1
Изобретение относится к области обработки металлов давлением и может быть (1спользовано для получения заготовок лопаток турбин и компрессоров.
Известен способ изготовления заготовок лопаток турбин и компрессоров горячим прессованием перовой части Яопатки через про|||)илированное тело матрицы и формообразованием замковой части в контейнере 1. При известном способе для получения окончательной формы перовой части производят ее многократное деформирование и последующую закрутку, при этом заготовка подвергается многократному нагреву, что снижает ее качество.
С целью повышения производительности труда и качества изготовления после прессования перовой части и формообразования замковой ее части замковую часть фиксируfoT в конвейере, а перовую часть подвергают Волочению с переменной степенью деформации с одновременной закруткой, при этом волочение начинают от замковой части.
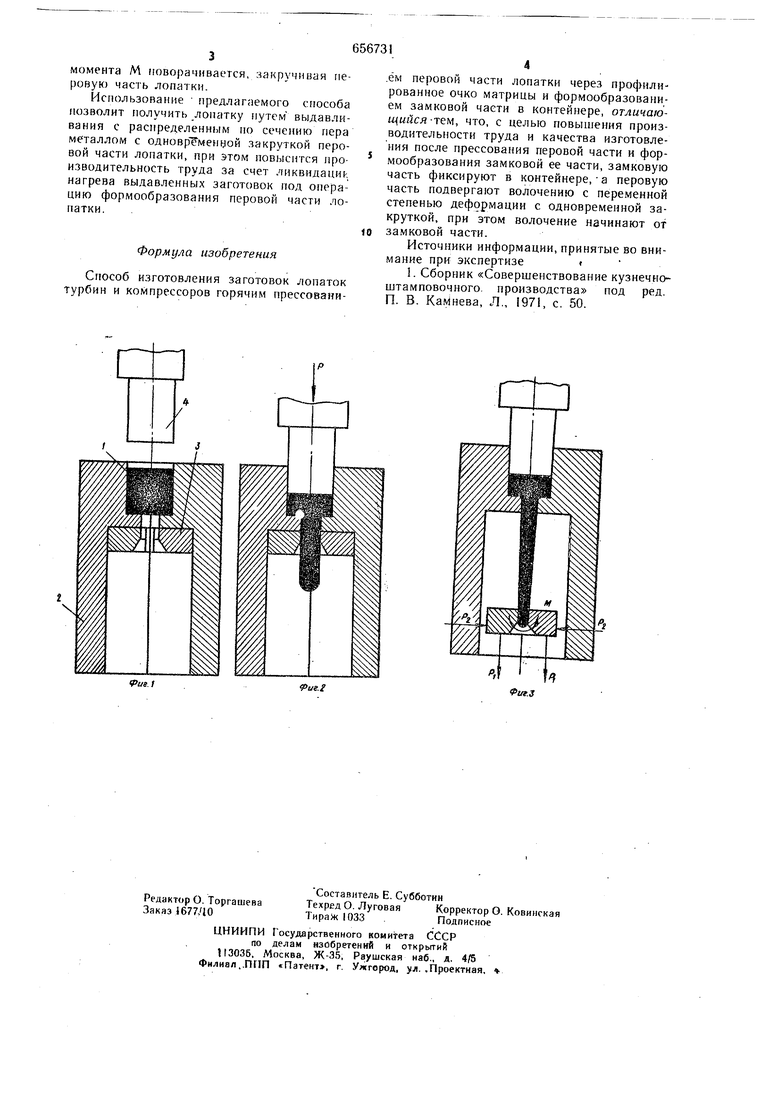
На фиг. 1 изображено исходное положение заготовки в контейнере; на фиг, 2 - схема выдавливания заготовки; на фиг. 3 -
хема формообразования и закрутки перовой, части-лопатки.
. Пример. Заготовку 1 (фиг. 1) из материала ВТ-3-1 нагревают до температуры 870°С и укладывают в контейнер 2 устрййства.содержащего волоку 3, и выдавливают через профилирующее очко устройства (фиг. 2) деформирующим пуансоном 4, усилием Р.
После окончания процесса выдавливания заготовки лопатки волоку 3 перемещают, прилагая к ней усилие PI, направленное вдоль пера лопатки. Усилие Р действует перпендикулярно оси пера лопатки и изменяет свое значение по мере движения волоки 3, при этом изменяются размеры профилирующего очка (фильера). Кроме сил Р „и Ра к волоке 3 (начала его перемещений) прикладывают, крутящий момент М.
Так как усилие Ра изменяется равномерно по мере движения волоки 3 вдоль перовой части лопатки, происходит равномерная де.формация материала заготовки лопатки, при этом степень деформации возрастает бт замка к концу перовой части. Одновременио волока 3 под действием приложенного
момента М поворачивается, закручивая перовую часть лопатки.
Использование предлагаемого способа позволит получить ло1и1тку путем выдавливания с распределенным по сечению пера металлом с одноврТмеп(ой закруткой перовой части лопатки, при этом повысится производительность труда за счет ликвидации нагрева выдавленных заготовок под операцию формообразования перовой части лопатки.
Формула изобретения
Способ изготовления заготовок лопаток турбин и компрессоров горячим прессовани.ем перовой части лопатки через профилированное очко матрицы и формообразованием замковой части в контейнере, отличающийся -тем, что, с целью повышения производительности труда и качества изготовлепия после прессования перовой части и формообразования замковой ее части, замковую часть фиксируют в контейнере,-а перовую часть подвергают волочению с переменной степенью деформации с одновременной закруткой, при этом волочение начинают от замковой части.
Источники информации, принятые во внимание при экспертизе«
1. Сборник «Совершенствование кузнечноштамповочного, производства под ред. П. В. Камнева, Л., 1971, с. 50.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
| Способ изготовления турбинных и компрессорных лопаток | 1984 |
|
SU1181772A1 |
| Способ изготовления лопатки компрессора | 1978 |
|
SU759188A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВОК ПЕРЕМЕННОГО СЕЧЕНИЯ ГОРЯЧИМ ВЫДАВЛИВАНИЕМ С ПОДВИЖНЫМИ МАТРИЦАМИ | 2008 |
|
RU2374027C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ЛОПАТКИ | 2003 |
|
RU2254200C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1990 |
|
RU2013179C1 |
| Способ изготовления изделий типа турбинных лопаток | 1978 |
|
SU774764A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ПОКОВОК ТУРБИННЫХ ЛОПАТОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2017 |
|
RU2679157C1 |
