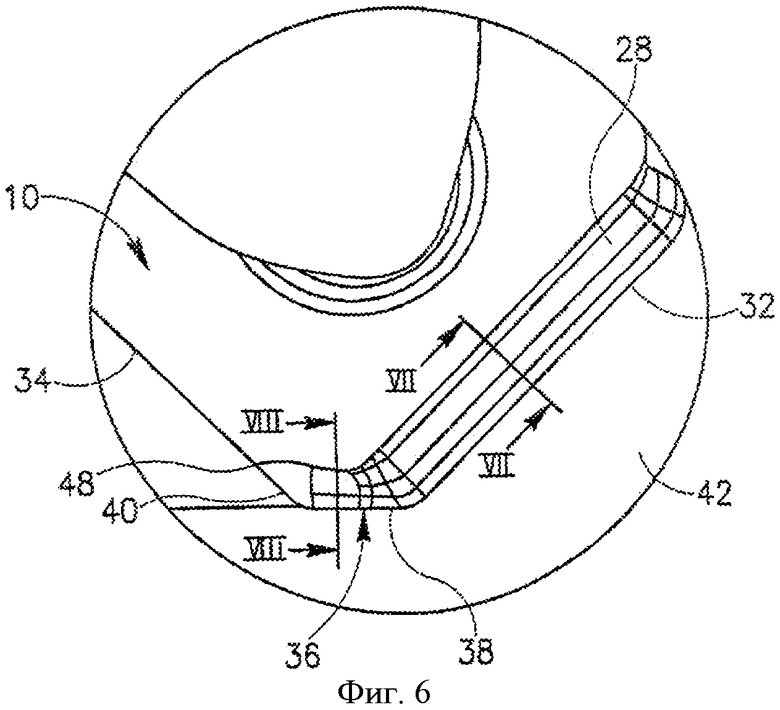
на фиг.6 представлен в увеличенном масштабе участок VI на фиг.5;
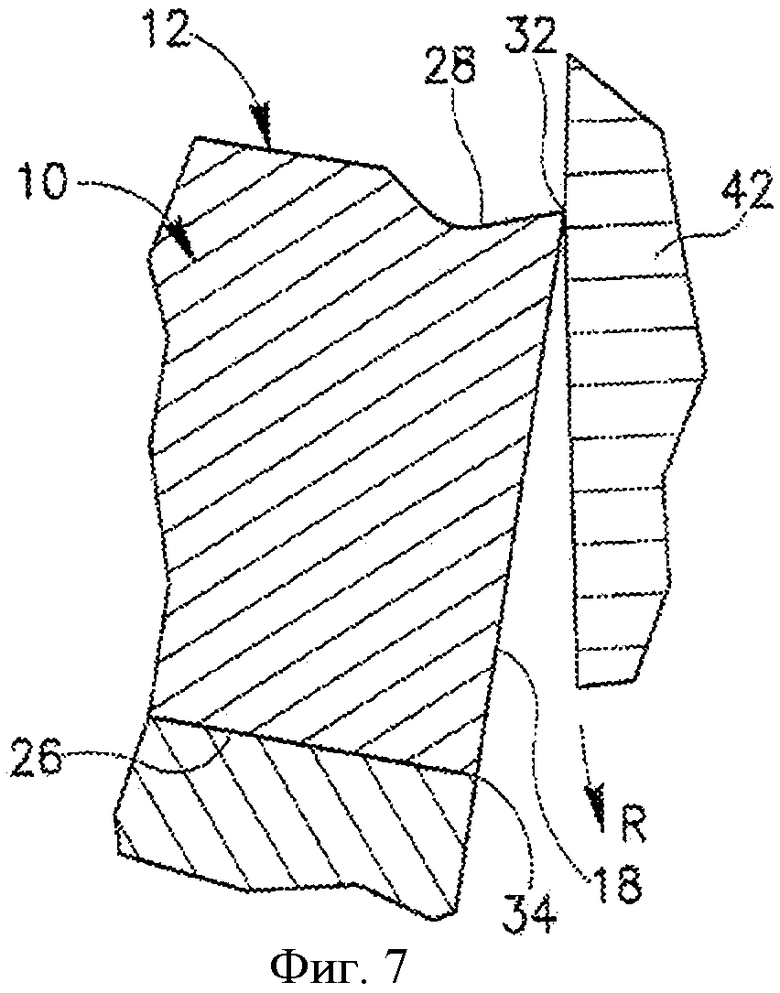
на фиг.7 частично представлено поперечное сечение по линии VII-VII на фиг.6; и
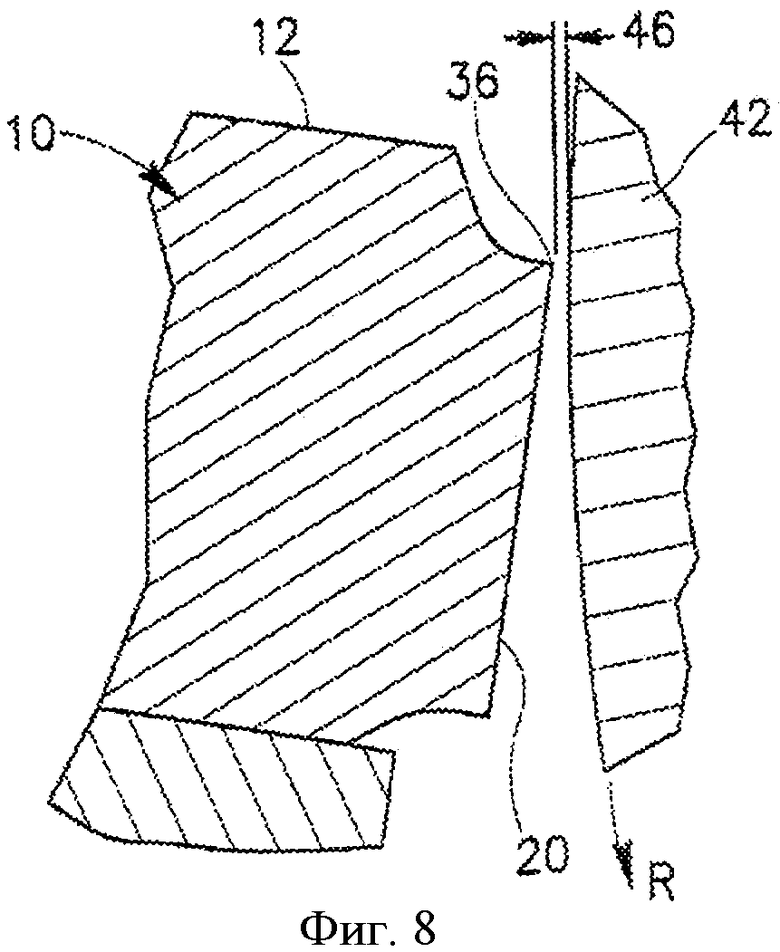
на фиг.8 частично представлено поперечное сечении по линии VIII-VIII на фиг.6.
ДЕТАЛЬНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА
Вначале обратим внимание на фиг.1-3, показывающие индексируемую режущую пластину 10, которая, как правило, изготавливается путем фасонного прессования и спекания карбидных порошков. Следует отметить, что использованные в формуле и описании изобретения термины, обозначающие направление, например: «передний», «задний» и т.д. (и производные от них), использованы только для целей иллюстрации и не предназначены для ограничения объема притязаний, обусловленного формулой изобретения.
Режущая пластина 10 имеет две идентичные противолежащие торцовые поверхности 12 и периферийную боковую поверхность 14, расположенную между ними. Режущая пластина 10 выполнена негативной и, следовательно, периферийная боковая поверхность 14 расположена в основном перпендикулярно к обеим торцовым поверхностям 12. Первая ось А режущей пластины 10 проходит через торцовые поверхности 12 и сквозное отверстие 16, ось которого совпадает с ней. Периферийная боковая поверхность 14 режущей пластины 10 включает четыре идентичных главных поверхности 18 и четыре идентичных вспомогательных поверхности 20. Каждая главная поверхность 18 расположена параллельно к противолежащей главной поверхности 18 и перпендикулярна к смежной главной поверхности 18. Каждая вспомогательная поверхность 20 расположена между парой смежных главных поверхностей 18 и образует с каждой из них внутренний тупой угол В (см. фиг.3). В данном варианте, в котором смежные главные поверхности 18 перпендикулярны друг к другу, угол В составляет 135°. Каждая главная поверхность 18 имеет первый край 22, примыкающий к одной торцовой поверхности 12, и второй край 24, примыкающий к противолежащей торцовой поверхности 12.
Каждая торцовая поверхность 12 включает опорную поверхность 26, на которую режущая пластина 10 опирается в гнезде, и две передние поверхности 28. Периферийная кромка 30 образована на пересечении каждой торцовой поверхности 12 с периферийной боковой поверхностью 14. Периферийная кромка 30 имеет две идентичные противолежащие режущие кромки 32, две идентичные противолежащие опорные кромки 34 и четыре идентичные вспомогательные кромки 36, каждая из которых расположена между примыкающими режущей кромкой 32 и опорной кромкой 34. Опорные кромки 34 не образуют кромок, которые могут резать, и, следовательно, не рассматриваются как режущие кромки. Ниже они иногда обозначаются как «нережущие кромки». Каждая режущая кромка 32 расположена на определенной передней поверхности 28 соответствующей торцовой поверхности 12 и на первом краю 22 соответствующей главной поверхности 18. Каждая опорная кромка 34 расположена на опорной поверхности 26 соответствующей торцовой поверхности 12 и на втором краю 24 соответствующей главной поверхности 18.
Каждая вспомогательная кромка 36 имеет первый участок 38, расположена на вспомогательной поверхности 20 и второй участок 40, расположена на участке второго края 24, примыкающем к главной поверхности 18, и не расположенный на данной вспомогательной поверхности 20. Первый участок 38 проходит от смежной режущей кромки 32 в направлении поперечно к первой оси А и к противолежащей торцовой поверхности 12. Второй участок 40 проходит от первого участка 38 к смежной опорной кромке 34 в направлении поперечно к первой оси А и от противолежащей торцовой поверхности 12. Вторая ось В режущей пластины 10 расположена перпендикулярно к первой оси А и проходит через пару противолежащих главных поверхностей 18.
Режущая пластина 10 имеет первую 180° симметрию вокруг первой оси А. Режущая пластина имеет также вторую симметрию, определяемую поворотом на 180° вокруг второй оси В, и дополнительно 90° поворот вокруг первой оси А. Следует отметить, что вторая симметрия режущей пластины 10 может существовать, между прочим, вследствие того, что каждая вспомогательная поверхность 20 расположена идентично в поперечном направлении к каждой из пары смежных главных поверхностей 18.
Теперь обратим внимание на фиг.4, на которой может быть видно, что в направлении первой оси А опорные поверхности 26 режущей пластины выступают наружу по отношению к режущим кромкам 32. Таким образом опорные поверхности 26 приподняты по отношению к смежным режущим кромкам 32 или, другими словами, режущие кромки 32 занижены по отношению к смежным опорным поверхностям 26 в направлении толщины режущей пластины вдоль первой оси А. В результате опорные поверхности 26 могут быть шлифованы без повреждения режущих кромок 32, а режущие кромки 32 не будут повреждать гнездо при установке в нем режущей пластины 10. Следует отметить, что вследствие второй симметрии режущей пластины ее индексируемость такова, что каждая режущая кромка 32 имеет в направлении первой оси А противолежащую опорную поверхность 26, проходящую до опорной кромки 34. Это обеспечивает режущую пластину 10 опорой, воспринимающей силы резания, действующей на режущие кромки 32 в направлении первой оси А в процессе резания.
Теперь рассмотрим фиг.5-7. Заготовка 42 имеет ось вращения С и направление вращения R, при этом стандартный режущий инструмент 44 имеет направление продольной подачи и направление радиальной подачи. Режущая пластина 10 установлена на режущем инструменте 44 и имеет рабочую режущую кромку 32, взаимодействующую с заготовкой 42. Передняя поверхность 28, относящаяся к рабочей режущей кромке 32, обращена в основном в противоположном направлении по отношению к направлению вращения R. Рабочая режущая кромка 32 и ось вращения С лежат в одной плоскости, при этом воображаемая линия L, проходящая через рабочую режущую кромку, образует угол α около 45° с осью вращения С. Ориентация режущей пластины 10 в режущем инструменте 44 такова, что она повернута вокруг рабочей режущей кромки 32 так, что соответствующая ей главная поверхность 18 (главная поверхность 18 на фиг.5 и 6 не видна) проходит от заготовки 42 с образованием зазора между главной поверхностью 18 и заготовкой 42, увеличивающегося в направлении противолежащей торцовой поверхности. Такая ориентация позволяет получить задний угол на режущей пластине 10 по отношению к заготовке 42 вдоль главной поверхности 18.
Рассмотрим дополнительно фиг.8, на которой видно, что режущая пластина 10 также имеет задний угол по отношению к заготовке 42 вдоль вспомогательной поверхности 20. Этот задний угол также возникает в результате поворота режущей пластины вокруг рабочей режущей кромки 32 и характеризуется тем, что вспомогательная поверхность 20 проходит от заготовки 42 с зазором между ними, увеличивающимся в направлении к противолежащей торцовой поверхности.
Режущая пластина 10 имеет рабочую вспомогательную кромку 36, примыкающую к рабочей режущей кромке 32. Рабочая вспомогательная кромка 36 относится к вспомогательной поверхности 20, которая обращена в направлении, перпендикулярном направлению продольной подачи. Зазор 46 образован между первым участком 38 рабочей вспомогательной кромки 36 и заготовкой 42. Зазор 46 уменьшается вдоль первого участка 38 в направлении к рабочей режущей кромке 32. Первый участок 38 может взаимодействовать с заготовкой 42 как зачистная кромка, примыкающая к рабочей режущей кромке 32. Точка пересечения 48 (лучше всего видимая на фиг.1 и 6) между вторым участком 40 каждой вспомогательной кромки 36 и опорной поверхностью 26, соответствующей торцовой поверхности 12, расположена на втором краю 24 смежной главной поверхности 18. Это гарантирует наличие зазора 46 между вспомогательной поверхностью 20, на которой расположена вспомогательной рабочая кромка 36, и заготовкой 42 в процессе резания, за исключением участка, примыкающего к рабочей кромке 32, на котором вспомогательная кромка 36 может взаимодействовать с заготовкой и выполнять функцию зачистной кромки, как описано выше.
Следует отметить, что режущий инструмент 44 может обрабатывать торец заготовки 42 с радиальным направлением подачи. В этом случае вспомогательная кромка 36, примыкающая к рабочей режущей кромке 32 и расположенная на вспомогательной поверхности 20, обращенной в направлении, перпендикулярном направлению радиальной подачи, будет рабочей вспомогательной кромкой 36 и будет обеспечен зазор 46 между ее вспомогательной поверхностью 20 и заготовкой 42.
Как становится ясно из вышеописанного, режущая пластина имеет рабочую режущую кромку при установке на токарный инструмент, выполненный для обработки поверхности заготовки, вращающейся вокруг продольной оси. Вспомогательная кромка, примыкающая к рабочей режущей кромке, служит рабочей вспомогательной кромкой. Рабочая вспомогательная кромка расположена на соответствующей рабочей вспомогательной поверхности, при этом возникает зазор между рабочей вспомогательной поверхностью и заготовкой. Рабочая вспомогательная поверхность является поверхностью, обращенной в направлении, перпендикулярном направлению подачи.
Настоящее изобретение потенциально обеспечивает ряд преимуществ. Первое, большие углы и, следовательно, меньшие радиусы, что приводит к образованию более плавной стружки между каждой вспомогательной и главной поверхностями. Второе, каждая вспомогательная поверхность выполнена со специально сформированной вспомогательной кромкой, что гарантирует отсутствие ее взаимодействия с заготовкой. Последнее, режущие кромки расположены на противолежащих торцовых поверхностях режущей пластины, могут опираться на опорные поверхности при воздействии на них сил, возникающих в процессе резания.
Хотя настоящее изобретение было описано с определенной степенью детализации, следует понимать, что различные изменения и модификации могут быть выполнены без отхода от существа изобретения, изложенного в приведенной ниже формуле.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩАЯ ПЛАСТИНА И РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2348491C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ДЕРЖАВКА ДЛЯ НЕЕ | 2003 |
|
RU2312742C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2006 |
|
RU2420372C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2337795C2 |
| РЕЖУЩАЯ ПЛАСТИНА ДЛЯ ФРЕЗЫ И ФРЕЗА | 2005 |
|
RU2389587C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2003 |
|
RU2304037C2 |
| ДВУХСТОРОННЯЯ РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2358844C2 |
| ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ФРЕЗА | 2004 |
|
RU2354511C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩИХ ПЛАСТИН | 2006 |
|
RU2402407C2 |
| ИНДЕКСИРУЕМАЯ ТАНГЕНЦИАЛЬНАЯ РЕЖУЩАЯ ПЛАСТИНА И ВРАЩАЮЩИЙСЯ РЕЖУЩИЙ ИНСТРУМЕНТ | 2007 |
|
RU2431550C2 |
Режущая пластина имеет две противолежащие торцовые поверхности, проходящую через них первую ось, сквозное отверстие, расположенное между двумя противолежащими торцовыми поверхностями и имеющее ось, совпадающую с первой осью, периферийную боковую поверхность, расположенную между торцовыми поверхностями, и периферийную кромку, образованную на пересечении каждой торцовой поверхности с периферийной боковой поверхностью. Периферийная боковая поверхность включает четыре идентичные главные поверхности и четыре идентичные вспомогательные поверхности. Каждая главная поверхность имеет первый край, примыкающий к одной торцовой поверхности, и второй край, примыкающий к противолежащей торцовой поверхности. Каждая главная поверхность расположена между двумя вспомогательными поверхностями, образующими с ней внутренний тупой угол. Каждая периферийная кромка включает две идентичные противолежащие режущие кромки, две идентичные противолежащие нережущие опорные кромки и четыре идентичные вспомогательные кромки, каждая из которых расположена между примыкающими режущей кромкой и нережущей опорной кромкой. Каждая режущая кромка расположена на главной поверхности, а каждая вспомогательная кромка имеет первый участок, расположенный на соответствующей вспомогательной поверхности и проходящий от режущей кромки в основном в направлении противолежащей торцовой поверхности. 2 н. и 10 з.п. ф-лы, 8 ил.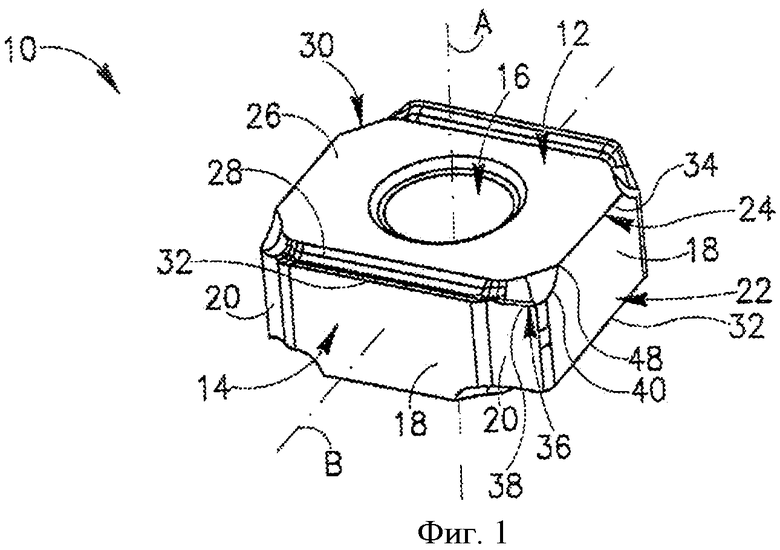
1. Режущая пластина (10), имеющая две противолежащие торцовые поверхности (12), проходящую через них первую ось (А), сквозное отверстие (16), расположенное между двумя противолежащими торцовыми поверхностями (12) и имеющее ось, совпадающую с первой осью (А), периферийную боковую поверхность (14), расположенную между торцовыми поверхностями (12), и периферийную кромку (30), образованную на пересечении каждой торцовой поверхности (12) с периферийной боковой поверхностью (14), причем периферийная боковая поверхность (14) включает четыре идентичные главные поверхности (18) и четыре идентичные вспомогательные поверхности (20), каждая главная поверхность (18) имеет первый край, примыкающий к одной торцовой поверхности (12), и второй край (24), примыкающий к противолежащей торцовой поверхности (12), каждая главная поверхность (18) расположена между двумя вспомогательными поверхностями (20), образующими с ней внутренний тупой угол (β), каждая периферийная кромка (30) включает две идентичные противолежащие режущие кромки (32), две идентичные противолежащие нережущие опорные кромки (34) и четыре идентичные вспомогательные кромки (36), каждая из которых расположена между примыкающими режущей кромкой (32) и нережущей опорной кромкой (34), каждая режущая кромка (32) расположена на главной поверхности (18), а каждая вспомогательная кромка (36) имеет первый участок (38), расположенный на соответствующей вспомогательной поверхности (20) и проходящий от режущей кромки (32), в основном, в направлении противолежащей торцовой поверхности (12).
2. Режущая пластина по п.1, которая имеет 180° ротационную симметрию относительно первой оси (А).
3. Режущая пластина по п.2, которая имеет вторую ось (В), перпендикулярную к первой оси (А) и проходящую через главную поверхность (18), и 180° симметрию вокруг второй оси (В) и дополнительно 90° симметрию вокруг первой оси (А).
4. Режущая пластина по п.1, которая имеет вторую ось (В), перпендикулярную к первой оси и проходящую через главную поверхность, и 180° симметрию вокруг второй оси и дополнительно 90° симметрию вокруг первой оси.
5. Режущая пластина по п.4, в которой каждая периферийная кромка включает по крайней мере одну опорную кромку, расположенную противоположно данной режущей кромке в направлении первой оси.
6. Режущая пластина по п.1, в которой идентичный внутренний тупой угол образован между каждой вспомогательной поверхностью и примыкающей главной поверхностью.
7. Режущая пластина по п.1, в которой каждая вспомогательная кромка имеет второй участок, проходящий от первого участка, в основном, от противолежащей торцовой поверхности и нерасположенный на вспомогательной поверхности.
8. Токарный инструмент, включающий режущую пластину по п.1, имеющую при установке на нем рабочую режущую кромку.
9. Токарный инструмент по п.8, предназначенный для использования с заготовкой, вращающейся вокруг продольной оси, и имеющий форму для обработки заготовки, причем вспомогательная кромка, примыкающая к рабочей режущей кромке, служит как рабочая вспомогательная кромка, рабочая вспомогательная кромка расположена на рабочей вспомогательной поверхности, при этом образован зазор между рабочей вспомогательной поверхностью и заготовкой.
10. Токарный инструмент по п.8, имеющий форму для обработки поверхности вращающейся заготовки с продольным направлением подачи, причем рабочая вспомогательная поверхность обращена в направлении, перпендикулярном к продольному направлению подачи.
11. Токарный инструмент по п.8, имеющий форму для обработки поверхности вращающейся заготовки с радиальным направлением подачи, причем рабочая вспомогательная поверхность обращена в направлении, перпендикулярном к радиальному направлению подачи.
12. Токарный инструмент по п.8, при использовании которого зазор между рабочей вспомогательной поверхностью и заготовкой увеличивается в направлении противолежащей торцовой поверхности.
| Топчак-трактор для канатной вспашки | 1923 |
|
SU2002A1 |
| Резец | 1975 |
|
SU642083A1 |
| Резец | 1978 |
|
SU902981A1 |
| Режущая пластина | 1982 |
|
SU1060322A1 |
| Станок для формовки концов труб и формирования в них пазов | 1986 |
|
SU1423231A1 |

