г
20
4 ГО
00
ьо
со
ш
22
Изобретение относится к машиностроению, в частности к- обработке давлением полых изделий, например труб, и может ;быть использовано в автомобилестроении для :формовки и просечки пазов трубы глу- :шителя автомобиля.
I Цель изобретения - повышение произ- |водительности путем совмешения операций |формовки концов труб и формирования в |них пазов.
На фиг. 1 показан станок, общий вид; 10 мещения фигурные пуансоны 10 своими
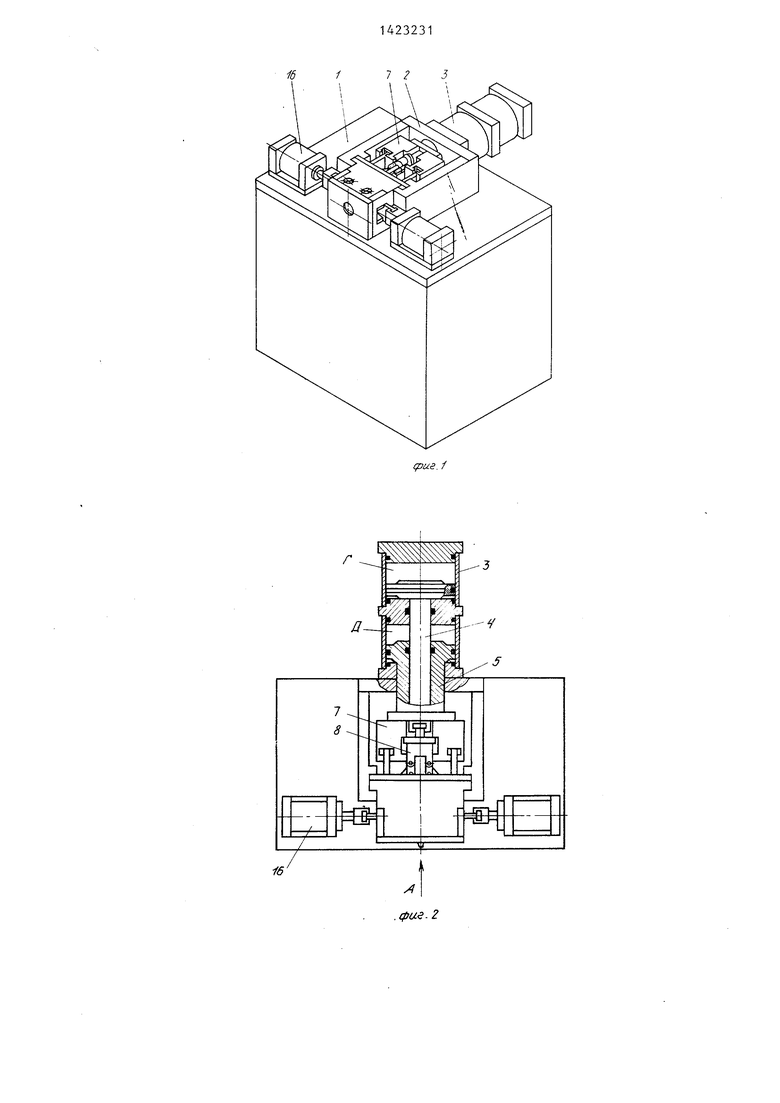
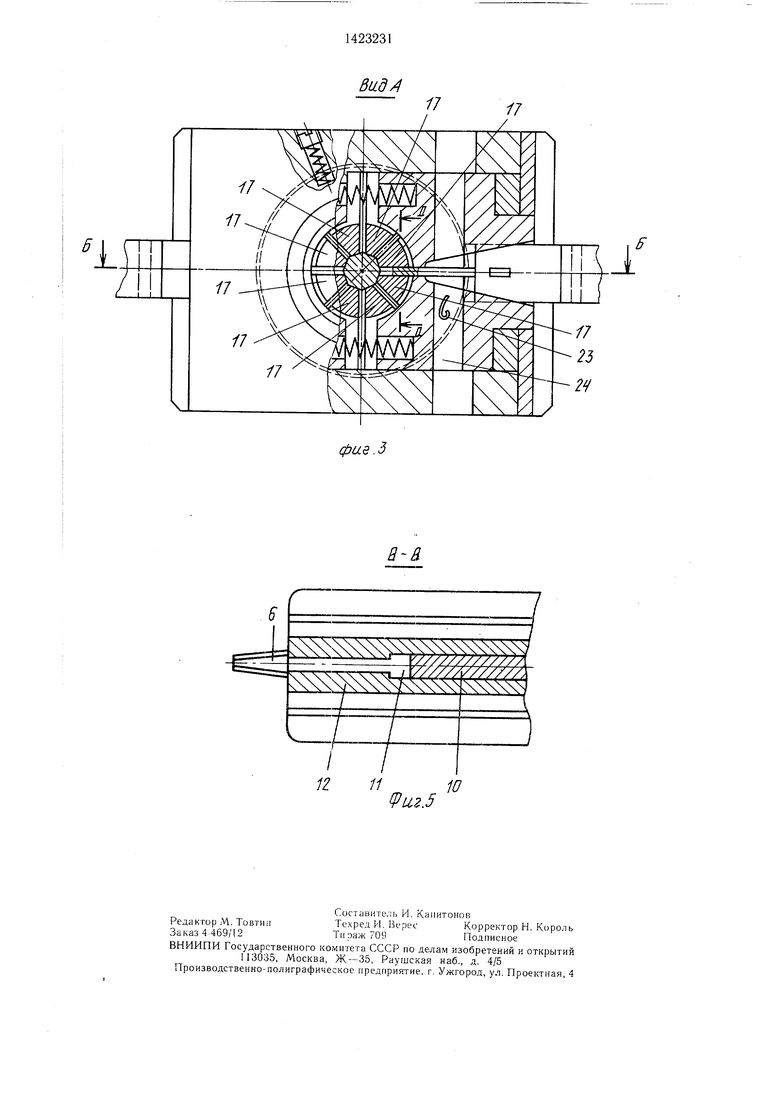
на фиг. 2 - то же, план; на фиг. 3 вид А на фиг. 2; на фиг. 4 - сечение Б-Б на фиг. 3; на фиг. 5 - сечение В-В на фиг. 3.
Станок состоит из станины 1, на которой
захватами 14 входят в зацепление с тягами 15. Затем срабатывают гидроцилиндры 16 и перемещают фигурные пуансоны в радиальном направлении, тем самым окончательно формируя пазы, а высечка 23 высмонтирован узел 2, включающий гидропри- падает через окна 24. Затем щтоки гидро- вод, выполненный в виде сдвоенного цилиндров возвращаются в исходное полои
20
гидроцилиндра 3 с полостью Г и по- |лостью Д и коаксиально расположенными штоками 4, 5. Шток 4 связан с центральным клином 6. Шток 5 связан через колодку 7, державку 8 и серьги 9 с фигурными пуансонами 10. Фигурные пуансоны 10 расположены в пазах 11 разжимного пуансона 12 и имеют наклон- jHbie режущие кромки 13, а также захва- 1ты 14. Захваты 14 в конце осевого пе- 5 ремещения фигурных пуансонов взаимо- действуют с тягами 15. Тяги 5 связаны с приводами радиального перемещения фигурных пуансонов, выполненными в виде гидроцилиндров 16. Разжимной пуансон 12 состоит из подпружиненных сегментов 17, опирающихся на центральный клин 6. Фи- :гурные пуансоны 10 своими наклонными режущими кромками 13 контактируют с режущими кромками 18 подвижных матриц 19. Подвижные матрицы 19 установлены с воз- ;можностью взаимодействия с боковыми КЛИНЬЯМИ 20, которые, в свою очередь, (снабжены пружинами 21, расположенными в i колодке 7.
30
35
жение и станок готов к обработке следующей трубы.
Применение станка обеспечит повыщение производительности труда в 1,5-2 раза, так как позволит производить формовку концов труб и формирование в них пазов за одну установку заготовки.
Формула изобретения
Станок для формовки концов труб и формирования в них пазов, содержащий смонтированные на станине узел формовки концов труб, включающий центральный клин с приводом осевого перемещения в виде гидроцилиндра, пуансон, состоящий из подпружиненных сегментов, установленных с возможностью взаимодействия с центральным клином, и узел формирования пазов, включающий фигурные пуансоны, установленные с возможностью перемещения в радиальном и осевом направлениях от приводов, а также связанные с приводом радиального перемещения матрицы, отличаюв сформованную трубу 22. Шток 5, продолжая перемещаться, сжимает пружины 21 и, выбрав зазор между колодкой 7 и державкой 8, перемеш,ает последнюю, тем самым через серьги 9 перемещает вдоль оси центрального клина 6 фигурные пуансоны 10, которые своими наклонными режущими кромками 13, контактируя с режущими кромками 18 подвижных матриц, прорезают пазы в трубе 22. В конце осевого пере мещения фигурные пуансоны 10 своими
захватами 14 входят в зацепление с тягами 15. Затем срабатывают гидроцилиндры 16 и перемещают фигурные пуансоны в радиальном направлении, тем самым окончательно формируя пазы, а высечка 23 вы падает через окна 24. Затем щтоки гидро- цилиндров возвращаются в исходное поло0
5
0
5
жение и станок готов к обработке следующей трубы.
Применение станка обеспечит повыщение производительности труда в 1,5-2 раза, так как позволит производить формовку концов труб и формирование в них пазов за одну установку заготовки.
Формула изобретения
Станок для формовки концов труб и формирования в них пазов, содержащий смонтированные на станине узел формовки концов труб, включающий центральный клин с приводом осевого перемещения в виде гидроцилиндра, пуансон, состоящий из подпружиненных сегментов, установленных с возможностью взаимодействия с центральным клином, и узел формирования пазов, включающий фигурные пуансоны, установленные с возможностью перемещения в радиальном и осевом направлениях от приводов, а также связанные с приводом радиального перемещения матрицы, отличаю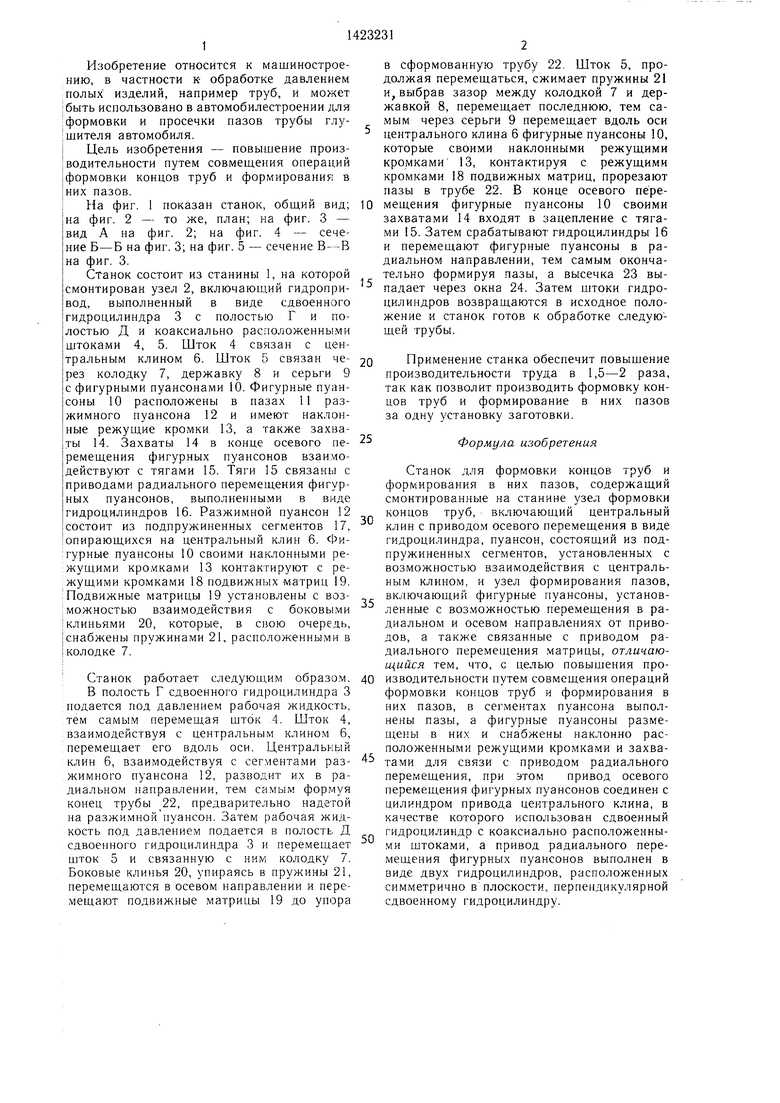
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГАЗОСТАТИЧЕСКОЙ ФОРМОВКИ ПОЛЫХ ЗАГОТОВОК | 2014 |
|
RU2564655C1 |
| ШТАМП ДЛЯ ОБРЕЗКИ ТОРЦЕВ ТРУБНЫХ ЗАГОТОВОК | 1997 |
|
RU2119412C1 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ТРУБ | 2005 |
|
RU2324564C2 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2607853C2 |
| СПОСОБ ГЛУБОКОЙ СВЕРЛЯЩЕЙ ПЕРФОРАЦИИ СКВАЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2298644C1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| УСТРОЙСТВО ДЛЯ РАСКАТКИ И РАЗДАЧИ ТРУБ | 2013 |
|
RU2533621C1 |
| ТРУБОРЕЗ-ТРУБОЛОВКА | 2013 |
|
RU2533563C1 |
| Многопозиционное устройство для штамповки металлических изделий | 1982 |
|
SU1053927A1 |
| Штамп для формовки тонкостенных обойм | 1977 |
|
SU797823A1 |
Изобретение относится к машиностроению, в частности к станкам для формовки концов полых изделий и форм-ирова- ния в них пазов и может быть использовано в автомобилестроении для формовки и просечки пазов на трубе глушителя автомобиля. Цель изобретения - повышение производительности путем совмеш.е- ния операций формовки концов труб и формирования в них пазов. Станок содержит станину, узел формовки концов труб и формирования в них пазов, включаю- пдий пуансон 12, выполненный в виде сегментов, центральный клин 6, фигурные пуансоны 10, размеш,енные с возможностью осевого и радиального перемещения и взаимодействуюш,ие с подвижными матрицами 19. Привод для осевого перемешения центрального клина 6 и фигурных пуансонов 10 выполнен в виде сдвоенного гидроцилиндра с кОаксиально расположенными штоками 4 и 5. Гидроцилиндры привода радиального перемешения фигурных пуансонов 10 расположены по бокам узла. При подаче рабочей среды в сдвоенный гидроцилиндр шток 4 перем ецхает центральный клин 6, который раздвигает сегменты пуансона 12 в радиальном направлении. Происходит формовка конца трубы. Шток 5 через матрицы 19 перемешает фигурные пуансоны 10, которые режушими кромками 13 контактируют с режушими кромками 18 матриц 19 и прорезают в трубе пазы,5 нл. С SS (Л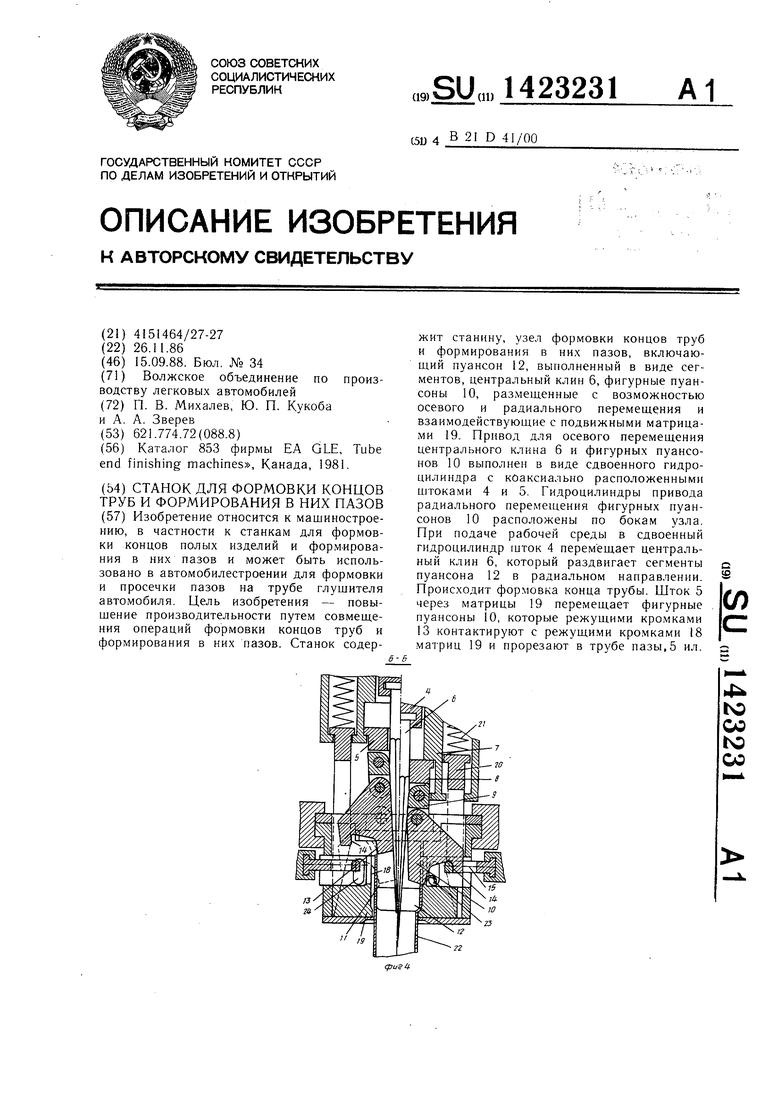
щийся тем, что, с целью повышения проСтанок работает следующим образом. 40 изводительности путем совмещения операций
формовки концов труб и формирования в них пазов, в сегментах пуансона выполнены пазы, а фигурные пуансоны размещены в них и снабжены наклонно расположенными режущими кромками и захватами для связи с приводом радиального перемещения, при этом привод осевого
В полость Г сдвоенного гидроцилиндра 3 подается под давлением рабочая жидкость, тем самым перемещая шток 4. Шток 4, взаимодействуя с центральным клином 6, перемещает его вдоль оси. Центральный клин 6, взаимодействуя с сегментами разжимного пуансона 12, разводит их в радиальном направлении, тем самым формуя конец трубы 22, предварительно надетой на разжимной пуансон. Затем рабочая жид45
перемещения фигурных пуансонов соединен с цилиндром привода центрального клина, в качестве которого использован сдвоенный кость под давлением подается в полость Дгидроцилиндр с коаксиально расположеннысдвоенного гидроцилиндра 3 и перемещает ми штоками, а привод радиального пере- шток 5 и связанную с ним колодку 7.мещения фигурных пуансонов выполнен в
Боковые клинья 20, упираясь в пружины 21,виде двух гидроцилиндров, расположенных
перемещаются в осевом направлении и пере- симметрично в плоскости, перпендикулярной мещают подвижные матрицы 19 до упора сдвоенному гидроцилиндру.
Г
7 2 5
фи.е.3
. .
Z
//УХ//
/f //10
иг.5
Вад/
S.
Z
//УХ//
| Лодка-чемодан-палатка-кровать | 1925 |
|
SU853A1 |
