Область техники
Изобретение касается способа изготовления лопаток для газотурбинного двигателя, таких как полые лопатки компрессора, или любого другого типа лопаток ротора или статора для газотурбинного двигателя.
Предшествующий уровень техники
Обычно полая лопатка компрессора для газотурбинного двигателя содержит ножку относительно большой толщины, предназначенную для крепления этой лопатки в диске ротора, при этом ножка продолжена наружу в радиальном направлении тонкой аэродинамичной частью, называемой пером лопатки.
Из предшествующего уровня техники, а именно из US 5896658, известен способ изготовления полой лопатки для газотурбинного двигателя, содержащей ножку и перо, включающий изготовление двух наружных деталей, каждая из которых содержит относящуюся к перу перьевую часть и относящуюся к ножке нижнюю часть и которые, по меньшей мере, частично образовывают заготовку лопатки, соединение двух наружных деталей при помощи диффузионной сварки для получения заготовки лопатки и образование в заготовке внутренней полости.
Действительно, в этом известном способе две или три последовательные детали лопатки сначала определяют, затем выполняют отдельно перед тем, как наложить друг на друга и соединить между собой при помощи технологии диффузионной сварки для получения необходимой заготовки лопатки.
После этого предварительно изготовленную заготовку устанавливают на аэродинамичный профиль, после чего производят накачивание газом под давлением и сверхпластичное формование этой заготовки и в конечном итоге получают лопатку, практически имеющую свою конечную форму.
Как уже было указано выше, этап выполнения заготовки лопатки требует изготовления двух наружных деталей и, возможно, центральной детали, которую вставляют между этими двумя наружными деталями для дальнейшего обеспечения функции жесткости.
Изготовление наружных деталей обычно осуществляют механической обработкой исходных элементов, обязательно имеющих относительно большие размеры в силу того, что каждая из двух механически обрабатываемых наружных деталей должна содержать два радиально противоположных участка совершенно разной толщины, и эти два участка соответственно называют нижней частью и перьевой частью.
Таким образом, изготовление наружных деталей, которые, по меньшей мере, частично должны образовать заготовку лопатки и которые получают, например, при помощи прокатки, требует большого расхода материала и дорогой механической обработки, и такой способ изготовления полой лопатки не может считаться оптимальным.
Для устранения этого недостатка, как описано в GB-A-2306353, было предложено выполнять две наружные детали заготовки лопатки путем разрезания прямоугольной призмы в направлении длины и вдоль наклонной плоскости таким образом, чтобы две поверхности, полученные во время операции разрезания, могли образовать две стороны двух наружных деталей, которые в дальнейшем должны стать поверхностью спинки и поверхностью корытца полой лопатки.
С другой стороны, было также предложено выполнять две наружные детали заготовки лопатки при помощи ковки, как описано в US-A-5636440. Однако такая технология изготовления при помощи ковки является относительно дорогой в применении, так как в этом случае тоже необходимо получать детали, каждая из которых имеет неравномерную толщину.
Сущность изобретения
Задачей изобретения является способ изготовления полой лопатки для газотурбинного двигателя, который позволяет, по меньшей мере частично, устранить вышеуказанные недостатки технических решений предшествующего уровня техники, а именно в способе изготовления полой лопатки этап выполнения заготовки лопатки позволяет значительно снизить расходы по изготовлению по сравнению со способами из предшествующего уровня техники.
Для решения поставленной задачи в способе изготовления полой лопатки для газотурбинного двигателя, содержащей ножку и перо, предусмотрен этап выполнения двух наружных деталей, каждая из которых содержит относящуюся к перу перьевую часть и относящуюся к ножке нижнюю часть и которые должны, по меньшей мере частично, образовать заготовку лопатки, при этом способ дополнительно содержит этап соединения двух наружных деталей при помощи диффузионной сварки для получения заготовки лопатки. В соответствии с настоящим изобретением этап выполнения двух наружных деталей содержит для каждой из этих наружных деталей следующие операции:
- изготовление ковкой, предпочтительно прокаткой, первичного элемента, образующего, по меньшей мере, перьевую часть наружной детали;
- изготовление ковкой, предпочтительно выдавливанием через очко, вторичного элемента, предназначенного, по меньшей мере, для частичного образования нижней части наружной детали; и
- соединение каждого вторичного элемента с первичным элементом для получения наружной детали.
Предпочтительно в способе изготовления в соответствии с изобретением выполнение заготовки лопатки больше не требует дорогостоящего изготовления двух наружных цельных деталей, содержащих два участка значительно отличающейся толщины, каждый из которых соответственно должен определять нижнюю часть и перьевую часть этой наружной детали.
Наоборот, каждая наружная деталь выполняется из первичного элемента, который больше не образует полностью нижнюю часть детали, а также, по меньшей мере, из одного вторичного элемента, который исключительно и, по меньшей мере частично, образует нижнюю часть этой же наружной детали. Таким образом, первичные элементы наружных деталей заготовки лопатки могут быть определены таким образом, что каждый из них имеет относительно равномерную толщину, что, естественно, способствует значительному сокращению расходов на изготовление, в частности, в том, что касается расхода материала и стоимости механической обработки.
С другой стороны, поскольку каждый вторичный элемент больше не предназначается для образования перьевой части соответствующей наружной детали и исключительно и, по меньшей мере частично, образует нижнюю часть этой же детали, очевидно, что расходы по изготовлению могут быть также сведены к минимуму, в частности, в силу небольшой радиальной длины этих элементов.
Другими словами, способ в соответствии с изобретением предусматривает изготовление каждой наружной детали заготовки лопатки из множества элементов, один или несколько из которых не располагаются по всей радиальной длине этой наружной детали, что позволяет легко устранить недостатки, непосредственно связанные со значительным изменением толщины наружных деталей в их радиальном направлении.
Предпочтительно операцию соединения каждого вторичного элемента с первичным элементом предпочтительно осуществляют при помощи технологии, выбранной из группы, в которую входят сварка линейным трением и сварка «friction stir welding», причем эти технологии являются предпочтительными в том смысле, что они являются относительно простыми в применении, надежными, недорогими и не ухудшают металлургические характеристики изделия.
Предпочтительно после этапа соединения двух наружных деталей диффузионной сваркой, предназначенного для получения заготовки лопатки, осуществляют следующие этапы:
- установка заготовки на аэродинамичный профиль;
- накачивание газом под давлением и сверхпластичное формование заготовки, установленной на аэродинамичный профиль.
Можно предусмотреть выполнение каждого вторичного элемента, который должен образовать, по меньшей мере частично, нижнюю часть каждой из этих двух наружных деталей путем выдавливания через очко. Предпочтительно эта недорогая в применении технология состоит в том, что профиль вторичного элемента, имеющий необходимую геометрическую форму, выполняют из болванки, пропускаемой через соответствующую фильеру.
В предпочтительном варианте реализации способа изготовления в соответствии с настоящим изобретением для каждой из двух наружных деталей способ применяют таким образом, чтобы изготовить первичный элемент, который может образовать только перьевую часть наружной детали, и, таким образом, чтобы изготовить единственный вторичный элемент, который может полностью образовать нижнюю часть этой заготовки.
В других предпочтительных вариантах реализации способа изготовления в соответствии с изобретением для каждой из двух наружных деталей способ применяют таким образом, чтобы изготовить первичный элемент, который может образовать перьевую часть наружной детали, а также центральный участок нижней части этой наружной детали, и таким образом, чтобы изготовить, по меньшей мере, один вторичный элемент, который может образовать участок нижней части наружной детали после его соединения с первичным элементом.
В этой связи для каждой из двух наружных деталей заготовки лопатки можно предусмотреть изготовление первичного элемента таким образом, чтобы он содержал наружную поверхность и чтобы вторичные элементы соединялись с этой же наружной поверхностью.
Другие преимущества и отличительные признаки настоящего изобретения будут более очевидны из нижеследующего подробного описания, приведенного в качестве неограничительного примера.
Краткое описание чертежей
Описание настоящего изобретения приводится со ссылками на прилагаемые чертежи, на которых:
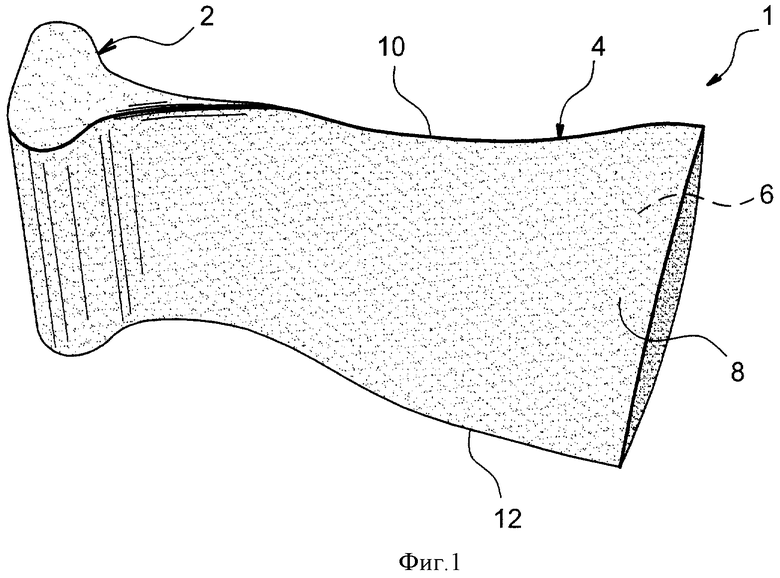
Фиг.1 - перспективное изображение известной полой лопатки для газотурбинного двигателя.
Фиг.2 - схематическое перспективное изображение наружной детали заготовки лопатки, получаемой во время этапа изготовления двух наружных деталей, являющегося частью способа изготовления в соответствии с настоящим изобретением.
Фиг.3а-3е - схематическое изображение этапов первого предпочтительного варианта реализации способа изготовления в соответствии с настоящим изобретением.
Фиг.4 и 5 - изображение наружной детали заготовки лопатки, получаемой во время этапа изготовления двух наружных деталей, являющегося частью способа изготовления в соответствии с настоящим изобретением, соответственно согласно второму и третьему предпочтительным вариантам реализации настоящего изобретения.
Подробное описание предпочтительных вариантов реализации
На фиг.1 показана известная из предшествующего уровня техники полая лопатка 1 для газотурбинного двигателя (не показан на чертеже), выполненная, например, из титана или из одного из его сплавов.
Эта полая лопатка 1 типа лопатки ротора компрессора с большой хордой содержит ножку 2, продолженную в радиальном направлении пером 4.
Перо 4, предназначенное для установки в газовоздушном тракте газотурбинного двигателя, содержит две наружные поверхности 6 и 8, называемые соответственно поверхностью спинки 6 и поверхностью корытца 8, сопряженные с передней кромкой 10 и с задней кромкой 12.
На фиг.2 показана наружная деталь 14 заготовки лопатки, предназначенная для выполнения во время этапа изготовления двух наружных деталей 14 заготовки лопатки, являющегося частью способа изготовления в соответствии с настоящим изобретением.
Эта наружная деталь 14 содержит нижнюю часть 16 большой и изменяющейся толщины, продолженную в радиальном направлении перьевой частью 18. Как показано на фиг.2, нижняя часть 16 содержит внутренний радиальный участок 20 большей средней толщины Е, и этот участок 20 продолжен радиально наружу наружным радиальным участком 22, имеющим среднюю толщину е, меньшую средней толщины Е. В качестве информации необходимо указать, что внутренний радиальный участок 20 в дальнейшем предназначен для обеспечения крепления лопатки в диске ротора газотурбинного двигателя, в частности, при помощи проекционной части 23а, жестко соединенной с центральной частью 23b, выполненной в продолжении наружного радиального участка 22 нижней части 16.
Кроме того, перьевая часть 18 наружной части 14 содержит внутренний радиальный конец 24 толщиной е', практически равной средней толщине е, и наружный радиальный конец 26 толщиной е'', меньшей толщины е'. Вместе с тем перьевая часть 18 заготовки 14 имеет практически равномерную толщину.
С другой стороны, указывается, что радиально внутренний конец 24 образует стык между перьевой частью 18 и наружным радиальным участком 22 нижней части 16 наружной детали 14, схематически показанный на фиг.2 условной плоскостью стыка Р.
В первом предпочтительном варианте реализации способа изготовления в соответствии с настоящим изобретением этап изготовления двух наружных деталей 14 заготовки лопатки осуществляют согласно описанию, изложенному со ссылками на фиг.3а-3с. В этой связи необходимо отметить, что, поскольку обе наружные детали 14 обычно реализуют одинаково, то далее будет описано изготовление только одной из этих двух деталей 14.
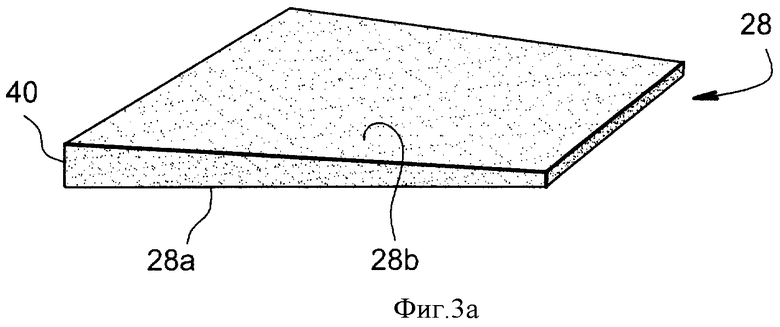
Таким образом, чтобы получить наружную деталь 14 заготовки лопатки сначала осуществляют изготовление первичного элемента 28, содержащего внутреннюю поверхность 28а, а также наружную поверхность 28b. В этом первом предпочтительном варианте реализации настоящего изобретения изготовление первичного элемента 28 осуществляют таким образом, чтобы он образовал исключительно перьевую часть этой наружной детали 14. Следовательно, толщина этого первичного элемента 28 является практически равномерной, и для его изготовления применяют технологию ковки, предпочтительно технологию прокатки, которые являются оптимальными с точки зрения стоимости материалов и стоимости механической обработки. Это объясняется тем, что исходный элемент, необходимый для его изготовления, может иметь размеры, близкие к конечным размерам этого элемента 28.
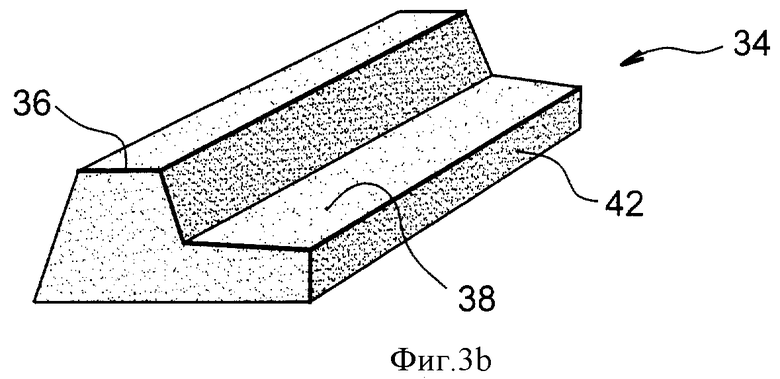
Параллельно с изготовлением первичного элемента 28, образующего только перьевую часть 18 наружной детали 14, выполняют единственный вторичный элемент 34, который в этом первом предпочтительном варианте реализации должен полностью образовать нижнюю часть 16 этой же детали 14. Таким образом, стоит, естественно, уточнить, что и первичный элемент 28, и вторичный элемент 34 имеют геометрические формы, соответственно практически идентичные с геометрическими формами нижней части 18 и перьевой части 16 этой наружной детали 14, показанной на фиг.2.
Как показано на фиг.3b, вторичный элемент 34 содержит часть 36, имеющую большую толщину и сходную с внутренним радиальным участком 20, показанным на фиг.2, а также часть 38, имеющую меньшую толщину и сходную с наружным радиальным участком 22, показанным на той же фиг.2. Следовательно, элемент 34 может быть легко изготовлен путем выдавливания через очко или при помощи технологии ковки, при этом данная предпочтительная технология выдавливания/экструзии является недорогой и состоит в выполнении профиля вторичного элемента 34 необходимой геометрической формы из болванки, пропускаемой через соответствующую фильеру. Таким образом, при помощи этой технологии вторичные элементы 34 можно выполнять один за другим путем простого разрезания длинномерных деталей.
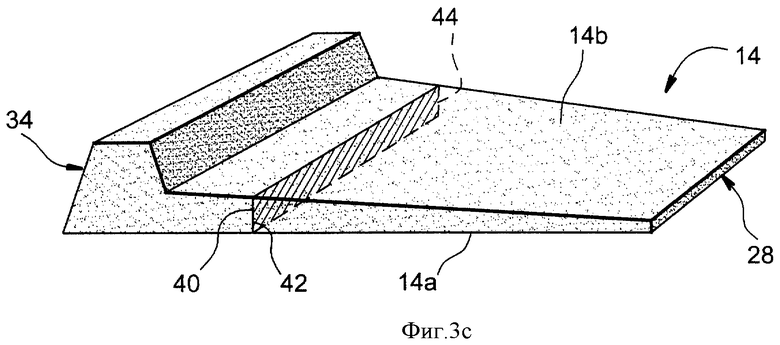
После одновременного изготовления, предпочтительно из титанового сплава, первичного элемента 28 и вторичного элемента 34 приступают к их соединению для получения наружной 14 детали практически необходимой геометрической формы, как показано на фиг.3с.
Это соединение может быть выполнено сваркой, при этом внутреннюю радиальную поверхность 40 первичного элемента 28 прикладывают к наружной радиальной поверхности 42 вторичного элемента 34. Эти поверхности 40 и 42 являются практически плоскими и взаимно определяют плоскую контактную зону 44, расположенную практически в месте, аналогичном условной стыковой плоскости Р, показанной на фиг.2, по отношению к частям ножки 16 и пера 18 наружной детали 14.
В качестве примера можно указать, что операцию соединения вторичного элемента 34 с первичным элементом 28 предпочтительно выполняют при помощи сварки линейным трением или при помощи сварки «friction stir welding». Эти известные сварочные технологии предпочтительно позволяют сваренной зоне сохранять металлургические характеристики, совместимые с технологией диффузионной сварки и технологией сверхпластичного накачивания, и обеспечивают механические свойства, соответствующие характеристикам готовой наружной детали.
Разумеется, что эта операция сварки может сопровождаться операцией механической обработки сваренной зоны для придания ей более точной геометрической формы с целью получения наружной детали 14, внутренняя поверхность 14а и наружная поверхность 14b которой имеют рассчитанную геометрическую форму.
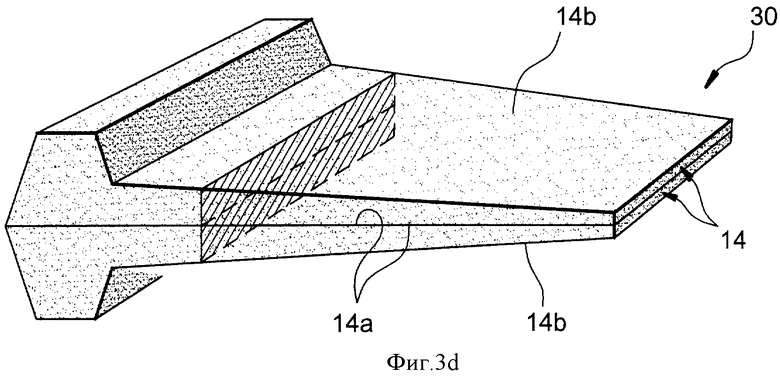
После описанного выше этапа изготовления двух наружных деталей 14, который происходит одновременно и практически обеспечивает их идентичность, осуществляют этап соединения этих двух деталей 14 диффузионной сваркой для получения необходимой заготовки 30 лопатки, как показано на фиг.3d.
В этой связи отмечается, что заготовка 30 может быть выполнена известным способом из двух идентичных наружных деталей 14 с содержащими желобки внутренними сторонами 14а или из трех деталей, из которых две идентичные наружные детали 14 содержат практически гладкие внутренние поверхности 14а, находящиеся в контакте с третьей промежуточной деталью (не показана на чертеже), которая в дальнейшем выполняет роль элемента жесткости. Таким образом, в случае, когда заготовка 30 состоит только из двух идентичных наружных деталей 14, сразу же после их изготовления описанным выше способом их соединяют между собой при помощи диффузионной сварки аналогично известным из предшествующего уровня технологиям, применяемым для соединения различных деталей, образующих заготовку. Для этого, как известно, перед операцией диффузионной сварки осуществляют операцию нанесения антидиффузионных барьеров (не показаны на чертеже) по определенному рисунку, при этом барьеры выполняют на уровне соприкасающихся друг с другом внутренних поверхностей 14а наружных деталей 14.
Кроме того, в случае, когда заготовка 30 содержит три наложенные друг на друга детали, из которых одна является промежуточной деталью, этап соединения диффузионной сваркой осуществляют аналогичным известным способом, вставляя эту промежуточную деталь между двумя наружными деталями 14 и закрепляя эти детали на промежуточной детали диффузионной сваркой.
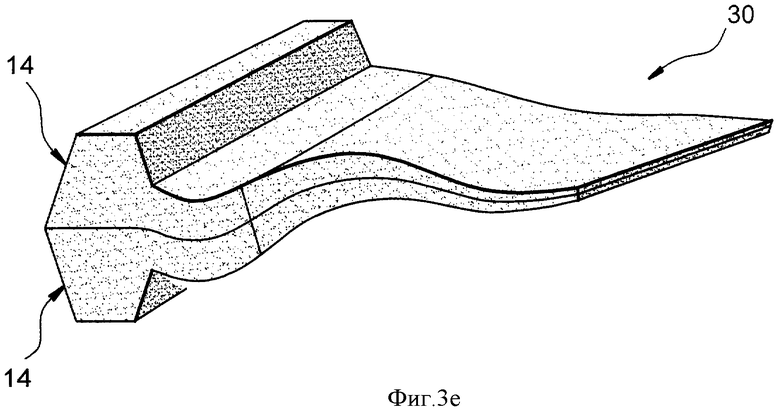
После описанного этапа изготовления заготовки 30 лопатки осуществляют известные этапы, состоящие, прежде всего, в установке заготовки 30 на аэродинамичный профиль для придания ей практически штопорообразной формы, как показано на фиг.3е. После этого, также известным способом осуществляют этап накачивания газом под давлением и сверхпластичного формования для получения лопатки 1, показанной на фиг.1, и после этого этапа обычно осуществляют конечную механическую обработку для придания лопатке 1 строго необходимого аэродинамичного профиля.
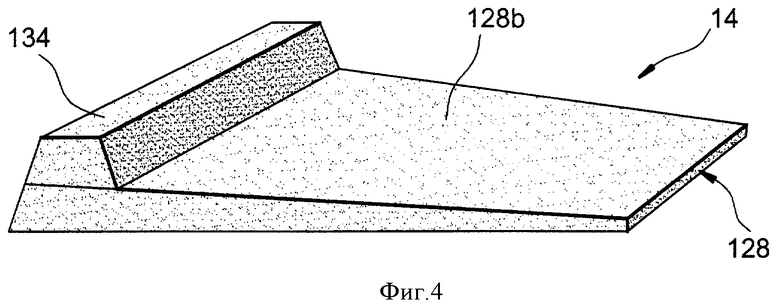
На фиг.4 показана наружная деталь 14, полученная в ходе этапа изготовления двух наружных деталей 14 в результате применения способа изготовления согласно второму предпочтительному варианту реализации настоящего изобретения.
В этом предпочтительном варианте реализации только этап изготовления двух наружных деталей 14 отличается от этапа, осуществляемого в способе изготовления согласно описанному выше первому предпочтительному варианту реализации, а все остальные этапы являются практически идентичными.
Действительно, первичный элемент 128 выполняют аналогично первичному элементу 28, отличие заключается в том, что первичный элемент 128 предназначен для образования перьевой части 18 наружной детали 14, а также центрального участка нижней части 16 этой же детали 14. В этой связи необходимо отметить, что центральную часть нижней части 16, не обозначенную на фиг.2, следует понимать как образованную практически всем наружным радиальным участком 22, а также центральной частью 23b внутреннего радиального участка 20.
Таким образом, как видно из фиг.4, первичный элемент 128 выполнен по всей радиальной длине детали 14, сохраняя при этом равномерную толщину. Следовательно, и в данном случае технология получения деталей 128 прокаткой является наиболее подходящей и оптимальной с точки зрения стоимости материала и механической обработки в силу того, что исходные элементы, необходимые для изготовления этих наружных деталей 128, могут иметь размеры, близкие к конечным размерам этих деталей 128.
С другой стороны, в этом предпочтительном варианте реализации настоящего изобретения единственный вторичный элемент 134 выполняют таким образом, чтобы он образовал участок нижней части 16 детали 14, когда его соединяют с первичным элементом 128.
Как видно из фиг.4, в этом предпочтительном варианте реализации вторичный элемент 134 выполняют и соединяют с наружной поверхностью 128b первичного элемента 128, при этом последний имеет практически параллелепипедную форму и предназначен для образования проекционной части 23а внутреннего радиального участка 20 нижней части 16, показанной на фиг.2. Следует отметить, что упрощенная геометрическая форма вторичного элемента 134 по сравнению с геометрической формой вторичного элемента 34 позволяет еще больше облегчить изготовление этого элемента, предпочтительно при помощи все той же вышеуказанной технологии выдавливания через очко.
После одновременного изготовления, предпочтительно из титанового сплава, первичного элемента 128 и вторичного элемента 134 осуществляют их соединение для получения геометрической формы, практически соответствующей наружной детали 14, как показано на фиг.4. Кроме того, операцию соединения вторичного элемента 134 с первичным элементом 128 предпочтительно выполняют способом сварки линейным трением или способом сварки «friction stir welding».
Обе наружные детали 14, изготовленные вышеописанным способом, после этого соединяют известным способом диффузионной сварки для получения необходимой заготовки 30.
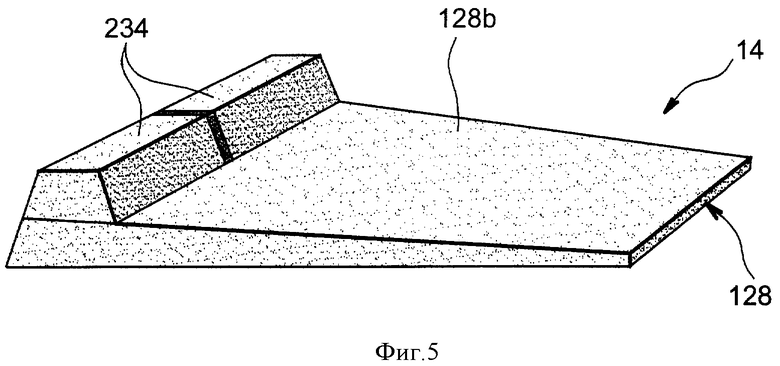
На фиг.5 показана наружная деталь 14, полученная в результате осуществления этапа изготовления двух наружных деталей 14 в ходе применения способа изготовления согласно третьему предпочтительному варианту реализации настоящего изобретения.
В этом предпочтительном варианте реализации только этап изготовления двух наружных деталей 14 немного отличается от этапа, осуществляемого в ходе применения способа изготовления согласно второму предпочтительному варианту реализации, а все остальные этапы являются практически идентичными.
Действительно, первичный элемент 128 выполняют аналогично второму предпочтительному варианту реализации таким образом, чтобы он образовал перьевую часть 18 детали 14, а также центральный участок нижней части 16 этой же наружной детали 14.
Таким образом, как показано на фиг.5, первичный элемент 128 тоже выполнен по всей радиальной длине детали 14, сохраняя при этом равномерную толщину.
Вместе с тем, в отличие от второго предпочтительного варианта реализации способа в соответствии с настоящим изобретением, в котором на наружной поверхности 128b первичного элемента 128 предусмотрен только один вторичный элемент 134, третий предпочтительный вариант реализации предусматривает изготовление и соединение на этой поверхности 128b двух вторичных элементов 234, также для получения формы, практически идентичной с формой проекционной части 23а внутреннего радиального участка 20 нижней части 16.
Таким образом, разрезание проекционной части 23а на два вторичных элемента 234 позволяет облегчить операции сварки линейным трением этих элементов 234 на первичном элементе 128 и не требует сложного промышленного оборудования по сравнению со вторым предпочтительным вариантом способа в соответствии с настоящим изобретением.
В этой связи отмечается, что, как было описано, проекционную часть 23а можно выполнять в виде двух вторичных элементов 234, вместе с тем она может быть также выполнена и из большего количества элементов, не выходя при этом за рамки настоящего изобретения.
Само собой разумеется, что специалист может вносить различные модификации в способы изготовления полой лопатки 1, описанные выше исключительно в качестве не ограничительного примера реализации.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2004 |
|
RU2338886C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ, ОБРАЗУЮЩИХ ПОЛУЮ ЛОПАТКУ, ПОСРЕДСТВОМ ПРОКАТКИ | 2005 |
|
RU2404039C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ДЛЯ ТУРБОМАШИНЫ | 2005 |
|
RU2364486C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРЕДНЕЙ ИЛИ ЗАДНЕЙ УСИЛИВАЮЩЕЙ КРОМКИ ДЛЯ ЛОПАТКИ ВЕНТИЛЯТОРА | 2005 |
|
RU2375608C2 |
| СПОСОБ ВЫПОЛНЕНИЯ МЕТАЛЛИЧЕСКОГО УСИЛЕНИЯ ЛОПАТКИ ТУРБОМАШИНЫ | 2010 |
|
RU2551741C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ TiAl | 2016 |
|
RU2706933C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ МЕХАНИЧЕСКОЙ ДЕТАЛИ ПРИ ПОМОЩИ ДИФФУЗИОННОЙ СВАРКИ И СВЕРХПЛАСТИЧНОГО ФОРМОВАНИЯ | 2004 |
|
RU2355541C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СИСТЕМЫ, СОДЕРЖАЩЕЙ МНОЖЕСТВО ЛОПАТОК, УСТАНОВЛЕННЫХ В ПЛАТФОРМЕ | 2010 |
|
RU2532783C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНЫХ ДЕТАЛЕЙ ПОЛОЙ ЛОПАТКИ ШТАМПОВКОЙ НА ПРЕССЕ | 2005 |
|
RU2383408C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ | 2009 |
|
RU2497648C2 |
Способ может быть использован при изготовлении полой лопатки для газотурбинного двигателя, содержащий ножку и перо. Изготавливают две наружные детали путем ковки первичного элемента, образующего, по меньшей мере, перьевую часть наружной детали и, по меньшей мере, одного вторичного элемента, предназначенного для образования, по меньшей мере частично, нижней части наружной детали, относящейся к ножке. Соединяют каждый вторичный элемент с первичным элементом для получения наружной детали. Две наружные детали соединяют между собой диффузионной сваркой. Способ позволяет предварительно получить отдельные элементы наружных деталей, составляющих лопатку, каждый из которых имеет относительно равномерную толщину, с последующим их соединением, что обеспечивает снижение расходов по изготовлению полых лопаток за счет экономии металла и отказа от механической обработки. 6 з.п. ф-лы, 9 ил.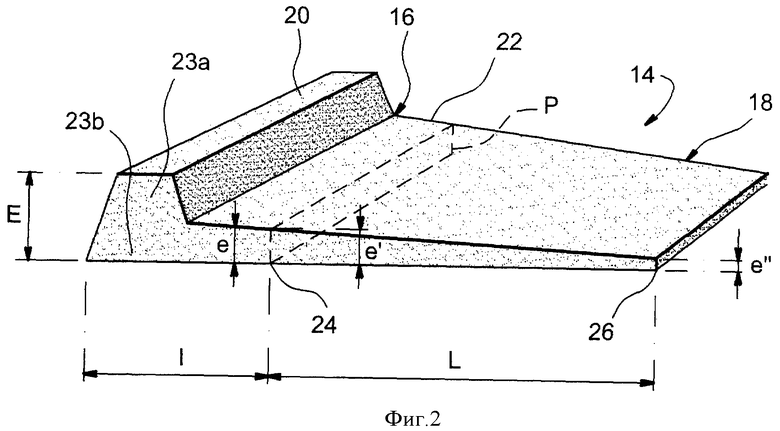
| US 5896658 А, 27.04.1999 | |||
| Способ изготовления изделий | 1990 |
|
SU1722747A1 |
| Способ изготовления составных изделий сложной конфигурации | 1991 |
|
SU1794620A1 |
| US 5636440 А, 10.06.1997 | |||
| US 3653110 A, 04.04.1972. | |||

