Область техники, к которой относится изобретение
Настоящее изобретение в целом относится к области технологий изготовления лопаток для газотурбинных двигателей, таких как полые лопатки вентилятора или любой другой тип лопаток ротора или статора для турбины или газотурбинного двигателя.
Уровень техники
Как правило, полая лопатка вентилятора для газотурбинного двигателя содержит ножку относительно большой толщины, предназначенную для крепления этой лопатки в диске ротора, при этом упомянутая ножка проходит радиально вверх и наружу тонкой аэродинамической частью, называемой пером лопатки.
Из предшествующего уровня техники (см., например, US-A-5636440) известен способ изготовления такой полой лопатки, главным образом основанный на использовании технологии диффузионной сварки в сочетании с технологией формования суперпластической деформацией. В этом способе, согласно предшествующему уровню техники, в первую очередь определяют две или три детали, образующие лопатку, затем их выполняют независимо друг от друга, после чего накладывают друг на друга и соединяют между собой посредством технологии диффузионной сварки для получения необходимого полуфабриката лопатки.
В дальнейшем предварительно изготовленному полуфабрикату придают аэродинамический профиль, затем накачивают газом под давлением и подвергают суперпластической деформации, и в конечном итоге получают лопатку по существу конечной формы, которую подвергают механической обработке.
Как уже было упомянуто выше, изготовление полуфабриката лопатки требует этапа выполнения, по меньшей мере, двух первичных наружных деталей. Изготовление наружных деталей обычно осуществляют путем механической обработки заготовок первичных деталей. Каждая из двух механически обработанных наружных деталей содержит два радиально противоположных участка совершенно разной толщины: толстую часть ножки, предназначенную для крепления лопатки в диске ротора, и тонкую аэродинамическую перьевую часть, начинающуюся от части ножки и заканчивающуюся радиально наружным концом.
Для изготовления наружных деталей применялись различные технологии. Например, в документе US-A-3858428 описана прокатка двух пластин, частично наложенных друг на друга таким образом, чтобы получить часть детали, в которой пластины не находятся наложенными друг на друга и которая имеет большую толщину.
В документе US-A-5711068 описан спосо6, в котором выполняют детали из металлического материала, имеющие форму параллелепипеда, длину, превышающую длину полуфабриката (от части ножки до перьевой части), и толщину, близкую к толщине части ножки. После этого каждый параллелепипед разрезают наискосок для формирования двух деталей с толщиной, увеличивающейся в продольном направлении.
Эти способы являются сложными в осуществлении и характеризуются быстро проявляющимися пределами, касающимися максимальной толщины части ножки, которую можно получить, и дополнительных элементов, обычно добавляемых для формирования ножки лопатки.
В связи с варьированием толщины изготовление наружных деталей, предназначенных, по меньшей мере, для частичного формирования полуфабриката лопатки, приводит к чрезмерно большому расходу материала и высоким затратам на механическую обработку, поэтому способ изготовления полой лопатки нельзя назвать полностью оптимальным.
Раскрытие изобретения
Задачей настоящего изобретения является создание способа изготовления полой лопатки для газотурбинного двигателя, который позволяет, по меньшей мере, частично устранить вышеупомянутые недостатки.
В частности, одним из аспектов настоящего изобретения является способ получения заготовок первичных наружных деталей, который позволяет существенно снизить производственные расходы по сравнению со способами из предшествующего уровня техники.
В частности, настоящее изобретение относится к применению формования прокаткой для изготовления заготовки первичной наружной детали и применению материала трубчатой формы для изготовления полой лопатки.
Другим аспектом настоящего изобретения является получение из трубчатого кольца продольных сегментов, соответствующих одной или нескольким заготовкам первичной детали. После этого эти сегменты или заготовки подвергают уплощению для использования аналогично известным техническим решениям, чтобы впоследствии осуществить чистовую механическую обработку деталей и/или изготовление полой лопатки, например, способом диффузионной сварки, в случае необходимости, в сочетании с обработкой суперпластической деформацией.
Предпочтительно вырезанный в кольце сектор используют для изготовления более одной первичной детали и в его толщине вырезают, по меньшей мере, один сегмент.
Предпочтительно кольцо содержит утолщение, по меньшей мере, на одном из своих концов для формирования части ножки первичной детали. Кольцо выполнено посредством круговой прокатки.
Краткое описание чертежей
Отличительные признаки и преимущества настоящего изобретения будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера, со ссылкой на прилагаемые чертежи, на которых:
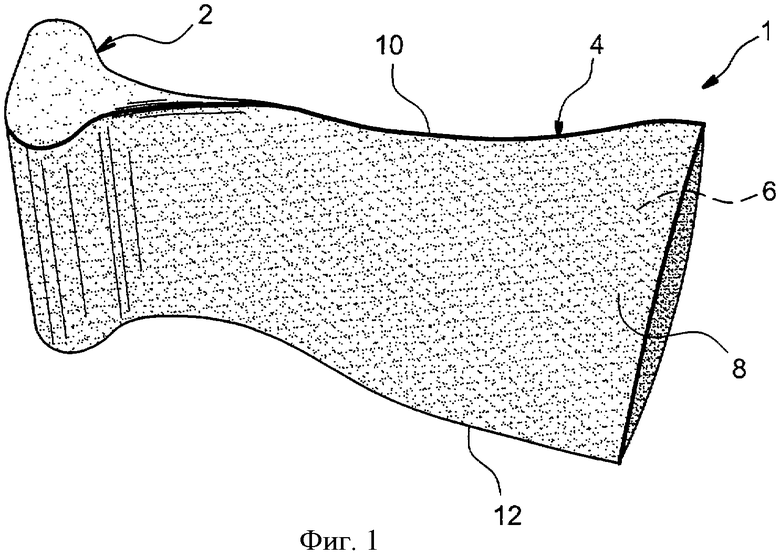
Фиг.1 - вид классической полой лопатки газотурбинного двигателя.
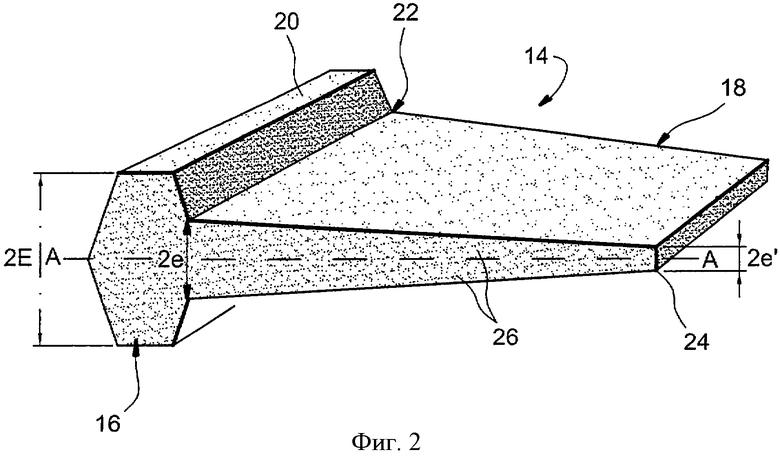
Фиг.2 - вид полуфабриката лопатки, полученного после диффузионной сварки или смоделированного для определения первичных деталей.
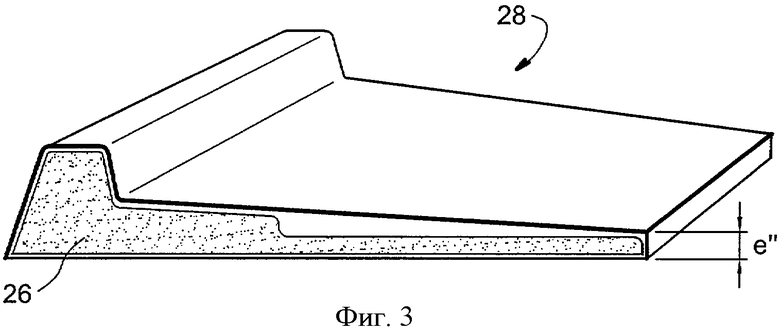
Фиг.3 - вид заготовки первичной детали.
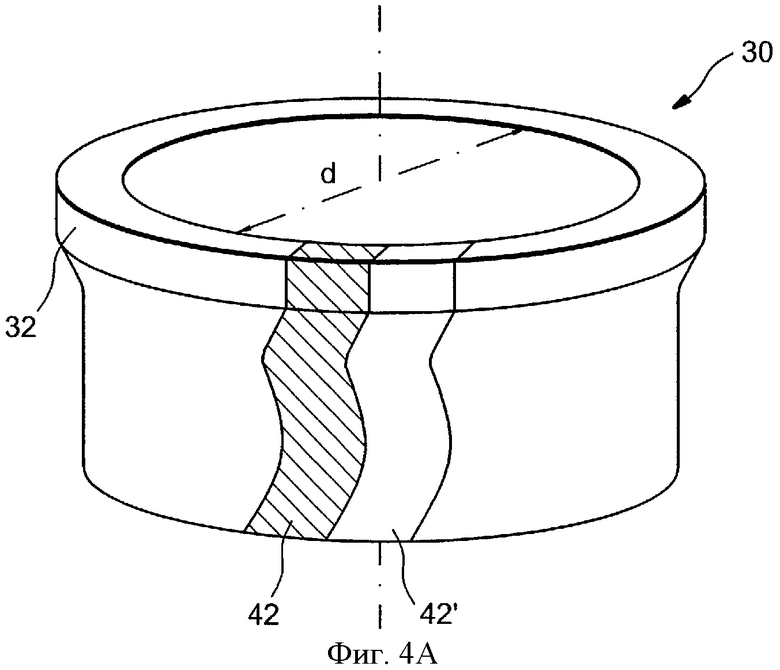
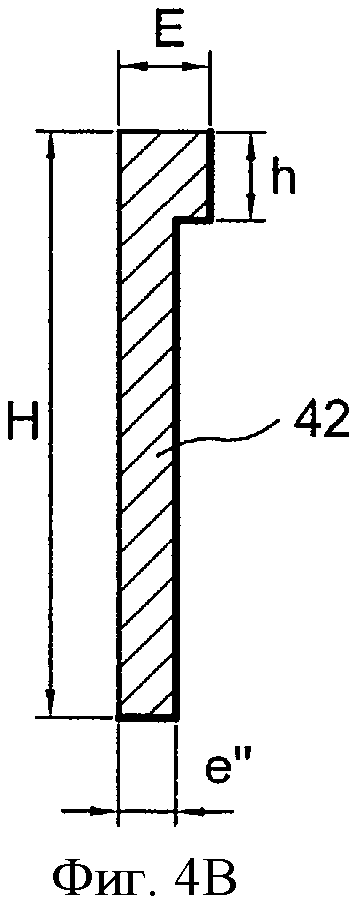
Фиг.4А, 4В - вид в перспективе и в разрезе кольца, из которого вырезают заготовки.
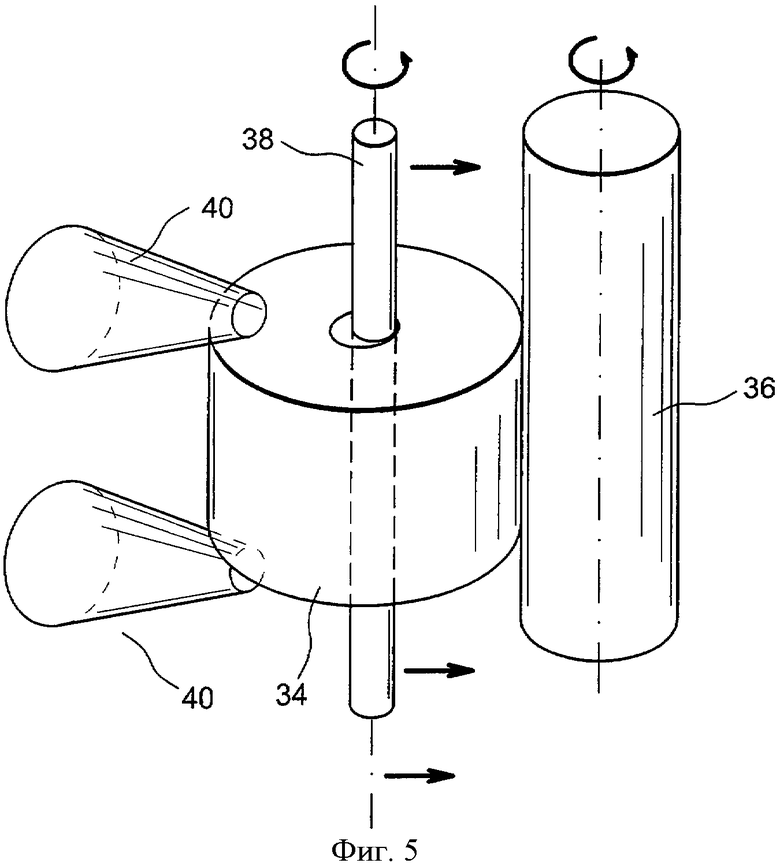
Фиг.5 - схема способа изготовления кольца.
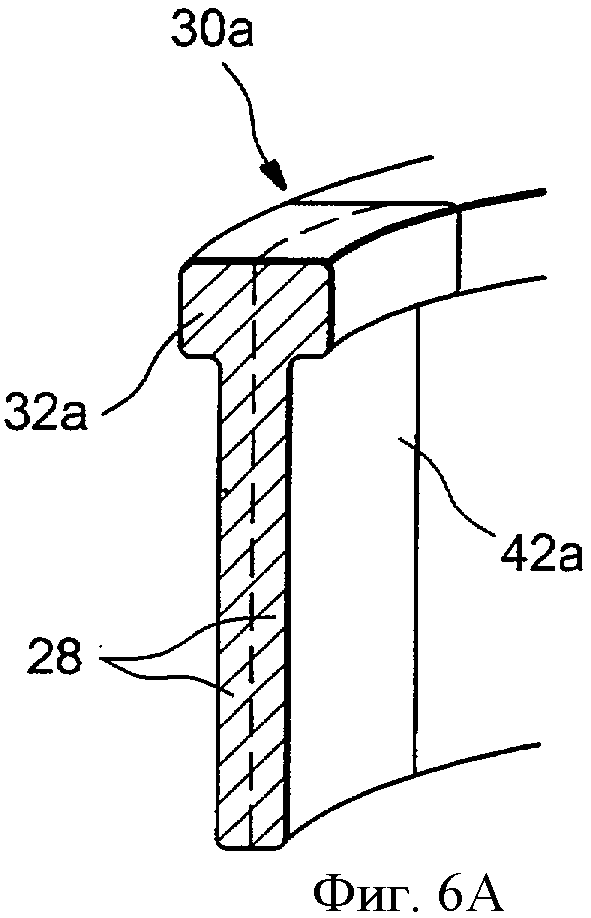
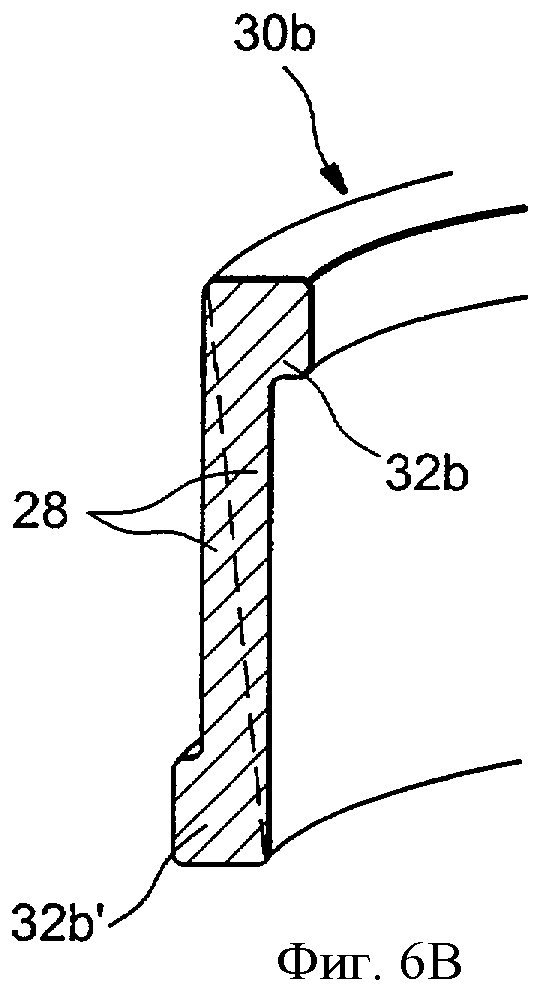
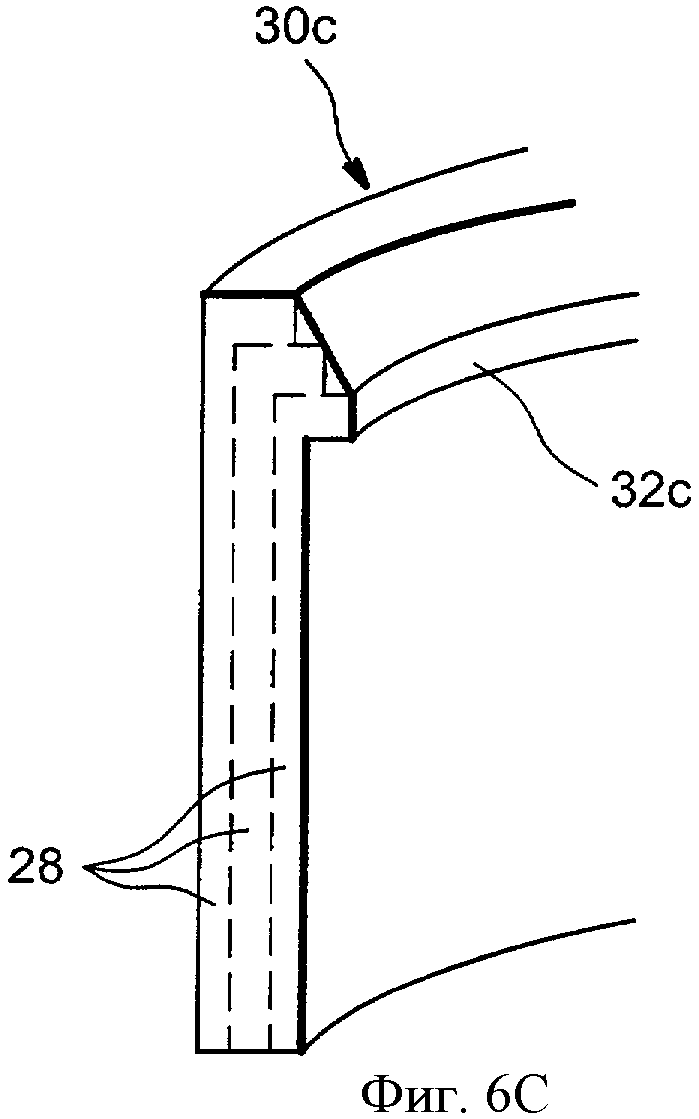
Фиг.6А-6С - вид различных профилей стенки для кольца, используемого в соответствии с настоящим изобретением.
Осуществление изобретения
На фиг.1 показана полая лопатка типа лопатки ротора вентилятора с большой хордой для газотурбинного двигателя (не показан). Такую лопатку, имеющую сложную геометрическую форму, выполняют, например, из титана или из его сплавов, таких как TA6V, и она содержит ножку 2, продолженную в радиальном направлении пером 4. Перо 4, которое должно находиться в контуре воздушного потока газотурбинного двигателя, содержит две наружные поверхности, соответственно называемые поверхностью спинки 6 и поверхностью корытца 8, сопрягающиеся через переднюю кромку 10 и заднюю кромку 12.
Для изготовления такого сложного профиля для полой лопатки предпочтительно применяют способ «диффузионной сварки и обработки суперпластической деформацией» (SPF/DB от англосаксонского названия «Super Plastic Forming / Diffusion Bonding»).
Независимо от применяемого способа на первом этапе моделируют профиль лопатки 1 для получения полуфабриката, который можно изготовить посредством соединения сваркой первичных деталей: стенку спинки и стенку корытца или их графическое изображение приводят в одну плоскость. Эту операцию можно осуществлять моделированием с использованием средств ККМ (концептуального компьютерного моделирования), например, включающим в себя сплющивание, с последующим спрямлением и «разгибанием», в результате чего получают полуфабрикат 14, показанный на фиг.2.
Этот полуфабрикат 14 содержит часть ножки 16, продолженную в радиальном направлении перьевой частью 18. Как показано на фиг.2, часть ножки 16 содержит внутренний участок 20 большей средней толщины 2Е, предназначенный впоследствии для крепления лопатки в диске ротора газотурбинного двигателя.
Перьевая часть 18 полуфабриката 14 содержит радиально внутренний конец 22 толщиной 2е и радиально наружный конец 24 толщиной 2е', меньшей толщины 2е. Вместе с тем перьевая часть 18 полуфабриката 14 имеет по существу однородную толщину.
Для изготовления полуфабриката 14 (который для полой лопатки 1 должен быть «накачанным», то есть не может быть массивным блоком) определяют первичные детали 26, которые в дальнейшем должны быть соединены между собой. Определение первичных деталей 26 обуславливает форму заготовок 28, схематично показанную на фиг.3, которые в дальнейшем будут механически обработаны для получения этих первичных деталей. Заготовки 28 определенных таким образом первичных деталей все же имеют сложный профиль и, в частности, содержат часть ножки толщиной порядка Е и длинную перьевую часть, толщина которой является почти постоянной порядка е''>е>е'. Например, часть ножки первичной детали 26 и заготовки 28 может иметь толщину Е примерно от 20 до 40 мм при длине перьевой части, составляющей от 0,6 м до 1,2 м, а толщина е'' заготовки 28 находится в пределах от 8 до 15 мм и предпочтительно составляет в среднем примерно 10 мм.
Согласно изобретению предлагается изготовлять заготовки 28 первичных наружных деталей из полого трубчатого элемента или кольца, схематично показанного на фиг.4А и 4В. Кольцо 30 имеет высоту Н, соответствующую длине предназначенных для изготовления первичных деталей, то есть длине перьев 1, то есть примерно равной от 0,6 до 1,2 м; на большей части высоты Н стенка кольца 30 имеет почти постоянную толщину е'' и диаметр, например, порядка 4 м.
Кроме того, на одном из своих концов кольцо 30 содержит утолщение 32 толщиной Е и высотой h. Это утолщение предназначено для изготовления части ножки 16 первичной детали 26, и его высоту h выбирают соответственно этой части ножки; например, его высота h может составлять примерно 30-40 мм. В этом варианте выполнения это утолщение 32 предпочтительно образует выступ только с одной стороны стенок кольца 30, направленный внутрь или наружу, при этом другая поверхность стенки в разрезе остается линейной.
Кольцо 30 предпочтительно получают способом прокатки из трубчатого материала, например, в виде болванки: см. фиг.5. Исходную болванку 34 получают, например, посредством литья; ее прокатывают при помощи вращающегося валка 36, например, диаметром 1050 мм, установленного вдоль ее наружной поверхности. В болванку 34 вставляют вращающуюся оправку 38, например, диаметром 600 мм и перемещают поступательным движением в направлении валка 36 для утонения стенок трубы 34: за счет действия сил трения болванка 34 вращается вокруг своей оси, которая является подвижной, и ее толщина равномерно уменьшается, тогда как ее диаметр как внутренний, так и наружный, увеличивается. Для равномерности прокатки по толщине опоры 40, раздвинутые на расстояние, например, 1,2 м, поддерживают высоту трубчатого элемента 34. Утолщение 32 конечного кольца 30 может быть выполнено разрезанием валка 36 и/или оправки 38; можно также предусмотреть градиент в стенке трубчатого элемента.
Выбор параметров скорости вращения и поступательного движения, размера первоначальной оправки для болванки 34 и т.д. позволяет получить кольцо, соответствующее требуемому назначению.
После этого кольцо 30 разрезают в направлении его высоты и по окружности для формирования сегментов 42, 42'. При этом можно применять резание лазером, водяной струей или пилой. Необходимо в этой связи отметить, что способ в соответствии с настоящим изобретением с применением разрезания кольца 30 имеет дополнительное преимущество, состоящее в том, что можно нарезать сегменты 42 или заготовки сложного профиля, показанные на фиг.4А: при этом условие выполнения трапециевидной формы не является обязательным, и потери материала сводятся к минимуму даже при такой сложной форме первичной детали, как саблевидная форма.
Вырезанный сегмент 42 после этого подвергают «расплющиванию» при помощи обычной операции ковки, затем механической обработке по определенному профилю для получения заготовки 28, а затем первичной детали 26.
Стоимость изготовления кольца 30 напрямую связана с отношением ее высоты к ее толщине Н/е'' в зависимости от ее диаметра d. Однако кольцо диаметром более 4 м трудно перемещать, и для существующих лопаток 1 общепринятой считается высота Н, превышающая 1 м. Чтобы удержать стоимость производства кольца 30 в разумных пределах, для кольца 30 рекомендуют толщину, превышающую или равную 30 мм.
Для уменьшения толщины первичной детали можно вырезание сегмента 42 сопровождать вырезанием в его толщине этого уплощенного сектора 42: при помощи одного или нескольких распилов сегмента 42 можно получить множество заготовок 28 и первичных деталей 26 одинаковой площади, но более тонких.
На фиг.6 показаны различные профили колец, которые могут использоваться, в частности, когда за вырезанием сектора следует продольное разрезание путем распила кольца по его высоте и по его окружности.
Так, на фиг.6А показан профиль кольца 30а, в котором на одном его конце и по обе стороны от стенки кольца, одновременно наружу и вовнутрь, выступает утолщение 32а. После получения сегмента 42а можно выполнить распил по пунктирной линии, то есть в толщине сегмента 42а для получения двух заготовок симметричных первичных деталей 28.
На фиг.6В показан другой вариант, в котором каждый конец кольца 30b содержит утолщения 32b и 32b'; в данном случае одно из утолщений 32b выступает вовнутрь, а другое утолщение 32b' - наружу; в этом варианте распил сегмента можно осуществлять по диагонали, как показано на фигуре, или параллельно боковинам, аналогично фиг.6А.
Можно также предусмотреть последовательные распилы сектора. Так, на фиг.6С показан профиль кольца 30с, в котором для каждого сегмента предусмотрены три заготовки первичных деталей. Для облегчения изготовления кольца 30с можно, как показано, сгладить профиль утолщения 32с, не придавая ему «ступенчатой» формы, потери материала при этом остаются минимальными.
Очевидно, что можно предусмотреть самые различные комбинации этих решений и альтернатив этих профилей.
Предпочтительно каждый из этапов прокатки и/или уплощения заготовок и первичных деталей осуществляют на горячем металле, например, при температуре около 900°С для титанового сплава, и при помощи инструмента, нагретого, например, до температуры от 100 до 300°С.
После вырезания наружные первичные детали 26 жестко соединяют между собой, формируя полуфабрикат 14. В зависимости от размера лопатки и требований к условиям ее работы между ними может быть вставлена армирующая первичная деталь по существу в виде листа, предназначенная для придания жесткости полой конструкции. Предпочтительно детали соединяют диффузионной сваркой. После этого полуфабрикат 14, которому, в случае необходимости, придают аэродинамический профиль, механически обрабатывают для получения лопатки 1. Предпочтительно этот этап осуществляют накачиванием газом под давлением и формованием при помощи суперпластической деформации в условиях известной технологии SPF/DB.
Посредством способа, в соответствии с настоящим изобретением, можно получать лопатку и полуфабрикат лопатки из простых элементов, таких как кольца, и при помощи известных технологий, таких как прокатка, распиловка и фрезеровка, даже в случае сложных первичных деталей. Необходимо отметить, что стоимость изготовления такой сложной детали составляет более 40% от стоимости лопатки; следовательно, стоимость изготовления лопатки значительно снижается за счет снижения потерь материала и сокращения операций механической обработки, в частности, чистовой обработки. Действительно, можно отметить, что изготовление кольца осуществляют с большим допуском в том, что касается формы кольца (окружность, коаксиальность); кроме того, данный этап изготовления кольца является единым почти для 60 первичных деталей.
Изобретение относится к технологии изготовления полых лопаток газотурбинных двигателей. Выполняют по меньшей мере две наружные первичные детали. Соединяют две наружные первичные детали диффузионной сваркой для получения полуфабриката лопатки, содержащего перьевую часть и часть ножки. Каждую наружную первичную деталь полой лопатки газотурбинного двигателя получают путем разрезания в направлении высоты цилиндрического кольца, содержащего трубную стенку, которая на большей части высоты имеет толщину е'' и утолщение Е на одном из концов. При этом получают сегмент стенки, содержащий часть ножки толщиной Е и длинную перьевую часть толщиной е'' полой лопатки ГТД. В результате чего уменьшаются затраты на механическую обработку и расход материала. 3 н. и 8 з.п. ф-лы, 6 ил.
1. Способ изготовления одной из двух наружных первичных деталей полой лопатки газотурбинного двигателя (ГТД), включающий разрезание в направлении высоты цилиндрического кольца, содержащего трубную стенку, которая на большей части высоты имеет толщину (е") и утолщение (Е) на одном из концов, с получением сегмента стенки, содержащего часть ножки толщиной (Е) и длинную перьевую часть толщиной (е") полой лопатки ГТД.
2. Способ по п.1, в котором уплощают сегмент (42) стенки.
3. Способ по п.2, в котором разрезают сегмент (42) стенки в толщине между его двумя концевыми частями.
4. Способ по п.3, в котором выполняют множество разрезаний сегмента (42) стенки в его толщине между его двумя концевыми частями.
5. Способ по любому из пп.1-4, в котором выполняют кольцо (30) с по меньшей мере одним утолщением (32) на конце.
6. Способ по любому из пп.1-4, в котором изготавливают кольцо (30) посредством прокатки.
7. Способ по п.5, в котором изготавливают кольцо (30) посредством прокатки.
8. Способ изготовления полой лопатки (1) для газотурбинного двигателя, содержащей ножку (2) и перо (4), в котором выполняют по меньшей мере две наружные первичные детали согласно способу по любому из пп.1-7 и соединяют две наружные первичные детали диффузионной сваркой для получения полуфабриката (14) лопатки, при этом полуфабрикат лопатки содержит перьевую часть (18) и часть ножки (16).
9. Способ изготовления по п.8, в котором после соединения двух наружных деталей (26) диффузионной сваркой выполняют накачивание газом под давлением и формование суперпластической деформацией полуфабриката (14).
10. Способ по п.8 или 9, в котором выполняют третью первичную армирующую деталь, при этом полуфабрикат (14) состоит из двух наружных первичных деталей (26), охватывающих первичную армирующую деталь.
11. Применение наружной первичной детали, изготовленной способом по п.1, в качестве одной из двух деталей полой лопатки газотурбинного двигателя.
| СПОСОБ ИЗГОТОВЛЕНИЯ РАБОЧЕГО КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА И СБОРОЧНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕСА ЦЕНТРОБЕЖНОГО КОМПРЕССОРА | 1996 |
|
RU2120567C1 |
| Способ прокатки колец | 1990 |
|
SU1787060A3 |
| RU 94030989 A1, 10.09.1996 | |||
| US 5711068 А, 27.01.1998 | |||
| Способ изготовления заготовок лопаток турбин и компрессоров | 1977 |
|
SU656731A1 |
| US 3858428 A, 07.01.1975. | |||

